- Ультразвуковая дефектоскопия

Содержание
- 2. Звуковые волны не изменяют траектории движения в однородном материале. Отражение акустических волн происходит от раздела сред
- 3. Недостатки Использование пьезоэлектрических преобразователей требует подготовки поверхности для ввода ультразвука в металл, в частности создания шероховатости
- 4. UT2008 Ультразвуковой дефектоскоп
- 6. преимущества метода - возможность оценки формы дефектов размером 3 мм и более, которые отклонены в вертикальной
- 7. Ультразвуковой толщинометр.
- 8. Данная методика основана на электромагнитно-акустическом способе посылки и приёма ультразвуковых колебаний, что позволяет с высоким уровнем
- 9. точность измерений зависит от следующих факторов: • поверхности стенок изделия могут быть непараллельны; • шероховатость внешней
- 10. Основные преимущества ультразвуковой толщинометрии: • возможность сделать измерения толщины изделия в местах, недоступных для измерения толщины
- 12. Скачать презентацию
Звуковые волны не изменяют траектории движения в однородном материале. Отражение акустических
Звуковые волны не изменяют траектории движения в однородном материале. Отражение акустических
Недостатки
Использование пьезоэлектрических преобразователей требует подготовки поверхности для ввода ультразвука в металл,
Недостатки
Использование пьезоэлектрических преобразователей требует подготовки поверхности для ввода ультразвука в металл,

UT2008 Ультразвуковой дефектоскоп
UT2008 Ультразвуковой дефектоскоп

преимущества метода - возможность оценки формы дефектов размером 3 мм и
преимущества метода - возможность оценки формы дефектов размером 3 мм и

Ультразвуковой толщинометр.
Ультразвуковой толщинометр.
Данная методика основана на электромагнитно-акустическом способе посылки и приёма ультразвуковых колебаний,
Данная методика основана на электромагнитно-акустическом способе посылки и приёма ультразвуковых колебаний,
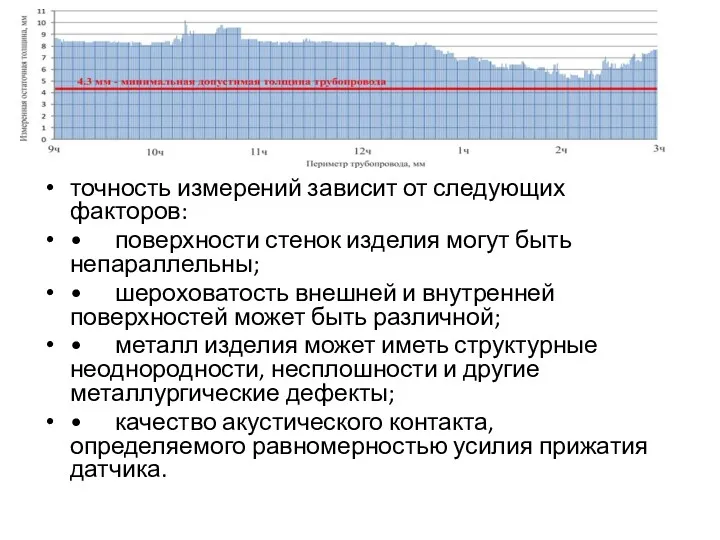
точность измерений зависит от следующих факторов:
• поверхности стенок изделия могут быть непараллельны;
• шероховатость
точность измерений зависит от следующих факторов:
• поверхности стенок изделия могут быть непараллельны;
• шероховатость
Основные преимущества ультразвуковой толщинометрии:
• возможность сделать измерения толщины изделия в местах, недоступных
Основные преимущества ультразвуковой толщинометрии:
• возможность сделать измерения толщины изделия в местах, недоступных
 Атмосферное давление. Материал к уроку.
Атмосферное давление. Материал к уроку. Признаки равенства треугольников
Признаки равенства треугольников Environmental safety and food
Environmental safety and food Моя родословная.
Моя родословная. Инструменты панели рисования
Инструменты панели рисования Организационная структура ОАО РЖД
Организационная структура ОАО РЖД Подготовка к ОГЭ. Окружность
Подготовка к ОГЭ. Окружность Производство литых заготовок
Производство литых заготовок Способы разработки грунта и теория резания грунтов
Способы разработки грунта и теория резания грунтов Животноводство
Животноводство Японія, Китай, Індія в міжвоєнний період
Японія, Китай, Індія в міжвоєнний період Геометрические фигуры: треугольник
Геометрические фигуры: треугольник Кейс-менеджмент для ВИЧ-уязвимых групп
Кейс-менеджмент для ВИЧ-уязвимых групп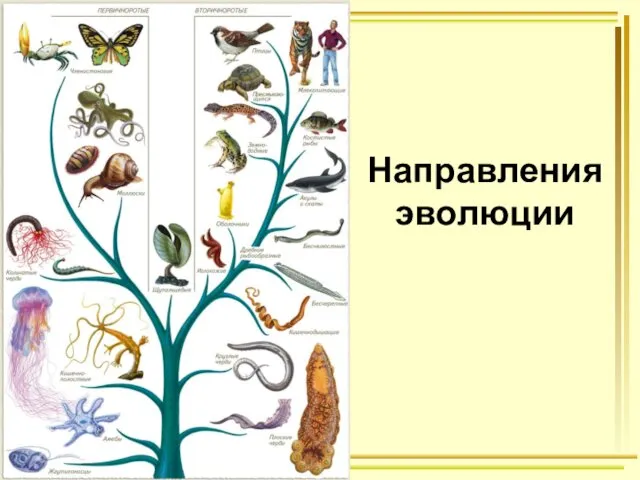 Н. Северцев (1866-1936)
Н. Северцев (1866-1936) Тригонометрические тождества
Тригонометрические тождества Разработка урока на тему Электролитическая диссоциация
Разработка урока на тему Электролитическая диссоциация Острые и хронические бронхиты
Острые и хронические бронхиты современные аспекты сердечно - легочной реанимации
современные аспекты сердечно - легочной реанимации Магнітний запис інформації
Магнітний запис інформації Информационные ресурсы научной библиотеки ФГБОУ ВО Южно-Уральский ГАУ. Лекция 6
Информационные ресурсы научной библиотеки ФГБОУ ВО Южно-Уральский ГАУ. Лекция 6 Аналіз доходів банковської установи
Аналіз доходів банковської установи Интеллектуальный марафон.
Интеллектуальный марафон. Типографика. Структура работы типографии
Типографика. Структура работы типографии Фото
Фото Химиялық қару
Химиялық қару Психология межгрупповых отношений
Психология межгрупповых отношений Чрезвычайные ситуации природного и техногенного характера. Причины и возможные последствия их возникновения
Чрезвычайные ситуации природного и техногенного характера. Причины и возможные последствия их возникновения Мастер-класс Как сделать прозрачный фон рисунка
Мастер-класс Как сделать прозрачный фон рисунка