- Установки для лазерной сварки и резки. Тема 7-1

Содержание
- 2. Лазерная сварка - технологический процесс получения неразъемного соединения частей изделия путем местного расплавления металлов посредством нагрева
- 3. Если обычный «белый» свет состоит из лучей с различными частотами, то лазерный луч является монохроматичным –
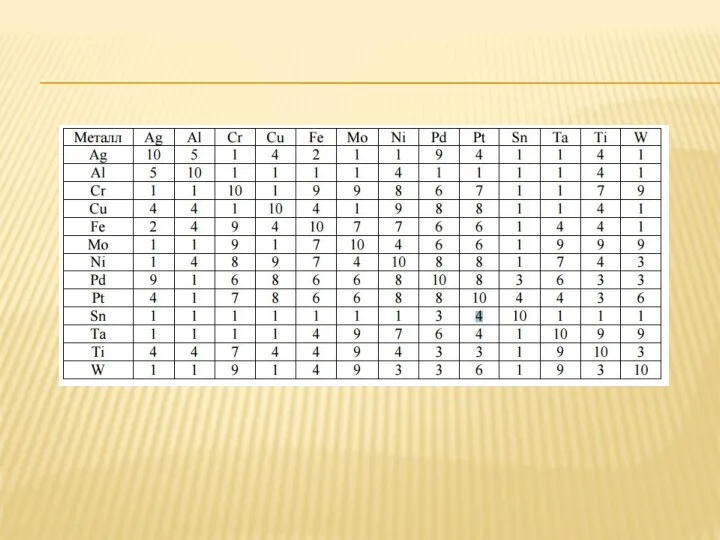
- 4. Лазерную сварку успешно применяют для получения различных типов соединений из многих однородных и разнородных металлов и
- 5. Основными достоинствами лазерной сварки по сравнению с традиционными способами являются следующие. При лазерной сварке обеспечиваются
- 6. Из-за высокой концентрации энергии (в пятне диаметром 0,1 мм и менее) в процессе лазерной сварки
- 7. Для лазерной сварки обычно используются следующие типы лазеров: твердотельные и газовые – с продольной или поперечной
- 8. По торцам активного тела размещены зеркала – отражающее и частично прозрачное. Луч лазера выходит через частично
- 9. Сварка газовым лазером Более мощными являются газовые лазеры, в которых в качестве активного тела используют смесь
- 10. Недостатком лазеров с продольной прокачкой газа являются их большие габаритные размеры. Более компактны лазеры с поперечной
- 11. Схема процесса лазерной сварки
- 12. Наиболее мощными являются газодинамические лазеры (на рисунке ниже). Для работы используются газы, нагретые до температуры 1000–3000
- 13. Лазерная сварка производится в атмосферных условиях, без создания вакуума, необходима защита расплавленного металла от воздуха. Обычно
- 14. По типу светового луча лазерная сварка может быть импульсной и непрерывной. Импульсным способом сваривают точечные соединения,
- 16. Точечную сварку деталей малой толщины маломощным твердотельным лазером выполняют его кратковременным включением. Режим импульсной сварки характеризуется
- 17. Основными параметрами режима лазерной сварки являются: 1) продолжительность и энергия импульса, 2) частота импульсов, 3) диаметр
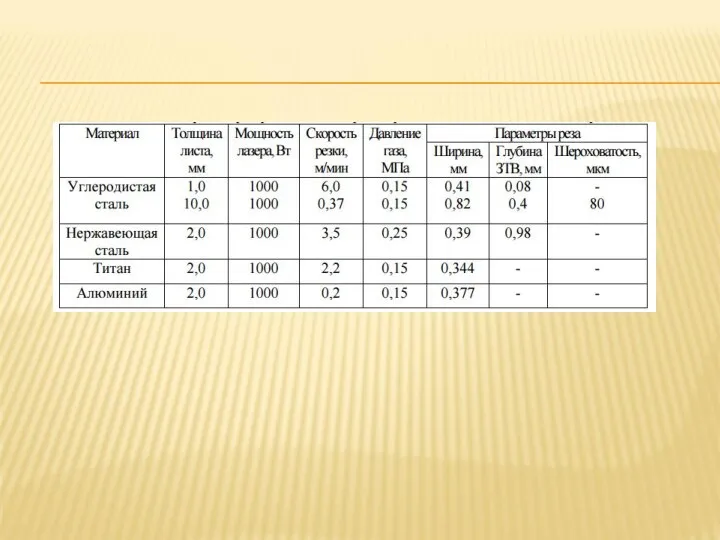
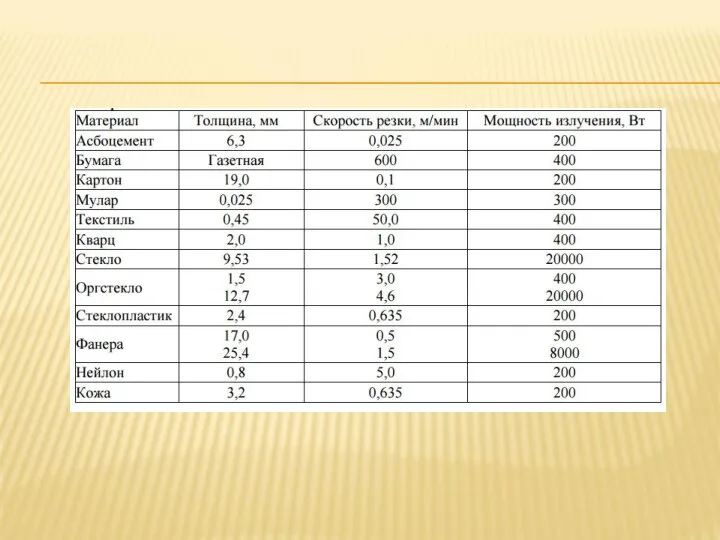
- 18. Примерные режимы сварки стыковых соединений различных материалов мощным газовым С02-лазером приведены в таблице
- 19. Оборудование для лазерной сварки включает в себя следующие основные элементы: источник когерентного излучения – технологический лазер;
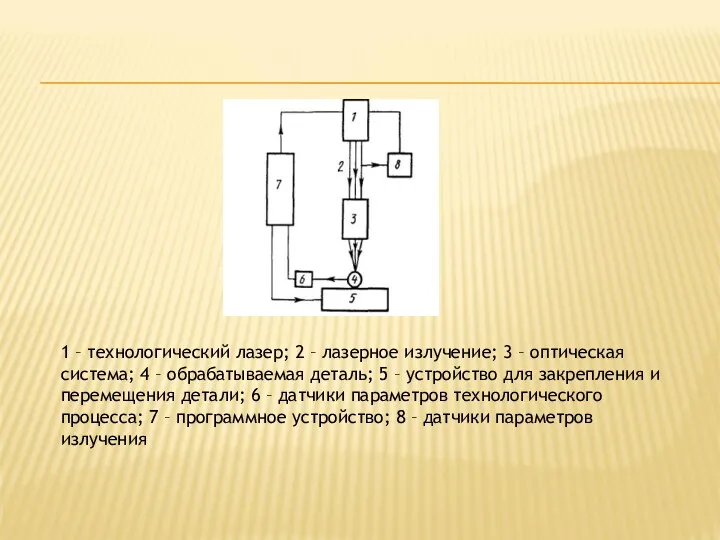
- 20. 1 – технологический лазер; 2 – лазерное излучение; 3 – оптическая система; 4 – обрабатываемая деталь;
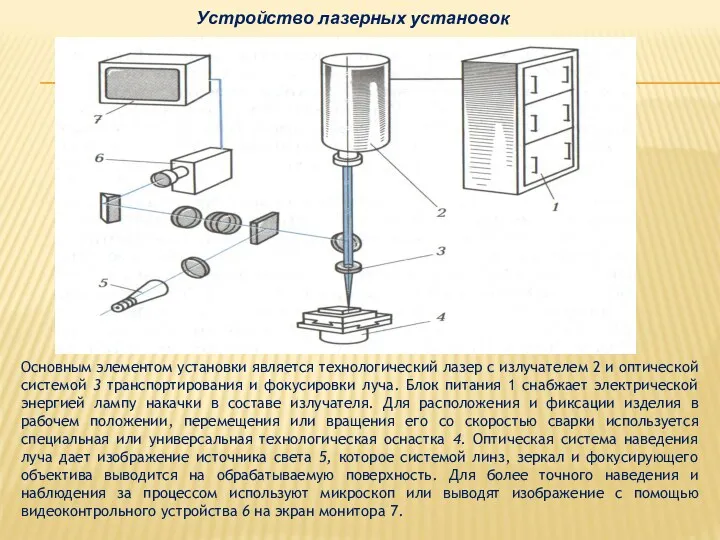
- 21. Основным элементом установки является технологический лазер с излучателем 2 и оптической системой 3 транспортирования и фокусировки
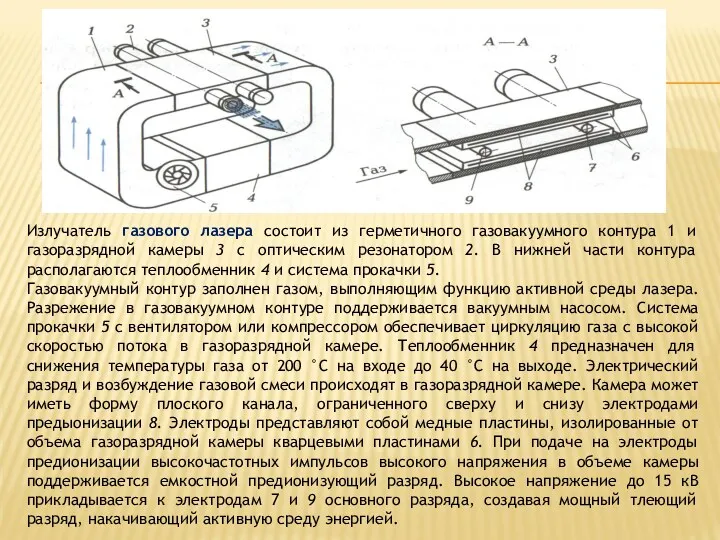
- 22. Излучатель газового лазера состоит из герметичного газовакуумного контура 1 и газоразрядной камеры 3 с оптическим резонатором
- 23. Перспективными являются разработки новых систем возбуждения активных элементов, в которых вместо ламп используются полупроводниковые диоды накачки.
- 24. Оптические системы транспортирования и фокусировки луча служат для передачи лазерного излучения от излучателя до места сварки.
- 25. Технологическая оснастка состоит из различного рода манипуляторов и приспособлений для закрепления и установки деталей в нужном
- 26. Системы контроля и управления лазерной сварочной установкой проектируют последовательно, обеспечивая сначала отдельными управляющими устройствами функционально самостоятельные
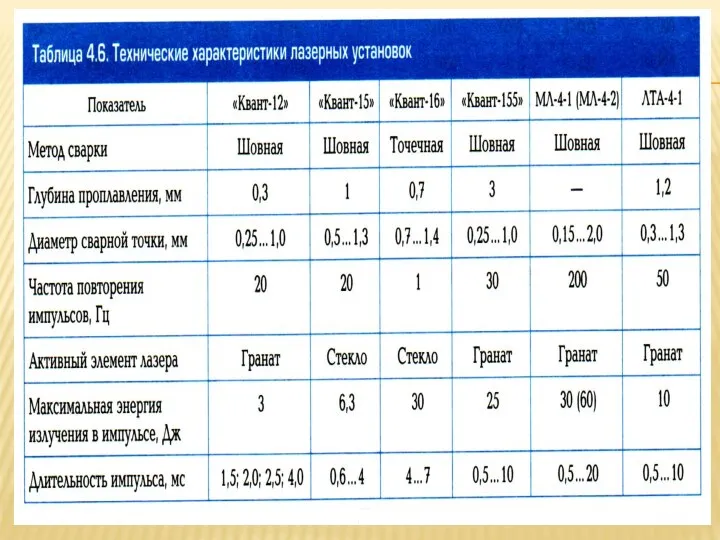
- 27. Лазерный аппарат для сварки ЛТА-4-1 (НПЦ «Лазеры и аппаратура ТМ», Москва) предназначен для выполнения сварочных работ
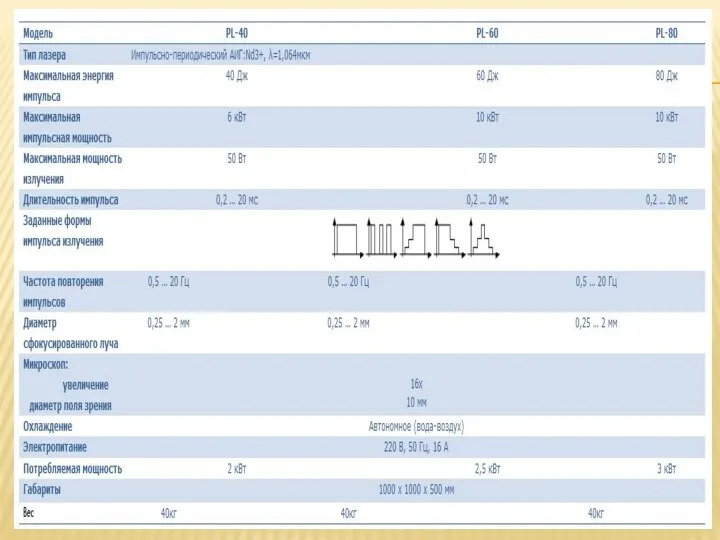
- 29. Новый лазерный аппарат PICCOLASER создан совместно с нашим партнером O.R. Lasertechnologie (Германия). Благодаря своим широким технологическим
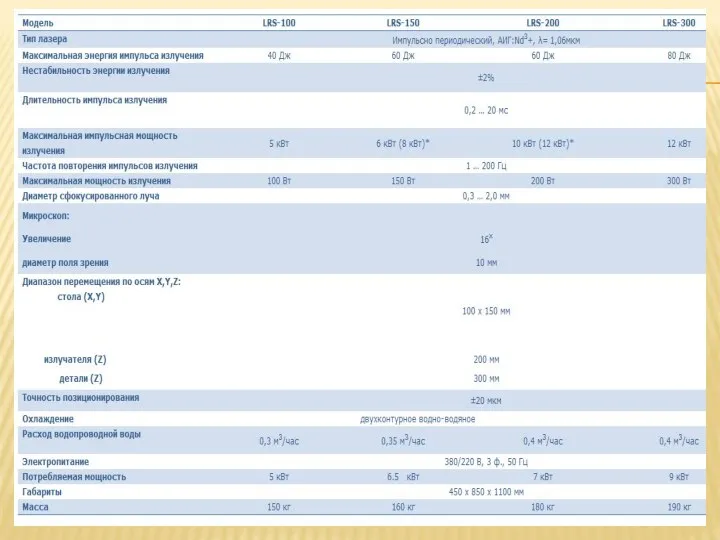
- 31. Универсальные лазерные установки серии LRS (ООО “ОКБ”Булат”) предназначены для выполнения технологических операций лазерной сварки, наплавки, поверхностного
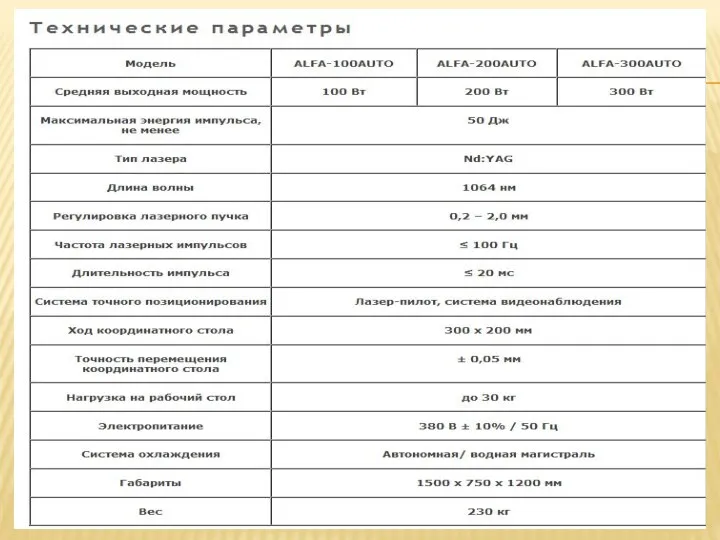
- 33. Автоматизированная лазерная установка серии ALFA-AUTO (ЛазерФорм) предназначена для лазерной обработки (сварки, резки) в автоматическом и ручном
- 35. Лазерная резка — технология резки и раскроя материалов, использующая лазер высокой мощности и обычно применяемая на
- 36. Лазерная резка осуществляется путём сквозного прожига листовых металлов лучом лазера. Такая технология имеет ряд очевидных преимуществ
- 37. Использование лазера особенно выгодно в тех случаях, когда требуется изготовление сложных деталей малыми сериями и большой
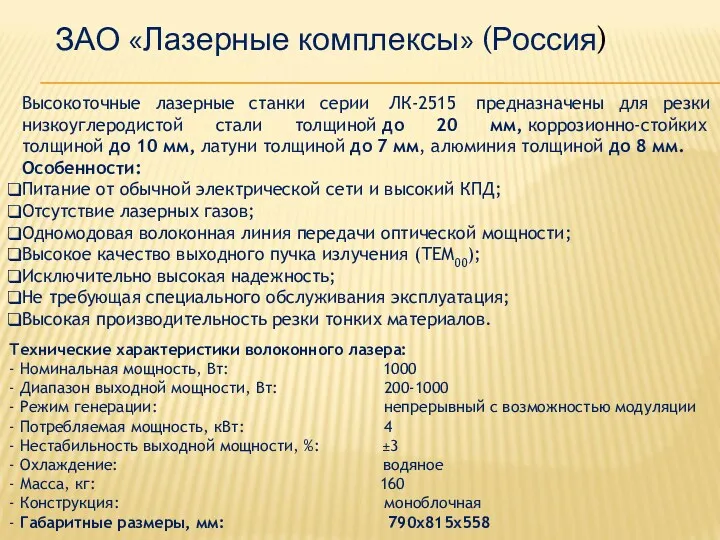
- 40. ЗАО «Лазерные комплексы» (Россия) Высокоточные лазерные станки серии ЛК-2515 предназначены для резки низкоуглеродистой стали толщиной до
- 41. - Рабочая зона обработки X, Y, м: 2,5х1,5 - Величина перемещения режущей головки по - вертикали
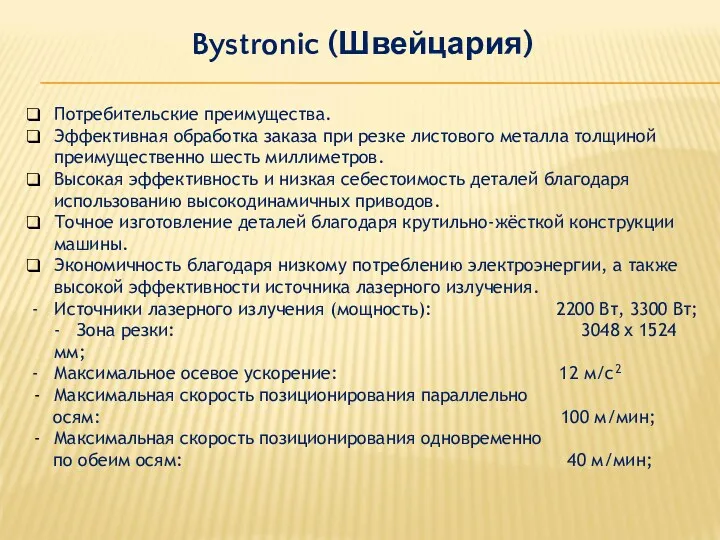
- 42. Bystronic (Швейцария) Потребительские преимущества. Эффективная обработка заказа при резке листового металла толщиной преимущественно шесть миллиметров. Высокая
- 43. BySprint By Sun Fiber
- 44. Mazak (Япония) HYPER GEAR – сверхмощный 2D станок лазерной резки, оснащенный линейными двигателями всех осей, а
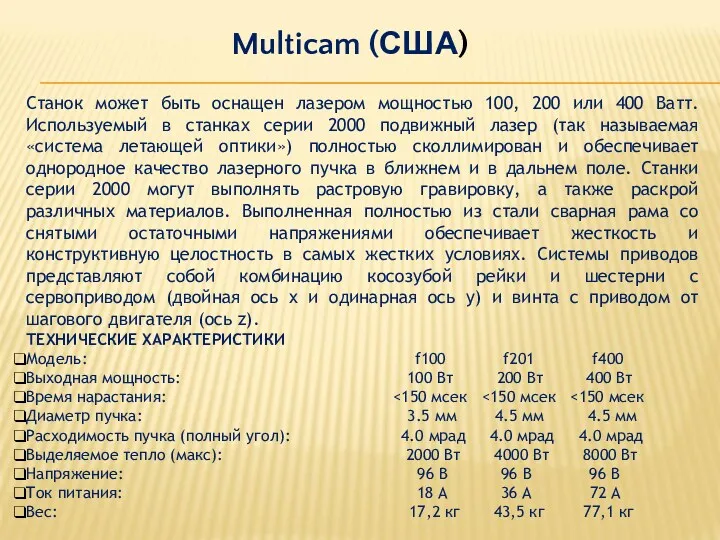
- 45. Multicam (США) Станок может быть оснащен лазером мощностью 100, 200 или 400 Ватт. Используемый в станках
- 47. Скачать презентацию
Лазерная сварка - технологический процесс получения неразъемного соединения частей изделия путем
Лазерная сварка - технологический процесс получения неразъемного соединения частей изделия путем
Если обычный «белый» свет состоит из лучей с различными частотами, то
Если обычный «белый» свет состоит из лучей с различными частотами, то
Лазерную сварку успешно применяют для получения различных типов соединений из многих
Лазерную сварку успешно применяют для получения различных типов соединений из многих
Основными достоинствами лазерной сварки по сравнению с традиционными способами являются следующие.
Основными достоинствами лазерной сварки по сравнению с традиционными способами являются следующие.
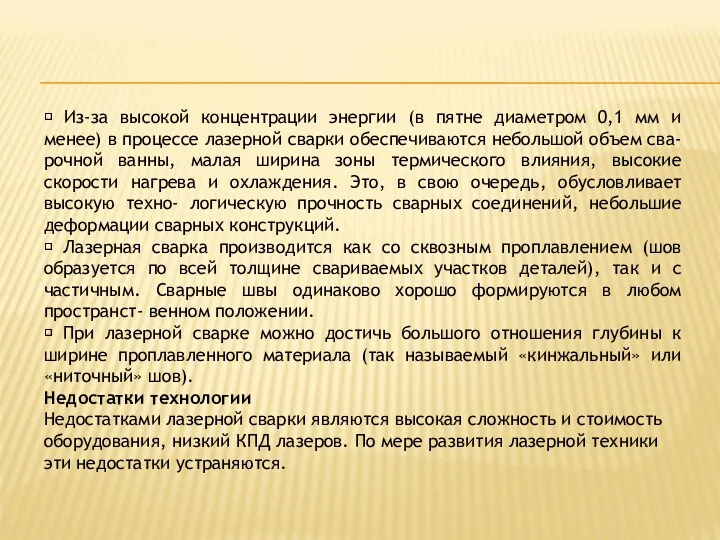
Из-за высокой концентрации энергии (в пятне диаметром 0,1 мм и
Из-за высокой концентрации энергии (в пятне диаметром 0,1 мм и
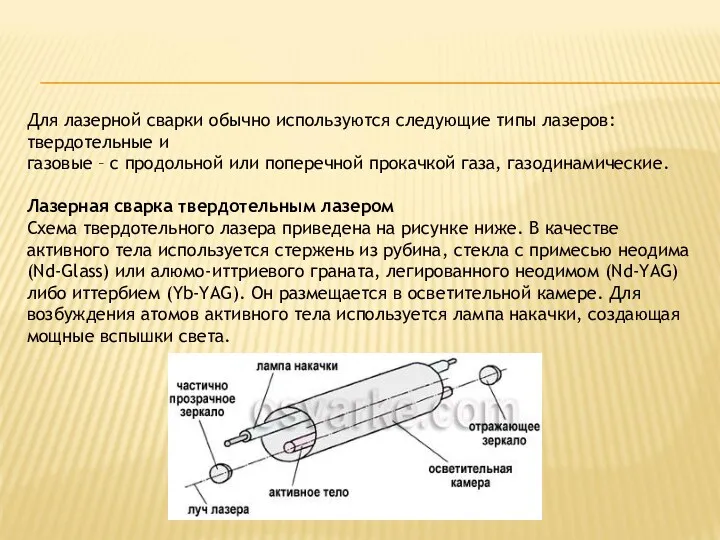
Для лазерной сварки обычно используются следующие типы лазеров:
твердотельные и
газовые – с
Для лазерной сварки обычно используются следующие типы лазеров:
твердотельные и
газовые – с
По торцам активного тела размещены зеркала – отражающее и частично прозрачное.
По торцам активного тела размещены зеркала – отражающее и частично прозрачное.
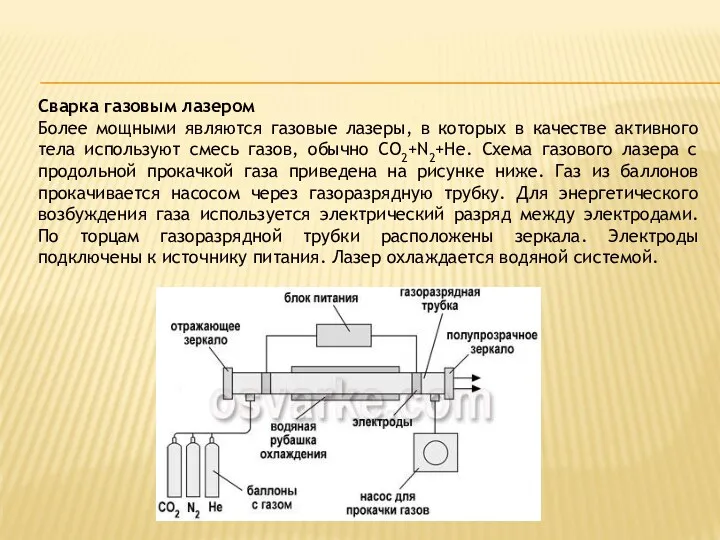
Сварка газовым лазером
Более мощными являются газовые лазеры, в которых в качестве
Сварка газовым лазером
Более мощными являются газовые лазеры, в которых в качестве
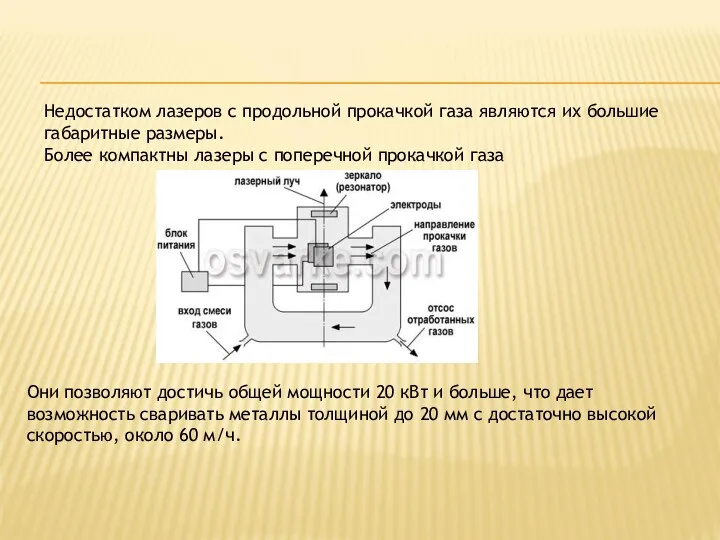
Недостатком лазеров с продольной прокачкой газа являются их большие габаритные размеры.
Более
Недостатком лазеров с продольной прокачкой газа являются их большие габаритные размеры.
Более

Схема процесса лазерной сварки
Схема процесса лазерной сварки
Наиболее мощными являются газодинамические лазеры (на рисунке ниже). Для работы используются
Наиболее мощными являются газодинамические лазеры (на рисунке ниже). Для работы используются
Лазерная сварка производится в атмосферных условиях, без создания вакуума, необходима защита
Лазерная сварка производится в атмосферных условиях, без создания вакуума, необходима защита
По типу светового луча лазерная сварка может быть импульсной и непрерывной.
По типу светового луча лазерная сварка может быть импульсной и непрерывной.
Точечную сварку деталей малой толщины маломощным твердотельным лазером выполняют его кратковременным
Точечную сварку деталей малой толщины маломощным твердотельным лазером выполняют его кратковременным
Основными параметрами режима лазерной сварки являются:
1) продолжительность и энергия импульса,
2) частота
Основными параметрами режима лазерной сварки являются:
1) продолжительность и энергия импульса,
2) частота
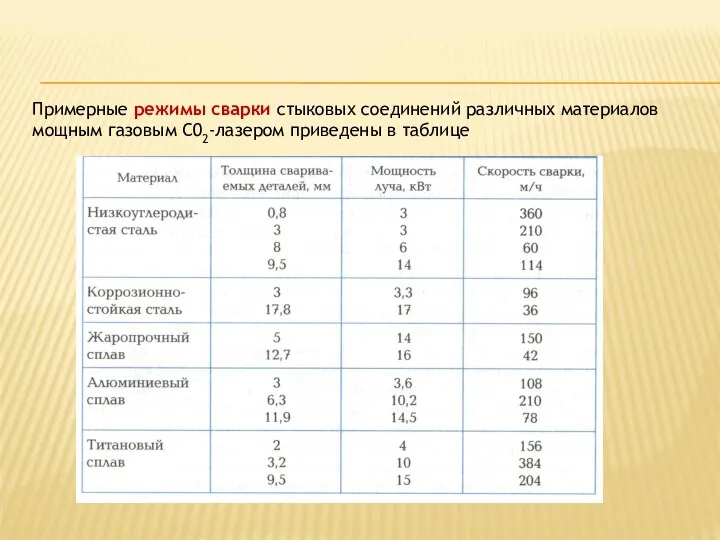
Примерные режимы сварки стыковых соединений различных материалов мощным газовым С02-лазером приведены
Примерные режимы сварки стыковых соединений различных материалов мощным газовым С02-лазером приведены
Оборудование для лазерной сварки включает в себя следующие основные элементы:
источник
Оборудование для лазерной сварки включает в себя следующие основные элементы:
источник
1 – технологический лазер; 2 – лазерное излучение; 3 – оптическая
1 – технологический лазер; 2 – лазерное излучение; 3 – оптическая
Основным элементом установки является технологический лазер с излучателем 2 и оптической
Основным элементом установки является технологический лазер с излучателем 2 и оптической
Излучатель газового лазера состоит из герметичного газовакуумного контура 1 и газоразрядной
Излучатель газового лазера состоит из герметичного газовакуумного контура 1 и газоразрядной
Перспективными являются разработки новых систем возбуждения активных элементов, в которых вместо
Перспективными являются разработки новых систем возбуждения активных элементов, в которых вместо
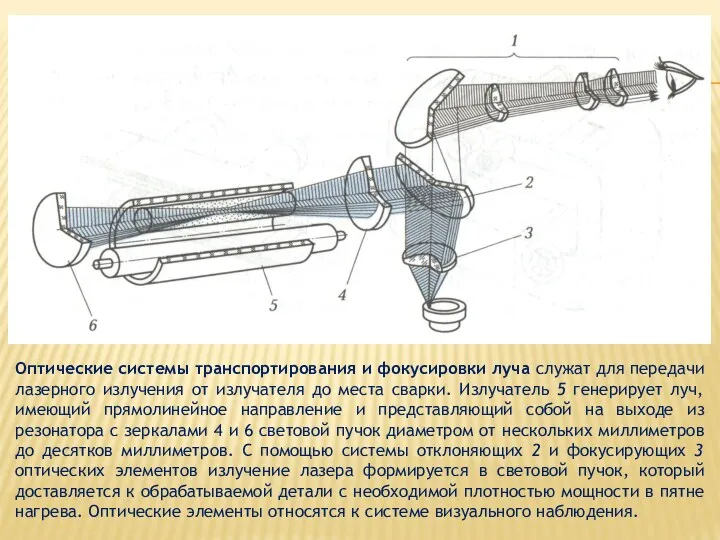
Оптические системы транспортирования и фокусировки луча служат для передачи лазерного излучения
Оптические системы транспортирования и фокусировки луча служат для передачи лазерного излучения
Технологическая оснастка состоит из различного рода манипуляторов и приспособлений для закрепления
Технологическая оснастка состоит из различного рода манипуляторов и приспособлений для закрепления
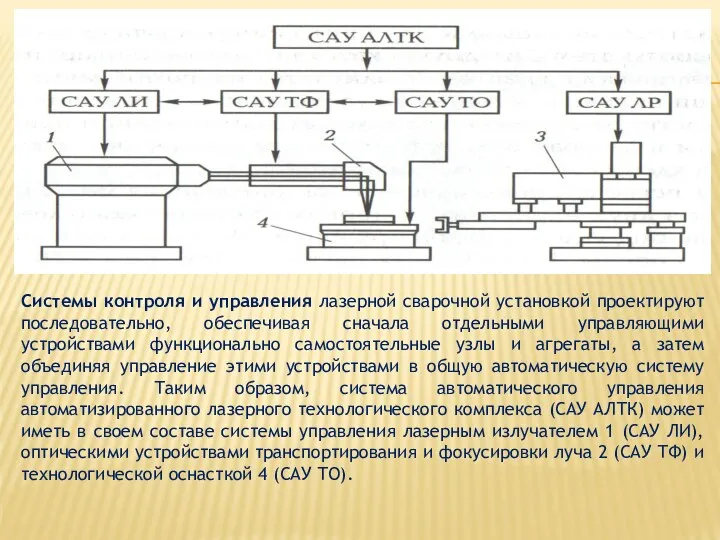
Системы контроля и управления лазерной сварочной установкой проектируют последовательно, обеспечивая сначала
Системы контроля и управления лазерной сварочной установкой проектируют последовательно, обеспечивая сначала

Лазерный аппарат для сварки ЛТА-4-1 (НПЦ «Лазеры и аппаратура ТМ», Москва)
Лазерный аппарат для сварки ЛТА-4-1 (НПЦ «Лазеры и аппаратура ТМ», Москва)

Новый лазерный аппарат PICCOLASER создан совместно с нашим партнером O.R. Lasertechnologie (Германия).
Благодаря
Новый лазерный аппарат PICCOLASER создан совместно с нашим партнером O.R. Lasertechnologie (Германия).
Благодаря

Универсальные лазерные установки серии LRS (ООО “ОКБ”Булат”) предназначены для выполнения технологических
Универсальные лазерные установки серии LRS (ООО “ОКБ”Булат”) предназначены для выполнения технологических

Автоматизированная лазерная установка серии ALFA-AUTO (ЛазерФорм) предназначена для лазерной обработки (сварки,
Автоматизированная лазерная установка серии ALFA-AUTO (ЛазерФорм) предназначена для лазерной обработки (сварки,
Лазерная резка — технология резки и раскроя материалов, использующая лазер высокой мощности и обычно
Лазерная резка — технология резки и раскроя материалов, использующая лазер высокой мощности и обычно
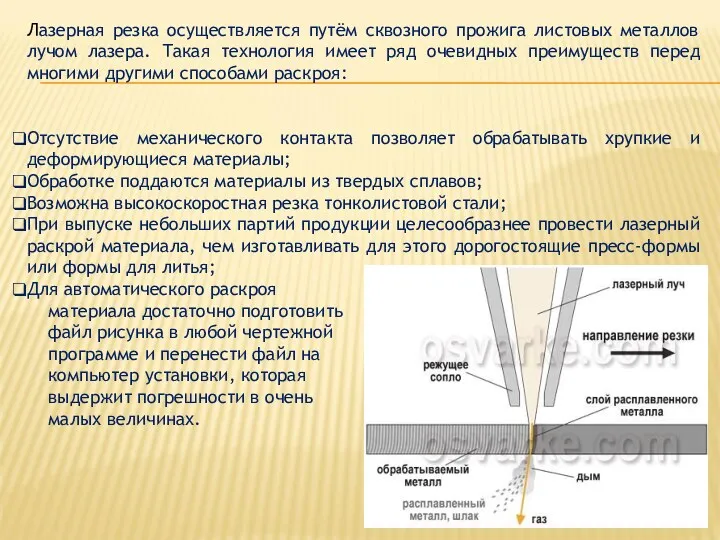
Лазерная резка осуществляется путём сквозного прожига листовых металлов лучом лазера. Такая
Лазерная резка осуществляется путём сквозного прожига листовых металлов лучом лазера. Такая
Использование лазера особенно выгодно в тех случаях, когда требуется изготовление сложных
Использование лазера особенно выгодно в тех случаях, когда требуется изготовление сложных
ЗАО «Лазерные комплексы» (Россия)
Высокоточные лазерные станки серии ЛК-2515 предназначены для резки
ЗАО «Лазерные комплексы» (Россия)
Высокоточные лазерные станки серии ЛК-2515 предназначены для резки
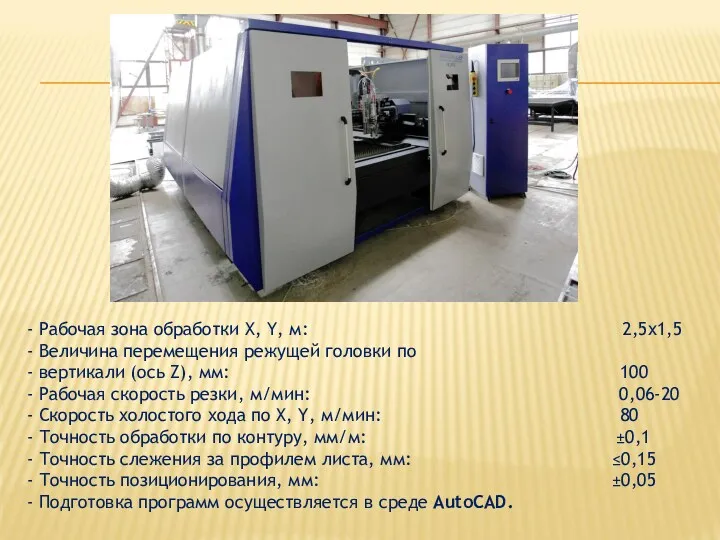
- Рабочая зона обработки X, Y, м: 2,5х1,5
- Величина перемещения режущей
- Рабочая зона обработки X, Y, м: 2,5х1,5
- Величина перемещения режущей
Bystronic (Швейцария)
Потребительские преимущества.
Эффективная обработка заказа при резке листового металла толщиной преимущественно
Bystronic (Швейцария)
Потребительские преимущества.
Эффективная обработка заказа при резке листового металла толщиной преимущественно
BySprint
By Sun Fiber
BySprint
By Sun Fiber

Mazak (Япония)
HYPER GEAR – сверхмощный 2D станок лазерной резки, оснащенный линейными
Mazak (Япония)
HYPER GEAR – сверхмощный 2D станок лазерной резки, оснащенный линейными
Multicam (США)
Станок может быть оснащен лазером мощностью 100, 200 или 400
Multicam (США)
Станок может быть оснащен лазером мощностью 100, 200 или 400
 Основы производства комбикормов
Основы производства комбикормов Регулирование частоты вращения асинхронных двигателей с фазным ротором
Регулирование частоты вращения асинхронных двигателей с фазным ротором Что такое технология
Что такое технология Силовая электроника. Лекция 1
Силовая электроника. Лекция 1 Городской транспорт
Городской транспорт Правописание [не] с глаголами
Правописание [не] с глаголами Презентация к уроку по теме Дробные выражения
Презентация к уроку по теме Дробные выражения Внеклассное мероприятие Игра: ЧТО? ГДЕ? КОГДА?
Внеклассное мероприятие Игра: ЧТО? ГДЕ? КОГДА? Оказание государственной поддержки малым формам хозяйствования в Удмуртской Республике
Оказание государственной поддержки малым формам хозяйствования в Удмуртской Республике Взаимное расположение двух окружностей
Взаимное расположение двух окружностей Библейские притчи
Библейские притчи Горнодобывающая отрасль
Горнодобывающая отрасль Педсовет: Использование новых активных форм и методов обучения в учебно-воспитательном процессе
Педсовет: Использование новых активных форм и методов обучения в учебно-воспитательном процессе Игра - пособие Русская матрешка
Игра - пособие Русская матрешка Обоснование экономической эффективности инвестиционного проекта ООО Вернисаж
Обоснование экономической эффективности инвестиционного проекта ООО Вернисаж Правильные и неправильные дроби
Правильные и неправильные дроби Бактерии
Бактерии Каталог характеристик лопастных насосов
Каталог характеристик лопастных насосов Генетика популяций
Генетика популяций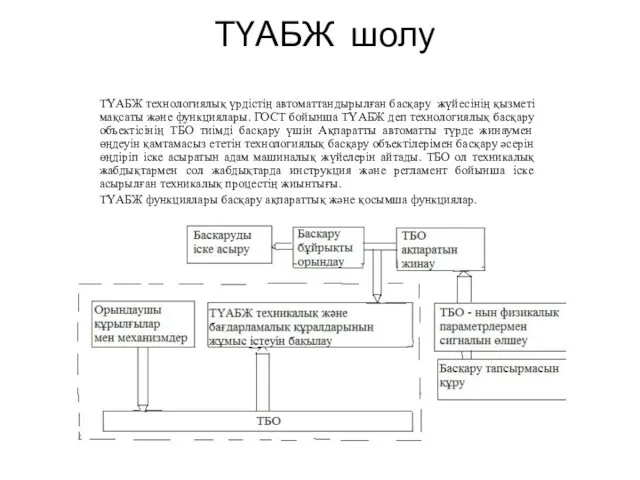 ТҮАБЖ шолу
ТҮАБЖ шолу Милосердие, забота о слабых, взаимопомощь, социальные проблемы общества и отношение к ним разных религий
Милосердие, забота о слабых, взаимопомощь, социальные проблемы общества и отношение к ним разных религий Вступление в систему непрерывного медицинского и фармацевтического образования. Пошаговые инструкции
Вступление в систему непрерывного медицинского и фармацевтического образования. Пошаговые инструкции Принципы организации развивающей предметно-пространственной среды в группах детского сада в соответствии с Федеральным государственным образовательным стандартом дошкольных организаций.
Принципы организации развивающей предметно-пространственной среды в группах детского сада в соответствии с Федеральным государственным образовательным стандартом дошкольных организаций. Профилактика суицидальных тенденций среди несовершеннолетних в условиях урочной и внеурочной деятельности
Профилактика суицидальных тенденций среди несовершеннолетних в условиях урочной и внеурочной деятельности Алканы, алкены, алкины
Алканы, алкены, алкины Презентация Золотые рыбки в технике оригами
Презентация Золотые рыбки в технике оригами Строительная теплотехника
Строительная теплотехника Изучение факторов, способствующих лучшей взбитости мороженого
Изучение факторов, способствующих лучшей взбитости мороженого