- Установки для орбитальной сварки

Содержание
- 2. Установки (головки) для сварки неповоротных стыков труб составляют целый класс специальных автоматов. При сварке неповоротного стыка
- 3. Применяемые методы сварки Из-за перемещения сварочной ванны вокруг стыка по круговой орбите (откуда и пошло название
- 4. Источники питания для орбитальной сварки Источниками питания для орбитальной сварки служат в основном инверторные выпрямители постоянного
- 5. Источники питания для орбитальной сварки Источники питания иностранного производства имеют микропроцессорное управление, встроенные блоки синергетического управления
- 6. Функции управления сварочной головкой, поддерживаемые источником: • скорость вращения сварочной головки вокруг стыка; • контроль за
- 7. • колебания электрода поперек оси стыка (включая задержки электрода на краях разделки); • вертикальное и угловое
- 8. Некоторые источники питания могут подключаться к персональным компьютерам. В этом случае облегчается программирование режимов сварки, которое
- 9. Схема процесса
- 10. Автоматы для орбитальной сварки (или орбитальные сварочные головки) условно можно разделить на: закрытые орбитальные сварочные головки;
- 11. Закрытые орбитальные головки используются на трубах малого диаметра (начиная с наружного диаметра 3 мм) или для
- 12. Закрытая орбитальные головки Закрытые орбитальные головки являются наиболее простыми по конструкции. На них можно реализовать только
- 13. Открытые орбитальные головки Головки в которых также используется сварка методом TIG, нашли применение для сварки стыков
- 14. Открытые орбитальные головки Открытые головки могут комплектоваться системами поперечного колебания электрода (обычно эксцентриковые осцилляторы или крестовые
- 15. Головки для вварки труб в трубные доски применяются при изготовлении котельного оборудования и водонагревателей. Внешне эти
- 16. Головки для вварки труб в трубные доски Внешний вид (а) головки для вварки труб в трубные
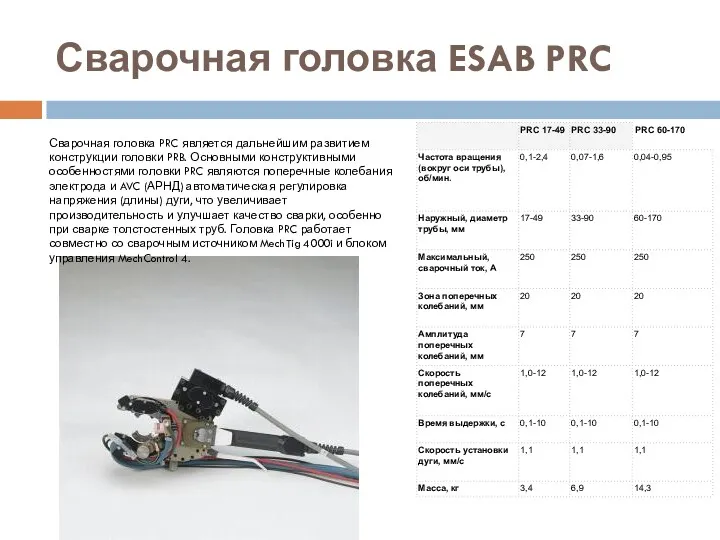
- 17. Сварочная головка ESAB PRC Сварочная головка PRC является дальнейшим развитием конструкции головки PRB. Основными конструктивными особенностями
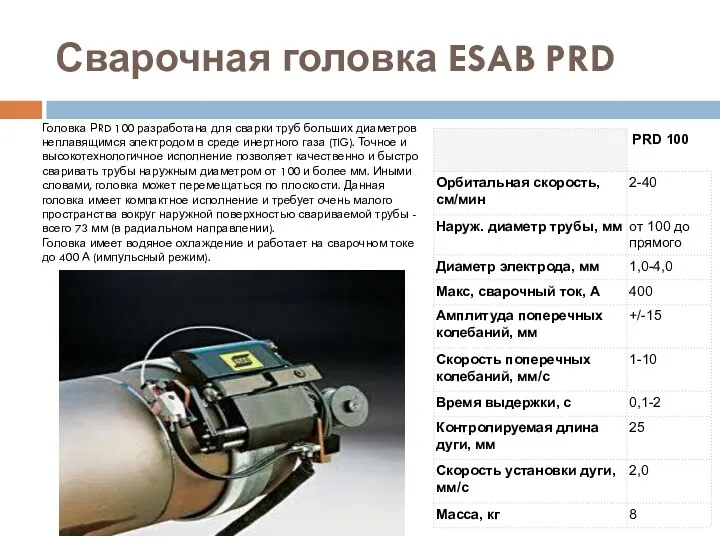
- 18. Сварочная головка ESAB PRD Головка РRD 100 разработана для сварки труб больших диаметров неплавящимся электродом в
- 19. Сварочная головка ESAB А21 PRH Камерная конструкция сварочной головки РRH обеспечивает максимальную газовую защиту, что позволяет
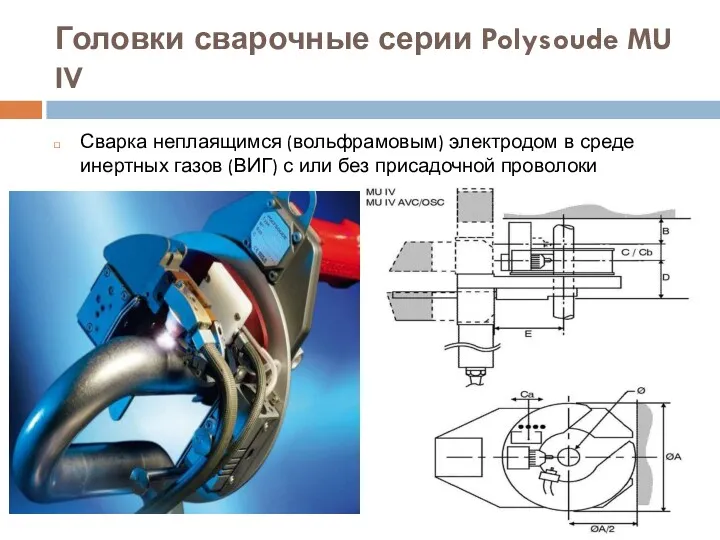
- 20. Головки сварочные серии Polysoude MU IV Сварка неплаящимся (вольфрамовым) электродом в среде инертных газов (ВИГ) с
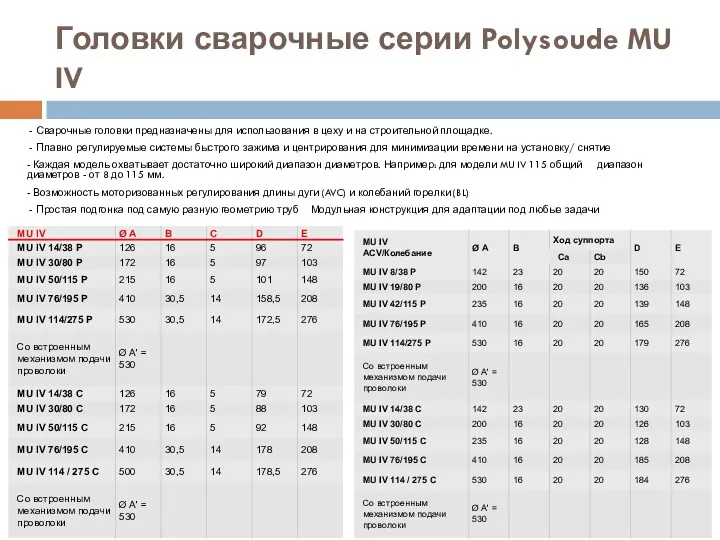
- 21. Головки сварочные серии Polysoude MU IV - Сварочные головки предназначены для использования в цеху и на
- 22. Головка сварочная Polysoude TS 2000 Применима для механизированной вварки тонко- и толстостенных труб в трубные доски
- 23. Головка сварочная Polysoude TS 25 Специально для варианта труба – трубная доска «заподлицо» (чувствительных материалов) в
- 25. Скачать презентацию
Установки (головки) для сварки неповоротных стыков труб составляют целый класс специальных
Установки (головки) для сварки неповоротных стыков труб составляют целый класс специальных
Применяемые методы сварки
Из-за перемещения сварочной ванны вокруг стыка по круговой орбите
Применяемые методы сварки
Из-за перемещения сварочной ванны вокруг стыка по круговой орбите
Источники питания для орбитальной сварки
Источниками питания для орбитальной сварки служат в
Источники питания для орбитальной сварки
Источниками питания для орбитальной сварки служат в
Источники питания для орбитальной сварки
Источники питания иностранного производства имеют микропроцессорное управление,
Источники питания для орбитальной сварки
Источники питания иностранного производства имеют микропроцессорное управление,
Функции управления сварочной головкой, поддерживаемые источником:
• скорость вращения сварочной головки
Функции управления сварочной головкой, поддерживаемые источником:
• скорость вращения сварочной головки
• колебания электрода поперек оси стыка (включая задержки электрода на краях
• колебания электрода поперек оси стыка (включая задержки электрода на краях
Некоторые источники питания могут подключаться к персональным компьютерам. В этом случае
Некоторые источники питания могут подключаться к персональным компьютерам. В этом случае
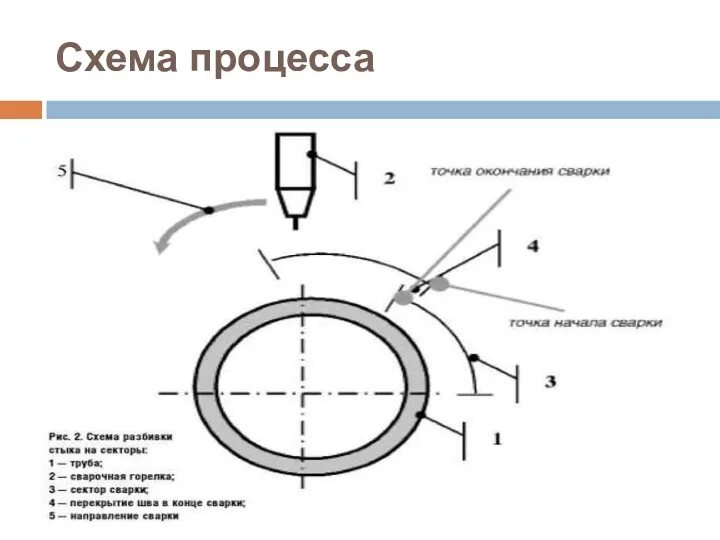
Схема процесса
Схема процесса
Автоматы для орбитальной сварки (или орбитальные сварочные головки) условно можно разделить
Автоматы для орбитальной сварки (или орбитальные сварочные головки) условно можно разделить
Закрытые орбитальные головки
используются на трубах малого диаметра (начиная с наружного диаметра
Закрытые орбитальные головки
используются на трубах малого диаметра (начиная с наружного диаметра

Закрытая орбитальные головки
Закрытые орбитальные головки являются наиболее простыми по конструкции. На
Закрытая орбитальные головки
Закрытые орбитальные головки являются наиболее простыми по конструкции. На
Открытые орбитальные головки
Головки в которых также используется сварка методом TIG, нашли
Открытые орбитальные головки
Головки в которых также используется сварка методом TIG, нашли

Открытые орбитальные головки
Открытые головки могут комплектоваться системами поперечного колебания электрода (обычно
Открытые орбитальные головки
Открытые головки могут комплектоваться системами поперечного колебания электрода (обычно
Головки для вварки труб в трубные доски
применяются при изготовлении котельного оборудования
Головки для вварки труб в трубные доски
применяются при изготовлении котельного оборудования

Головки для вварки труб в трубные доски
Внешний вид (а) головки для
Головки для вварки труб в трубные доски
Внешний вид (а) головки для
Сварочная головка ESAB PRC
Сварочная головка PRC является дальнейшим развитием конструкции головки
Сварочная головка ESAB PRC
Сварочная головка PRC является дальнейшим развитием конструкции головки
Сварочная головка ESAB PRD
Головка РRD 100 разработана для сварки труб больших
Сварочная головка ESAB PRD
Головка РRD 100 разработана для сварки труб больших

Сварочная головка ESAB А21 PRH
Камерная конструкция сварочной головки РRH обеспечивает максимальную
Сварочная головка ESAB А21 PRH
Камерная конструкция сварочной головки РRH обеспечивает максимальную
Головки сварочные серии Polysoude MU IV
Сварка неплаящимся (вольфрамовым) электродом в среде
Головки сварочные серии Polysoude MU IV
Сварка неплаящимся (вольфрамовым) электродом в среде
Головки сварочные серии Polysoude MU IV
- Сварочные головки предназначены для использования
Головки сварочные серии Polysoude MU IV
- Сварочные головки предназначены для использования

Головка сварочная Polysoude TS 2000
Применима для механизированной вварки тонко- и толстостенных
Головка сварочная Polysoude TS 2000
Применима для механизированной вварки тонко- и толстостенных

Головка сварочная Polysoude TS 25
Специально для варианта труба – трубная доска
Головка сварочная Polysoude TS 25
Специально для варианта труба – трубная доска
 chrezvychaynye_situatsii
chrezvychaynye_situatsii Водоснабжение завода по переработке керамических изделий
Водоснабжение завода по переработке керамических изделий Автоматизация звука [Р] в середине слова (интервокальная позиция)
Автоматизация звука [Р] в середине слова (интервокальная позиция) Презентация Вода на земле
Презентация Вода на земле Исследовательская работа по краеведению
Исследовательская работа по краеведению Физиологическая желтуха новорожденных
Физиологическая желтуха новорожденных Введение в проектное обучение и управление
Введение в проектное обучение и управление Введение в профессию по направлению подготовки бакалавров
Введение в профессию по направлению подготовки бакалавров Презентация История с.Спас-Угол и д. Ермолино
Презентация История с.Спас-Угол и д. Ермолино Космический аналог ядерной угрозы
Космический аналог ядерной угрозы Игра Пчёлка собирает мёд на дифференциацию букв З - С
Игра Пчёлка собирает мёд на дифференциацию букв З - С Иудаизм и культура
Иудаизм и культура Управление качеством. Бенчмаркинг
Управление качеством. Бенчмаркинг Подготовка дела
Подготовка дела Состояние мирового уровня энергоменеджмента, международные инструменты стимулирования энергосбережения
Состояние мирового уровня энергоменеджмента, международные инструменты стимулирования энергосбережения Эволюция рельс
Эволюция рельс Презентация к внеклассному занятию Почта России
Презентация к внеклассному занятию Почта России Кадровое делопроизводство
Кадровое делопроизводство Мастер класс Волшебные ленты
Мастер класс Волшебные ленты Беспроводная портативная акустика. Суперфокус
Беспроводная портативная акустика. Суперфокус Обучающая программа по химии Алюминий
Обучающая программа по химии Алюминий Полтавщина – мій рідний край. 75-річчю утворення Полтавської області присвячується
Полтавщина – мій рідний край. 75-річчю утворення Полтавської області присвячується Экономические исследования сельского хозяйства и сельского развития
Экономические исследования сельского хозяйства и сельского развития Либеральные реформы 60-70-х гг. XIX века
Либеральные реформы 60-70-х гг. XIX века Сам дней не знает – а другим указывает. Игровой урок. 1 класс
Сам дней не знает – а другим указывает. Игровой урок. 1 класс Урок в начальной школе по теме Вода
Урок в начальной школе по теме Вода Как проводить измерения мегаомметром
Как проводить измерения мегаомметром Автоматизация звука [р] в слогах.
Автоматизация звука [р] в слогах.