- Виды заготовок деталей и методы их получения

Содержание
- 2. Требования к заготовкам Заготовка – предмет производства, из которого изменением формы, размеров и шероховатостей поверхностей, а
- 3. Факторами, влияющими на выбор процесса и метода изготовления заготовки, являются: 1. Технологическая характеристика материала. 2. Физико
- 4. 2. Методы получения заготовок: 1 Литье: а) литье в земляные формы Показатель технологических возможностей любого способа
- 5. г) литье в кокиль Кокиль – это постоянная металлическая разъемная форма, используемая обычно для цветных металлов.
- 6. д) литье под давлением Высокопроизводительный процесс (от 200 до 400 отливок в час). Жидкий металл подается
- 7. 2 Пластическая деформация а) свободная ковка Универсальный и дешевый метод. Большие припуски, низкая точность, значительный дефектный
- 8. д) вальцовка на ковочных вальцах Рисунок 2.1 – Вальцовка. Применяется для предварительного и окончательного обжатия заготовок.
- 9. е) поперечно – винтовая прокатка Рисунок 2.2 – Поперечно-винтовая прокатка. .
- 10. Заготовка обжимается тремя вальцами, радиальное перемещение которых и вращение придают заготовке требуемую форму и размеры. Метод
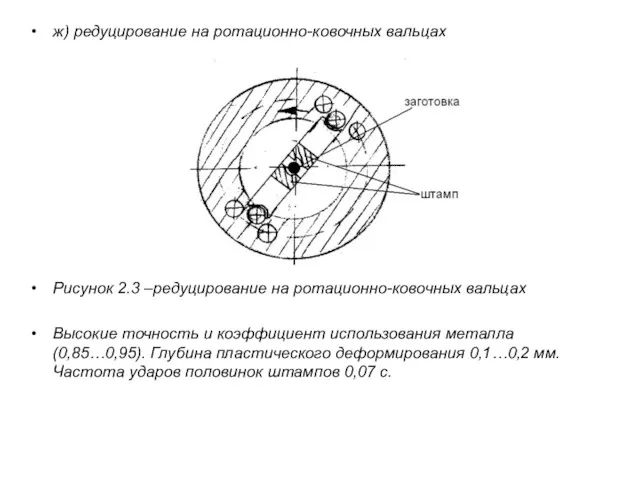
- 11. ж) редуцирование на ротационно-ковочных вальцах Рисунок 2.3 –редуцирование на ротационно-ковочных вальцах Высокие точность и коэффициент использования
- 12. з) штамповка холодным выдавливанием 3 Заготовки из проката: Прокат – прутки, лист, труба, проволока, спец. прокат
- 14. Скачать презентацию
Требования к заготовкам
Заготовка – предмет производства, из которого изменением формы, размеров
Требования к заготовкам
Заготовка – предмет производства, из которого изменением формы, размеров
Факторами, влияющими на выбор процесса и метода изготовления заготовки, являются:
1. Технологическая
Факторами, влияющими на выбор процесса и метода изготовления заготовки, являются:
1. Технологическая
2. Методы получения заготовок:
1 Литье:
а) литье в земляные формы
Показатель технологических возможностей
2. Методы получения заготовок:
1 Литье:
а) литье в земляные формы
Показатель технологических возможностей
г) литье в кокиль
Кокиль – это постоянная металлическая разъемная форма, используемая
г) литье в кокиль
Кокиль – это постоянная металлическая разъемная форма, используемая
д) литье под давлением
Высокопроизводительный процесс (от 200 до 400 отливок в
д) литье под давлением
Высокопроизводительный процесс (от 200 до 400 отливок в
2 Пластическая деформация
а) свободная ковка
Универсальный и дешевый метод. Большие припуски, низкая
2 Пластическая деформация
а) свободная ковка
Универсальный и дешевый метод. Большие припуски, низкая
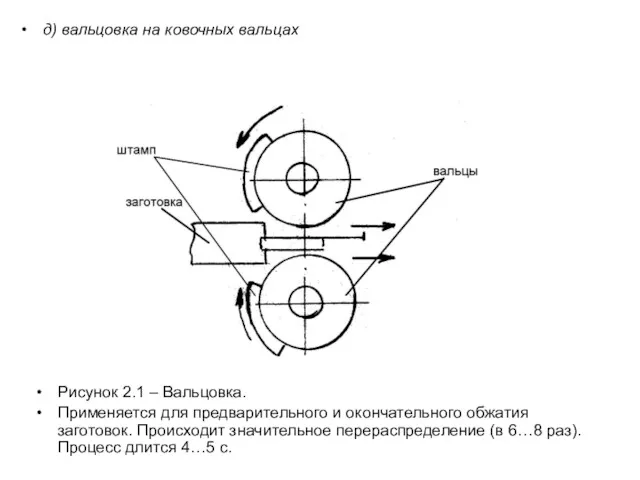
д) вальцовка на ковочных вальцах
Рисунок 2.1 – Вальцовка.
Применяется для предварительного и
д) вальцовка на ковочных вальцах
Рисунок 2.1 – Вальцовка.
Применяется для предварительного и
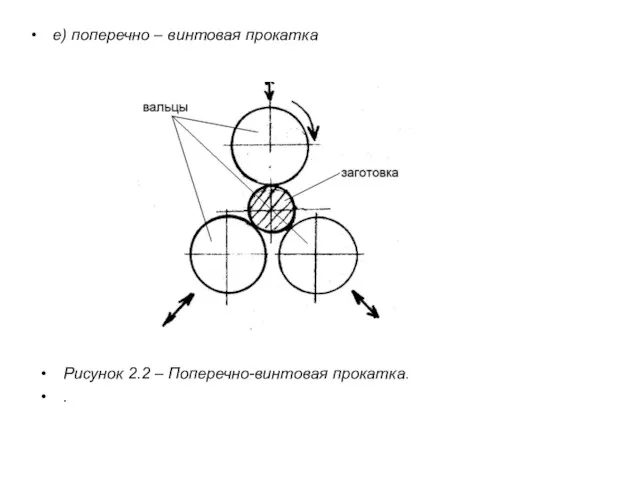
е) поперечно – винтовая прокатка
Рисунок 2.2 – Поперечно-винтовая прокатка.
.
е) поперечно – винтовая прокатка
Рисунок 2.2 – Поперечно-винтовая прокатка.
.
Заготовка обжимается тремя вальцами, радиальное перемещение которых и вращение придают заготовке
Заготовка обжимается тремя вальцами, радиальное перемещение которых и вращение придают заготовке
ж) редуцирование на ротационно-ковочных вальцах
Рисунок 2.3 –редуцирование на ротационно-ковочных вальцах
Высокие точность
ж) редуцирование на ротационно-ковочных вальцах
Рисунок 2.3 –редуцирование на ротационно-ковочных вальцах
Высокие точность
з) штамповка холодным выдавливанием
3 Заготовки из проката:
Прокат – прутки, лист, труба,
з) штамповка холодным выдавливанием
3 Заготовки из проката:
Прокат – прутки, лист, труба,
 Кислоты
Кислоты Фрида Кало
Фрида Кало Предприятие в условиях рыночной экономики. (Тема 1)
Предприятие в условиях рыночной экономики. (Тема 1) Пассажирские перевозки на железнодорожном транспорте
Пассажирские перевозки на железнодорожном транспорте Геометрическая резьба
Геометрическая резьба Инфекционные болезни свиней
Инфекционные болезни свиней Первоначальные попытки классификации химических элементов. Понятие о группах сходных элементов
Первоначальные попытки классификации химических элементов. Понятие о группах сходных элементов Зона смешанных и широколиственных лесов
Зона смешанных и широколиственных лесов Чертёж градостроительного плана земельного участка
Чертёж градостроительного плана земельного участка Тредмил-тест и велоэргометрия
Тредмил-тест и велоэргометрия Заболевания внутреннего уха. Болезнь Меньера. Отосклероз
Заболевания внутреннего уха. Болезнь Меньера. Отосклероз Сотрудничество и сотворчество педагога
Сотрудничество и сотворчество педагога Ингибиторы протонной помпы
Ингибиторы протонной помпы 02. технология 6-А кл
02. технология 6-А кл Лента времени. Наушники
Лента времени. Наушники День Победы
День Победы Схемотехника телекоммуникационных устройств. Аналоговые электронные устройства
Схемотехника телекоммуникационных устройств. Аналоговые электронные устройства Классный час Символы Российского государства
Классный час Символы Российского государства Классификации профессий. Признаки профессии
Классификации профессий. Признаки профессии Архитектура Intel Core
Архитектура Intel Core Папулечка, С Днем Рождения!!!
Папулечка, С Днем Рождения!!! Этика иудаизма
Этика иудаизма 7 класс: История открытия и исследования Африки
7 класс: История открытия и исследования Африки Презентация уголка по развитию речи
Презентация уголка по развитию речи Презентация к классному часу Вред курения
Презентация к классному часу Вред курения АСПО. Характеристика асфальтосмолопарафиновых отложений
АСПО. Характеристика асфальтосмолопарафиновых отложений Персонажи славянской мифологии, связанные с повседневной жизнью людей
Персонажи славянской мифологии, связанные с повседневной жизнью людей Солнечная цыпа. Упражнения для детей в произношении звука [ц]
Солнечная цыпа. Упражнения для детей в произношении звука [ц]