- Влияние параметров режимов сварки на качество сварного шва

Содержание
- 2. Макет моста через Керченский пролив
- 3. 9.1.14 Сварка металлоконструкций в условиях Севера
- 4. Исследование зависимости качества сварного шва от характеристик тока, диаметра электрода и скорости сварки Цель:
- 5. Задачи: • изучить научную и специальную литературу по теме исследования; • изучить параметры режимов ручной дуговой
- 6. качество сварного шва Предмет исследования – параметры режимов ручной дуговой сварки Объект исследования –
- 7. Методы исследования: Теоретические : анализ, обобщение, сравнение, метод сходства и различия, прогнозирование. Эмпирические : наблюдение, опытно-экспериментальная
- 8. Н.Н. Бернадос (1842-1905) Изобретатель электрической дуговой сварки В.В. Петров (1751-1834) Физик-экспериментатор, открывший явление электрической дуги Ученые-исследователи
- 9. Ученые-исследователи в области сварочных технологий Е.О. Патон (1879-1953) Ученый-механик и инженер, работавший в области сварки К.К.
- 10. род тока; сила сварочного тока; диаметр электрода; скорость сварки. Параметры режимов ручной дуговой сварки:
- 11. Род и сила тока Для дуговой сварки используют как переменный (≈), так и постоянный (=) сварочный
- 12. Примерное соотношение толщины металла, диаметра электрода и величины сварочного тока
- 13. Влияние величины сварочного тока на форму шва
- 14. Влияние скорости сварки на форму шва
- 15. №1 №2 №3 Выполнение сварки металлических пластин с различными режимами сварки
- 16. брезентовый костюм; брезентовые рукавицы; головной убор; ботинки; сварочный щиток; защитные очки 1.1 Подготовка необходимых средств защиты
- 17. сварочный пост для ручной дуговой сварки на переменном токе; сварочный пост для ручной дуговой сварки на
- 18. зубило; металлическая щетка; плоскогубцы; защитные очки. 1.6 Подготовка инструментов и приспособлений:
- 19. • пластины размером 120х300х5мм из марки стали Ст3 в количестве 3 шт.; электроды марки УОНИ13/55 и
- 20. зачистка пластин от заусенцев и грязи при помощи металлической щетки. 2 Выполнение слесарных работ:
- 21. Вывод: лучшее качество сварного шва достигается при постоянном токе (образец 2) ≈ = Опыт №1. Исследование
- 22. Вывод: лучшее качество сварного шва достигается при силе тока 120А (образец 4) I = 65А I
- 23. Вывод: лучшее качество сварного шва достигается при диаметре электрода 4 мм (образец 6) d2=3 мм d1=4
- 24. Вывод: лучшее качество сварного шва достигается при скорости сварки 5 мм/сек (образец 9) V=11 мм/сек V=
- 25. 4.1 Удаление шлака с помощью зубила 4.2 Зачистка шва металлической щеткой ВНИМАНИЕ! Перед тем, как отбить
- 26. осмотр сварочных швов на наличие дефектов. 5 Выполнение визуального контроля
- 27. Отключить оборудование. Убрать все приспособления и инструменты в специальное место для хранения. Привести рабочее место в
- 28. Оптимальное качество шва достигается при I=120А, d=4 мм, скорости сварки 5 мм/сек Вывод по опыту №1
- 29. Вывод по опыту №2: Оптимальное качество шва достигается при I=120А, d=4 мм, скорости сварки 5 мм/сек
- 30. Вывод по опыту №3: Оптимальное качество шва достигается при I=120А, d=4 мм, скорости сварки 5 мм/сек
- 31. Качество сварного шва зависит от рода и силы тока, диаметра электрода и скорости сварки. Выводы: Наивысший
- 33. Скачать презентацию
 Книга - лучший друг
Книга - лучший друг портфолио воспитателя
портфолио воспитателя Композиции из бросового материала (конфетные фантики)
Композиции из бросового материала (конфетные фантики) пунктуация к уроку 2
пунктуация к уроку 2 Христианская апологетика. Исторический аргумент
Христианская апологетика. Исторический аргумент Проектирование автоматической телефонной станции
Проектирование автоматической телефонной станции Учебная презентация по теме Металлы
Учебная презентация по теме Металлы Кванториум г. Всеволожск
Кванториум г. Всеволожск Создание имиджа региона
Создание имиджа региона Антипенко_презентация_доклад
Антипенко_презентация_доклад Инструкция по монтажу обтекателя НЕКСТ без сверления
Инструкция по монтажу обтекателя НЕКСТ без сверления Пожарная безопасность. Служба спасения 01
Пожарная безопасность. Служба спасения 01 Возвратный клещевой тиф
Возвратный клещевой тиф Изображение рельефа на карте (6 класс)
Изображение рельефа на карте (6 класс) основные химические понятия
основные химические понятия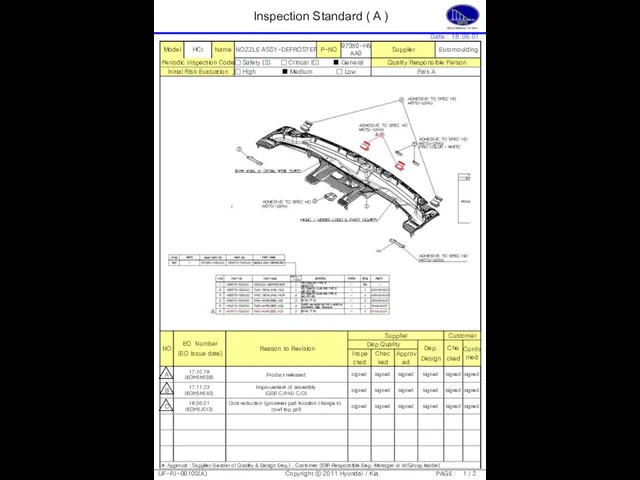 Inspection Standard ( A )
Inspection Standard ( A ) Такие разные кошки
Такие разные кошки Проект ЛЕОпольд
Проект ЛЕОпольд Программа лояльности для сотрудников Сибур Холдинга. Samsung busines
Программа лояльности для сотрудников Сибур Холдинга. Samsung busines Противоэпилептические и противопаркинсонические средства
Противоэпилептические и противопаркинсонические средства Презентация Одаренные дети
Презентация Одаренные дети Кухонные приборы
Кухонные приборы Презентации уроков
Презентации уроков Пирамиды в нашей жизни
Пирамиды в нашей жизни Классный час по теме В здоровом теле здоровый дух
Классный час по теме В здоровом теле здоровый дух Поделка Сердечко. Соленое тесто
Поделка Сердечко. Соленое тесто Граждане, ученые и атлеты Греции. 5 класс
Граждане, ученые и атлеты Греции. 5 класс Викторина Город на Неве
Викторина Город на Неве