Выбор режущей пластины. Взаимосвязь между материалом заготовки, геометрией и сплавом пластины презентация
- Выбор режущей пластины. Взаимосвязь между материалом заготовки, геометрией и сплавом пластины

Содержание
- 2. Взаимосвязь между материалом заготовки, геометрией и сплавом пластины Выбор оптимизированной геометрии и сплава для конкретного материала
- 3. «Позитивные» пластины «Негативные» пластины Односторонние Низкие силы резания Задний угол на пластинах Лучше для внутренней обработки
- 4. Важность правильного выбора геометрии Точение это обработка вращающейся заготовки стационарным инструментом, при этом режущая кромка длительное
- 5. Конструкция современной металлорежущей пластины
- 6. Конструкция негативной пластины Макрогеометрия и стружколом Геометрия для малых глубин резания Передний угол 20° Угол защитной
- 7. Область работы геометрии пластины Глубину резания (ap) и подачу (fn) необходимо выбирать в соответствии с областью
- 8. Metal Cutting Technology 1.0 T 3.32 Области применения геометрий Для каждой пластины существует рекомендуемая область применения,
- 9. Пластины для точения Выбор типа пластины Негативные пластины имеют угол между передней и задней поверхностью равный
- 10. Основные группы инструментальных материалов пластин Твердый сплав без покрытия Твердый сплав с покрытием Керметы Керамика Кубический
- 11. Выбор формы пластины Большой угол при вершине Прочная режущая кромка Высокие значения подач Высокие силы резания
- 12. Metal Cutting Technology 1.0 T 3.14 Выбор формы пластины Число режущих кромок
- 13. Выбор формы пластины Факторы влияющие на выбор пластины Предпочтительно Возможно
- 15. Скачать презентацию
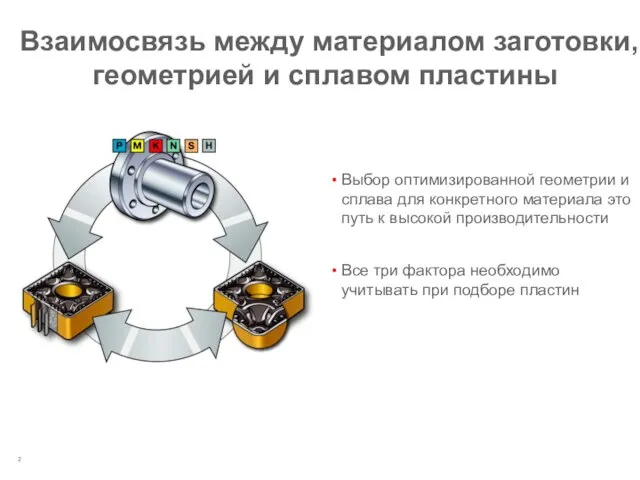
Взаимосвязь между материалом заготовки, геометрией и сплавом пластины
Выбор оптимизированной геометрии и
Взаимосвязь между материалом заготовки, геометрией и сплавом пластины
Выбор оптимизированной геометрии и

«Позитивные» пластины
«Негативные» пластины
Односторонние
Низкие силы резания
Задний угол на пластинах
Лучше для внутренней обработки
Нежесткие
«Позитивные» пластины
«Негативные» пластины
Односторонние
Низкие силы резания
Задний угол на пластинах
Лучше для внутренней обработки
Нежесткие

Важность правильного выбора геометрии
Точение это обработка вращающейся заготовки стационарным инструментом, при
Важность правильного выбора геометрии
Точение это обработка вращающейся заготовки стационарным инструментом, при

Конструкция современной металлорежущей пластины
Конструкция современной металлорежущей пластины

Конструкция негативной пластины
Макрогеометрия и стружколом
Геометрия для малых глубин резания
Передний угол
Конструкция негативной пластины
Макрогеометрия и стружколом
Геометрия для малых глубин резания
Передний угол

Область работы геометрии пластины
Глубину резания (ap) и подачу (fn) необходимо выбирать
Область работы геометрии пластины
Глубину резания (ap) и подачу (fn) необходимо выбирать
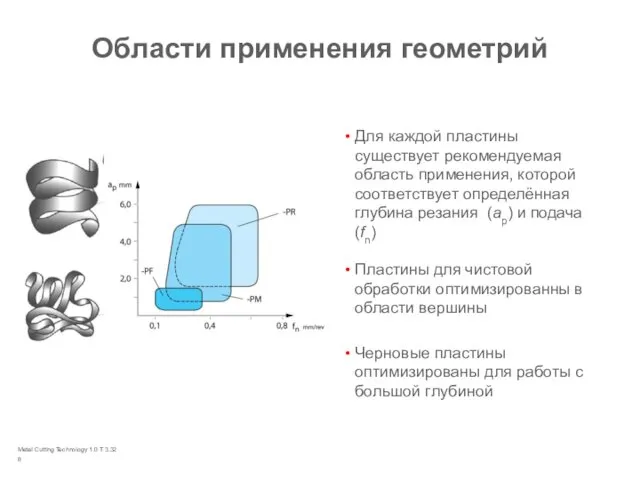
Metal Cutting Technology 1.0 T 3.32
Области применения геометрий
Для каждой пластины существует
Metal Cutting Technology 1.0 T 3.32
Области применения геометрий
Для каждой пластины существует

Пластины для точения
Выбор типа пластины
Негативные пластины имеют угол между передней и
Пластины для точения
Выбор типа пластины
Негативные пластины имеют угол между передней и

Основные группы инструментальных материалов пластин
Твердый сплав без покрытия
Твердый сплав с
Основные группы инструментальных материалов пластин
Твердый сплав без покрытия
Твердый сплав с

Выбор формы пластины
Большой угол при вершине
Прочная режущая кромка
Высокие значения подач
Высокие
Выбор формы пластины
Большой угол при вершине
Прочная режущая кромка
Высокие значения подач
Высокие

Metal Cutting Technology 1.0 T 3.14
Выбор формы пластины
Число режущих кромок
Metal Cutting Technology 1.0 T 3.14
Выбор формы пластины
Число режущих кромок

Выбор формы пластины
Факторы влияющие на выбор пластины
Предпочтительно
Возможно
Выбор формы пластины
Факторы влияющие на выбор пластины
Предпочтительно
Возможно
 Роботы будущего
Роботы будущего Бізнес-модель по реалізації хліба
Бізнес-модель по реалізації хліба Информационные жанры. Как писать заметку
Информационные жанры. Как писать заметку ВЫСТУПЛЕНИЕ 10.03.2015 Предпосылки успешного обучения ребенка в школе 1 часть
ВЫСТУПЛЕНИЕ 10.03.2015 Предпосылки успешного обучения ребенка в школе 1 часть Ассоциация деловых женщин Узбекистана Тадбиркор Аёл
Ассоциация деловых женщин Узбекистана Тадбиркор Аёл Анализ геометрических фигур
Анализ геометрических фигур Викторина Железноводск - жемчужина Кавказа
Викторина Железноводск - жемчужина Кавказа Общие вопросы по процессу обучения в аспирантуре
Общие вопросы по процессу обучения в аспирантуре Медицинская реабилитация при сколиозе
Медицинская реабилитация при сколиозе Презентация Мое село в годы войны
Презентация Мое село в годы войны Первые два года жизни: эмоциональное и социальное развитие
Первые два года жизни: эмоциональное и социальное развитие кл_Украина
кл_Украина Презентация. Здоровьесбережение. Здоровье учителя.
Презентация. Здоровьесбережение. Здоровье учителя. материалы к урокам 1 класс УМК Школа 2100
материалы к урокам 1 класс УМК Школа 2100 Деятельность психолога в чрезвычайных ситуациях
Деятельность психолога в чрезвычайных ситуациях Александр Сергеевич Пушкин и Тверской край
Александр Сергеевич Пушкин и Тверской край Учнівське самоврядування. Вибори
Учнівське самоврядування. Вибори Методический семинар
Методический семинар Кр по МОб Тех
Кр по МОб Тех Модель этиопатогенеза психических заболеваний. Критическая роль генетических факторов
Модель этиопатогенеза психических заболеваний. Критическая роль генетических факторов Основы классического наращивания + 2D volume
Основы классического наращивания + 2D volume Постмодернізм._2_
Постмодернізм._2_ Будем говорить правильно. Логопедический семинар – практикум для родителей
Будем говорить правильно. Логопедический семинар – практикум для родителей Слово в лексической системе русского языка. Лексическое значение слова. Смысловые отношения
Слово в лексической системе русского языка. Лексическое значение слова. Смысловые отношения Восстание под предводительством Е.И. Пугачёва
Восстание под предводительством Е.И. Пугачёва Бухгалтерский учет и анализ расчетов с покупателями и заказчиками АО Тандер
Бухгалтерский учет и анализ расчетов с покупателями и заказчиками АО Тандер Основы химии глин и глинопорошков
Основы химии глин и глинопорошков Социальная и правовая защита участников Оперативно-розыскной деятельности
Социальная и правовая защита участников Оперативно-розыскной деятельности