- Выпускная квалификационная работа: Разработка технологического процесса

Содержание
- 2. Цели и задачи ВКР Содержание ВКР Чертеж детали Конструкция детали Назначение детали Качественный анализ Выбор заготовки
- 3. Цель выпускной квалификационной работы по технологии машиностроения- разработать прогрессивный технологический процесс, на основе современных достижений науки
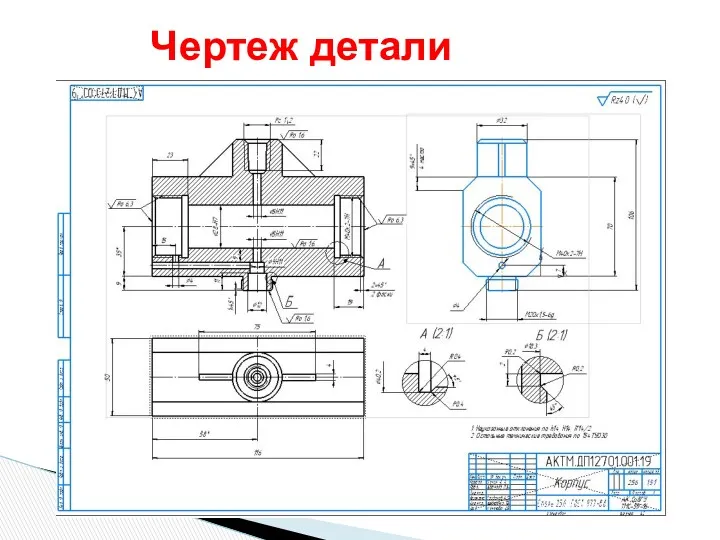
- 4. Чертеж детали
- 5. Корпус распределительного клапана представляет собой призматическое тело, имеет два сквозных, и четыре глухих отверстия. Три метрические
- 6. Служебное назначение детали: корпус предназначен для размещения в нем клапана, в заданном положении друг относительно друга,
- 7. Все поверхности для обработки доступны, за исключением отверстия находящегося внутри на резьбе. Обработку нельзя провести на
- 8. Для деталей средних размеров и среднесерийного производства с заданной точностью - это литье в кокиль. В
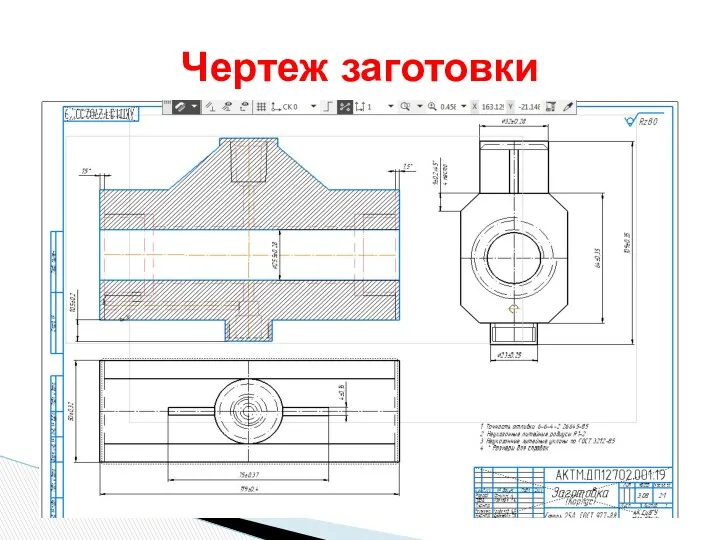
- 9. Чертеж заготовки
- 10. Маршрутный технологический процесс был разработан в программе Вертикаль 2014 и представлен ниже Разработка технологического процесса
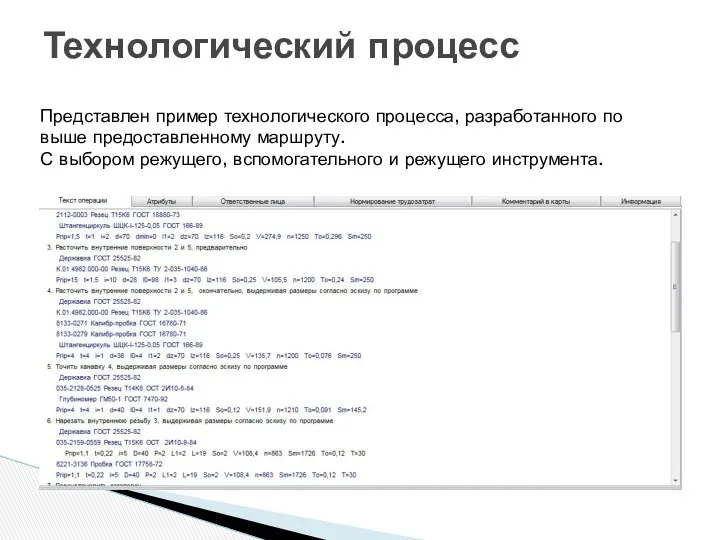
- 11. Технологический процесс Представлен пример технологического процесса, разработанного по выше предоставленному маршруту. С выбором режущего, вспомогательного и
- 12. Выбор оборудования для обработки данной детали был осуществлен по сайту www.sandvik.coromant.com На данном сайте были выбраны:
- 13. Режимы резания определены автоматизированным способом в онлайн-калькуляторе Sandvik coromant (www.sandvik.coromant.com) при разработке технологического процесса. Все остальные
- 14. Норма времени – количество рабочего времени необходимого для выполнения единицы определенной работы Состоит из нормы штучного
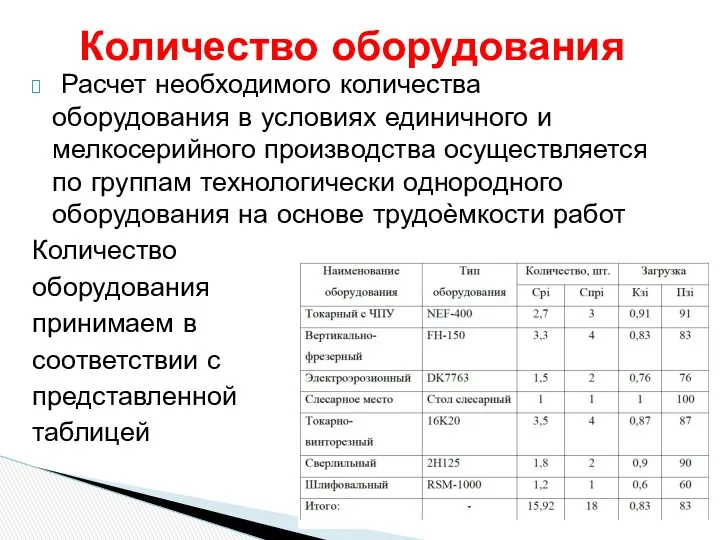
- 15. Количество оборудования Расчет необходимого количества оборудования в условиях единичного и мелкосерийного производства осуществляется по группам технологически
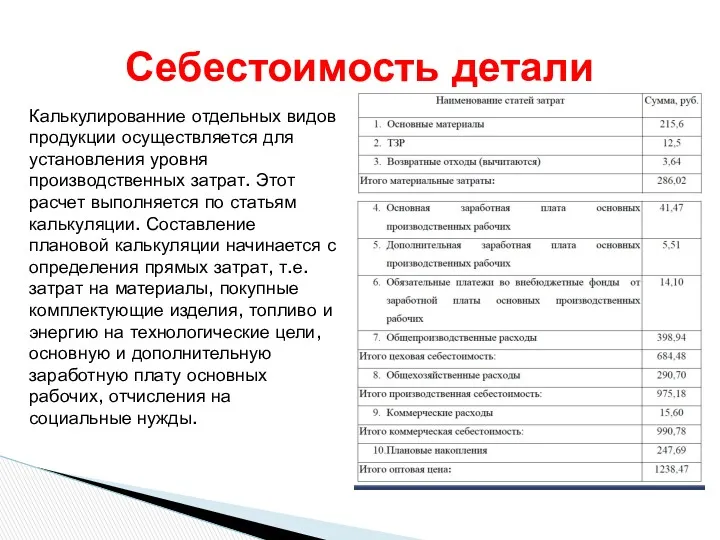
- 16. Себестоимость детали Калькулированние отдельных видов продукции осуществляется для установления уровня производственных затрат. Этот расчет выполняется по
- 17. Это система измерителей, характеризующая материально-производственную базу предприятия и комплексное использование ресурсов. Технико-экономические показатели
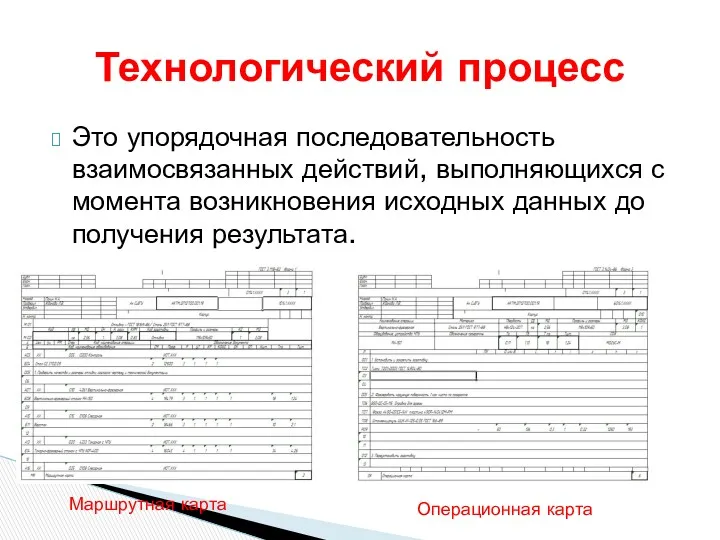
- 18. Технологический процесс Это упорядочная последовательность взаимосвязанных действий, выполняющихся с момента возникновения исходных данных до получения результата.
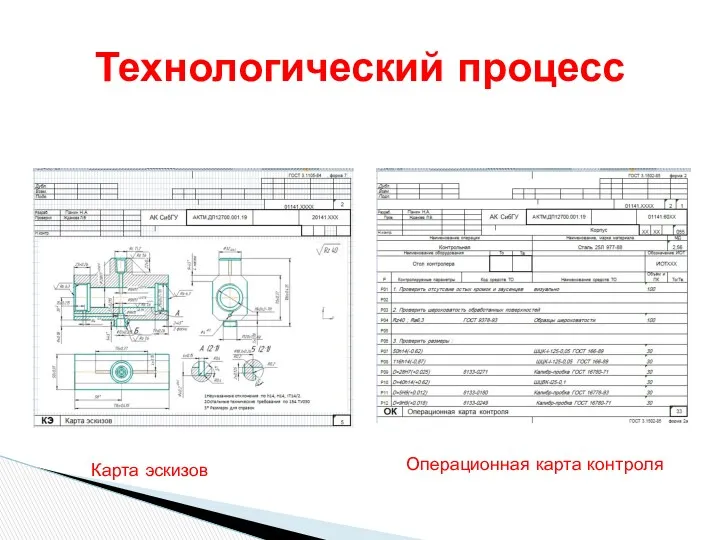
- 19. Технологический процесс Карта эскизов Операционная карта контроля
- 21. Скачать презентацию
Цели и задачи ВКР
Содержание ВКР
Чертеж детали
Конструкция детали
Назначение детали
Качественный анализ
Выбор заготовки и
Цели и задачи ВКР
Содержание ВКР
Чертеж детали
Конструкция детали
Назначение детали
Качественный анализ
Выбор заготовки и
Цель выпускной квалификационной работы по технологии машиностроения- разработать прогрессивный технологический
Цель выпускной квалификационной работы по технологии машиностроения- разработать прогрессивный технологический
Чертеж детали
Чертеж детали
Корпус распределительного клапана представляет собой призматическое тело, имеет два сквозных, и
Корпус распределительного клапана представляет собой призматическое тело, имеет два сквозных, и
Служебное назначение детали: корпус предназначен для размещения в нем клапана, в
Все поверхности для обработки доступны, за исключением отверстия находящегося внутри на
Все поверхности для обработки доступны, за исключением отверстия находящегося внутри на
Для деталей средних размеров и среднесерийного производства с заданной точностью -
Для деталей средних размеров и среднесерийного производства с заданной точностью -
Чертеж заготовки
Чертеж заготовки
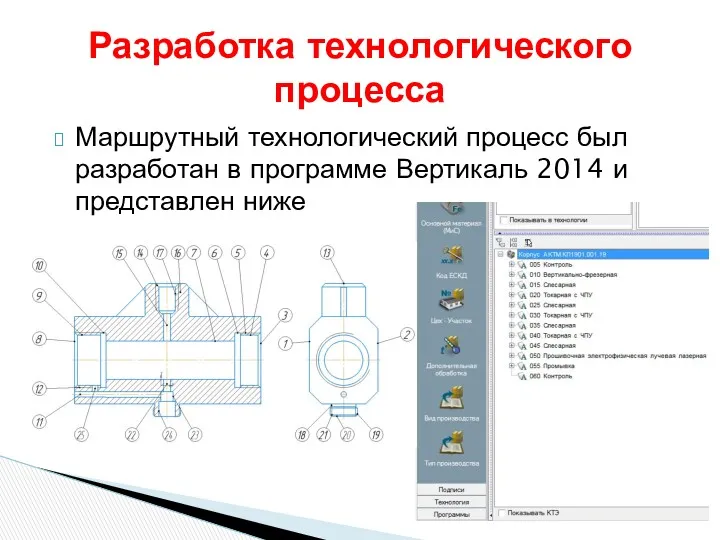
Маршрутный технологический процесс был разработан в программе Вертикаль 2014 и представлен
Маршрутный технологический процесс был разработан в программе Вертикаль 2014 и представлен
Технологический процесс
Представлен пример технологического процесса, разработанного по выше предоставленному маршруту.
С выбором
Технологический процесс
Представлен пример технологического процесса, разработанного по выше предоставленному маршруту.
С выбором
Выбор оборудования для обработки данной детали был осуществлен по сайту www.sandvik.coromant.com
На
Выбор оборудования для обработки данной детали был осуществлен по сайту www.sandvik.coromant.com
На
Режимы резания определены автоматизированным способом в онлайн-калькуляторе Sandvik coromant (www.sandvik.coromant.com) при
Режимы резания определены автоматизированным способом в онлайн-калькуляторе Sandvik coromant (www.sandvik.coromant.com) при
Норма времени – количество рабочего времени необходимого для выполнения единицы определенной
Норма времени – количество рабочего времени необходимого для выполнения единицы определенной
Количество оборудования
Расчет необходимого количества оборудования в условиях единичного и мелкосерийного
Количество оборудования
Расчет необходимого количества оборудования в условиях единичного и мелкосерийного
Себестоимость детали
Калькулированние отдельных видов продукции осуществляется для установления уровня производственных затрат.
Себестоимость детали
Калькулированние отдельных видов продукции осуществляется для установления уровня производственных затрат.
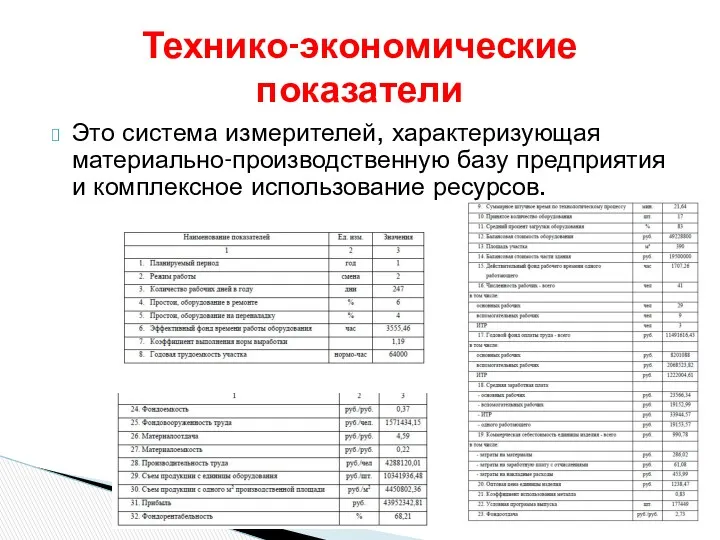
Это система измерителей, характеризующая материально-производственную базу предприятия и комплексное использование ресурсов.
Технико-экономические
Это система измерителей, характеризующая материально-производственную базу предприятия и комплексное использование ресурсов.
Технико-экономические
Технологический процесс
Это упорядочная последовательность взаимосвязанных действий, выполняющихся с момента возникновения исходных
Технологический процесс
Это упорядочная последовательность взаимосвязанных действий, выполняющихся с момента возникновения исходных
Технологический процесс
Карта эскизов
Операционная карта контроля
Технологический процесс
Карта эскизов
Операционная карта контроля
 Путешествие по Европе.
Путешествие по Европе. Классификация вычислительных систем
Классификация вычислительных систем Внутренняя политика Александра III
Внутренняя политика Александра III Экзаменационная работа по изобразительному искусству. Натюрморт
Экзаменационная работа по изобразительному искусству. Натюрморт Характеристика методов диагностики заболевания и контроля за эффективностью и безопасностью применения лекарственных средств
Характеристика методов диагностики заболевания и контроля за эффективностью и безопасностью применения лекарственных средств Развивающая среда во 2младшей группе.
Развивающая среда во 2младшей группе. Автоматизация звука Л словах и словосочетаниях
Автоматизация звука Л словах и словосочетаниях Операторы графики
Операторы графики Простейшие. Корненожки. Радиолярии. Солнечники. Споровики. 7 класс
Простейшие. Корненожки. Радиолярии. Солнечники. Споровики. 7 класс Увеличительные приборы. 5 кл
Увеличительные приборы. 5 кл Жарочные тепловые аппараты
Жарочные тепловые аппараты Презентация Их именами названы улицы Ульяновска
Презентация Их именами названы улицы Ульяновска Сложение двоичных чисел с фиксированной запятой
Сложение двоичных чисел с фиксированной запятой С 23 февраля
С 23 февраля Географические координаты. Учимся определять географическую широту и долготу.
Географические координаты. Учимся определять географическую широту и долготу. Двойная роль букв е, ё, ю, я 5 класс
Двойная роль букв е, ё, ю, я 5 класс Презентация для классного часа по теме: Пушкино 90 лет
Презентация для классного часа по теме: Пушкино 90 лет презентация классного часа День республики Башкортостан
презентация классного часа День республики Башкортостан Компьютерная графика. Цветовые модели
Компьютерная графика. Цветовые модели Водные ресурсы
Водные ресурсы Генотипическая (наследственная) изменчивость
Генотипическая (наследственная) изменчивость Агентство поддержки молодёжных инициатив. Проблемы и потребности работающей молодежи
Агентство поддержки молодёжных инициатив. Проблемы и потребности работающей молодежи Области применения фотограмметрии
Области применения фотограмметрии Технологии цифрового телевидения
Технологии цифрового телевидения Итоги работы Юго-Восточной дирекции по ремонту пути за I квартал 2023 года
Итоги работы Юго-Восточной дирекции по ремонту пути за I квартал 2023 года Буклет на звуки Ш, Ж.
Буклет на звуки Ш, Ж. Новые методы
Новые методы Отчет о прохождении практики по получению первичных профессиональных умений и навыков в Управлении Федерального казначейства
Отчет о прохождении практики по получению первичных профессиональных умений и навыков в Управлении Федерального казначейства