- Анализ задания на проектирование и подготовка исходных данных

Содержание
- 2. 3.1 Анализ задания на проектирование и подготовка исходных данных. 3.2 Определение типа производства. 3.3 Выбор формы
- 3. 3.10 Определение потребного количества вспомогательного оборудования. 3.11 Определение потребной численности работающих и размеров площадей станочных отделений
- 4. 3.1 Анализ задания на проектирование и подготовка исходных данных. Анализ задания на проектирование. Задание на проектирование
- 5. Подготовка исходных данных включает: - изучение аналогичных действующих производств, параметров применяемого оборудования и промышленных зданий; -
- 6. 3.2 Определение типа производства Режим работы и фонды времени. Режим работы устанавливается в задании, а фонды
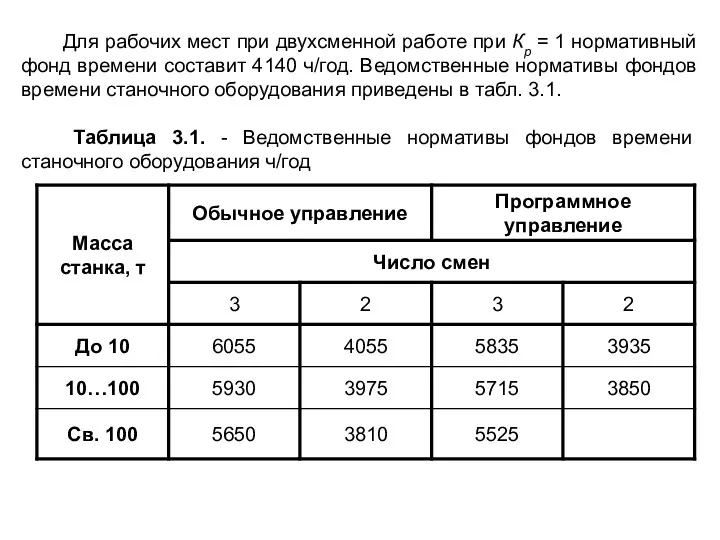
- 7. Для рабочих мест при двухсменной работе при Кр = 1 нормативный фонд времени составит 4140 ч/год.
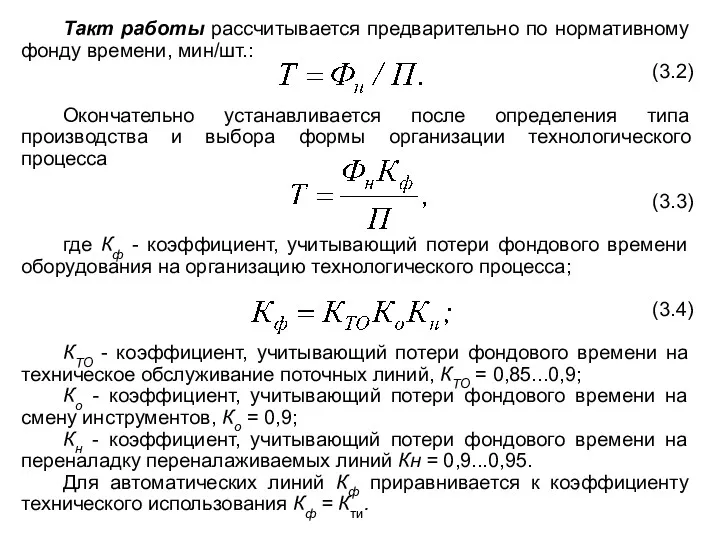
- 8. Такт работы рассчитывается предварительно по нормативному фонду времени, мин/шт.: (3.2) Окончательно устанавливается после определения типа производства
- 9. Для определения типа производства при проектировании цехов и участков механосборочного производства используются критерии, устанавливаемые стандартами. К
- 10. Серийное производство характеризуется периодическим выпуском изделий по чертежам, рассчитанным на определенную серию изделий. Широко используется универсальное
- 12. Скачать презентацию
3.1 Анализ задания на проектирование и подготовка исходных данных.
3.2 Определение типа
3.1 Анализ задания на проектирование и подготовка исходных данных.
3.2 Определение типа
3.10 Определение потребного количества вспомогательного оборудования.
3.11 Определение потребной численности работающих и
3.10 Определение потребного количества вспомогательного оборудования.
3.11 Определение потребной численности работающих и
3.1 Анализ задания на проектирование и подготовка исходных данных.
Анализ задания на
3.1 Анализ задания на проектирование и подготовка исходных данных.
Анализ задания на
Подготовка исходных данных включает:
- изучение аналогичных действующих производств, параметров применяемого
Подготовка исходных данных включает:
- изучение аналогичных действующих производств, параметров применяемого
3.2 Определение типа производства
Режим работы и фонды времени. Режим работы
3.2 Определение типа производства
Режим работы и фонды времени. Режим работы
Для рабочих мест при двухсменной работе при Кр = 1 нормативный
Для рабочих мест при двухсменной работе при Кр = 1 нормативный
Такт работы рассчитывается предварительно по нормативному фонду времени, мин/шт.:
(3.2)
Окончательно устанавливается
Такт работы рассчитывается предварительно по нормативному фонду времени, мин/шт.:
(3.2)
Окончательно устанавливается
Для определения типа производства при проектировании цехов и участков механосборочного производства
Для определения типа производства при проектировании цехов и участков механосборочного производства
Серийное производство характеризуется периодическим выпуском изделий по чертежам, рассчитанным на определенную
Серийное производство характеризуется периодическим выпуском изделий по чертежам, рассчитанным на определенную
 Модели дифференциации продукции
Модели дифференциации продукции Оценка влияния государственного и муниципального контроля (надзора) на бизнес
Оценка влияния государственного и муниципального контроля (надзора) на бизнес Регулирование экономики на муниципальном уровне
Регулирование экономики на муниципальном уровне Сервисология. Сервисная деятельность
Сервисология. Сервисная деятельность Развитие классической школы политэкономии после А. Смита. (Лекция 4)
Развитие классической школы политэкономии после А. Смита. (Лекция 4) Сукупний попит та сукупна пропозиція
Сукупний попит та сукупна пропозиція Предприятие – основное звено экономики
Предприятие – основное звено экономики Система оценки качества продукции в производстве
Система оценки качества продукции в производстве Валовой внутренний продукт (ВВП)
Валовой внутренний продукт (ВВП) Сетевые организации
Сетевые организации Конкурентні переваги України на світовому ринку послуг. 11 клас
Конкурентні переваги України на світовому ринку послуг. 11 клас Международный бизнес в Объединенных Арабских Эмиратах. ЭКСПОРТИРОВАНИЕ
Международный бизнес в Объединенных Арабских Эмиратах. ЭКСПОРТИРОВАНИЕ Управление процессами разработки и реализации инвестиционного проекта на примере ПАО КАМАЗ Автомобильный завод
Управление процессами разработки и реализации инвестиционного проекта на примере ПАО КАМАЗ Автомобильный завод Кластерная политика региона
Кластерная политика региона Sistemul conturilor naţionale (SCN), instrument de măsurare şi analiză macroeconomică
Sistemul conturilor naţionale (SCN), instrument de măsurare şi analiză macroeconomică Rynek kapitałowy i finansowy. (Wykład 1)
Rynek kapitałowy i finansowy. (Wykład 1) Коллективизация
Коллективизация Основы поведения субъектов современной рыночной экономики. Тема 7
Основы поведения субъектов современной рыночной экономики. Тема 7 Основные фонды предприятия. (Тема 5)
Основные фонды предприятия. (Тема 5) Экономика Нидерландов
Экономика Нидерландов Совокупный экономический потенциал национальной экономики
Совокупный экономический потенциал национальной экономики Институциональная теория фирмы. (Тема 9)
Институциональная теория фирмы. (Тема 9) Противоречия размещения производительных сил и регионального развития
Противоречия размещения производительных сил и регионального развития Макроэкономическое равновесие и механизм его обеспечения
Макроэкономическое равновесие и механизм его обеспечения Понятие и виды основных фондов
Понятие и виды основных фондов Информационная безопасность в национальном проекте Цифровая экономика
Информационная безопасность в национальном проекте Цифровая экономика Формы общественной организации производства: концентрация, специализация, кооперирование и комбинирование
Формы общественной организации производства: концентрация, специализация, кооперирование и комбинирование Виды экономико-правового взаимодействия субъектов рынка
Виды экономико-правового взаимодействия субъектов рынка