- Инструменты бережливого производства

Содержание
- 3. Эффект экономии достигается за счёт сокращения семи видов скрытых потерь.
- 4. Классификация семи важнейших видов потерь Перепроизводство: производство на опережение того, что действительно требуется для следующей производственной
- 5. Где применяется? Основоположники Бережливого производства – TOYOTA. В России: ВСМПО-АВИСМА (В. Салда), АвтоВАЗ (г.Тольятти) Русский Алюминий:
- 7. Инструмент «Бережливого производства»- система 5С
- 8. ДОМ ЭФФЕКТИВНОСТИ БЕРЕЖЛИВОГО ПРОИЗВОДСТВА
- 9. 5С Система организации и рационализации рабочего места. Цели: Повышение уровня качества продукции, снижение количества дефектов. Создание
- 10. «5S» это путь к снижению затрат и повышению качества продукции через создание и поддержание безопасного, хорошо
- 11. Система 5С 1С- Сортировка…………. …(удаление ненужного) 2С- Систематизация…. (рациональное размещение) 3С- Систематическая уборка 4С- Стандартизация…...(стандарты рабочего
- 12. Основы 5S На что влияет 5S? 5S Производительность Безопасность Качество WKazarin.ru
- 13. СОРТИРОВКА Удаление ненужного
- 14. Вдоль стен, у колонн, на стеллажах, в тумбочках….
- 16. СИСТЕМАТИЗАЦИЯ Рациональное размещение
- 18. Эргономика рабочего места Определение избыточных движений оператора Минимизация времени поиска инструмента Обеспечение легкости доступа Фирменный дизайн
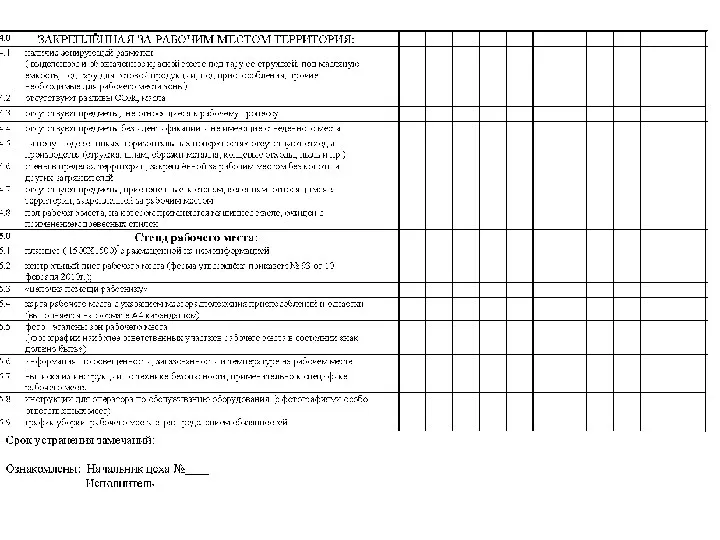
- 19. Контрольный лист рабочего места Наименования хранящихся предметов, номера, шифры Слабо исполняется 3С-систематическая уборка. Не убрана пыль
- 20. Цель одна – подходы разные Контрольный лист рабочего места Возможно ли быстро отыскать необходимый инвентарь? Обозначение
- 21. Цель одна – подходы разные Знакомая картина… Лучше хранить так… Отсутствие системы хранения Отсутствие визуализации Системно
- 25. Организация рабочих мест на участке БЛОМ
- 26. Памятка по оформлению рабочего шкафа (реализация концепции 5S) Перечень материалов и предметов, хранящихся в бригадном шкафу
- 28. 1.1. Зонирование
- 29. 1.2. Визуализация
- 30. Примеры визуализации Направление вращения Маркировка уровней Маркировка гаек и болтов Маркировка параметров на шкале прибора Направление
- 31. СИСТЕМАТИЧЕСКАЯ УБОРКА
- 33. СТАНДАРТИЗАЦИЯ
- 35. Пример стандарта на рабочем месте
- 36. Контроль хода внедрения элементов 5С
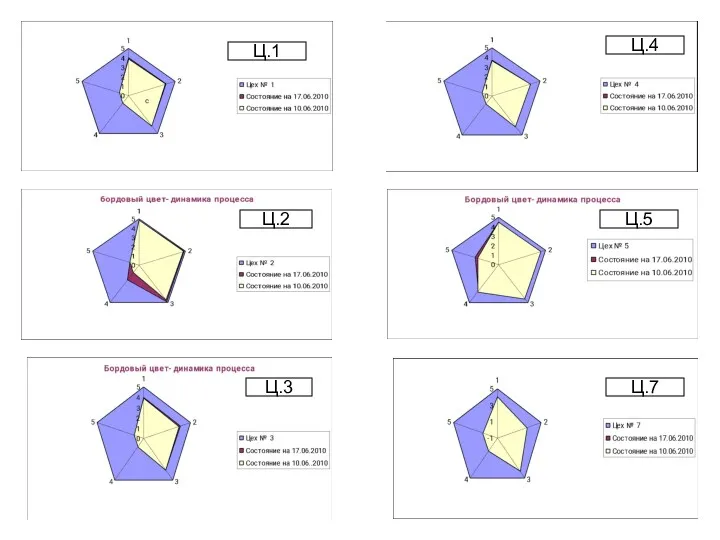
- 37. Пентаграмма (радарная диаграмма) 1С- Сортировка 2С- Систематизация 3С- Систематическая уборка 4С- Стандартизация 5С- Совершенствование (или вырабатывание
- 38. Принцип оценки и подсчёта баллов.
- 39. Ц.1 Ц.2 Ц.3 Ц.4 Ц.5 Ц.7
- 40. А как на других предприятиях?
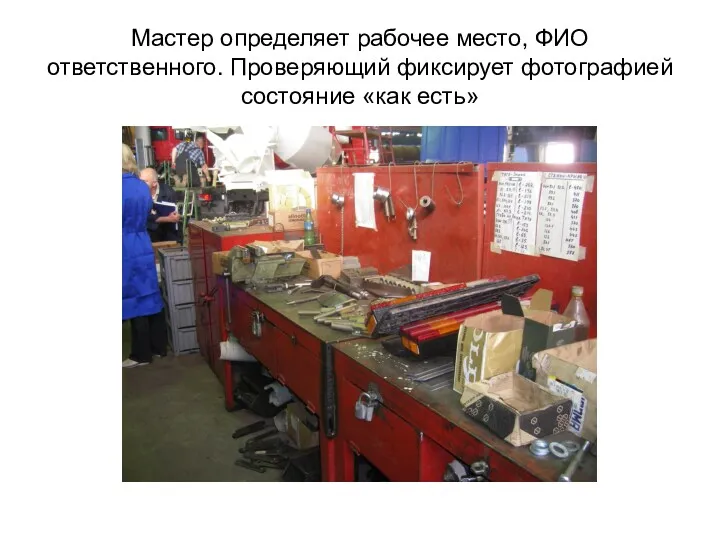
- 41. Мастер определяет рабочее место, ФИО ответственного. Проверяющий фиксирует фотографией состояние «как есть»
- 42. Постановка задачи Мастер, совместно с работником, на чьем месте планируется внедрение 5S мероприятий, осматривает рабочую зону,
- 43. Как стало
- 44. Отчет о выполнении «Было» «Стало» …и это не трудно, сложнее поддержать…
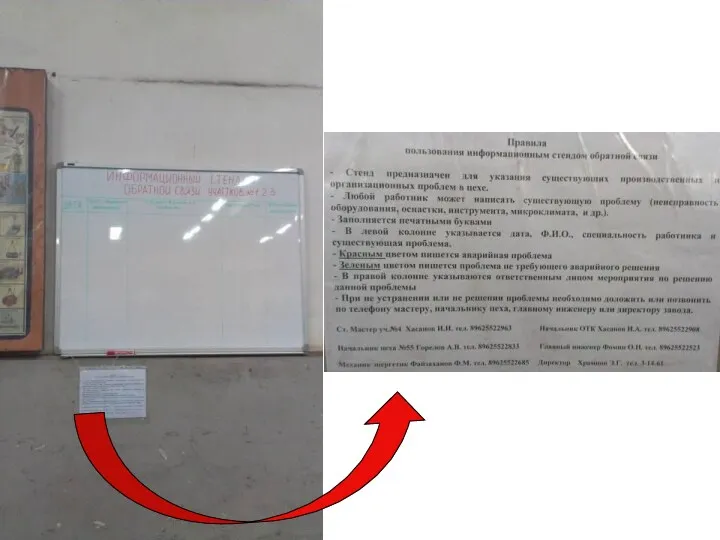
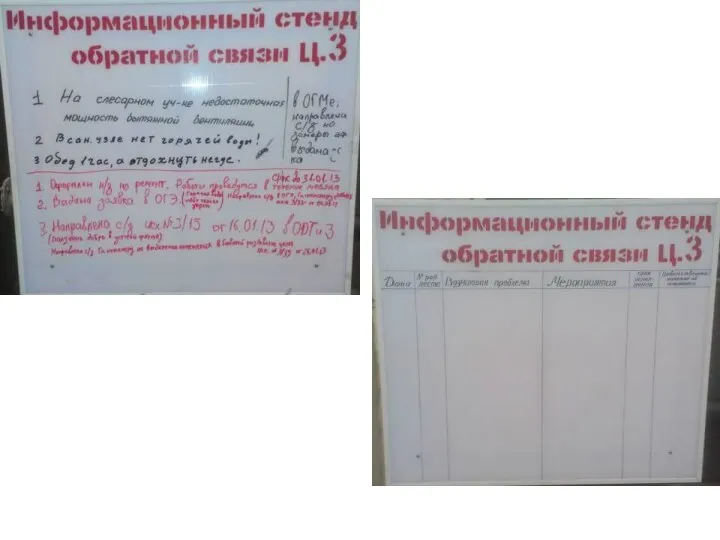
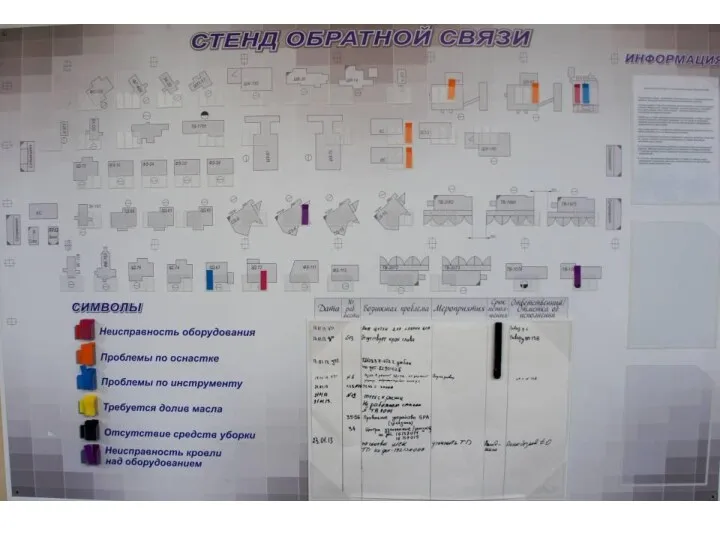
- 46. СТЕНД ОБРАТНОЙ СВЯЗИ
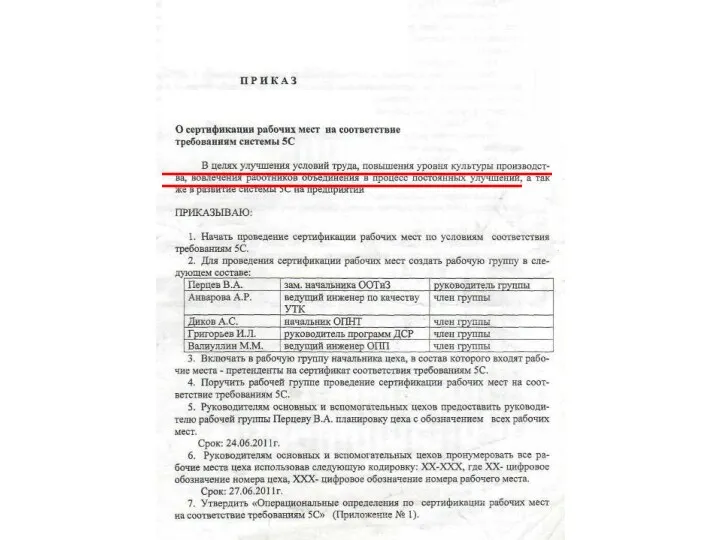
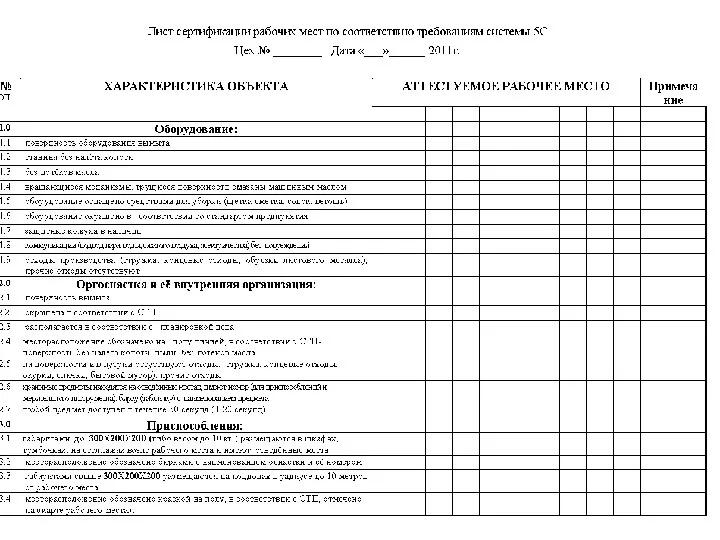
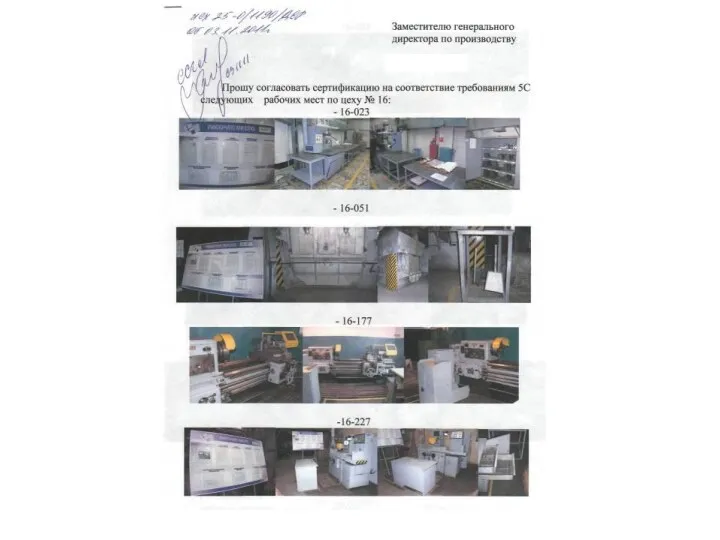
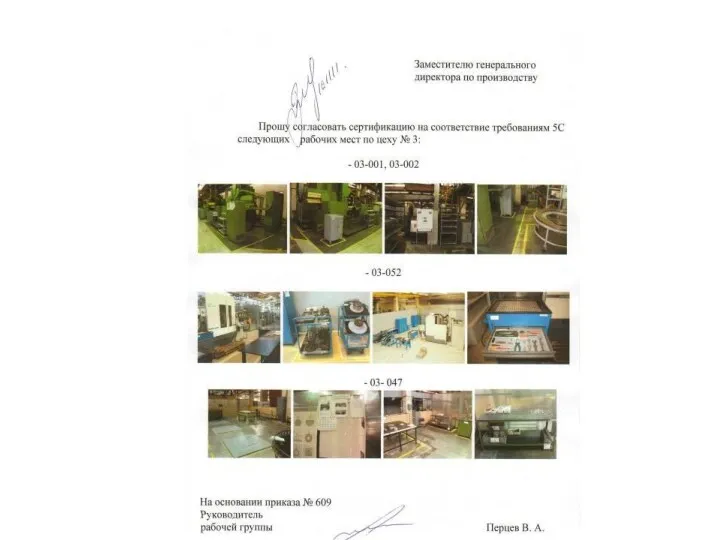
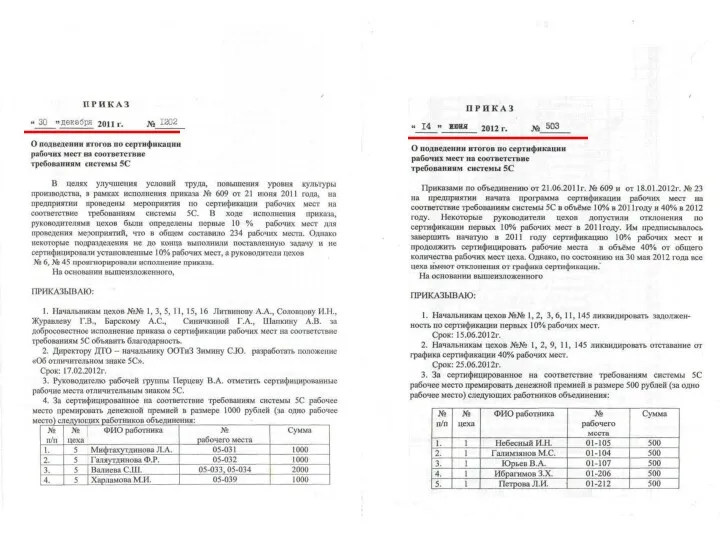
- 54. Сертификация рабочих мест на соответствие требованиям 5С.
- 58. БЫЛО БЫЛО СТАЛО БЫЛО СТАЛО
- 59. БЫЛО БЫЛО СТАЛО СТАЛО
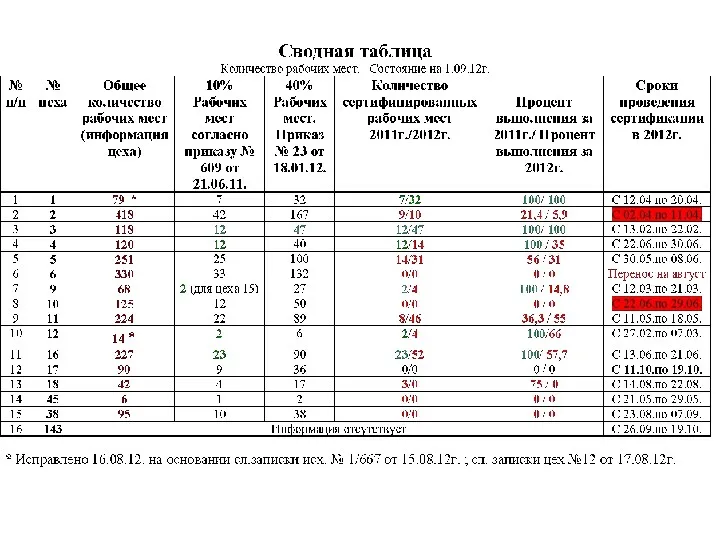
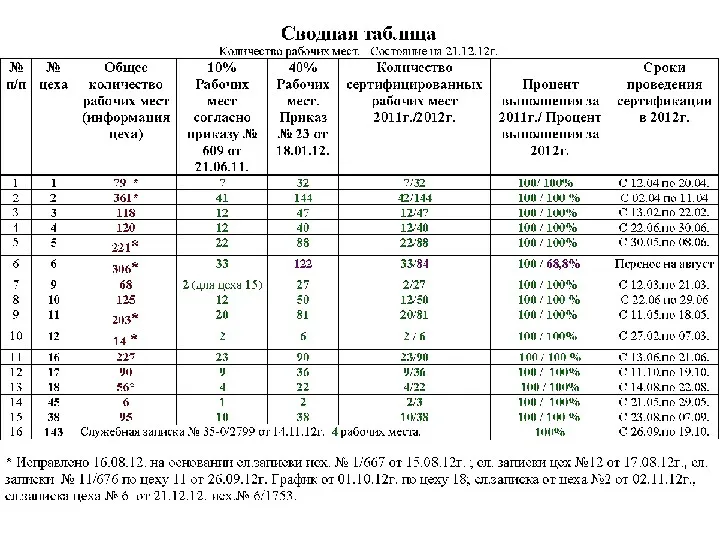
- 63. Информация о ходе сертификации заносится в сводную таблицу.
- 66. В каком направлении предстоит работа.
- 68. Могло быть так: Могло быть так:
- 69. И так:
- 70. Поддержание порядка на рабочих местах и обеспечение рациональной организации этих рабочих мест - основные задачи бережливого
- 71. «В изменяющихся условиях, обучение в течение всей жизни может иметь большее значение для достижения крупного успеха
- 72. Через организацию обучения всех коллективов предприятия, закрепления на практике полученных знаний – к чистому и рациональному
- 76. Скачать презентацию
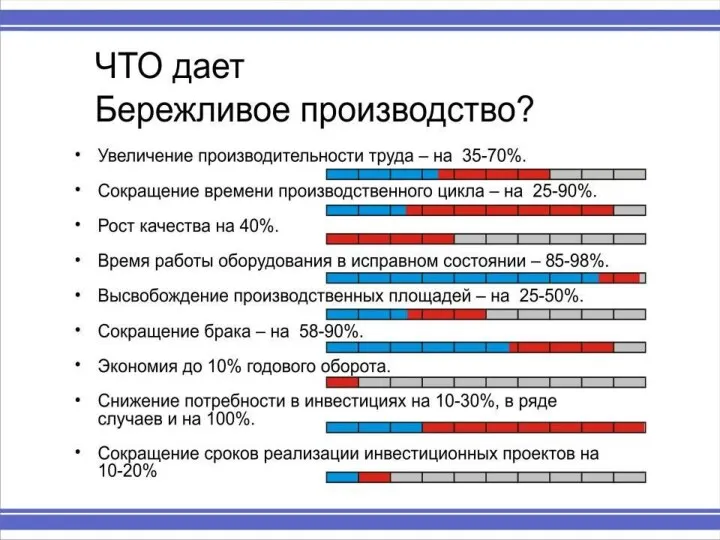
Эффект экономии достигается за счёт сокращения семи видов скрытых потерь.
Эффект экономии достигается за счёт сокращения семи видов скрытых потерь.
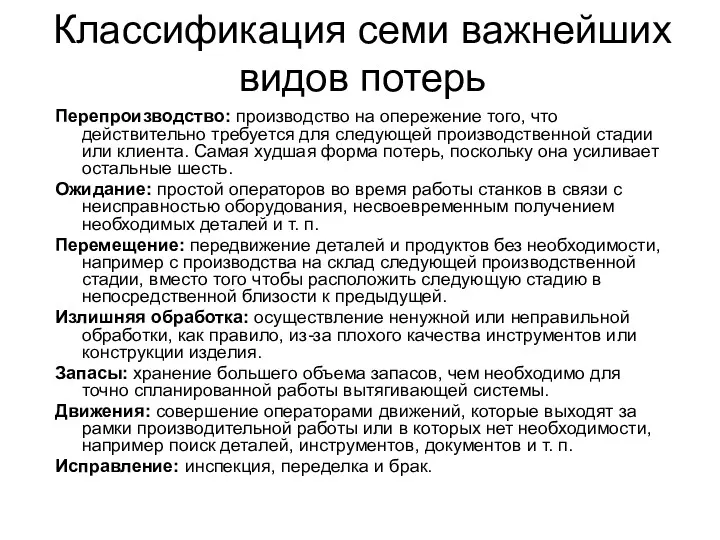
Классификация семи важнейших видов потерь
Перепроизводство: производство на опережение того, что действительно
Классификация семи важнейших видов потерь
Перепроизводство: производство на опережение того, что действительно
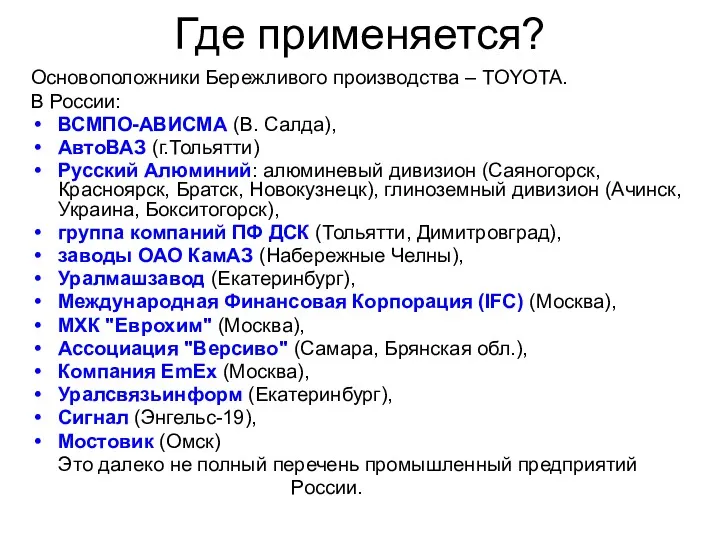
Где применяется?
Основоположники Бережливого производства – TOYOTA.
В России:
ВСМПО-АВИСМА (В. Салда),
АвтоВАЗ (г.Тольятти)
Русский
Где применяется?
Основоположники Бережливого производства – TOYOTA.
В России:
ВСМПО-АВИСМА (В. Салда),
АвтоВАЗ (г.Тольятти)
Русский
Инструмент
«Бережливого производства»- система 5С
Инструмент
«Бережливого производства»- система 5С
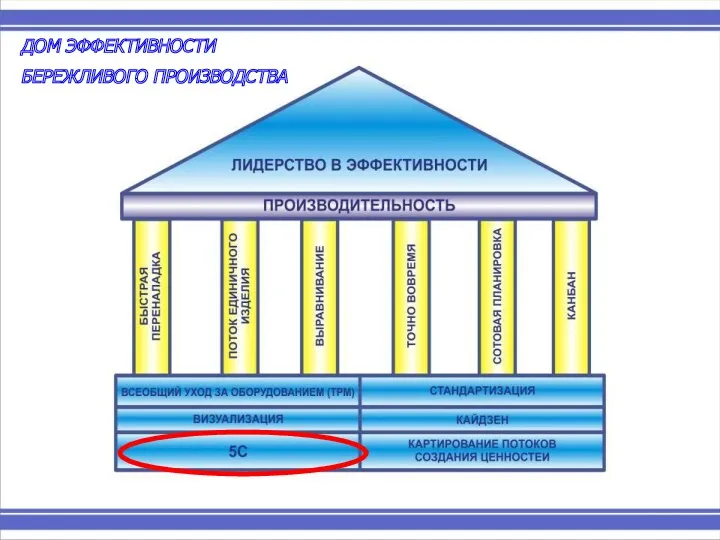
ДОМ ЭФФЕКТИВНОСТИ
БЕРЕЖЛИВОГО ПРОИЗВОДСТВА
ДОМ ЭФФЕКТИВНОСТИ
БЕРЕЖЛИВОГО ПРОИЗВОДСТВА
5С
Система организации и рационализации рабочего места.
Цели:
Повышение уровня качества продукции, снижение
5С
Система организации и рационализации рабочего места.
Цели:
Повышение уровня качества продукции, снижение
«5S»
это путь к снижению затрат и
повышению качества продукции
через создание
«5S»
это путь к снижению затрат и
повышению качества продукции
через создание
Система 5С
1С- Сортировка…………. …(удаление ненужного)
2С- Систематизация…. (рациональное размещение)
3С- Систематическая уборка
4С- Стандартизация…...(стандарты
Система 5С
1С- Сортировка…………. …(удаление ненужного)
2С- Систематизация…. (рациональное размещение)
3С- Систематическая уборка
4С- Стандартизация…...(стандарты

Основы 5S
На что влияет 5S?
5S
Производительность
Безопасность
Качество
WKazarin.ru
Основы 5S
На что влияет 5S?
5S
Производительность
Безопасность
Качество
WKazarin.ru

СОРТИРОВКА
Удаление ненужного
СОРТИРОВКА
Удаление ненужного

Вдоль стен, у колонн, на стеллажах, в тумбочках….
Вдоль стен, у колонн, на стеллажах, в тумбочках….

СИСТЕМАТИЗАЦИЯ
Рациональное размещение
СИСТЕМАТИЗАЦИЯ
Рациональное размещение


Эргономика рабочего места
Определение избыточных движений
оператора
Минимизация времени поиска
инструмента
Обеспечение легкости доступа
Фирменный дизайн
Рациональное
Эргономика рабочего места
Определение избыточных движений
оператора
Минимизация времени поиска
инструмента
Обеспечение легкости доступа
Фирменный дизайн
Рациональное

Контрольный лист рабочего места
Наименования хранящихся
предметов, номера, шифры
Слабо исполняется 3С-систематическая уборка. Не
Контрольный лист рабочего места
Наименования хранящихся
предметов, номера, шифры
Слабо исполняется 3С-систематическая уборка. Не

Цель одна – подходы разные
Контрольный лист рабочего места
Возможно ли быстро отыскать
Цель одна – подходы разные
Контрольный лист рабочего места
Возможно ли быстро отыскать

Цель одна – подходы разные
Знакомая картина…
Лучше хранить так…
Отсутствие системы хранения
Отсутствие визуализации
Системно
Цель одна – подходы разные
Знакомая картина…
Лучше хранить так…
Отсутствие системы хранения
Отсутствие визуализации
Системно



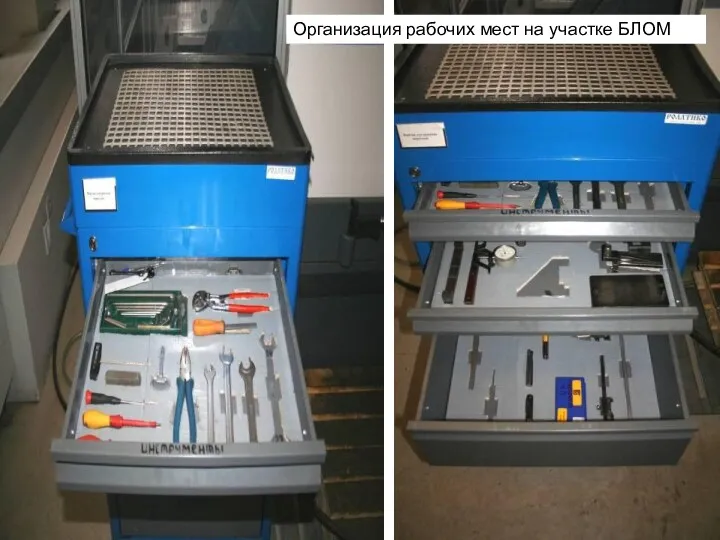
Организация рабочих мест на участке БЛОМ
Организация рабочих мест на участке БЛОМ
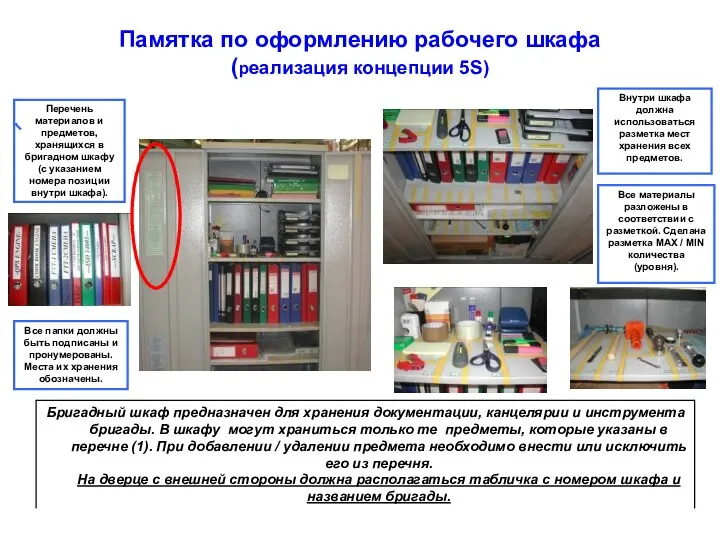
Памятка по оформлению рабочего шкафа
(реализация концепции 5S)
Перечень материалов и предметов, хранящихся
Памятка по оформлению рабочего шкафа
(реализация концепции 5S)
Перечень материалов и предметов, хранящихся


1.1. Зонирование
1.1. Зонирование

1.2. Визуализация
1.2. Визуализация
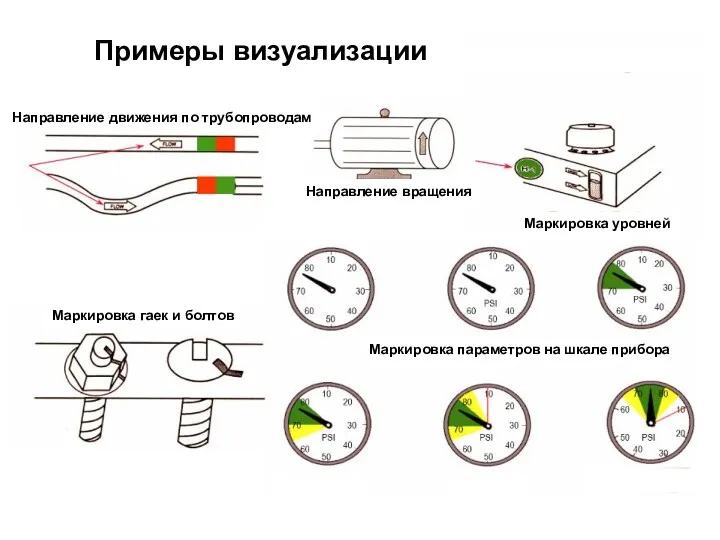
Примеры визуализации
Направление вращения
Маркировка уровней
Маркировка гаек и болтов
Маркировка параметров на шкале прибора
Направление
Примеры визуализации
Направление вращения
Маркировка уровней
Маркировка гаек и болтов
Маркировка параметров на шкале прибора
Направление
СИСТЕМАТИЧЕСКАЯ УБОРКА
СИСТЕМАТИЧЕСКАЯ УБОРКА
СТАНДАРТИЗАЦИЯ
СТАНДАРТИЗАЦИЯ

Пример стандарта на рабочем месте
Пример стандарта на рабочем месте

Контроль хода внедрения элементов 5С
Контроль хода внедрения элементов 5С
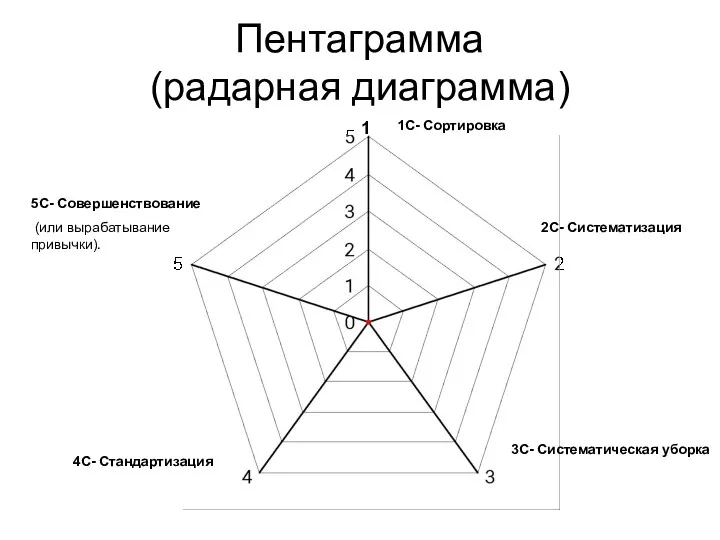
Пентаграмма
(радарная диаграмма)
1С- Сортировка
2С- Систематизация
3С- Систематическая уборка
4С- Стандартизация
5С- Совершенствование
(или вырабатывание
Пентаграмма
(радарная диаграмма)
1С- Сортировка
2С- Систематизация
3С- Систематическая уборка
4С- Стандартизация
5С- Совершенствование
(или вырабатывание
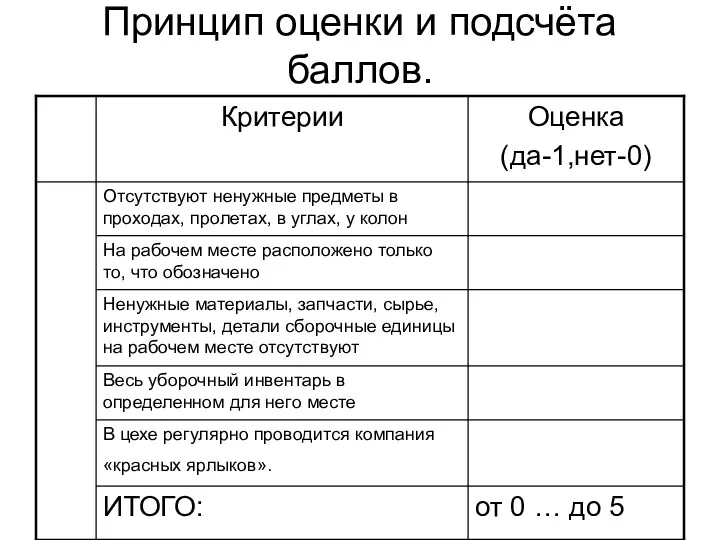
Принцип оценки и подсчёта баллов.
Принцип оценки и подсчёта баллов.
Ц.1
Ц.2
Ц.3
Ц.4
Ц.5
Ц.7
Ц.1
Ц.2
Ц.3
Ц.4
Ц.5
Ц.7
А как на других предприятиях?
А как на других предприятиях?
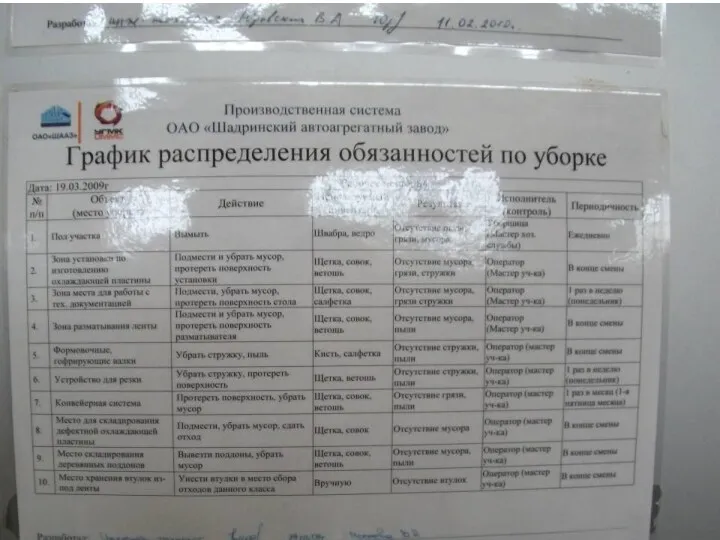
Мастер определяет рабочее место, ФИО ответственного. Проверяющий фиксирует фотографией состояние «как
Мастер определяет рабочее место, ФИО ответственного. Проверяющий фиксирует фотографией состояние «как
Постановка задачи
Мастер, совместно с работником, на чьем месте планируется внедрение 5S
Постановка задачи
Мастер, совместно с работником, на чьем месте планируется внедрение 5S

Как стало
Как стало

Отчет о выполнении
«Было» «Стало»
…и это не трудно, сложнее поддержать…
Отчет о выполнении
«Было» «Стало»
…и это не трудно, сложнее поддержать…

СТЕНД ОБРАТНОЙ СВЯЗИ
СТЕНД ОБРАТНОЙ СВЯЗИ



Сертификация рабочих мест на соответствие требованиям 5С.
Сертификация рабочих мест на соответствие требованиям 5С.

БЫЛО
БЫЛО
СТАЛО
БЫЛО
СТАЛО
БЫЛО
БЫЛО
СТАЛО
БЫЛО
СТАЛО

БЫЛО
БЫЛО
СТАЛО
СТАЛО
БЫЛО
БЫЛО
СТАЛО
СТАЛО
Информация о ходе сертификации заносится в сводную таблицу.
Информация о ходе сертификации заносится в сводную таблицу.
В каком направлении предстоит работа.
В каком направлении предстоит работа.
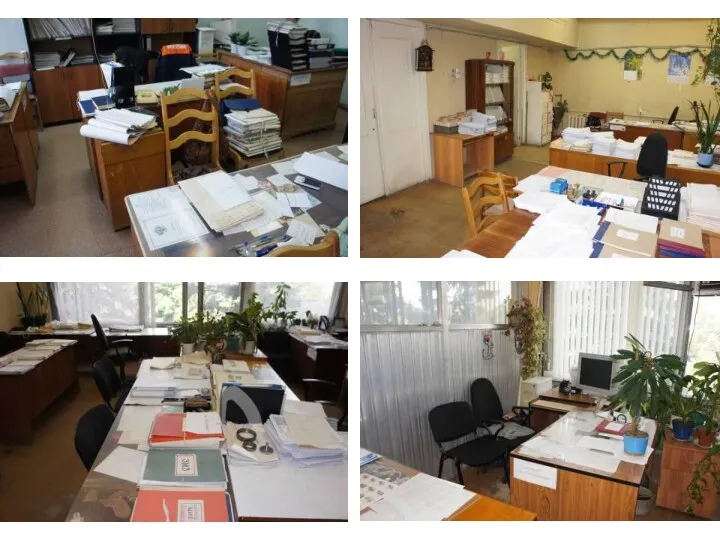

Могло быть так:
Могло быть так:
Могло быть так:
Могло быть так:

И так:
И так:
Поддержание порядка на рабочих местах и обеспечение рациональной организации этих рабочих
Поддержание порядка на рабочих местах и обеспечение рациональной организации этих рабочих
«В изменяющихся условиях,
обучение в течение всей жизни
может иметь большее значение
«В изменяющихся условиях, обучение в течение всей жизни может иметь большее значение
Через организацию обучения всех коллективов предприятия, закрепления на практике полученных
Через организацию обучения всех коллективов предприятия, закрепления на практике полученных

 Інтермаріум. Співдружність центрально- й східноєвропейських націй у просторі між Балтійським і Чорним морями
Інтермаріум. Співдружність центрально- й східноєвропейських націй у просторі між Балтійським і Чорним морями Кедендік Одақ
Кедендік Одақ Управление проектом производства молочной продукции на примере К(Ф)Х ИП Воробьев И.А. Хвалынского района Саратовской области
Управление проектом производства молочной продукции на примере К(Ф)Х ИП Воробьев И.А. Хвалынского района Саратовской области Занятость в социальной работе
Занятость в социальной работе Инновационная деятельность предприятия
Инновационная деятельность предприятия Методология неоинституционального анализа
Методология неоинституционального анализа Основные социально-экономические характеристики
Основные социально-экономические характеристики Узбекистан. Международная торговля
Узбекистан. Международная торговля Обществознание. Экономика. Тест. Занятие №10
Обществознание. Экономика. Тест. Занятие №10 Экономико-математический практикум
Экономико-математический практикум Центральный федеральный округ. SWOT-анализ
Центральный федеральный округ. SWOT-анализ Денежно-кредитная политика государства
Денежно-кредитная политика государства Теорія зеленої економіки
Теорія зеленої економіки Государственный финансовый контроль за расходами федерального бюджета на поддержку сельского хозяйства
Государственный финансовый контроль за расходами федерального бюджета на поддержку сельского хозяйства Ресурсо- и энергосберегающие технологии, материалы и конструкции на основе техногенного сырья
Ресурсо- и энергосберегающие технологии, материалы и конструкции на основе техногенного сырья Методи обліку витрат і калькулювання
Методи обліку витрат і калькулювання Труд и зарплата. Земля и рента
Труд и зарплата. Земля и рента Социология. Экономическая социология
Социология. Экономическая социология Халықаралық экономикалық қатынастардың формалары
Халықаралық экономикалық қатынастардың формалары Методология неоинституционализма
Методология неоинституционализма Главные вопросы экономики. Что такое экономика
Главные вопросы экономики. Что такое экономика Научно-техническая революция (НТР)
Научно-техническая революция (НТР) Экономика догоняющего развития
Экономика догоняющего развития Василий Леонтьев. Экономика в XX веке. 1973 год
Василий Леонтьев. Экономика в XX веке. 1973 год Макроэкономическая нестабильность. Инфляция
Макроэкономическая нестабильность. Инфляция О проекте областного бюджета на 2018 год и на плановый период 2019 и 2020 годов
О проекте областного бюджета на 2018 год и на плановый период 2019 и 2020 годов Современные экономические теории
Современные экономические теории Российское предприятие на мировом рынке. Сравнительный анализ преимуществ и недостатков его конкурентоспособности
Российское предприятие на мировом рынке. Сравнительный анализ преимуществ и недостатков его конкурентоспособности