- IMM SPE for GTTC

Содержание
- 2. 1. Initial situation & target Initital situation: GTTC operate several 5-axis milling machines for airfoil milling.
- 3. 2. Machine used for process presentation
- 4. 3. Axis description of SPE machine
- 5. 4. Recommended tools for GTTC Based on the demonstration with the blade 146E1705 and your parts
- 6. 5. Process paramter description The 3 CNC process paramters available for the SPE process are: Feed
- 7. 6. Process report
- 8. 7. Movies of process Q:\Angebote_MAB\2014\GTTC Mexico\SPE process demonstration March 24th 2015\GTTC Mexico SPE process Concave 146E1705.MTS
- 9. 8. Example of process set-up STEP 1 STEP 2 STEP 3 Define the ideal contact wheel,
- 10. 9. Benefits of SPE process
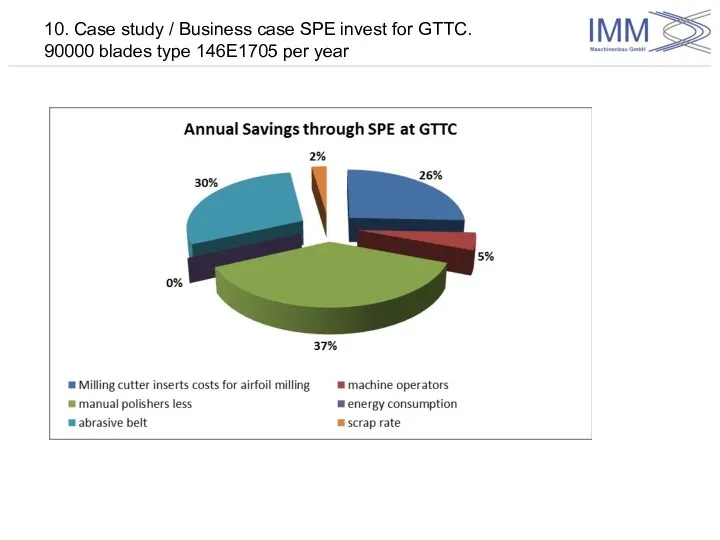
- 11. 10. Case study / Business case SPE invest for GTTC. 90000 blades type 146E1705 per year
- 12. 10. Case study / Business case SPE invest for GTTC. 90000 blades type 146E1705 per year
- 13. 12. Further examples: GE Italy
- 14. 12. Further examples: HITACHI
- 16. Скачать презентацию
1. Initial situation & target
Initital situation:
GTTC operate several 5-axis milling machines
1. Initial situation & target
Initital situation:
GTTC operate several 5-axis milling machines

2. Machine used for process presentation
2. Machine used for process presentation
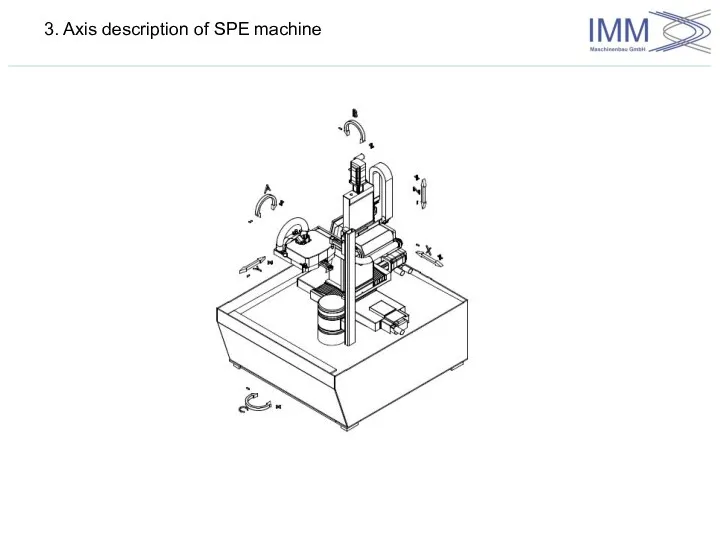
3. Axis description of SPE machine
3. Axis description of SPE machine

4. Recommended tools for GTTC
Based on the demonstration with the blade
4. Recommended tools for GTTC
Based on the demonstration with the blade
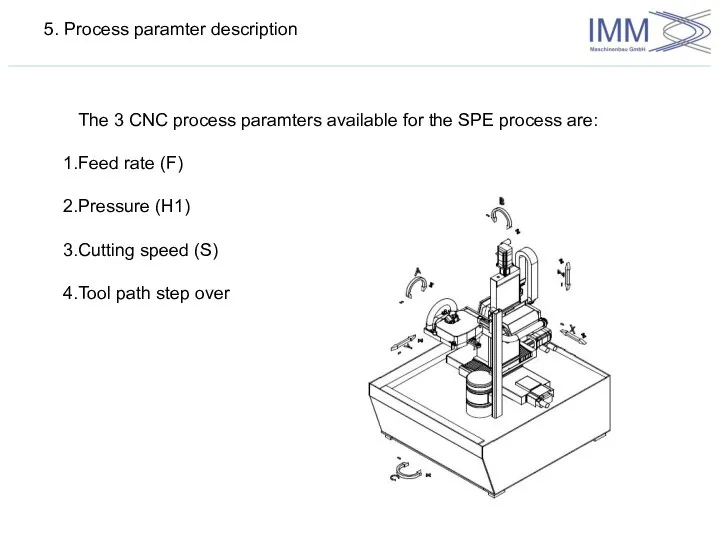
5. Process paramter description
The 3 CNC process paramters available for the
5. Process paramter description
The 3 CNC process paramters available for the
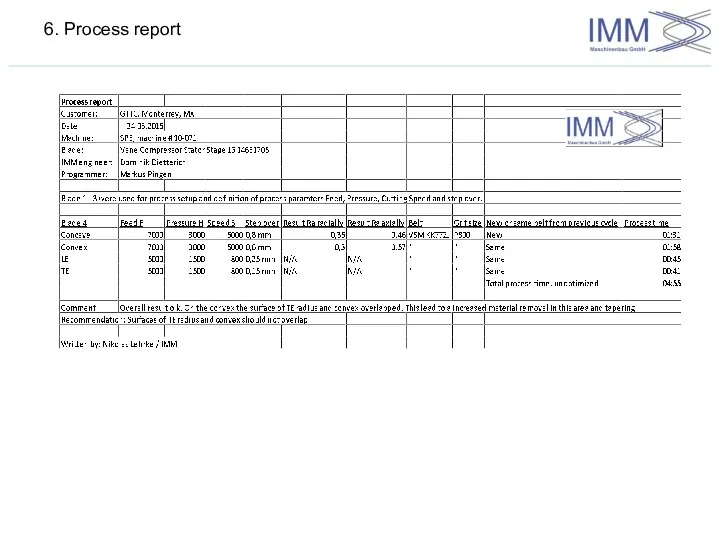
6. Process report
6. Process report
7. Movies of process
Q:\Angebote_MAB\2014\GTTC Mexico\SPE process demonstration March 24th 2015\GTTC
7. Movies of process
Q:\Angebote_MAB\2014\GTTC Mexico\SPE process demonstration March 24th 2015\GTTC
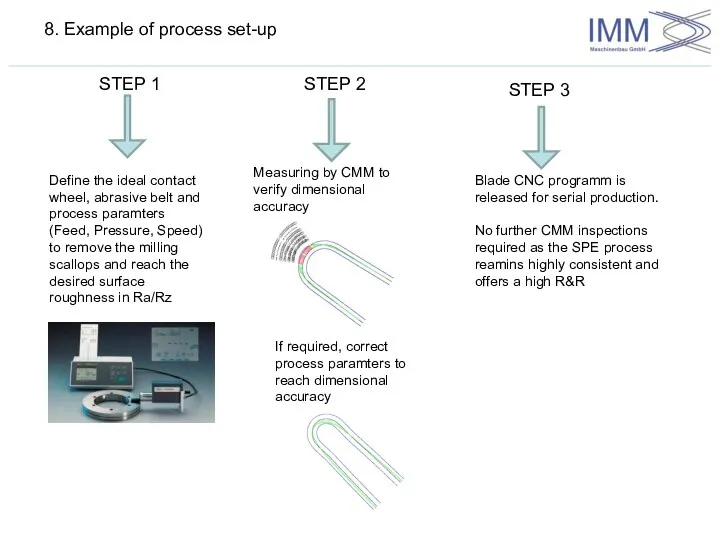
8. Example of process set-up
STEP 1
STEP 2
STEP 3
Define the ideal
8. Example of process set-up
STEP 1
STEP 2
STEP 3
Define the ideal
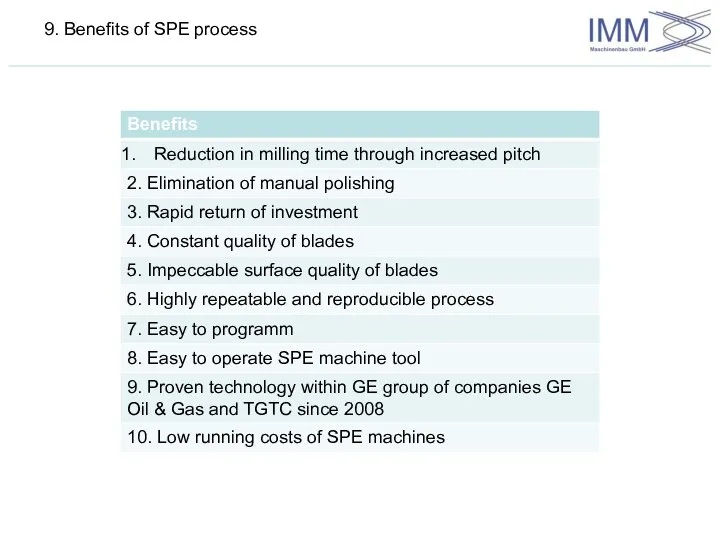
9. Benefits of SPE process
9. Benefits of SPE process
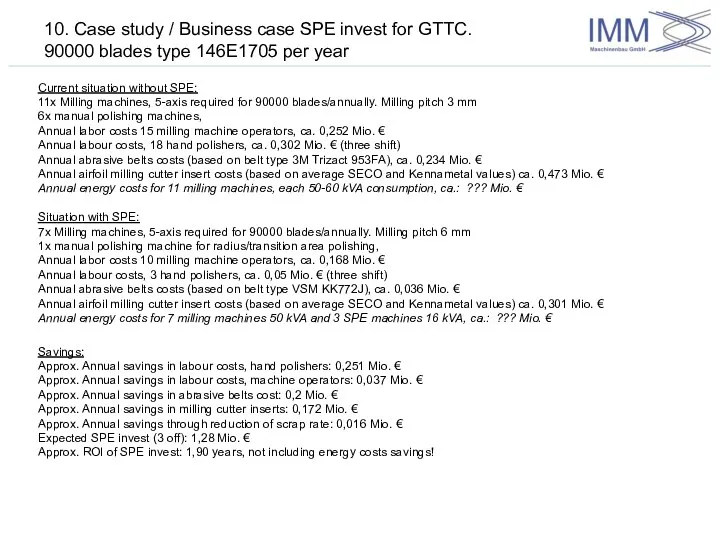
10. Case study / Business case SPE invest for GTTC. 90000
10. Case study / Business case SPE invest for GTTC. 90000
10. Case study / Business case SPE invest for GTTC. 90000
10. Case study / Business case SPE invest for GTTC. 90000

12. Further examples: GE Italy
12. Further examples: GE Italy

12. Further examples: HITACHI
12. Further examples: HITACHI
 Отопитель и климатическая установка в современных автомобилях
Отопитель и климатическая установка в современных автомобилях Большой адронный коллайдер - настоящая машина времени
Большой адронный коллайдер - настоящая машина времени Солнечная энергетика
Солнечная энергетика Контроль качества клеевых соединений
Контроль качества клеевых соединений Кинематика. Кинематика точки
Кинематика. Кинематика точки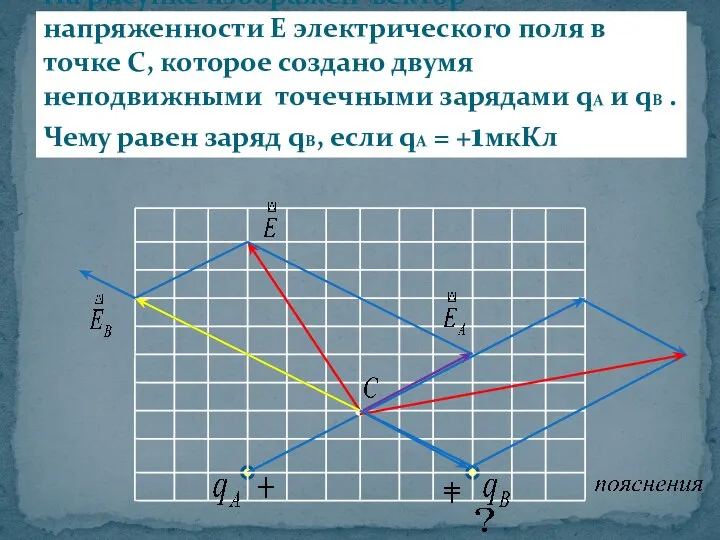 Электрическое поле
Электрическое поле Закон всемирного тяготения
Закон всемирного тяготения Закон сохранения импульса
Закон сохранения импульса Импульс тела. Закон сохранения импульса
Импульс тела. Закон сохранения импульса Вертолет Ми-8МТВ. Система отопления и вентиляции
Вертолет Ми-8МТВ. Система отопления и вентиляции Развитие взглядов на природу света. Скорость света (11 класс)
Развитие взглядов на природу света. Скорость света (11 класс) Термодинамика. Внутренняя энергия тела
Термодинамика. Внутренняя энергия тела Валы и оси
Валы и оси Презентация Силы в природе
Презентация Силы в природе Цепи синусоидального тока. (Лекция 3)
Цепи синусоидального тока. (Лекция 3) Радиоактивность, как свидетельство сложного строения атомов
Радиоактивность, как свидетельство сложного строения атомов Аккумуляторные батареи
Аккумуляторные батареи Английский язык в механике
Английский язык в механике Ядролық күштер
Ядролық күштер Принципы и законы механики
Принципы и законы механики Электронная проводимость металлов. Зависимость сопротивления от температуры
Электронная проводимость металлов. Зависимость сопротивления от температуры Электрические явления
Электрические явления Фотоэффект в 11 классе
Фотоэффект в 11 классе Расчет на прочность. (Лекция 6)
Расчет на прочность. (Лекция 6) Методы наблюдения и регистрации элементарных частиц
Методы наблюдения и регистрации элементарных частиц Излучение и поглощение энергии атомами и молекулами. Лазеры
Излучение и поглощение энергии атомами и молекулами. Лазеры Основы атомной физики. Основы квантовой механики. Строение вещества
Основы атомной физики. Основы квантовой механики. Строение вещества Презентация Основные положения МКТ
Презентация Основные положения МКТ