- Контроль качества клеевых соединений

Содержание
- 2. В процессе склеивания из-за несовершенства технологии и по ряду других причин в клеевых соединениях возникают дефекты,
- 3. Блок-схема импедансного дефектоскопа Разработан усовершенствованный импедансный акустический дефектоскоп АД-40 И, предназначенный для выявления дефектов склеивания в
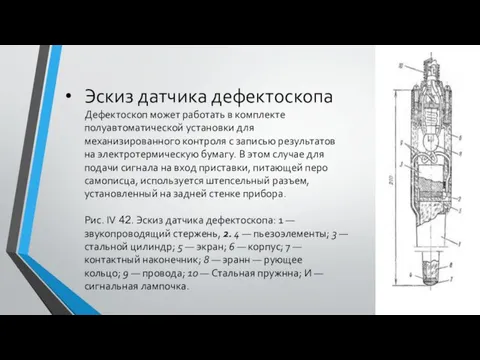
- 4. Эскиз датчика дефектоскопа Дефектоскоп может работать в комплекте полуавтоматической установки для механизированного контроля с записью результатов
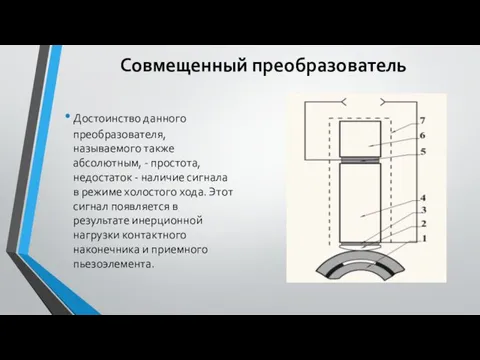
- 5. Совмещенный преобразователь Достоинство данного преобразователя, называемого также абсолютным, - простота, недостаток - наличие сигнала в режиме
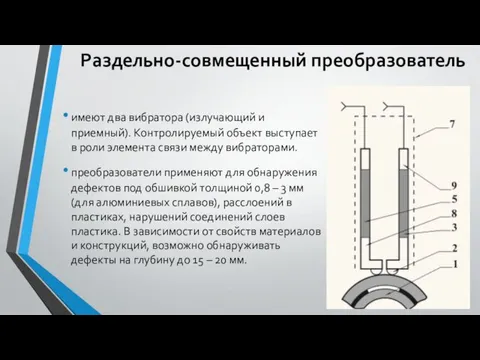
- 6. Раздельно-совмещенный преобразователь имеют два вибратора (излучающий и приемный). Контролируемый объект выступает в роли элемента связи между
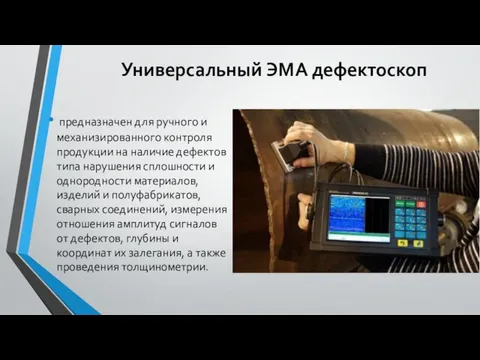
- 7. Универсальный ЭМА дефектоскоп предназначен для ручного и механизированного контроля продукции на наличие дефектов типа нарушения сплошности
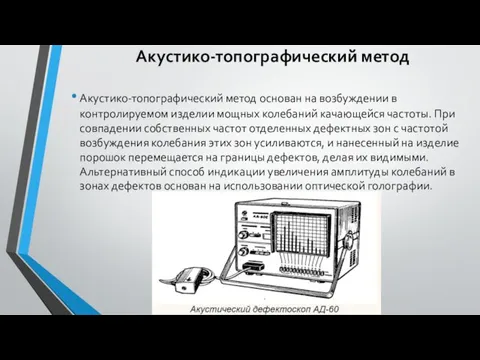
- 8. Акустико-топографический метод Акустико-топографический метод основан на возбуждении в контролируемом изделии мощных колебаний качающейся частоты. При совпадении
- 10. Скачать презентацию
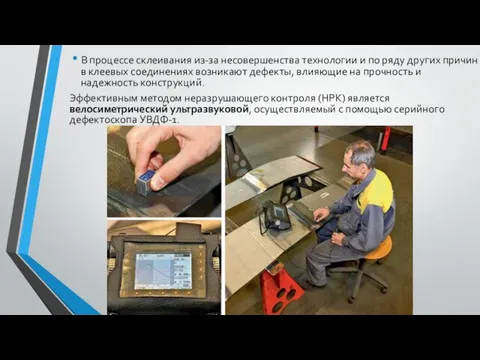
В процессе склеивания из-за несовершенства технологии и по ряду других причин
В процессе склеивания из-за несовершенства технологии и по ряду других причин

Блок-схема импедансного дефектоскопа
Разработан усовершенствованный импедансный акустический дефектоскоп АД-40 И, предназначенный для
Блок-схема импедансного дефектоскопа Разработан усовершенствованный импедансный акустический дефектоскоп АД-40 И, предназначенный для
Эскиз датчика дефектоскопа
Дефектоскоп может работать в комплекте полуавтоматической установки для механизированного
Эскиз датчика дефектоскопа Дефектоскоп может работать в комплекте полуавтоматической установки для механизированного
Совмещенный преобразователь
Достоинство данного преобразователя, называемого также абсолютным, - простота, недостаток -
Совмещенный преобразователь
Достоинство данного преобразователя, называемого также абсолютным, - простота, недостаток -
Раздельно-совмещенный преобразователь
имеют два вибратора (излучающий и приемный). Контролируемый объект выступает в
Раздельно-совмещенный преобразователь
имеют два вибратора (излучающий и приемный). Контролируемый объект выступает в
Универсальный ЭМА дефектоскоп
предназначен для ручного и механизированного контроля продукции на наличие
Универсальный ЭМА дефектоскоп
предназначен для ручного и механизированного контроля продукции на наличие
Акустико-топографический метод
Акустико-топографический метод основан на возбуждении в контролируемом изделии мощных колебаний
Акустико-топографический метод
Акустико-топографический метод основан на возбуждении в контролируемом изделии мощных колебаний
 Предпусковой подогреватель двигателя
Предпусковой подогреватель двигателя Электрический ток в различных средах
Электрический ток в различных средах Ток кескіш. Токтың сатылы қорғанысы
Ток кескіш. Токтың сатылы қорғанысы Современные автомобили и двигатели
Современные автомобили и двигатели Свойства атомов водорода
Свойства атомов водорода Радиациялық сәулелену
Радиациялық сәулелену Электрохимия. Физико –химические свойства ионных систем. (Лекция 13)
Электрохимия. Физико –химические свойства ионных систем. (Лекция 13) Магнитные свойства вещества
Магнитные свойства вещества чёрные ящики
чёрные ящики Látka a teplo. Výpočet tepla
Látka a teplo. Výpočet tepla Лётные и эксплуатационные ограничения многодвигательного ВС DA-42NG
Лётные и эксплуатационные ограничения многодвигательного ВС DA-42NG Сверхкороткие импульсы в нелинейной спектроскопии и микроскопии. Лекция 6
Сверхкороткие импульсы в нелинейной спектроскопии и микроскопии. Лекция 6 Фрагменты урока на тему: Давление жидкостей и газов, Закон Архимеда
Фрагменты урока на тему: Давление жидкостей и газов, Закон Архимеда Проектирование зоны ТО-1 грузовых автомобилей с выделением шиномонтажного участка, технологический процесс ремонта колес
Проектирование зоны ТО-1 грузовых автомобилей с выделением шиномонтажного участка, технологический процесс ремонта колес Конкурс учителей Есть идея!
Конкурс учителей Есть идея! Открытие атома
Открытие атома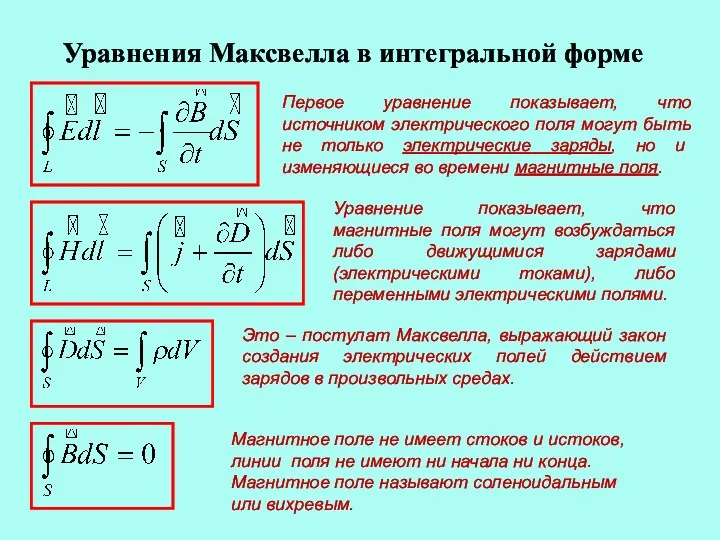 Свойства уравнений Максвелла
Свойства уравнений Максвелла Акустика как часть физики
Акустика как часть физики Транспортная энергетика. Общие понятия энергетики
Транспортная энергетика. Общие понятия энергетики Динамика
Динамика Колебательная спектроскопия
Колебательная спектроскопия Законы Ньютона
Законы Ньютона Лабораторная работа №1: Сравнение количеств теплоты при смешивании воды разной температуры
Лабораторная работа №1: Сравнение количеств теплоты при смешивании воды разной температуры Электродинамика. Электрический заряд
Электродинамика. Электрический заряд Основы термодинамики
Основы термодинамики Влияние громкости звука на здоровье человека
Влияние громкости звука на здоровье человека Электротехника и электроника. Трехфазные электрические цепи. (Лекция 8)
Электротехника и электроника. Трехфазные электрические цепи. (Лекция 8) Интерференция света
Интерференция света