- Исследование процесса гибки-формовки

Содержание
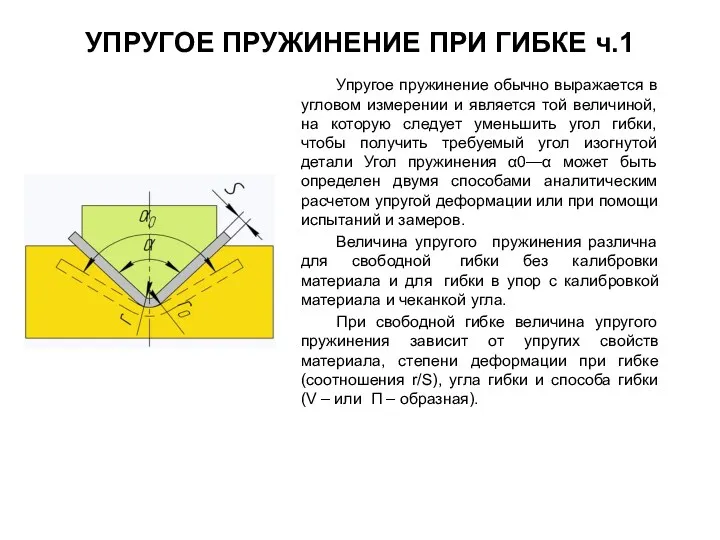
- 2. УПРУГОЕ ПРУЖИНЕНИЕ ПРИ ГИБКЕ ч.1 Упругое пружинение обычно выражается в угловом измерении и является той величиной,
- 3. УПРУГОЕ ПРУЖИНЕНИЕ ПРИ ГИБКЕ ч.2 Различные случаи пружинения при гибке в упор с малым радиусом (при
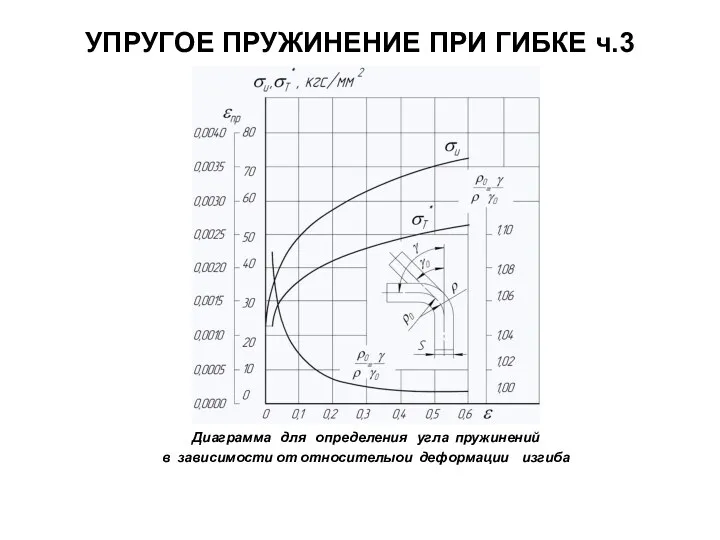
- 4. УПРУГОЕ ПРУЖИНЕНИЕ ПРИ ГИБКЕ ч.3 Диаграмма для определения угла пружинений в зависимости от относителыои деформации изгиба
- 5. УПРУГОЕ ПРУЖИНЕНИЕ ПРИ ГИБКЕ ч.4 Диаграмма для определения угла пружинения для различных металлов и сплавов при
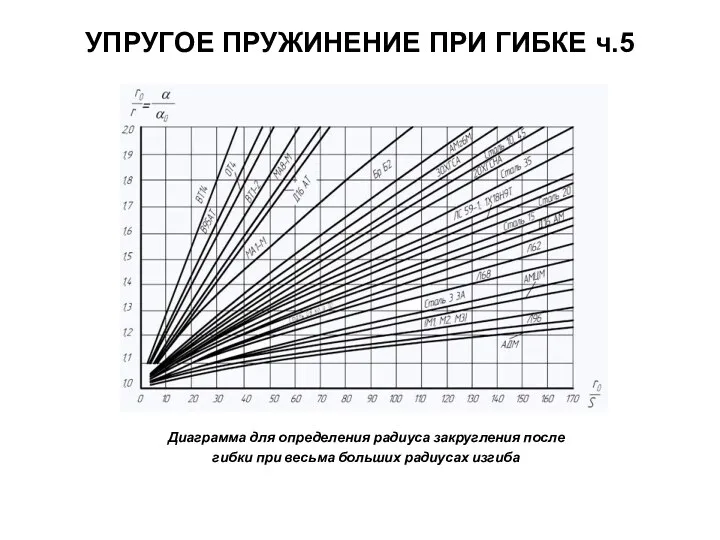
- 6. УПРУГОЕ ПРУЖИНЕНИЕ ПРИ ГИБКЕ ч.5 Диаграмма для определения радиуса закругления после гибки при весьма больших радиусах
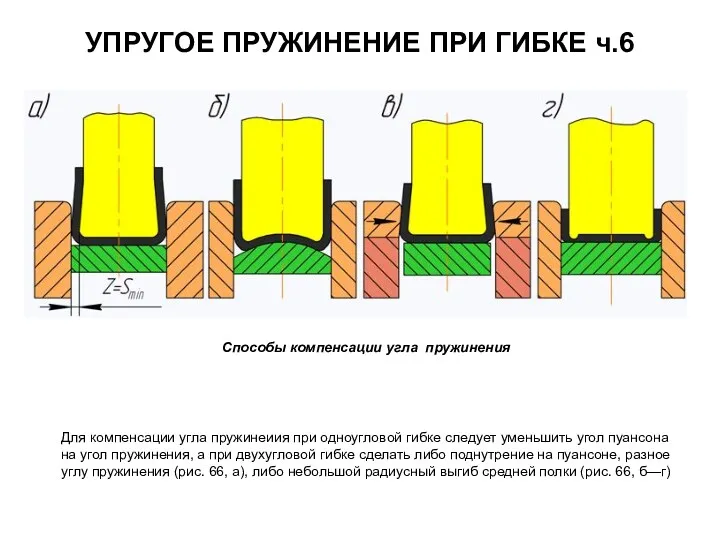
- 7. УПРУГОЕ ПРУЖИНЕНИЕ ПРИ ГИБКЕ ч.6 Для компенсации угла пружинеиия при одноугловой гибке следует уменьшить угол пуансона
- 8. Штамповка эластичным инструментом Одним из экономически эффективных методов штамповки в условиях мелкосерийного и опытного производства является
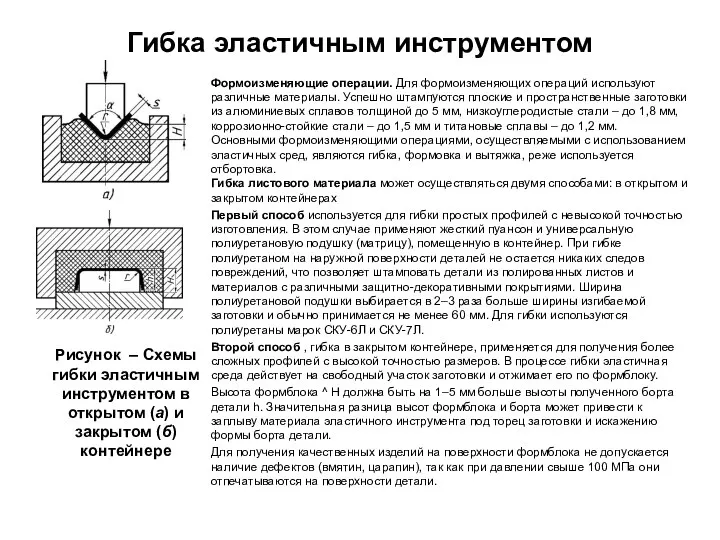
- 9. Гибка эластичным инструментом Формоизменяющие операции. Для формоизменяющих операций используют различные материалы. Успешно штампуются плоские и пространственные
- 10. Термины и определения ч.1 Гибка – является одной из наиболее распространенных операций холодной штамповки В процессе
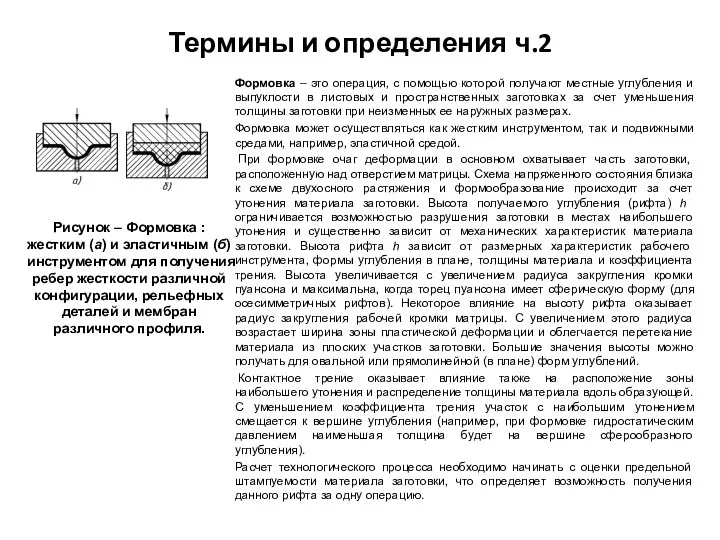
- 11. Термины и определения ч.2 Формовка – это операция, с помощью которой получают местные углубления и выпуклости
- 13. Скачать презентацию
УПРУГОЕ ПРУЖИНЕНИЕ ПРИ ГИБКЕ ч.1
Упругое пружинение обычно выражается в угловом измерении
УПРУГОЕ ПРУЖИНЕНИЕ ПРИ ГИБКЕ ч.1
Упругое пружинение обычно выражается в угловом измерении

УПРУГОЕ ПРУЖИНЕНИЕ ПРИ ГИБКЕ ч.2
Различные случаи пружинения при гибке в упор
УПРУГОЕ ПРУЖИНЕНИЕ ПРИ ГИБКЕ ч.2
Различные случаи пружинения при гибке в упор
УПРУГОЕ ПРУЖИНЕНИЕ ПРИ ГИБКЕ ч.3
Диаграмма для определения угла пружинений
в зависимости от
УПРУГОЕ ПРУЖИНЕНИЕ ПРИ ГИБКЕ ч.3
Диаграмма для определения угла пружинений
в зависимости от

УПРУГОЕ ПРУЖИНЕНИЕ ПРИ ГИБКЕ ч.4
Диаграмма для определения угла пружинения для различных
металлов
УПРУГОЕ ПРУЖИНЕНИЕ ПРИ ГИБКЕ ч.4
Диаграмма для определения угла пружинения для различных
металлов
УПРУГОЕ ПРУЖИНЕНИЕ ПРИ ГИБКЕ ч.5
Диаграмма для определения радиуса закругления после
гибки при
УПРУГОЕ ПРУЖИНЕНИЕ ПРИ ГИБКЕ ч.5
Диаграмма для определения радиуса закругления после
гибки при
УПРУГОЕ ПРУЖИНЕНИЕ ПРИ ГИБКЕ ч.6
Для компенсации угла пружинеиия при одноугловой гибке
УПРУГОЕ ПРУЖИНЕНИЕ ПРИ ГИБКЕ ч.6
Для компенсации угла пружинеиия при одноугловой гибке
Штамповка эластичным инструментом
Одним из экономически эффективных методов штамповки в условиях мелкосерийного
Штамповка эластичным инструментом
Одним из экономически эффективных методов штамповки в условиях мелкосерийного
Гибка эластичным инструментом
Формоизменяющие операции. Для формоизменяющих операций используют различные материалы. Успешно
Гибка эластичным инструментом
Формоизменяющие операции. Для формоизменяющих операций используют различные материалы. Успешно
Термины и определения ч.1
Гибка – является одной из наиболее распространенных операций
Термины и определения ч.1
Гибка – является одной из наиболее распространенных операций
Термины и определения ч.2
Формовка – это операция, с помощью которой получают
Термины и определения ч.2
Формовка – это операция, с помощью которой получают
 Датчики давления
Датчики давления Электростатика. Электрическое поле
Электростатика. Электрическое поле Презентация к уроку физики: Решение задач по закону Кулона
Презентация к уроку физики: Решение задач по закону Кулона Атомные электростанции (АЭС)
Атомные электростанции (АЭС) Явище поляризація світла. Оптична активність речовин
Явище поляризація світла. Оптична активність речовин Электрохимические процессы
Электрохимические процессы ИК-спектроскопия
ИК-спектроскопия 1. Электростатика
1. Электростатика Проектировочный расчет закрытой зубчатой передачи
Проектировочный расчет закрытой зубчатой передачи Електродвигуни змінного струму
Електродвигуни змінного струму История освоения электричества
История освоения электричества Автоматический регулирующий клапан, мембранный тип
Автоматический регулирующий клапан, мембранный тип Двигатель Mercedes 2. Топливная система
Двигатель Mercedes 2. Топливная система Механическая работа. Единицы работы
Механическая работа. Единицы работы Иондық күшті анықтау
Иондық күшті анықтау Плавание судов 7 класс
Плавание судов 7 класс Физика и техника
Физика и техника Уроки настоящего 2019-2020. Цикл 2. Модуль 1. Тезаурус
Уроки настоящего 2019-2020. Цикл 2. Модуль 1. Тезаурус Презентация Значение влажности для живых организмов
Презентация Значение влажности для живых организмов Работа, мощность, энергия
Работа, мощность, энергия Радиоактивность
Радиоактивность Плотность вещества
Плотность вещества Вплив теплових двигунів на навколишнє середовище
Вплив теплових двигунів на навколишнє середовище Презентация Уравнения состояния идеального газа
Презентация Уравнения состояния идеального газа Исследовательское проектирование прибрежных волноэнергетических систем
Исследовательское проектирование прибрежных волноэнергетических систем Якорное устройство судна
Якорное устройство судна Презентация по теме Механическая работа
Презентация по теме Механическая работа Основы молекулярной физики и термодинамики
Основы молекулярной физики и термодинамики