- Механические свойства материалов. Лекция 7

Содержание
- 2. Напряжения и деформации Когда на образец действует сила или система сил, он реагирует на это, изменяя
- 3. Напряжение - мера интенсивности внутренних сил, возникающих под действием нагрузок, изменений температуры и других факторов. Физический
- 4. Деформация изменение взаимного положения частиц тела, связанное с их перемещением друг относительно друга. Деформация представляет собой
- 5. Виды деформаций а) – сжатие б) – растяжение в) – кручение г) - сдвиг д) -
- 6. Обратимые и необратимые деформации Обратимые деформации полностью исчезают при прекращении действия на материал факторов, их вызвавших.
- 7. Зависимость деформации от времени при различных видах деформаций упругоэластическая упругая пластическая упругопластическая
- 8. Разрушение — это ослабление взаимосвязи между частицами при нарушении сплошности структуры. Различают хрупкое, т.е. мгновенное (без
- 9. Схема упругой деформации и хрупкого разрушения под действием упругих напряжений а – ненапряженная решетка; б –
- 10. Схема пластической деформации и пластического (вязкого) разрушения: а – ненапряженная решетка; б – упругая деформация; в
- 11. Схемы пластической деформации Трансляционное скольжение по плоскостям (а). Одни слои атомов кристалла скользят по другим слоям.
- 12. Дислокационный механизм пластической деформации Схема дислокационного механизма пластической деформации а – перемещение атомов при движении краевой
- 13. Деформационные свойства материалов Упругость – способность материалов изменять форму под действием нагрузки и возвращаться в исходное
- 14. Прочность способность материалов в определенных условиях и пределах, не разрушаясь, сопротивляться внутренним напряжениям и деформациям, возникающим
- 15. Напряжение Рассчитывают по формуле: Ϭ =F/A, МПа где F - разрушающая нагрузка, кгс; А - площадь
- 16. Статические испытания на растяжение Чтобы определить упругость, прочность и пластичность металла, изготовляют образец, определённой длины и
- 17. Диаграмма растяжения В результате испытания получают диаграмму растяжения. Она характеризует поведение металла при деформировании от момента
- 18. На диаграмме можно указать пять характерных точек: Прямолинейный участок диаграммы ОА указывает на пропорциональность между нагрузкой
- 19. Выше точки С - образец получает значительное остаточное удлинение практически без увеличения нагрузки. В этой стадии
- 20. Наличие участка упрочнения (от конца площадки текучести до наивысшей точки диаграммы растяжения) объясняется микроструктурными изменениями материала:
- 21. Диаграмма деформации материала Отмеченные выше нагрузки на кривой растяжения (Рупр , Рт, Рmax , Рк) служат
- 22. σП – предел пропорциональности – максимальное напряжение, до которого материал деформируется строго упруго, то есть соблюдается
- 23. ДИАГРАММЫ РАСТЯЖЕНИЯ для двух материалов с разной пластичностью сравнительно хрупкого (штриховая линия) и более пластичного (сплошная
- 24. Диаграмма зависимости деформации металла от действующих напряжений Слева – упругие деформации, справа - пластические
- 25. Различают: предел прочности при растяжении, предел прочности при сжатии, предел прочности при изгибе, предел прочности при
- 26. Предел прочности при сжатии R – отношение разрушающей нагрузки Р(Н) к площади сечения образца F (см2).
- 27. Поликристаллические изотропные материалы (металлы), сохраняют упругость при значительных напряжениях; для многих из них характерно пластическое разрушение,
- 28. Диаграммы растяжения при медленно и быстро изменяющихся нагрузках На характер и величину деформации влияет не только
- 29. Модуль упругости или модуль Юнга Если ввести относительное удлинение и нормальное напряжение в поперечном сечении то
- 30. Модуль упругости представляет собой меру жесткости материала. Материалы с высокой энергией межатомных связей (они плавятся при
- 31. Жёсткость – - способность тела или конструкции сопротивляться образованию деформаций. Если материал подчиняется закону Гука, то
- 32. Модуль упругости Модуль упругости для пластмасс значительно меньше, чем для других строительных материалов. Так, для стали
- 33. Жесткость пластмасс В зависимости от модуля упругости выделяют жесткие, полужесткие, мягкие и эластичные пластмассы. Жесткие пластмассы
- 34. Коэффициент Пуассона (обозначается как ν или μ ) — величина отношения относительного поперечного сжатия к относительному
- 35. Ползучесть Ползучесть – свойство металла медленно пластически деформироваться под действием постоянной нагрузки при постоянной температуре. При
- 36. Твердость О твердости металлов судят либо по площади полученного отпечатка (метод Бринеля), либо по глубине вдавливания
- 37. Измерение ударной вязкости (ударная прочность) KC = E разр/ F излома где Eразр = mg(H –
- 38. Ударную вязкость обозначают KCV, KCU, KCT KC – символ ударной вязкости, третий символ показывает вид надреза:
- 39. Коэффициент конструктивного качества материала (К.К.К.) материала характеризует его конструктивные свойства. Коэффициент конструктивного качества определяют по формулам:
- 40. Физико-химические свойства – химический состав материалов меняется под действием физических факторов. Например: Радиационная стойкость – способность
- 41. Изменение свойств материалов в основных физико-химических процессах Старение – изменение физико-химических свойств материала, протекающее либо самопроизвольно
- 42. Старение металлов и сплавов Это процессы изменения во времени их свойств, связанные с изменением металлов в
- 43. Старение полимеров Изменяется химический состав, молекулярный вес, характер взаимодействия макромолекул и структура. Старение полимерных материалов обусловлено
- 44. Изнашивание процесс разрушения и отделения материала с поверхности твердого тела и (или) накопления его остаточной деформации
- 45. Изнашивание делится на три основные группы: механическое, происходящее в результате только механического взаимодействия материалов трущихся поверхностей.
- 46. Абразивное изнашивание процесс разрушения поверхности резанием и царапанием твердыми абразивными частицами среды, в которой происходит работа
- 47. Усталость материала процесс постепенного накопления повреждений под действием переменных (часто циклических) напряжений, приводящий к изменению его
- 48. Усталостное изнашивание Развитие прогрессирующего усталостного изнашивания начинается с появления усталостных трещин. Смазочный материал, попадая в трещины,
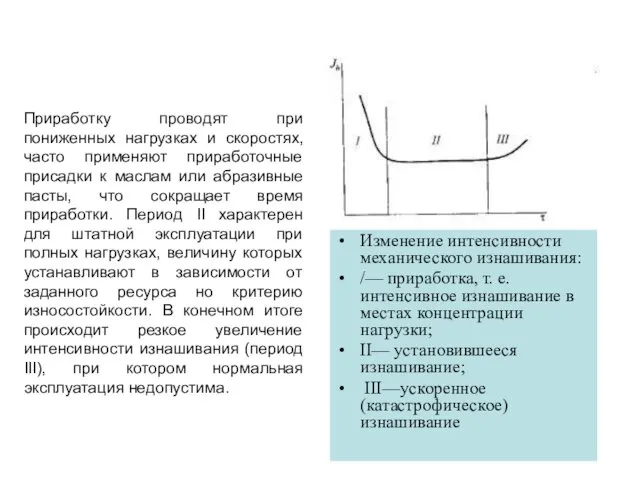
- 49. Изменение интенсивности механического изнашивания: /— приработка, т. е. интенсивное изнашивание в местах концентрации нагрузки; II— установившееся
- 50. Выносливость материала свойство материала воспринимать переменные (циклические) нагрузки без разрушения указанное время. Выносливость, так же как
- 51. Окислительное изнашивание происходит в результате появления на поверхности трения пленок вследствие взаимодействия материала и кислорода. Окислительный
- 52. Износостойкость – свойство материала оказывать в определенных условиях трения сопротивление изнашиванию, оцениваемое величиной обратной скорости изнашивания.
- 53. Химические свойства материалов – такие свойства, которые приводят к изменению химического состава. Химическая стойкость – способность
- 54. Коррозия – самопроизвольное разрушение материалов под действием внешней среды Коррозионному воздействию подвержены металлы, бетон, природный камень,
- 56. Сущность процессов коррозии Коррозия металлов чаще всего сводится к их окислению и превращению в оксиды. В
- 57. Коррозия металлов бывает сплошной и местной. Сплошная коррозия не представляет особой опасности для конструкций и аппаратов
- 58. Один из наиболее опасных видов местной коррозии – это точечная. Она заключается в образовании сквозных поражений,
- 59. Виды коррозионных разрушений а- сплошная равномерная б- сплошная неравномерная в- межкристаллитная г- подповерхностная д- локальная (питтинг)
- 60. По своей сущности коррозию делят на химическую и электрохимическую. Ржавление железа или покрытие патиной бронзы –
- 61. Сущность электрохимической теории коррозии состоит в том, что примеси в металлах создают микрогальванические элементы, в которых
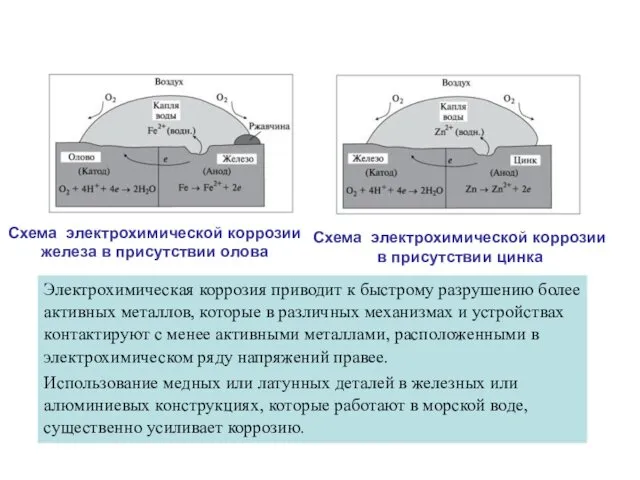
- 62. Схема процесса электрохимической коррозии железа во влажном воздухе Поскольку роль катода обычно играет та часть поверхности,
- 63. Наличие анодного и катодного участков на поверхности железа приводит к созданию на ней двух неодинаковых химических
- 64. Классический пример – знаменитая Кутубская колонна в Индии близ Дели, которая уже почти полторы тысячи лет
- 65. Электрохимическая коррозия приводит к быстрому разрушению более активных металлов, которые в различных механизмах и устройствах контактируют
- 66. Электрическая коррозия (электрокоррозия) Блуждающие токи, исходящие от трамвая, метро, электрических железных дорог и различных электроустановок, работающих
- 67. Электрокоррозия Блуждающими токами, исходящими от источников переменного тока, вызывается слабая коррозия подземных стальных конструкций, и сильная
- 68. Мероприятия по борьбе с коррозией металла
- 69. Способы защиты деталей от коррозии
- 70. Защищаемый металл играет роль катода. Такой способ защиты называется катодным (другое название – протекторная защита). Тот
- 71. Электрозащита Конструкция, находящаяся в среде электролита, соединяется с другим металлом (обычно куском железа, рельсом и т.п.),
- 72. Если металл, например хром, создает плотную оксидную пленку, его добавляют в железо, и образуется сплав –
- 73. Металл можно пассивировать – обработать его поверхность так, чтобы образовалась тонкая и плотная пленка оксида, которая
- 74. Ингибиторы (замедлители) коррозии тоже переводят металл в пассивное состояние, образуя на его поверхности тонкие защитные пленки.
- 75. Эксплуатационные свойства Эксплуатационные свойства характеризуют способность материала работать в конкретных условиях. Износостойкость – способность материала сопротивляться
- 76. Химическая технология – как основной фактор формирования состава, строения и свойств неорганических искусственных материалов.
- 77. Сырьем, или сырьевыми материалами, называют вещества, которые поступают на предприятия для производства промышленной продукции. Сырьевые материалы
- 78. Совокупность методов обработки исходного сырья с целью получения продукции, обладающей определенными потребительскими свойствами называется технологией.
- 79. Технология получения неорганических материалов может включать следующие операции: - добыча и подготовка сырья (добыча минеральных полезных
- 80. Характеристика основных способов термической обработки минерального сырья В ряде технологий твердые материалы могут полностью переходить в
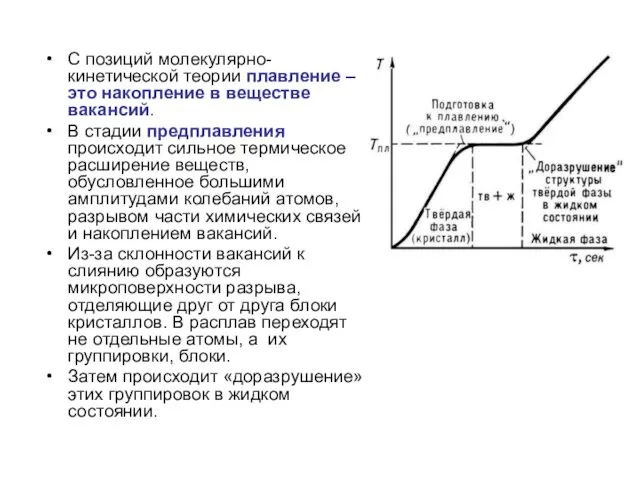
- 81. С позиций молекулярно-кинетической теории плавление – это накопление в веществе вакансий. В стадии предплавления происходит сильное
- 82. Если с повышением температуры химические связи в материале ослабляются постепенно, то он размягчается постепенно, превращаясь сначала
- 83. Обжиг — высокотемпературная термическая обработка материалов или изделий с целью изменения (стабилизации) их фазового и химического
- 84. Обжиг — завершающая стадия производства обожженных огнеупорных изделий. При обжиге некоторых изделий уменьшается пористость и увеличивается
- 85. При обжиге происходят сложные физико-химические процессы. Полнота протекания процессов зависит от температуры обжига, продолжительности, скорости подъема
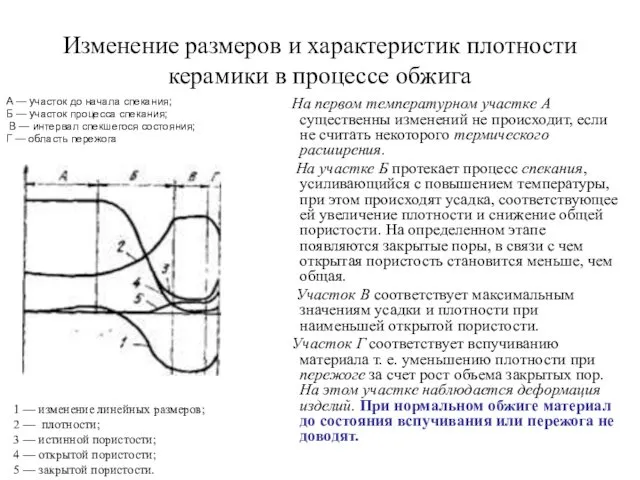
- 86. Изменение размеров и характеристик плотности керамики в процессе обжига На первом температурном участке А существенны изменений
- 87. Спекание Это процесс получения прочного камневидного тела из порошков при воздействии высоких температур. (применяется в производстве
- 88. Внешние признаки спекания: уменьшение размеров тела (усадка) уменьшение пористости увеличение средней плотности. Внутренние превращения структуры: Исчезновение
- 89. В зависимости от состава взаимодействующих фаз спекание разделяют на спекание в твердой фазе и спекание с
- 90. Термическая обработка металлов и сплавов Это процесс изменения их внутреннего строения (структуры) путем нагрева, выдержки и
- 91. Отжиг — это нагрев металла до температуры, определяемой целью отжига, выдержка при этой температуре и последующее
- 92. Разновидностью полного отжига является нормализация, заключающаяся в нагреве металла до определенной температуры, выдержке при этих температурах
- 93. Закалка состоит из нагрева металла до определенной температуры с последующим быстрым охлаждением. Основная цель закалки —
- 94. В процессе отпуска уже закаленный металл нагревается до температуры отпуска, выдерживается при этой температуре и охлаждается
- 96. Скачать презентацию
Напряжения и деформации
Когда на образец действует сила или система сил, он
Напряжения и деформации
Когда на образец действует сила или система сил, он
Напряжение - мера интенсивности внутренних сил, возникающих под действием нагрузок, изменений
Напряжение - мера интенсивности внутренних сил, возникающих под действием нагрузок, изменений
Деформация
изменение взаимного положения частиц тела, связанное с их перемещением друг относительно
Деформация
изменение взаимного положения частиц тела, связанное с их перемещением друг относительно
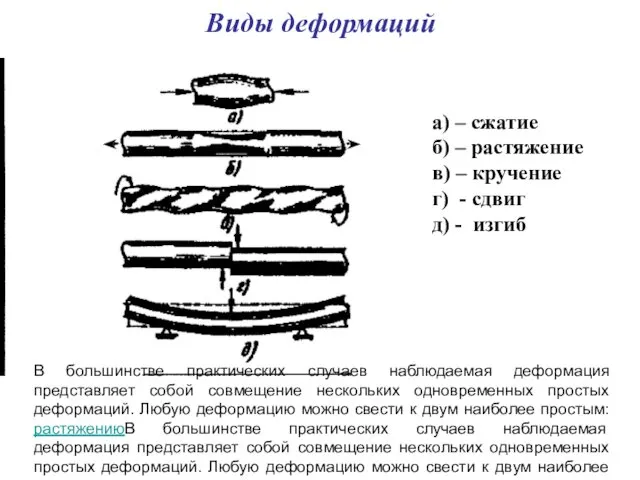
Виды деформаций
а) – сжатие
б) – растяжение
в) – кручение
г) - сдвиг
д) -
Виды деформаций
а) – сжатие
б) – растяжение
в) – кручение
г) - сдвиг
д) -
Обратимые и необратимые деформации
Обратимые деформации полностью исчезают при прекращении действия на
Обратимые и необратимые деформации
Обратимые деформации полностью исчезают при прекращении действия на
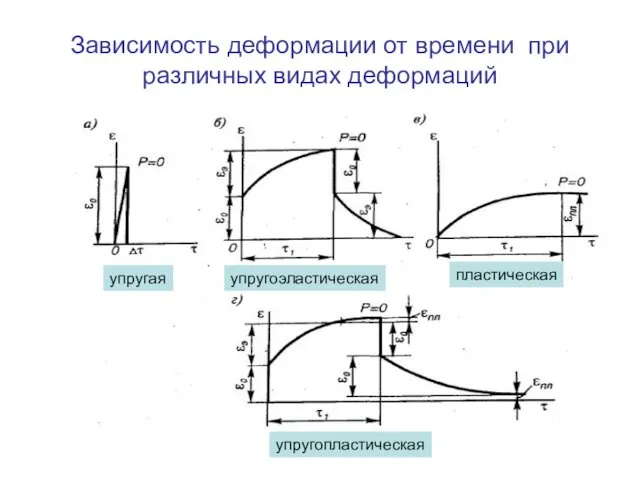
Зависимость деформации от времени при различных видах деформаций
упругоэластическая
упругая
пластическая
упругопластическая
Зависимость деформации от времени при различных видах деформаций
упругоэластическая
упругая
пластическая
упругопластическая
Разрушение — это ослабление взаимосвязи между частицами при нарушении сплошности структуры.
Различают
Разрушение — это ослабление взаимосвязи между частицами при нарушении сплошности структуры.
Различают
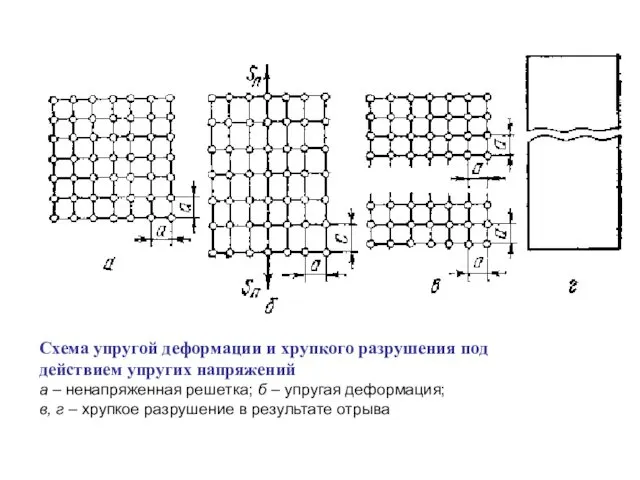
Схема упругой деформации и хрупкого разрушения под действием упругих напряжений
а
Схема упругой деформации и хрупкого разрушения под действием упругих напряжений
а
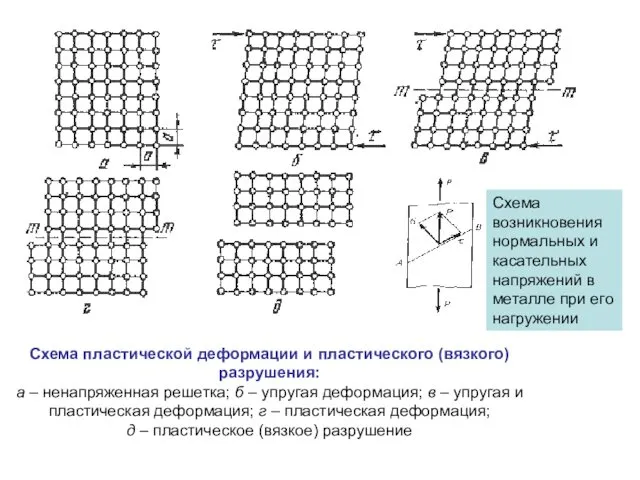
Схема пластической деформации и пластического (вязкого) разрушения:
а – ненапряженная решетка;
Схема пластической деформации и пластического (вязкого) разрушения:
а – ненапряженная решетка;
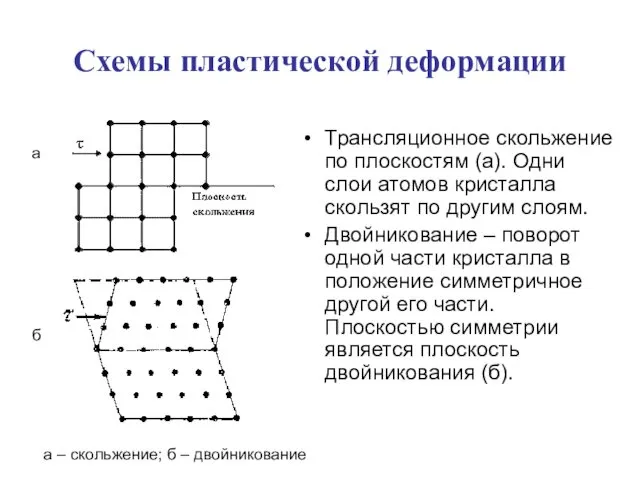
Схемы пластической деформации
Трансляционное скольжение по плоскостям (а). Одни слои атомов кристалла
Схемы пластической деформации
Трансляционное скольжение по плоскостям (а). Одни слои атомов кристалла
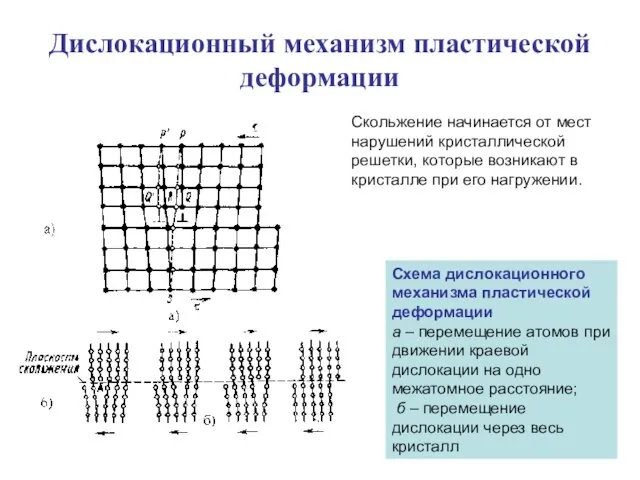
Дислокационный механизм пластической деформации
Схема дислокационного механизма пластической деформации
а – перемещение
Дислокационный механизм пластической деформации
Схема дислокационного механизма пластической деформации
а – перемещение
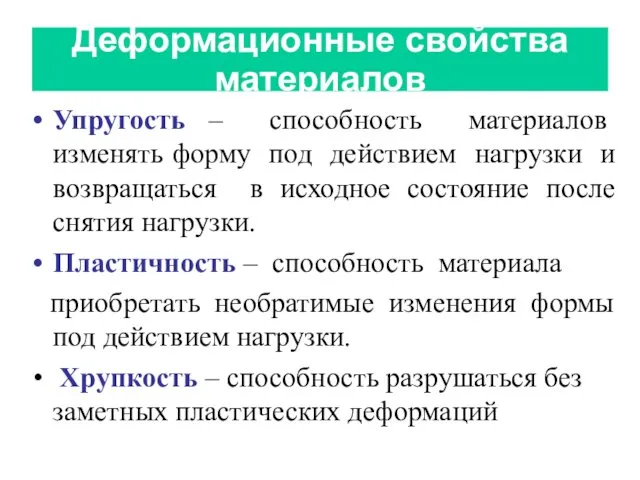
Деформационные свойства материалов
Упругость – способность материалов изменять форму под действием нагрузки
Деформационные свойства материалов
Упругость – способность материалов изменять форму под действием нагрузки
Прочность
способность материалов в определенных условиях и пределах, не разрушаясь, сопротивляться внутренним
Прочность
способность материалов в определенных условиях и пределах, не разрушаясь, сопротивляться внутренним
Напряжение
Рассчитывают по формуле:
Ϭ =F/A, МПа
где F - разрушающая нагрузка, кгс;
А
Напряжение
Рассчитывают по формуле:
Ϭ =F/A, МПа
где F - разрушающая нагрузка, кгс;
А
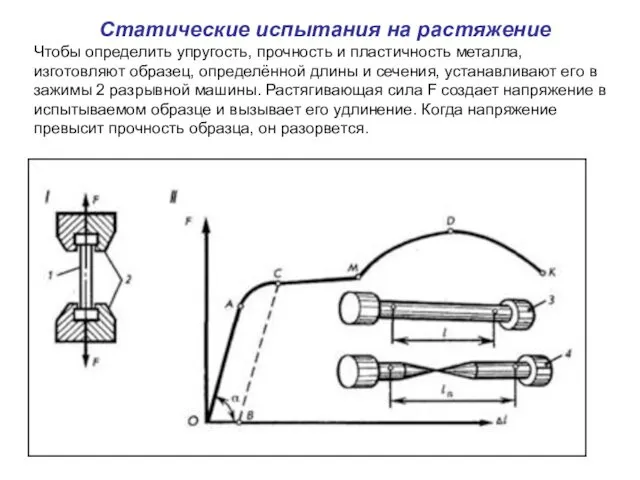
Статические испытания на растяжение
Чтобы определить упругость, прочность и пластичность металла, изготовляют
Статические испытания на растяжение
Чтобы определить упругость, прочность и пластичность металла, изготовляют
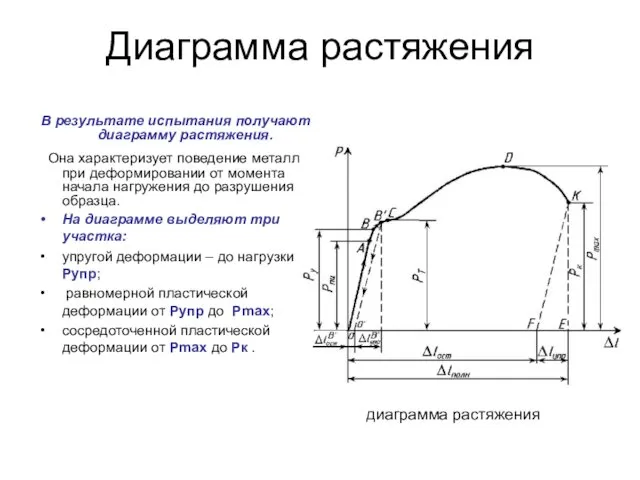
Диаграмма растяжения
В результате испытания получают диаграмму растяжения.
Она характеризует поведение металла
Диаграмма растяжения
В результате испытания получают диаграмму растяжения.
Она характеризует поведение металла
На диаграмме можно указать пять характерных точек:
Прямолинейный участок диаграммы ОА указывает
На диаграмме можно указать пять характерных точек:
Прямолинейный участок диаграммы ОА указывает
Выше точки С - образец получает значительное остаточное удлинение практически без
Выше точки С - образец получает значительное остаточное удлинение практически без
Наличие участка упрочнения (от конца площадки текучести до наивысшей точки диаграммы
Наличие участка упрочнения (от конца площадки текучести до наивысшей точки диаграммы
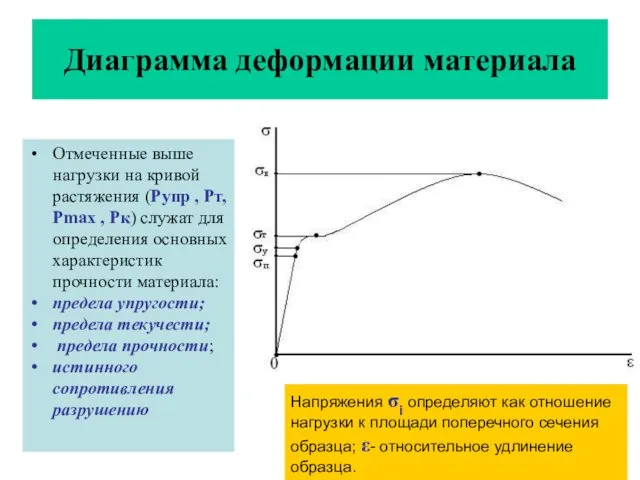
Диаграмма деформации материала
Отмеченные выше нагрузки на кривой растяжения (Рупр , Рт,
Диаграмма деформации материала
Отмеченные выше нагрузки на кривой растяжения (Рупр , Рт,
σП – предел пропорциональности – максимальное напряжение, до которого материал
σП – предел пропорциональности – максимальное напряжение, до которого материал
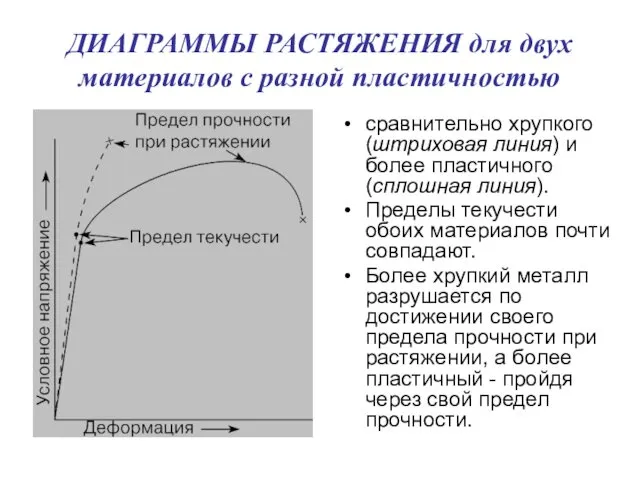
ДИАГРАММЫ РАСТЯЖЕНИЯ для двух материалов с разной пластичностью
сравнительно хрупкого (штриховая линия)
ДИАГРАММЫ РАСТЯЖЕНИЯ для двух материалов с разной пластичностью
сравнительно хрупкого (штриховая линия)
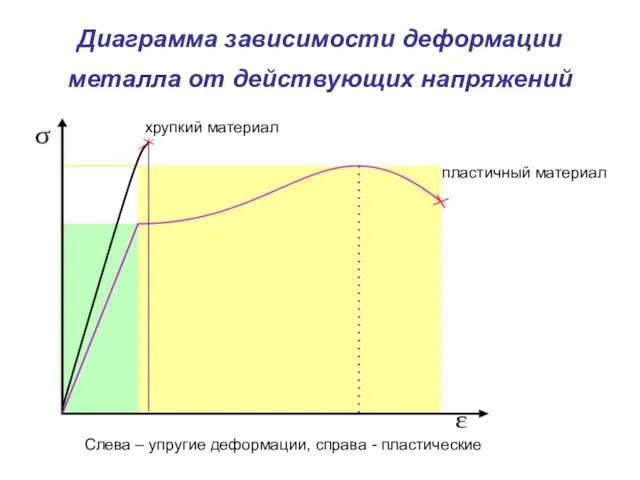
Диаграмма зависимости деформации металла от действующих напряжений
Слева – упругие деформации,
Диаграмма зависимости деформации металла от действующих напряжений
Слева – упругие деформации,
Различают:
предел прочности при растяжении,
предел прочности при сжатии,
предел прочности
Различают:
предел прочности при растяжении,
предел прочности при сжатии,
предел прочности
Предел прочности при сжатии R – отношение разрушающей нагрузки Р(Н) к
Предел прочности при сжатии R – отношение разрушающей нагрузки Р(Н) к
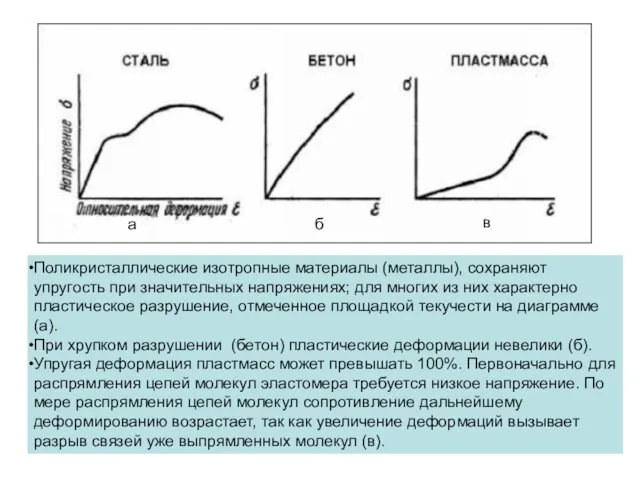
Поликристаллические изотропные материалы (металлы), сохраняют упругость при значительных напряжениях; для многих
Поликристаллические изотропные материалы (металлы), сохраняют упругость при значительных напряжениях; для многих
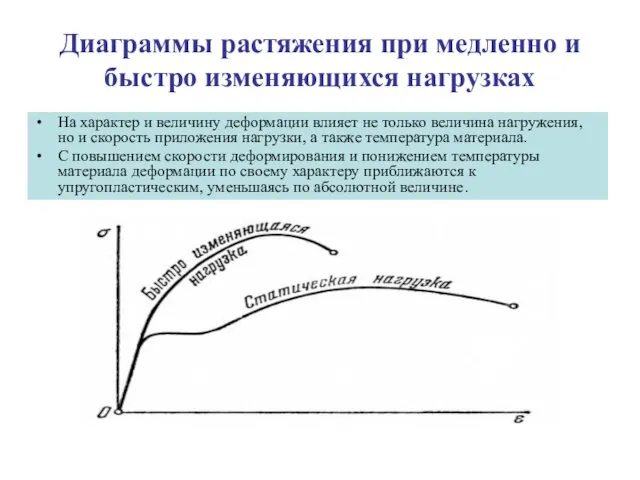
Диаграммы растяжения при медленно и быстро изменяющихся нагрузках
На характер и величину
Диаграммы растяжения при медленно и быстро изменяющихся нагрузках
На характер и величину
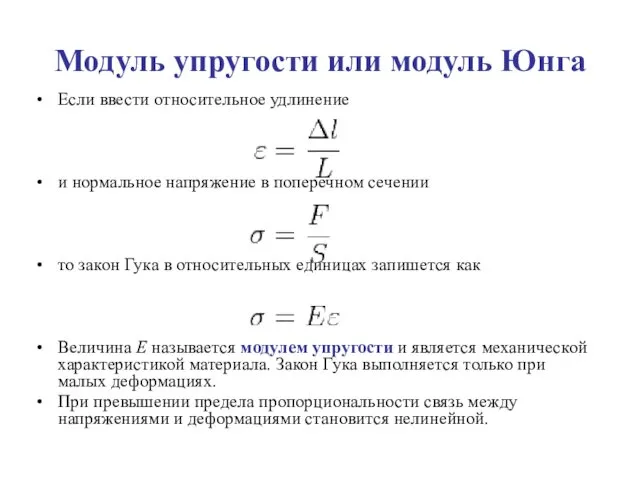
Модуль упругости или модуль Юнга
Если ввести относительное удлинение
и нормальное напряжение в
Модуль упругости или модуль Юнга
Если ввести относительное удлинение
и нормальное напряжение в
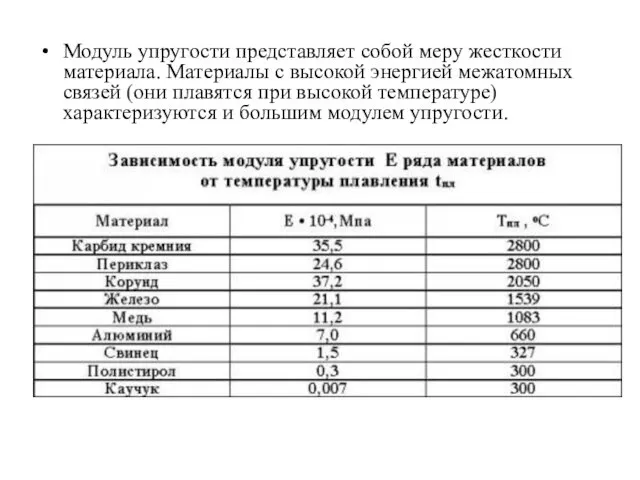
Модуль упругости представляет собой меру жесткости материала. Материалы с высокой энергией
Модуль упругости представляет собой меру жесткости материала. Материалы с высокой энергией
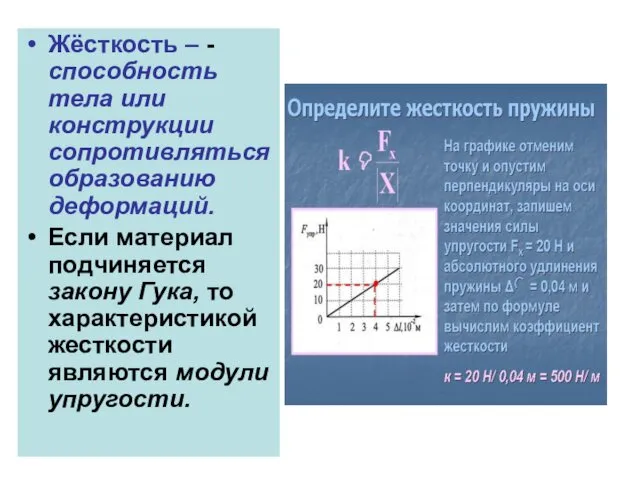
Жёсткость – - способность тела или конструкции сопротивляться образованию деформаций.
Если
Жёсткость – - способность тела или конструкции сопротивляться образованию деформаций.
Если
Модуль упругости
Модуль упругости для пластмасс значительно меньше, чем для других строительных
Модуль упругости
Модуль упругости для пластмасс значительно меньше, чем для других строительных
Жесткость пластмасс
В зависимости от модуля упругости выделяют жесткие, полужесткие, мягкие и
Жесткость пластмасс
В зависимости от модуля упругости выделяют жесткие, полужесткие, мягкие и
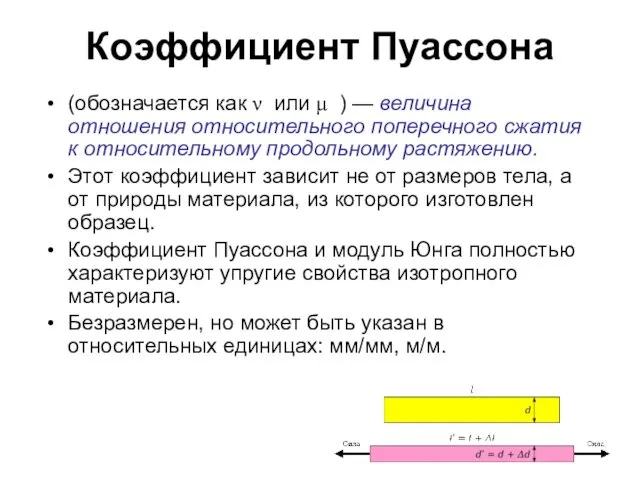
Коэффициент Пуассона
(обозначается как ν или μ ) — величина отношения относительного поперечного
Коэффициент Пуассона
(обозначается как ν или μ ) — величина отношения относительного поперечного
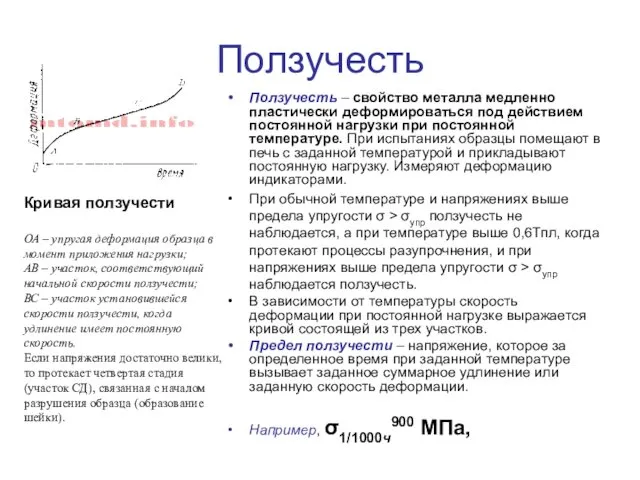
Ползучесть
Ползучесть – свойство металла медленно пластически деформироваться под действием постоянной нагрузки
Ползучесть
Ползучесть – свойство металла медленно пластически деформироваться под действием постоянной нагрузки

Твердость
О твердости металлов судят либо по площади полученного отпечатка (метод Бринеля),
Твердость
О твердости металлов судят либо по площади полученного отпечатка (метод Бринеля),
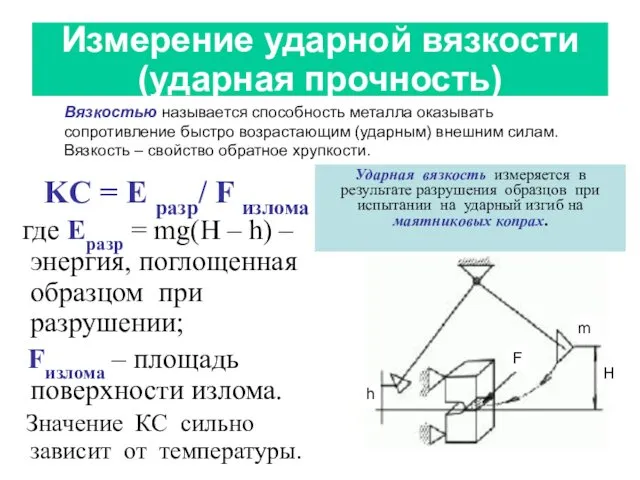
Измерение ударной вязкости (ударная прочность)
KC = E разр/ F излома
Измерение ударной вязкости (ударная прочность)
KC = E разр/ F излома
Ударную вязкость обозначают KCV, KCU, KCT
KC – символ ударной вязкости,
Ударную вязкость обозначают KCV, KCU, KCT
KC – символ ударной вязкости,
Коэффициент конструктивного качества материала (К.К.К.) материала характеризует его конструктивные свойства.
Коэффициент
Коэффициент конструктивного качества материала (К.К.К.) материала характеризует его конструктивные свойства.
Коэффициент
Физико-химические свойства
– химический состав материалов меняется под действием физических факторов.
Например:
Радиационная стойкость
Физико-химические свойства
– химический состав материалов меняется под действием физических факторов.
Например:
Радиационная стойкость
Изменение свойств материалов в основных физико-химических процессах
Старение – изменение физико-химических свойств
Изменение свойств материалов в основных физико-химических процессах
Старение – изменение физико-химических свойств
Старение металлов и сплавов
Это процессы изменения во времени их свойств, связанные
Старение металлов и сплавов
Это процессы изменения во времени их свойств, связанные
Старение полимеров
Изменяется химический состав, молекулярный вес, характер взаимодействия макромолекул и структура.
Старение
Старение полимеров
Изменяется химический состав, молекулярный вес, характер взаимодействия макромолекул и структура.
Старение
Изнашивание
процесс разрушения и отделения материала с поверхности твердого тела и (или)
Изнашивание
процесс разрушения и отделения материала с поверхности твердого тела и (или)
Изнашивание делится на три основные группы:
механическое, происходящее в результате только
Изнашивание делится на три основные группы:
механическое, происходящее в результате только
Абразивное изнашивание
процесс разрушения поверхности резанием и царапанием твердыми абразивными частицами
Абразивное изнашивание
процесс разрушения поверхности резанием и царапанием твердыми абразивными частицами
Усталость материала
процесс постепенного накопления повреждений под действием переменных (часто циклических) напряжений,
Усталость материала
процесс постепенного накопления повреждений под действием переменных (часто циклических) напряжений,
Усталостное изнашивание
Развитие прогрессирующего усталостного изнашивания начинается с появления усталостных трещин.
Смазочный
Усталостное изнашивание
Развитие прогрессирующего усталостного изнашивания начинается с появления усталостных трещин.
Смазочный
Изменение интенсивности механического изнашивания:
/— приработка, т. е. интенсивное изнашивание в
Изменение интенсивности механического изнашивания:
/— приработка, т. е. интенсивное изнашивание в
Выносливость материала
свойство материала воспринимать переменные (циклические) нагрузки без разрушения указанное время.
Выносливость материала
свойство материала воспринимать переменные (циклические) нагрузки без разрушения указанное время.
Окислительное изнашивание
происходит в результате появления на поверхности трения пленок вследствие взаимодействия
Окислительное изнашивание
происходит в результате появления на поверхности трения пленок вследствие взаимодействия
Износостойкость – свойство материала оказывать в определенных условиях трения сопротивление изнашиванию,
Износостойкость – свойство материала оказывать в определенных условиях трения сопротивление изнашиванию,
Химические свойства материалов
– такие свойства, которые приводят к изменению химического состава.
Химическая
Химические свойства материалов
– такие свойства, которые приводят к изменению химического состава.
Химическая
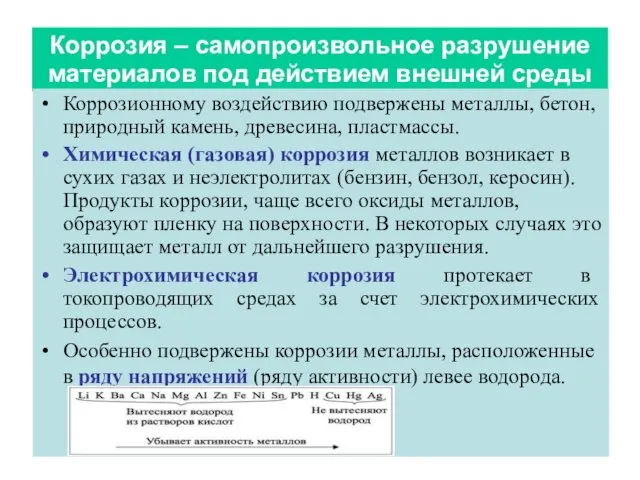
Коррозия – самопроизвольное разрушение материалов под действием внешней среды
Коррозионному воздействию подвержены
Коррозия – самопроизвольное разрушение материалов под действием внешней среды
Коррозионному воздействию подвержены

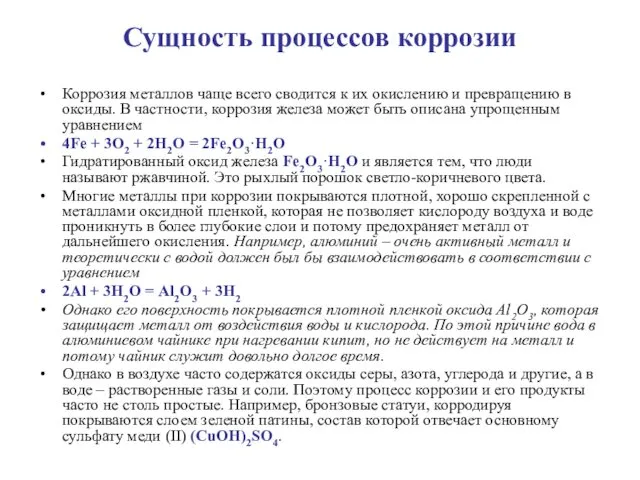
Сущность процессов коррозии
Коррозия металлов чаще всего сводится к их окислению и
Сущность процессов коррозии
Коррозия металлов чаще всего сводится к их окислению и
Коррозия металлов бывает сплошной и местной. Сплошная коррозия не представляет особой
Коррозия металлов бывает сплошной и местной. Сплошная коррозия не представляет особой
Один из наиболее опасных видов местной коррозии – это точечная. Она
Один из наиболее опасных видов местной коррозии – это точечная. Она
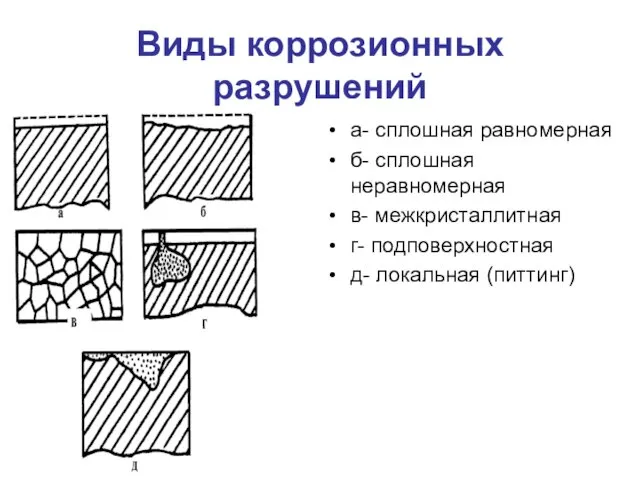
Виды коррозионных разрушений
а- сплошная равномерная
б- сплошная неравномерная
в- межкристаллитная
г- подповерхностная
д- локальная (питтинг)
Виды коррозионных разрушений
а- сплошная равномерная
б- сплошная неравномерная
в- межкристаллитная
г- подповерхностная
д- локальная (питтинг)
По своей сущности коррозию делят на химическую и электрохимическую.
Ржавление железа
По своей сущности коррозию делят на химическую и электрохимическую.
Ржавление железа
Сущность электрохимической теории коррозии состоит в том, что примеси в
Сущность электрохимической теории коррозии состоит в том, что примеси в
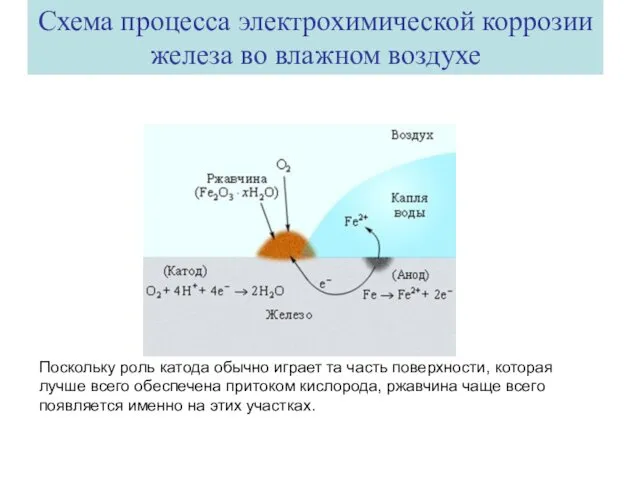
Схема процесса электрохимической коррозии железа во влажном воздухе
Поскольку роль катода обычно
Схема процесса электрохимической коррозии железа во влажном воздухе
Поскольку роль катода обычно
Наличие анодного и катодного участков на поверхности железа приводит к созданию
Наличие анодного и катодного участков на поверхности железа приводит к созданию
Классический пример – знаменитая Кутубская колонна в Индии близ Дели, которая
Классический пример – знаменитая Кутубская колонна в Индии близ Дели, которая
Электрохимическая коррозия приводит к быстрому разрушению более активных металлов, которые в
Электрохимическая коррозия приводит к быстрому разрушению более активных металлов, которые в
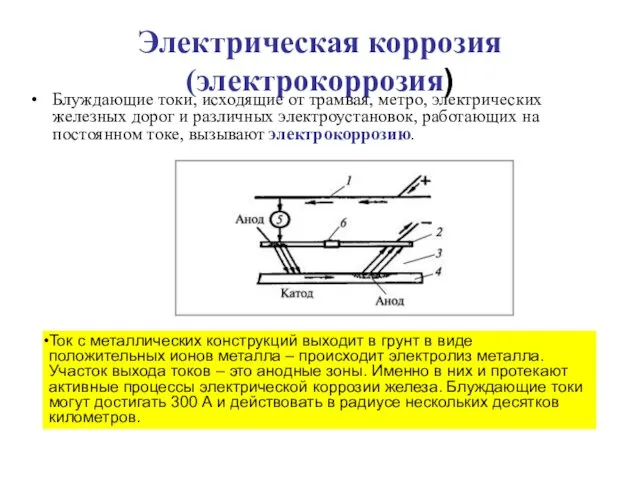
Электрическая коррозия (электрокоррозия)
Блуждающие токи, исходящие от трамвая, метро, электрических железных дорог
Электрическая коррозия (электрокоррозия)
Блуждающие токи, исходящие от трамвая, метро, электрических железных дорог
Электрокоррозия
Блуждающими токами, исходящими от источников переменного тока, вызывается слабая коррозия подземных
Электрокоррозия
Блуждающими токами, исходящими от источников переменного тока, вызывается слабая коррозия подземных
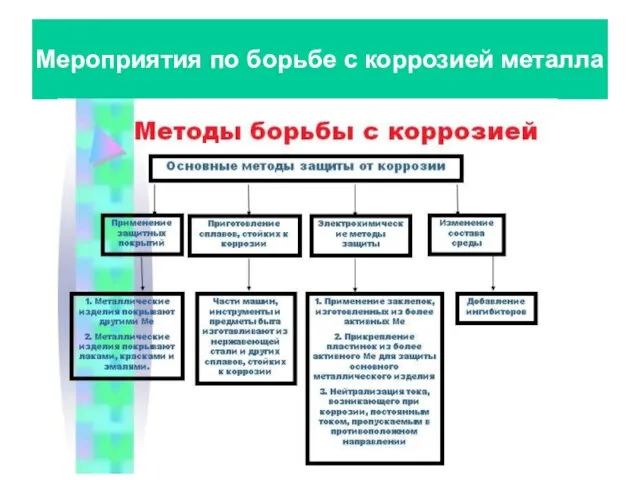
Мероприятия по борьбе с коррозией металла
Мероприятия по борьбе с коррозией металла
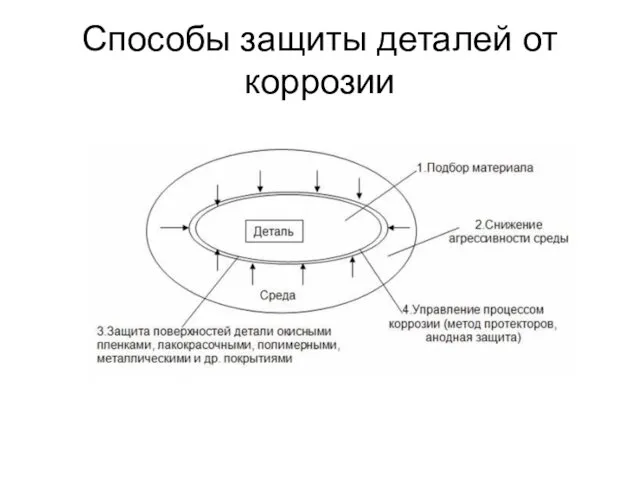
Способы защиты деталей от коррозии
Способы защиты деталей от коррозии
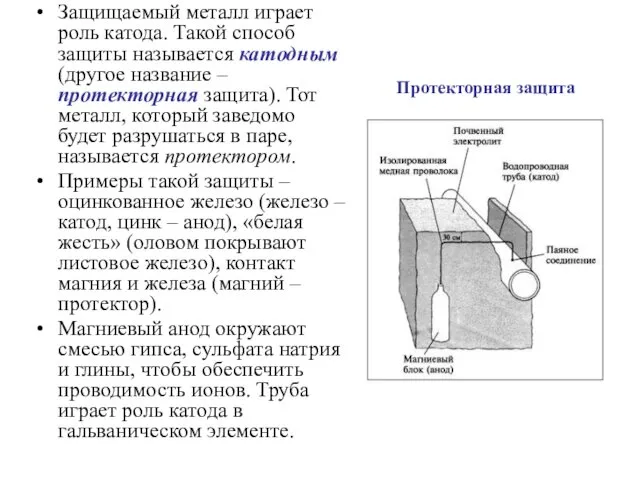
Защищаемый металл играет роль катода. Такой способ защиты называется катодным (другое
Защищаемый металл играет роль катода. Такой способ защиты называется катодным (другое
Электрозащита
Конструкция, находящаяся в среде электролита, соединяется с другим металлом (обычно куском
Электрозащита
Конструкция, находящаяся в среде электролита, соединяется с другим металлом (обычно куском
Если металл, например хром, создает плотную оксидную пленку, его добавляют в
Если металл, например хром, создает плотную оксидную пленку, его добавляют в
Металл можно пассивировать – обработать его поверхность так, чтобы образовалась тонкая
Металл можно пассивировать – обработать его поверхность так, чтобы образовалась тонкая
Ингибиторы (замедлители) коррозии тоже переводят металл в пассивное состояние, образуя на
Ингибиторы (замедлители) коррозии тоже переводят металл в пассивное состояние, образуя на
Эксплуатационные свойства
Эксплуатационные свойства характеризуют способность материала работать в конкретных условиях.
Износостойкость
Эксплуатационные свойства
Эксплуатационные свойства характеризуют способность материала работать в конкретных условиях.
Износостойкость
Химическая технология – как основной фактор формирования состава, строения и свойств
Химическая технология – как основной фактор формирования состава, строения и свойств
Сырьем, или сырьевыми материалами, называют вещества, которые поступают на предприятия для
Сырьем, или сырьевыми материалами, называют вещества, которые поступают на предприятия для
Совокупность методов обработки исходного сырья с целью получения продукции, обладающей определенными
Совокупность методов обработки исходного сырья с целью получения продукции, обладающей определенными
Технология получения неорганических материалов может включать следующие операции:
- добыча и
Технология получения неорганических материалов может включать следующие операции:
- добыча и
Характеристика основных способов термической обработки минерального сырья
В ряде технологий твердые материалы
Характеристика основных способов термической обработки минерального сырья
В ряде технологий твердые материалы
С позиций молекулярно-кинетической теории плавление – это накопление в веществе вакансий.
В
С позиций молекулярно-кинетической теории плавление – это накопление в веществе вакансий.
В
Если с повышением температуры химические связи в материале ослабляются постепенно, то
Если с повышением температуры химические связи в материале ослабляются постепенно, то
Обжиг — высокотемпературная термическая обработка материалов или изделий с целью изменения (стабилизации)
Обжиг — высокотемпературная термическая обработка материалов или изделий с целью изменения (стабилизации)
Обжиг — завершающая стадия производства обожженных огнеупорных изделий. При обжиге некоторых
Обжиг — завершающая стадия производства обожженных огнеупорных изделий. При обжиге некоторых
При обжиге происходят сложные физико-химические процессы.
Полнота протекания процессов зависит от температуры
При обжиге происходят сложные физико-химические процессы.
Полнота протекания процессов зависит от температуры
Изменение размеров и характеристик плотности керамики в процессе обжига
На первом
Изменение размеров и характеристик плотности керамики в процессе обжига
На первом
Спекание
Это процесс получения прочного камневидного тела из порошков при воздействии высоких
Спекание
Это процесс получения прочного камневидного тела из порошков при воздействии высоких
Внешние признаки спекания:
уменьшение размеров тела (усадка)
уменьшение пористости
увеличение средней плотности.
Внутренние превращения структуры:
Исчезновение
Внешние признаки спекания:
уменьшение размеров тела (усадка)
уменьшение пористости
увеличение средней плотности.
Внутренние превращения структуры:
Исчезновение
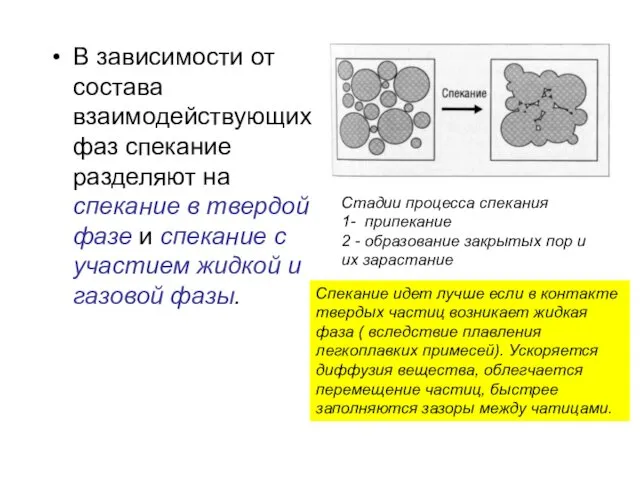
В зависимости от состава взаимодействующих фаз спекание разделяют на спекание в
В зависимости от состава взаимодействующих фаз спекание разделяют на спекание в
Термическая обработка металлов и сплавов
Это процесс изменения их внутреннего строения
Термическая обработка металлов и сплавов
Это процесс изменения их внутреннего строения
Отжиг — это нагрев металла до температуры, определяемой целью отжига, выдержка
Отжиг — это нагрев металла до температуры, определяемой целью отжига, выдержка
Разновидностью полного отжига является нормализация, заключающаяся в нагреве металла до определенной
Разновидностью полного отжига является нормализация, заключающаяся в нагреве металла до определенной
Закалка состоит из нагрева металла до определенной температуры с последующим быстрым
Закалка состоит из нагрева металла до определенной температуры с последующим быстрым
В процессе отпуска уже закаленный металл нагревается до температуры отпуска, выдерживается
В процессе отпуска уже закаленный металл нагревается до температуры отпуска, выдерживается
 Урок по физике Соединение проводников. Работа и мощность электрического тока
Урок по физике Соединение проводников. Работа и мощность электрического тока Дорожно-строительная техника. Экскаваторы
Дорожно-строительная техника. Экскаваторы Использование методики коллективно творческой деятельности на уроках физики
Использование методики коллективно творческой деятельности на уроках физики Система мащення охолодження та пуску ДВЗ
Система мащення охолодження та пуску ДВЗ Источники света. Распространение света
Источники света. Распространение света Статика – раздел механики
Статика – раздел механики Физические основы механики
Физические основы механики Значение радиоволн для физики и человечества. 11 класс
Значение радиоволн для физики и человечества. 11 класс Вакуумдегi электр тогы
Вакуумдегi электр тогы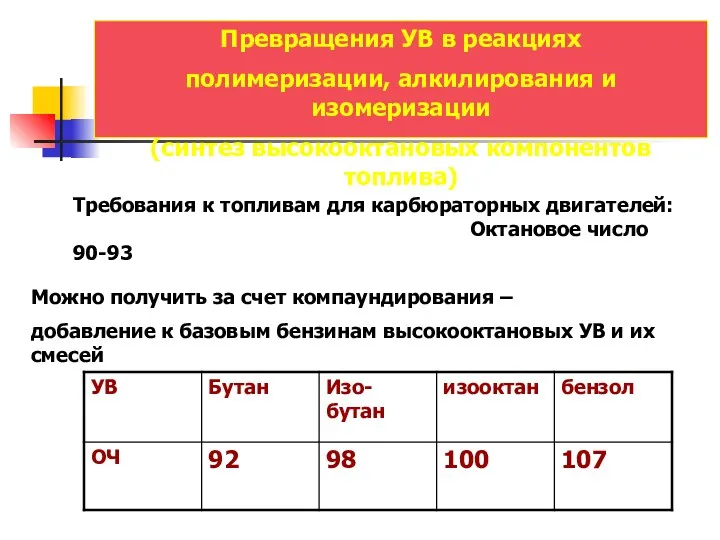 Синтез высокооктановых компонентов топлива
Синтез высокооктановых компонентов топлива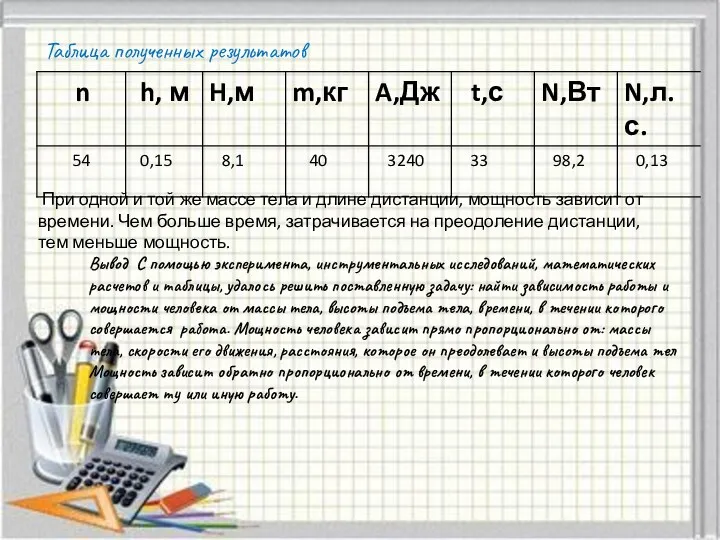 Явление диффузии в жидкостях
Явление диффузии в жидкостях Расчет параметров гидротранспорта
Расчет параметров гидротранспорта Колесная пара
Колесная пара Портфолио учителя математики, физики Черненко А.С.
Портфолио учителя математики, физики Черненко А.С. Количество теплоты. Единицы количества теплоты. Удельная теплоемкость
Количество теплоты. Единицы количества теплоты. Удельная теплоемкость Лаборант кабинета физики
Лаборант кабинета физики Интересные факты о физике и астрономии
Интересные факты о физике и астрономии §9. Сложное движение точки
§9. Сложное движение точки Освещение как объект комплексного эргономического анализа
Освещение как объект комплексного эргономического анализа Физика в спорте
Физика в спорте Струм у вакуумі та його застосування
Струм у вакуумі та його застосування Динамика кулисного механизма
Динамика кулисного механизма Урок в 7 классе По следам одной катастрофы
Урок в 7 классе По следам одной катастрофы Закон сохранения механической энергии
Закон сохранения механической энергии Нитрид индия – новый материал для оптоэлектроники
Нитрид индия – новый материал для оптоэлектроники Өлшеу қателігі. Құрал шкаласының және жүйелік қателерді есепке алу. Қос қателікті бағалау
Өлшеу қателігі. Құрал шкаласының және жүйелік қателерді есепке алу. Қос қателікті бағалау Теорема об изменении кинетической энергии системы
Теорема об изменении кинетической энергии системы Взаимодействие заряженных частиц со средой
Взаимодействие заряженных частиц со средой