- Mitsubishi Pajero sport жеңіл автокөлігінің алдыңғы жетекші белдігі

Содержание
- 2. «MITSUBISHI PAJERO SPORT» жеңіл автокөлігінің даму тарихы
- 3. Mitsubishi жапон автокөлігінің шығу тарихы олардың алғашқы машиналары пайда болмай тұрып шыққан. Компанияның негізін қалаушы Ятаро
- 4. 1917 жылы осыған қарамастан mitsubishi алғашқы автокөлігін құрастырды. Ол Model A деп аталды. Бірақ 1921 жылы
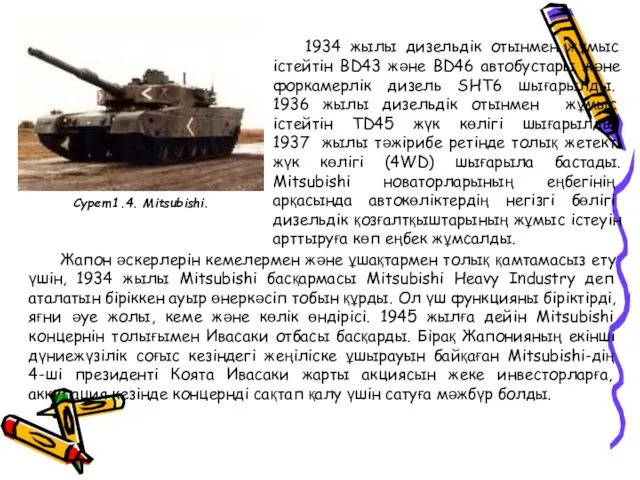
- 5. 1934 жылы дизельдік отынмен жұмыс істейтін BD43 және BD46 автобустары және форкамерлік дизель SHT6 шығарылды. 1936
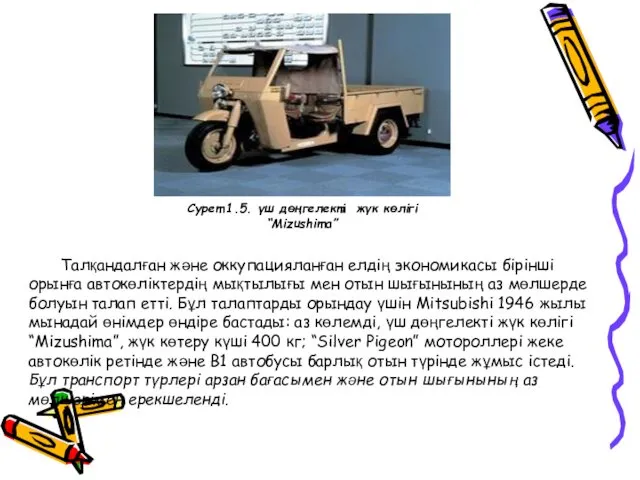
- 6. Талқандалған және оккупацияланған елдің экономикасы бірінші орынға автокөліктердің мықтылығы мен отын шығынының аз мөлшерде болуын талап
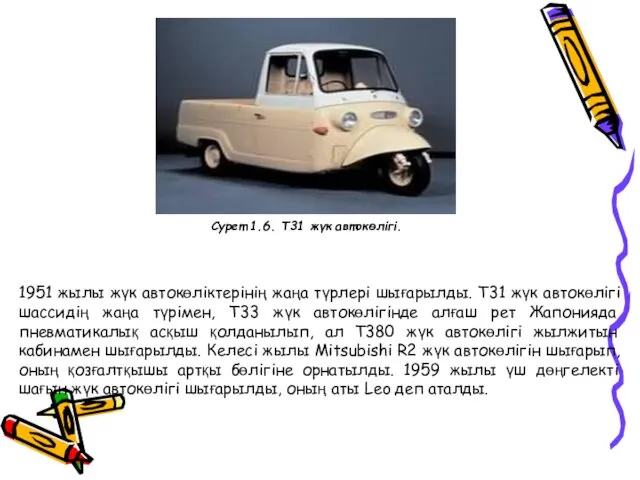
- 7. 1951 жылы жүк автокөліктерінің жаңа түрлері шығарылды. Т31 жүк автокөлігі шассидің жаңа түрімен, Т33 жүк автокөлігінде
- 8. 1960 жылы Mitsubishi арзан бағада Mitsubishi 500 седанын шығарды. Бұл көлік 1962 жылы Макаода Гран-при жеңіп
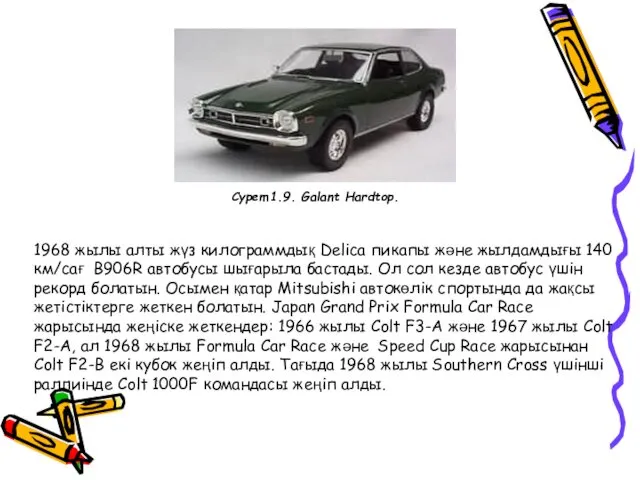
- 9. 1968 жылы алты жүз килограммдық Delica пикапы және жылдамдығы 140 км/сағ B906R автобусы шығарыла бастады. Ол
- 10. 1972 жылы австралиялық континентте Southern Cross жетінші раллиінде, Galant 16GLS командасы жеңген болатын. Жылдар бойы Mitsubishi
- 11. 1978 жылы Mirage (Colt) және пикап Forte (L200) моделінің жаңа түрі шықты. Осы жылдары Mitsubishi Motors
- 12. Бұл Pajero командасының 1983 және 1984 жылдары Париж-Дакар раллиінде жеңіске жетуіне мүмкіндік берді. 1982 жылы мынадай
- 13. 1989 жылы бұл өндіріс орны америка тұтынушыларына арнайы жасалған жаңа Eclipse моделін қарастырды. 90-шы жылдарда Mitsubishi
- 14. 1994 жылы Mitsubishi мынадай модельдер шығара бастады: FTO, INVECS-II жаңа жүйесімен жабдықталған және спорттық режимді АКПП,
- 15. Англияның "Car" журналы GDI технологиясын «Дизайн және технология» сыйлығы деп атады. 1995 жылы Mitsubishi жеңістерін –
- 16. 2000 жылы бекітілген стратегиялық альянс Mitsubishi және DaimlerChrysler автокөлік құрастыру әлемінде корпорацияны үштік көшбасшы қатарынан көрсете
- 17. Бірінші Mitsubishi Montero Sport автомобилі жапонияда 1996 жылы шығарылып, 1997 жылы барлық экспорттық сатылымда қол жетімділік
- 18. Спортта да, Pajero сияқты, алдыңғы жағына тәуелсіз торсионды асқыш, артқы жағына бүтін артқы белдік орнатылған. Спортта
- 19. Әлемнің көп бөлігінде Pajero Sport Part-time(өсаралық дифференциалсыз) типті үлестіргіш қорабымен сатылымда жүргізілді, жұмыстық режимдері: артқы жетек,
- 20. «MITSUBISHI PAJERO SPORT» жеңіл автокөлігі алдыңғы жетекші белдігінің құрылысы, классификациясы, қызметі және жұмыс істеу принципі.
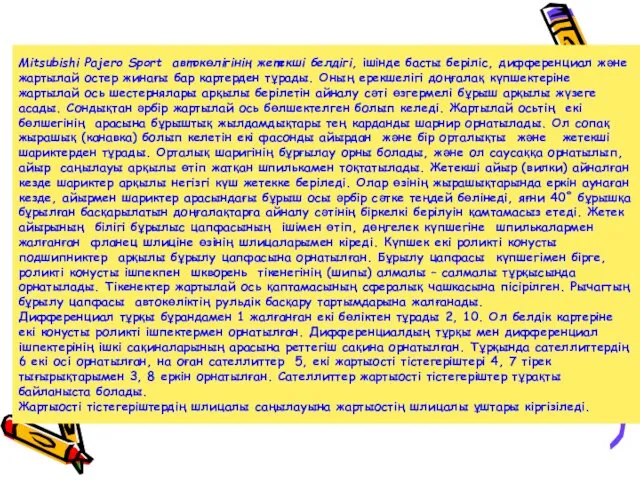
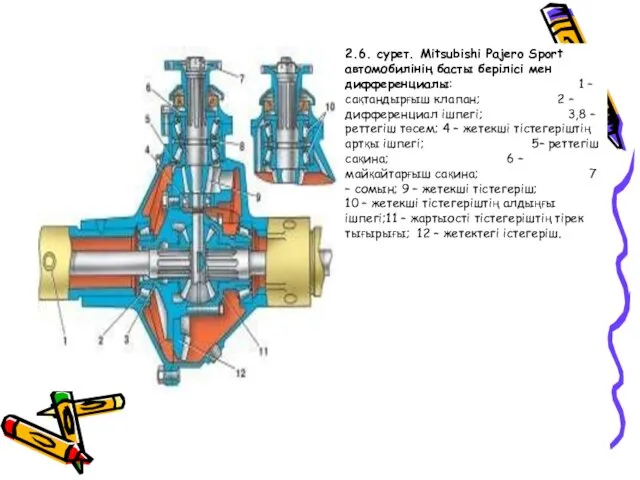
- 21. Mitsubishi Pajero Sport автокөлігінің жетекші белдігі, ішінде басты беріліс, дифференциал және жартылай остер жинағы бар картерден
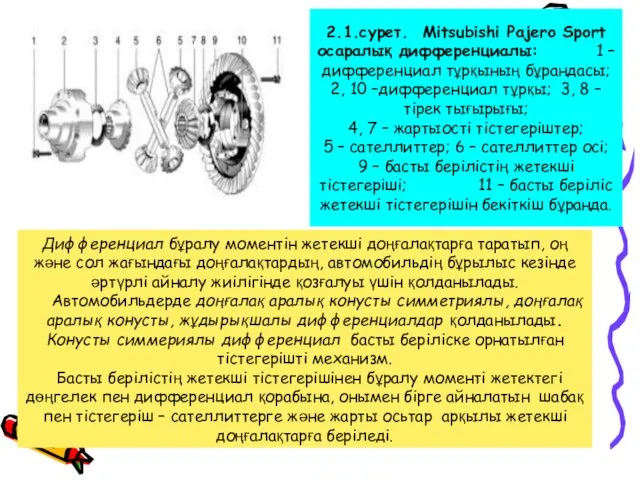
- 22. Дифференциал бұралу моментін жетекші доңғалақтарға таратып, оң және сол жағындағы доңғалақтардың, автомобильдің бұрылыс кезінде әртүрлі айналу
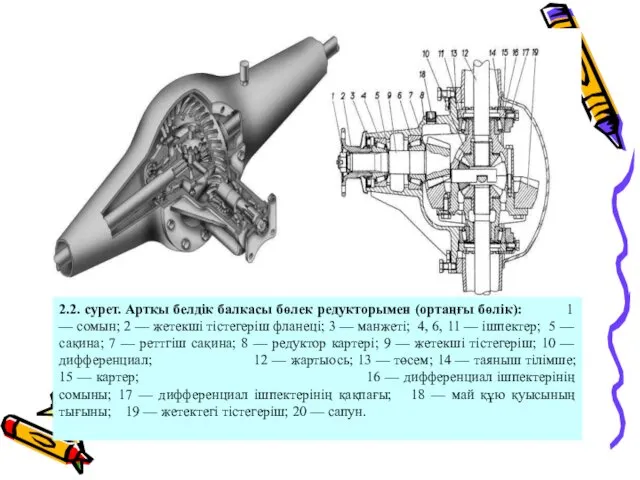
- 24. Басты берілістің жетекші тістегерішінен бұралу моменті жетектегі дөңгелек пен дифференциал қорабына, онымен бірге айналатын шабақ пен
- 25. 2.3. сурет. Басты беріліс: 1, 26, 34, 36, 37 – бұрандалары; 2, 33 – серіппелі тығырықтар;
- 27. Дифференциал былай жұмыс істейді. Автокөліктің түзу тік жолмен қозғалыс кезіндегі доңғалақтарының айналу жиілігі тең, дифференциалдың тетіктері
- 28. Жарты остер дифференциалдан берілген бұрылу моментін жетекші дөңгелектерге жеткізу үшін орнатылады. Әрбір жарты ось ішкі ұштарындағы
- 30. Техникалық қызмет көрсету түрлері, «MITSUBISHI PAJERO SPORT» жеңіл автокөлігі алдыңғы жетекші белдігіне техникалық қызмет көрсету, бақылау
- 31. Техникалық қызмет көрсету (ТҚК) жоспарлы түрде жылжымалы құрамның белгілі жүріс ұзақтығынан немесе жұмыс мерзімінен кейін өткізілетін
- 32. ТҚК-2 кезінде ТҚК-1 қарастырылған барлық жұмыстарды және қосымша бақылау-реттеу жұмыстарын орындайды. Қажет болса, қозғалтқышта, трансмиссия агрегаттарында,
- 33. Алдыңғы жетекші белдікке техникалық қызмет көрсету. Алдыңғы белдікке техникалық қызмет көрсету кезеңінде картердегі қажетті май деңгейін
- 34. Алдыңғы жетекші белдікке техникалық қызмет көрсету. Алдыңғы белдікке техникалық қызмет көрсету кезеңінде картердегі қажетті май деңгейін
- 35. Жетекші тістегеріш білігінің ішпектерінің тартылуын тексеру. Жетекші тітегеріш білігінің осьтік люфті артқы роликті ішпектегі ішкі сақинамен
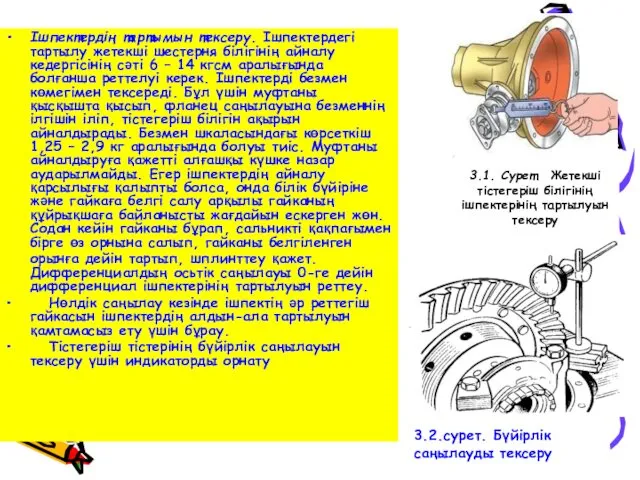
- 36. Ішпектердің тартымын тексеру. Ішпектердегі тартылу жетекші шестерня білігінің айналу кедергісінің сәті 6 – 14 кгсм аралығында
- 37. Бөлшектердің техникалық жағдайын анықтау. Алдыңғы белдіктің бөлшектерінің техникалық жағдайын анықтау беріліс қорабының бөлшектерінің техникалық жағдайын анықтау
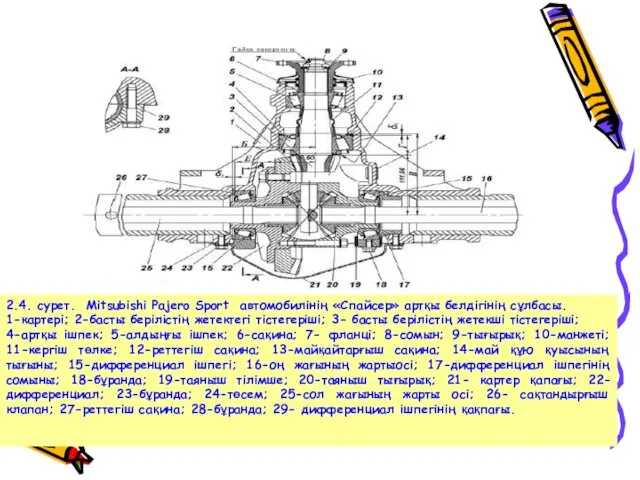
- 38. Mitsubishi Pajero Sport автомобилінің Спайсер артқы белдігінің доңғалақ күпшегін реттеу. Ішпекті реттеуді мұқият қадағалаңыз. Ішпектің бос
- 39. Жөндеу түрлері, «MITSUBISHI SPORT MONTERO» жеңіл автокөлігінің салқындату жүйесі бөлшектерінің ақаулары, жөндеу технологиясы және қолданылатын құралдар
- 40. Автомобильді жөндеудіің екі әдісі бар: жеке және агрегатты. Жеке әдіспен жөндеу кезінде автомобильден зақымданған агрегаттарды шешіп
- 41. Жөндеумен автомобильдік көліктің жылжымалы құрамының жұмысқа қабілеттелігін қалпына келтіріледі және баптайды, жұмыс кезінде немесе техникалық қызмет
- 42. Салқындату жүйесінің р а д и а т о р л а р ы н д
- 43. Артқы білдіктің бөлшектеп жөндеу. Көпiрдiң бөлшектелуiн келесi кезекпен өндiрiңiз: 1. Көпірді стендке орнатыңыз (сурет 3.80), май
- 44. 6. Дифференциалды бөлшектеп алыңыз келесi кезекпен: – сателлиттер қорабындағы жетектегi тiстегерштiң бекiтуiнiң бұрандаларын бұрап ағытыңыз; жетектегi
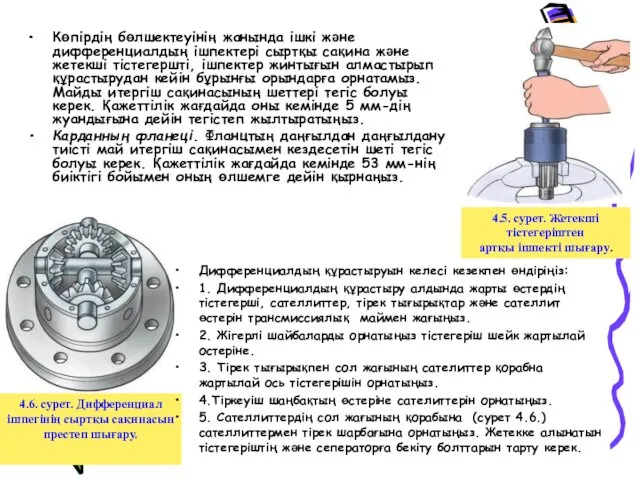
- 45. Көпiрдiң бөлшектеуiнiң жанында iшкi және дифференциалдың iшпектерi сыртқы сақина және жетекшi тiстегерштi, iшпектер жинтығын алмастырып құрастырудан
- 46. Чашкадан дифференциал ішпегінің ішкі құрсауын шығарып, ішкі және сыртқы жұлдызшаларды суырып алу керек. Ішкі тоқтатқыш сақинамен
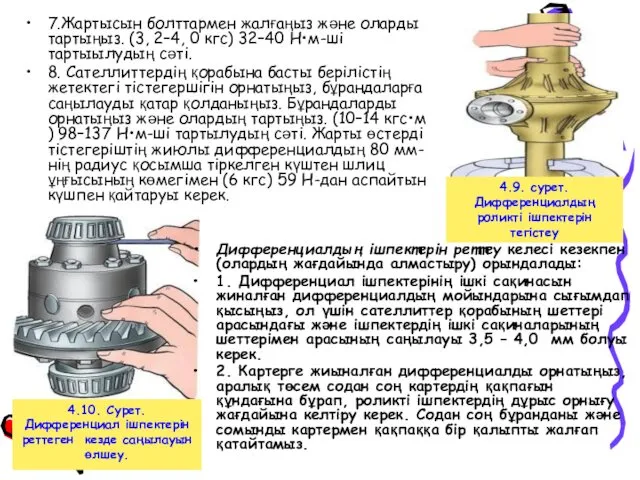
- 47. 7.Жартысын болттармен жалғаңыз және оларды тартыңыз. (3, 2–4, 0 кгс) 32–40 Н•м-шi тартыылудың сәтi. 8. Сателлиттердің
- 48. 3. Болтты қайта бұрыңыз, қақпақты ақырын түсiрiңiз, картерден дифференциалды суырып алыңыз және сүңгiмен саңылауды өлшеңiз А
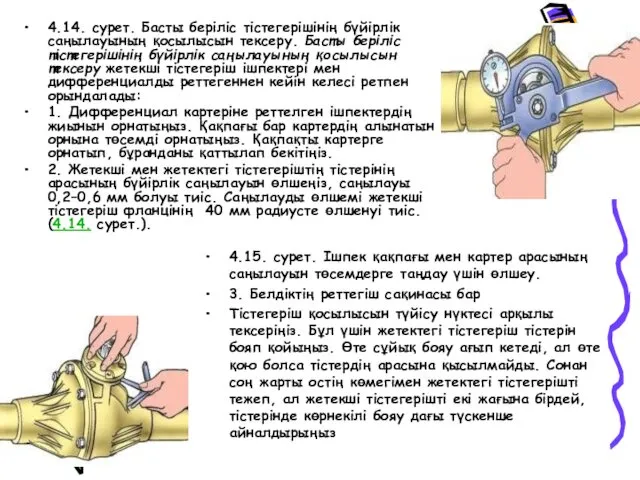
- 49. 4.14. сурет. Басты беріліс тістегерішінің бүйірлік саңылауының қосылысын тексеру. Басты беріліс тістегерішінің бүйірлік саңылауының қосылысын тексеру
- 50. .16. сурет. Басты беріліс тістегерішінің түйісу дақтары: I – алдыңғы жүріс жағы; II – артқы жүріс
- 51. «MITSUBISHI SPORT MONTERO» жеңіл автокөлігінің салқындату жүйесі бөлшектерінің материалы және технологиялық қасиеттері.
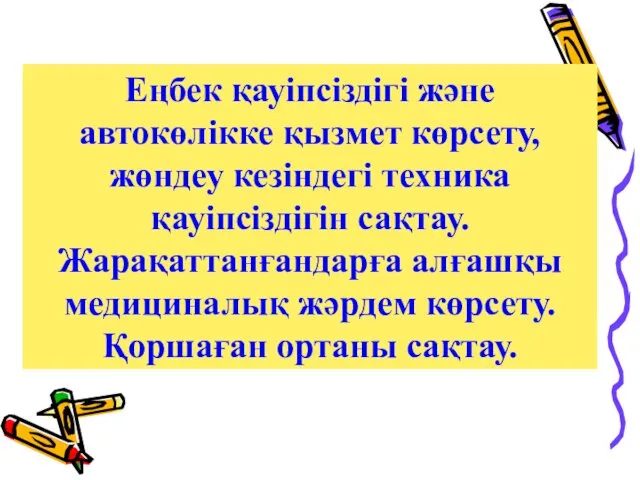
- 52. Болат өндірісі. Болат – бұл құрамында кремний , марганец, фосфор және күкірттің аздаған мөлшері бар темірдің
- 53. Шойын - бұл темірдің көміртегімен, кремниймен, марганецпен, фосформен және күкіртпен қорытпасы, яғни Fe-C-Si-Mn-P-S. Шойындағы көміртегінің мөлшері
- 54. Сұр шойыннан: цилиндрлер блогын, піспекті сақиналар, сермер (маховик), ілінісудің жетекші дискілерін, беріліс қорабын картерін, цилиндрлер блогының
- 55. Каучук және резеңке материалдар. Каучуктар табиғи және синтездік болып бөлінеді. Табиғи каучук көксағыз, таусағыз сияқты кейбір
- 56. Трансмиссиялық майлар. Трансмиссиялық майлар механикалық, гидромеханикалық және гидрокөлемдік майлау үшін арналған. Майдың құрамы мен қасиеті трансмиссияның
- 57. Баббит – үйкеліске төзімді қорытпа, қозғағыштық сырғанау ішпегінде қолданылады; оның негізі: қалайы, қорғасын, мыс,мырыш, алюминий. Баббит
- 58. Еңбек қауіпсіздігі және автокөлікке қызмет көрсету, жөндеу кезіндегі техника қауіпсіздігін сақтау. Жарақаттанғандарға алғашқы медициналық жәрдем көрсету.
- 60. Еңбеккерлердің еңбегін қорғауға барынша көңіл бөлу керек, оған қаржы аямауға тиіс. Техника қауіпсіздігінің мақсаты - жұмыстың
- 61. Еңбеккерлердің жағдайын реттеу үшін жұмысшымен кәсіпорын арасында келісім шартқа отырады – бұл келісім шартта еңбектің барлық
- 63. Нұсқау және қауіпсіздік техниканы оқыту Өндіріс орындарында қауіпсіздік техника, өндірістік санитария және өрт қаіпсіздігі жөніндегі шараларды,
- 64. Еңбек гигиенасы – өндірісте технологиялық процестері бірқатар кәсіптік зияндылықтармен, шаң-тозаң мен газдың, жөндеу шеберханаларда шудың немесе
- 65. Қайталау нұсқау үш айда бір рет қайталап өткізеді. Қайта өткізген кезде жіберілген кемшіліктерге толық талдау жасап,
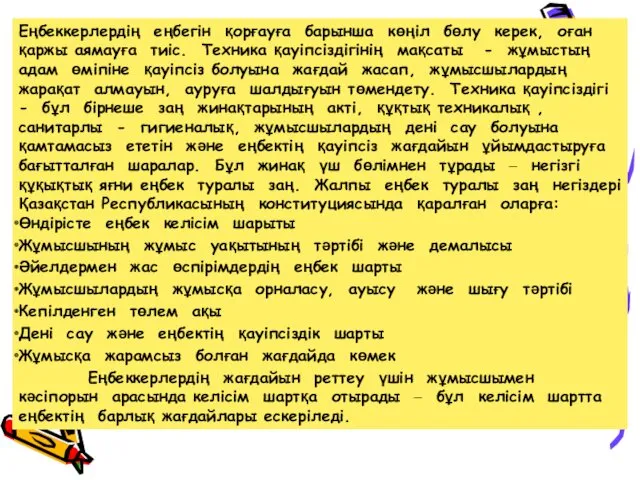
- 66. Жазатайым жағдайда зардап шеккендерге дәрігер келгенге дейінгі алғашқы көмек көрсету. Кәсіпорынның әрбір жұмысшысы улы булар мен
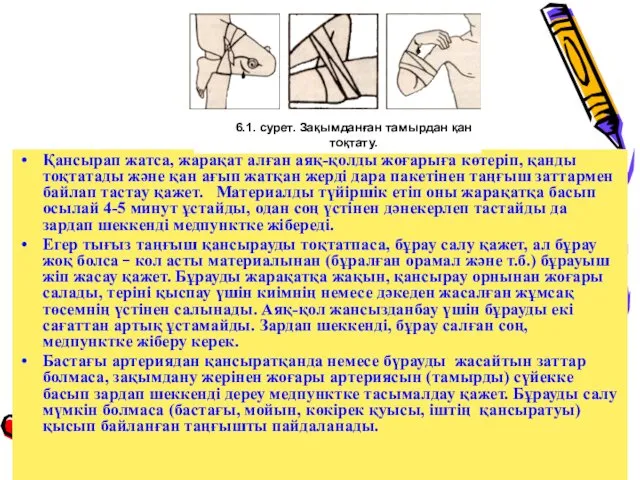
- 67. Қансырап жатса, жарақат алған аяқ-қолды жоғарыға көтеріп, қанды тоқтатады және қан ағып жатқан жерді дара пакетінен
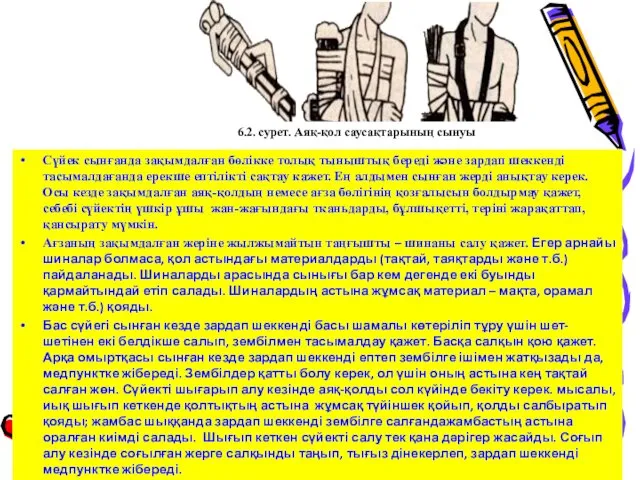
- 68. Сүйек сынғанда зақымдалған бөлікке толық тыныштық береді және зардап шеккенді тасымалдағанда ерекше ептілікті сақтау кажет. Ең
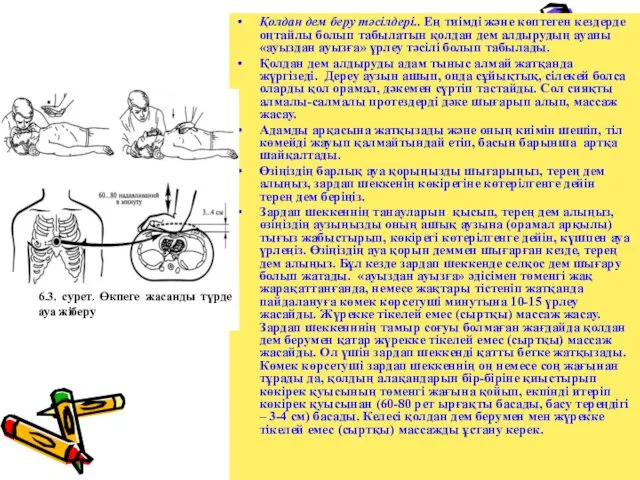
- 69. Қолдан дем беру тәсілдері.. Ең тиімді және көптеген кездерде оңтайлы болып табылатын қолдан дем алдырудың ауаны
- 70. Қошаған ортаны қорғау. Берілген заңда келесі терминдер мен ұғымдар пайдаланады: – қоршаған орта – табиғи объектілердің,
- 71. ЭКОНОМИКАЛЫҚ БӨЛІМ «Мемлекеттің монетарлық саясаты»
- 72. Мемлекеттің фискалдық саясатымен оның монетарлық саясаты тығыз байланысты. Егер фискалдық саясаттың жаратылысының мәні қаржылық-бюджеттік болса, онда
- 73. Мемлекеттік монетарлық саясаттың құрамдас бөлігі және сонымен бірге құралы ретінде қайта қаржыландыру саясаты, ашық рыноктағы операциялар,
- 75. Скачать презентацию

«MITSUBISHI PAJERO SPORT»
жеңіл
автокөлігінің даму тарихы
«MITSUBISHI PAJERO SPORT»
жеңіл
автокөлігінің даму тарихы

Mitsubishi жапон автокөлігінің шығу тарихы олардың алғашқы машиналары пайда болмай тұрып
Mitsubishi жапон автокөлігінің шығу тарихы олардың алғашқы машиналары пайда болмай тұрып

1917 жылы осыған қарамастан mitsubishi алғашқы автокөлігін құрастырды. Ол Model A
1917 жылы осыған қарамастан mitsubishi алғашқы автокөлігін құрастырды. Ол Model A
1934 жылы дизельдік отынмен жұмыс істейтін BD43 және BD46 автобустары және
1934 жылы дизельдік отынмен жұмыс істейтін BD43 және BD46 автобустары және
Талқандалған және оккупацияланған елдің экономикасы бірінші орынға автокөліктердің мықтылығы мен отын
Талқандалған және оккупацияланған елдің экономикасы бірінші орынға автокөліктердің мықтылығы мен отын
1951 жылы жүк автокөліктерінің жаңа түрлері шығарылды. Т31 жүк автокөлігі шассидің
1951 жылы жүк автокөліктерінің жаңа түрлері шығарылды. Т31 жүк автокөлігі шассидің

1960 жылы Mitsubishi арзан бағада Mitsubishi 500 седанын шығарды. Бұл көлік
1960 жылы Mitsubishi арзан бағада Mitsubishi 500 седанын шығарды. Бұл көлік
1968 жылы алты жүз килограммдық Delica пикапы және жылдамдығы 140 км/сағ
1968 жылы алты жүз килограммдық Delica пикапы және жылдамдығы 140 км/сағ
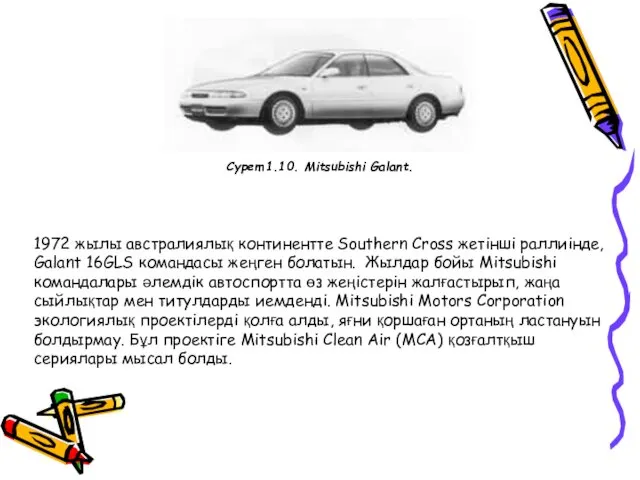
1972 жылы австралиялық континентте Southern Cross жетінші раллиінде, Galant 16GLS командасы
1972 жылы австралиялық континентте Southern Cross жетінші раллиінде, Galant 16GLS командасы
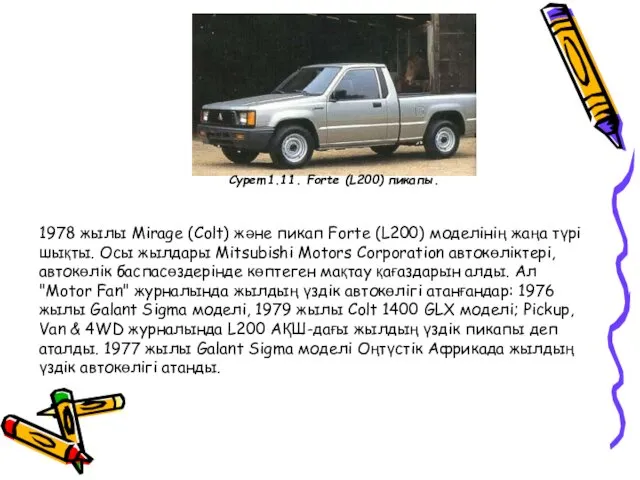
1978 жылы Mirage (Colt) және пикап Forte (L200) моделінің жаңа түрі
1978 жылы Mirage (Colt) және пикап Forte (L200) моделінің жаңа түрі
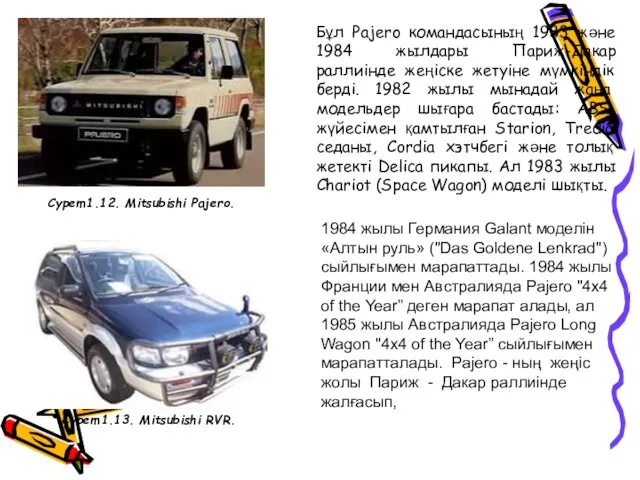
Бұл Pajero командасының 1983 және 1984 жылдары Париж-Дакар раллиінде жеңіске жетуіне
Бұл Pajero командасының 1983 және 1984 жылдары Париж-Дакар раллиінде жеңіске жетуіне

1989 жылы бұл өндіріс орны америка тұтынушыларына арнайы жасалған жаңа Eclipse
1989 жылы бұл өндіріс орны америка тұтынушыларына арнайы жасалған жаңа Eclipse
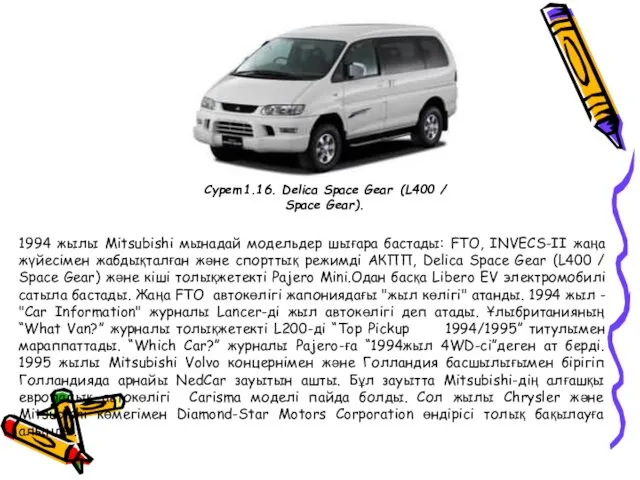
1994 жылы Mitsubishi мынадай модельдер шығара бастады: FTO, INVECS-II жаңа жүйесімен
1994 жылы Mitsubishi мынадай модельдер шығара бастады: FTO, INVECS-II жаңа жүйесімен
Англияның "Car" журналы GDI технологиясын «Дизайн және технология» сыйлығы деп атады.
Англияның "Car" журналы GDI технологиясын «Дизайн және технология» сыйлығы деп атады.
2000 жылы бекітілген стратегиялық альянс Mitsubishi және DaimlerChrysler автокөлік құрастыру әлемінде
2000 жылы бекітілген стратегиялық альянс Mitsubishi және DaimlerChrysler автокөлік құрастыру әлемінде

Бірінші Mitsubishi Montero Sport автомобилі жапонияда 1996 жылы шығарылып, 1997 жылы
Бірінші Mitsubishi Montero Sport автомобилі жапонияда 1996 жылы шығарылып, 1997 жылы
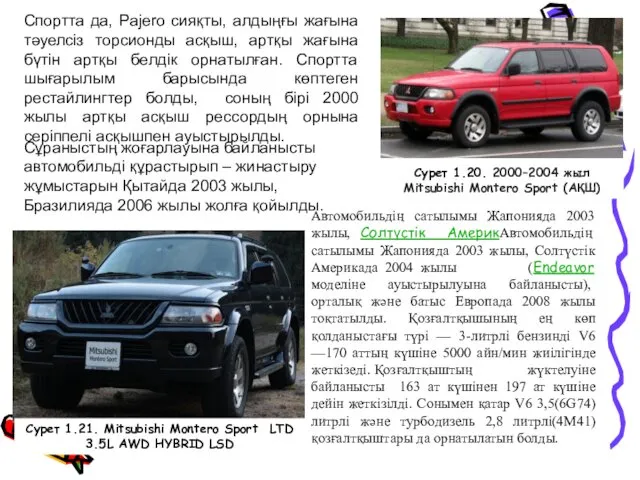
Спортта да, Pajero сияқты, алдыңғы жағына тәуелсіз торсионды асқыш, артқы жағына
Спортта да, Pajero сияқты, алдыңғы жағына тәуелсіз торсионды асқыш, артқы жағына
Әлемнің көп бөлігінде Pajero Sport Part-time(өсаралық дифференциалсыз) типті үлестіргіш қорабымен сатылымда
Әлемнің көп бөлігінде Pajero Sport Part-time(өсаралық дифференциалсыз) типті үлестіргіш қорабымен сатылымда

«MITSUBISHI PAJERO SPORT» жеңіл автокөлігі алдыңғы жетекші белдігінің құрылысы, классификациясы, қызметі
«MITSUBISHI PAJERO SPORT» жеңіл автокөлігі алдыңғы жетекші белдігінің құрылысы, классификациясы, қызметі
Mitsubishi Pajero Sport автокөлігінің жетекші белдігі, ішінде басты беріліс, дифференциал және
Mitsubishi Pajero Sport автокөлігінің жетекші белдігі, ішінде басты беріліс, дифференциал және
Дифференциал бұралу моментін жетекші доңғалақтарға таратып, оң және сол жағындағы доңғалақтардың,
Дифференциал бұралу моментін жетекші доңғалақтарға таратып, оң және сол жағындағы доңғалақтардың,
Басты берілістің жетекші тістегерішінен бұралу моменті жетектегі дөңгелек пен дифференциал қорабына,
Басты берілістің жетекші тістегерішінен бұралу моменті жетектегі дөңгелек пен дифференциал қорабына,
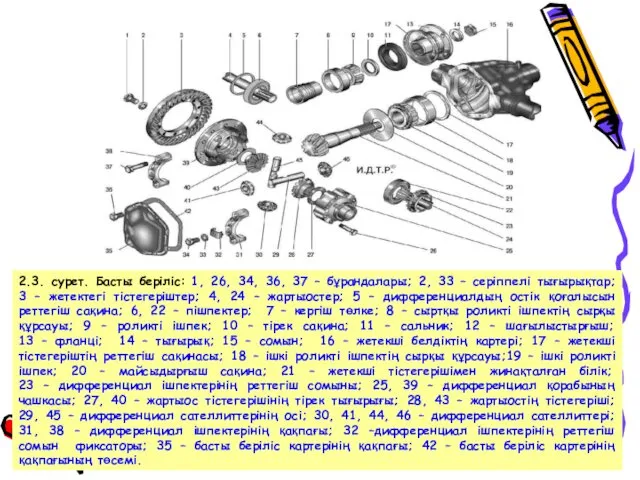
2.3. сурет. Басты беріліс: 1, 26, 34, 36, 37 – бұрандалары;
2.3. сурет. Басты беріліс: 1, 26, 34, 36, 37 – бұрандалары;
Дифференциал былай жұмыс істейді. Автокөліктің түзу тік жолмен қозғалыс кезіндегі
Дифференциал былай жұмыс істейді. Автокөліктің түзу тік жолмен қозғалыс кезіндегі
Жарты остер дифференциалдан берілген бұрылу моментін жетекші дөңгелектерге жеткізу үшін орнатылады.
Жарты остер дифференциалдан берілген бұрылу моментін жетекші дөңгелектерге жеткізу үшін орнатылады.
Техникалық қызмет көрсету түрлері, «MITSUBISHI PAJERO SPORT» жеңіл автокөлігі алдыңғы жетекші
Техникалық қызмет көрсету түрлері, «MITSUBISHI PAJERO SPORT» жеңіл автокөлігі алдыңғы жетекші
Техникалық қызмет көрсету (ТҚК) жоспарлы түрде жылжымалы құрамның белгілі жүріс ұзақтығынан
Техникалық қызмет көрсету (ТҚК) жоспарлы түрде жылжымалы құрамның белгілі жүріс ұзақтығынан
ТҚК-2 кезінде ТҚК-1 қарастырылған барлық жұмыстарды және қосымша бақылау-реттеу жұмыстарын орындайды.
ТҚК-2 кезінде ТҚК-1 қарастырылған барлық жұмыстарды және қосымша бақылау-реттеу жұмыстарын орындайды.
Алдыңғы жетекші белдікке техникалық қызмет көрсету. Алдыңғы белдікке техникалық қызмет көрсету
Алдыңғы жетекші белдікке техникалық қызмет көрсету. Алдыңғы белдікке техникалық қызмет көрсету
Алдыңғы жетекші белдікке техникалық қызмет көрсету. Алдыңғы белдікке техникалық қызмет көрсету
Алдыңғы жетекші белдікке техникалық қызмет көрсету. Алдыңғы белдікке техникалық қызмет көрсету
Жетекші тістегеріш білігінің ішпектерінің тартылуын тексеру.
Жетекші тітегеріш білігінің осьтік люфті
Жетекші тістегеріш білігінің ішпектерінің тартылуын тексеру.
Жетекші тітегеріш білігінің осьтік люфті
Ішпектердің тартымын тексеру. Ішпектердегі тартылу жетекші шестерня білігінің айналу кедергісінің сәті
Ішпектердің тартымын тексеру. Ішпектердегі тартылу жетекші шестерня білігінің айналу кедергісінің сәті
Бөлшектердің техникалық жағдайын анықтау. Алдыңғы белдіктің бөлшектерінің техникалық жағдайын анықтау беріліс
Бөлшектердің техникалық жағдайын анықтау. Алдыңғы белдіктің бөлшектерінің техникалық жағдайын анықтау беріліс
Mitsubishi Pajero Sport автомобилінің Спайсер артқы белдігінің доңғалақ күпшегін реттеу.
Ішпекті реттеуді
Mitsubishi Pajero Sport автомобилінің Спайсер артқы белдігінің доңғалақ күпшегін реттеу. Ішпекті реттеуді

Жөндеу түрлері, «MITSUBISHI SPORT MONTERO» жеңіл автокөлігінің салқындату жүйесі бөлшектерінің
Жөндеу түрлері, «MITSUBISHI SPORT MONTERO» жеңіл автокөлігінің салқындату жүйесі бөлшектерінің

Автомобильді жөндеудіің екі әдісі бар: жеке және агрегатты. Жеке әдіспен жөндеу
Автомобильді жөндеудіің екі әдісі бар: жеке және агрегатты. Жеке әдіспен жөндеу
Жөндеумен автомобильдік көліктің жылжымалы құрамының жұмысқа қабілеттелігін қалпына келтіріледі және баптайды,
Жөндеумен автомобильдік көліктің жылжымалы құрамының жұмысқа қабілеттелігін қалпына келтіріледі және баптайды,
Салқындату жүйесінің р а д и а т о р
Салқындату жүйесінің р а д и а т о р

Артқы білдіктің бөлшектеп жөндеу.
Көпiрдiң бөлшектелуiн келесi кезекпен өндiрiңiз:
1. Көпірді стендке орнатыңыз
Артқы білдіктің бөлшектеп жөндеу.
Көпiрдiң бөлшектелуiн келесi кезекпен өндiрiңiз:
1. Көпірді стендке орнатыңыз

6. Дифференциалды бөлшектеп алыңыз келесi кезекпен:
– сателлиттер қорабындағы жетектегi тiстегерштiң бекiтуiнiң
6. Дифференциалды бөлшектеп алыңыз келесi кезекпен:
– сателлиттер қорабындағы жетектегi тiстегерштiң бекiтуiнiң
Көпiрдiң бөлшектеуiнiң жанында iшкi және дифференциалдың iшпектерi сыртқы сақина және жетекшi
Көпiрдiң бөлшектеуiнiң жанында iшкi және дифференциалдың iшпектерi сыртқы сақина және жетекшi

Чашкадан дифференциал ішпегінің ішкі құрсауын шығарып, ішкі және сыртқы жұлдызшаларды суырып
Чашкадан дифференциал ішпегінің ішкі құрсауын шығарып, ішкі және сыртқы жұлдызшаларды суырып
7.Жартысын болттармен жалғаңыз және оларды тартыңыз. (3, 2–4, 0 кгс) 32–40
7.Жартысын болттармен жалғаңыз және оларды тартыңыз. (3, 2–4, 0 кгс) 32–40

3. Болтты қайта бұрыңыз, қақпақты ақырын түсiрiңiз, картерден дифференциалды суырып алыңыз
3. Болтты қайта бұрыңыз, қақпақты ақырын түсiрiңiз, картерден дифференциалды суырып алыңыз
4.14. сурет. Басты беріліс тістегерішінің бүйірлік саңылауының қосылысын тексеру. Басты беріліс
4.14. сурет. Басты беріліс тістегерішінің бүйірлік саңылауының қосылысын тексеру. Басты беріліс

.16. сурет. Басты беріліс тістегерішінің түйісу дақтары:
I – алдыңғы жүріс
.16. сурет. Басты беріліс тістегерішінің түйісу дақтары:
I – алдыңғы жүріс

«MITSUBISHI SPORT MONTERO» жеңіл автокөлігінің салқындату жүйесі бөлшектерінің материалы және технологиялық
«MITSUBISHI SPORT MONTERO» жеңіл автокөлігінің салқындату жүйесі бөлшектерінің материалы және технологиялық
Болат өндірісі. Болат – бұл құрамында кремний , марганец, фосфор және
Болат өндірісі. Болат – бұл құрамында кремний , марганец, фосфор және
Шойын - бұл темірдің көміртегімен, кремниймен, марганецпен, фосформен және күкіртпен қорытпасы,
Шойын - бұл темірдің көміртегімен, кремниймен, марганецпен, фосформен және күкіртпен қорытпасы,
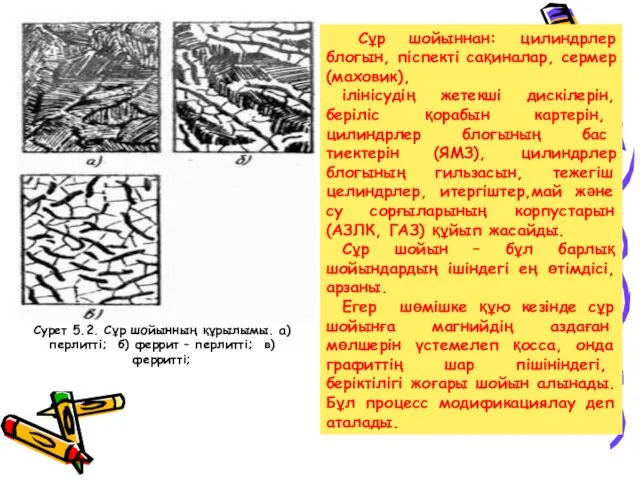
Сұр шойыннан: цилиндрлер блогын, піспекті сақиналар, сермер (маховик),
ілінісудің жетекші дискілерін,
Сұр шойыннан: цилиндрлер блогын, піспекті сақиналар, сермер (маховик),
ілінісудің жетекші дискілерін,
Каучук және резеңке материалдар. Каучуктар табиғи және синтездік болып бөлінеді. Табиғи
Каучук және резеңке материалдар. Каучуктар табиғи және синтездік болып бөлінеді. Табиғи
Трансмиссиялық майлар. Трансмиссиялық майлар механикалық, гидромеханикалық және гидрокөлемдік майлау үшін
Трансмиссиялық майлар. Трансмиссиялық майлар механикалық, гидромеханикалық және гидрокөлемдік майлау үшін
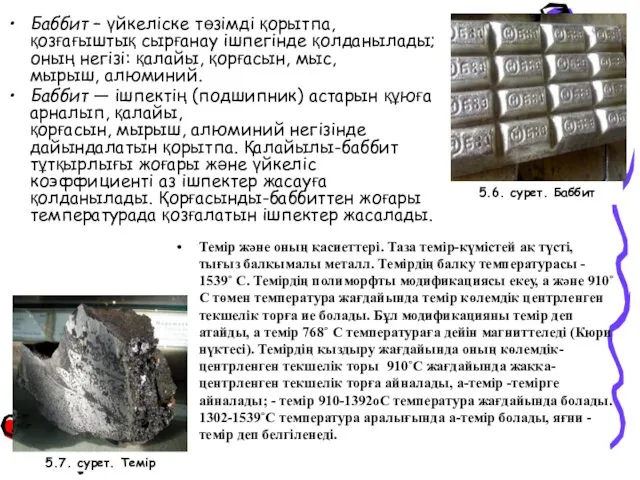
Баббит – үйкеліске төзімді қорытпа, қозғағыштық сырғанау ішпегінде қолданылады; оның негізі: қалайы, қорғасын, мыс,мырыш, алюминий.
Баббит — ішпектің
Баббит – үйкеліске төзімді қорытпа, қозғағыштық сырғанау ішпегінде қолданылады; оның негізі: қалайы, қорғасын, мыс,мырыш, алюминий.
Баббит — ішпектің
Еңбек қауіпсіздігі және автокөлікке қызмет көрсету, жөндеу кезіндегі техника қауіпсіздігін сақтау.
Еңбек қауіпсіздігі және автокөлікке қызмет көрсету, жөндеу кезіндегі техника қауіпсіздігін сақтау.
Еңбеккерлердің еңбегін қорғауға барынша көңіл бөлу керек, оған қаржы аямауға тиіс.
Еңбеккерлердің еңбегін қорғауға барынша көңіл бөлу керек, оған қаржы аямауға тиіс.
Еңбеккерлердің жағдайын реттеу үшін жұмысшымен кәсіпорын арасында келісім шартқа отырады
Еңбеккерлердің жағдайын реттеу үшін жұмысшымен кәсіпорын арасында келісім шартқа отырады

Нұсқау және қауіпсіздік техниканы оқыту
Өндіріс орындарында қауіпсіздік техника, өндірістік санитария
Нұсқау және қауіпсіздік техниканы оқыту
Өндіріс орындарында қауіпсіздік техника, өндірістік санитария
Еңбек гигиенасы – өндірісте технологиялық процестері бірқатар кәсіптік зияндылықтармен, шаң-тозаң
Еңбек гигиенасы – өндірісте технологиялық процестері бірқатар кәсіптік зияндылықтармен, шаң-тозаң
Қайталау нұсқау үш айда бір рет қайталап өткізеді. Қайта өткізген
Қайталау нұсқау үш айда бір рет қайталап өткізеді. Қайта өткізген
Жазатайым жағдайда зардап шеккендерге дәрігер келгенге дейінгі алғашқы көмек көрсету. Кәсіпорынның
Жазатайым жағдайда зардап шеккендерге дәрігер келгенге дейінгі алғашқы көмек көрсету. Кәсіпорынның
Қансырап жатса, жарақат алған аяқ-қолды жоғарыға көтеріп, қанды тоқтатады және қан
Қансырап жатса, жарақат алған аяқ-қолды жоғарыға көтеріп, қанды тоқтатады және қан
Сүйек сынғанда зақымдалған бөлікке толық тыныштық береді және зардап шеккенді тасымалдағанда
Сүйек сынғанда зақымдалған бөлікке толық тыныштық береді және зардап шеккенді тасымалдағанда
Қолдан дем беру тәсілдері.. Ең тиімді және көптеген кездерде оңтайлы болып
Қолдан дем беру тәсілдері.. Ең тиімді және көптеген кездерде оңтайлы болып
Қошаған ортаны қорғау.
Берілген заңда келесі терминдер мен ұғымдар пайдаланады:
–
Қошаған ортаны қорғау.
Берілген заңда келесі терминдер мен ұғымдар пайдаланады:
–
ЭКОНОМИКАЛЫҚ БӨЛІМ
«Мемлекеттің монетарлық саясаты»
ЭКОНОМИКАЛЫҚ БӨЛІМ
«Мемлекеттің монетарлық саясаты»
Мемлекеттің фискалдық саясатымен оның монетарлық саясаты тығыз байланысты. Егер фискалдық саясаттың
Мемлекеттің фискалдық саясатымен оның монетарлық саясаты тығыз байланысты. Егер фискалдық саясаттың
Мемлекеттік монетарлық саясаттың құрамдас бөлігі және сонымен бірге құралы ретінде қайта
Мемлекеттік монетарлық саясаттың құрамдас бөлігі және сонымен бірге құралы ретінде қайта
 Приемники излучения
Приемники излучения Презентация для урока по теме Изопроцессы в газах
Презентация для урока по теме Изопроцессы в газах Механічні та електромагнітні хвилі
Механічні та електромагнітні хвилі Механические волны
Механические волны Презентация по физике в 7 классе передача давления жидкостям и газам. Закон Паскаля
Презентация по физике в 7 классе передача давления жидкостям и газам. Закон Паскаля Молекулярно-кинетическая теория газов. (Лекция 2)
Молекулярно-кинетическая теория газов. (Лекция 2) Художественная обработка металла – пропильной металл
Художественная обработка металла – пропильной металл Физико-химические методы анализа
Физико-химические методы анализа Влажный воздух. I закон термодинамики для потока. Истечение газов и паров
Влажный воздух. I закон термодинамики для потока. Истечение газов и паров Energy and power, solar astronomy. (Lecture 4)
Energy and power, solar astronomy. (Lecture 4) Тест по теме Ядерный реактор 11 класс
Тест по теме Ядерный реактор 11 класс Презентация Звук
Презентация Звук Упругие и электромагнитные волны
Упругие и электромагнитные волны Виды передач в робототехнике
Виды передач в робототехнике Исследование химического состава методом микрорентгеноспектрального анализа
Исследование химического состава методом микрорентгеноспектрального анализа Волны де Бройля. Опыт Дэвиссона
Волны де Бройля. Опыт Дэвиссона Оптические методы анализа. Электрохимические методы анализа. Хроматографические методы анализа
Оптические методы анализа. Электрохимические методы анализа. Хроматографические методы анализа Горение электрической дуги
Горение электрической дуги Кинематика абсолютно твердого тела
Кинематика абсолютно твердого тела Жас физик
Жас физик Физический десант
Физический десант Динамика – законы Ньютона
Динамика – законы Ньютона Допуски и посадки. Взаимозаменяемость
Допуски и посадки. Взаимозаменяемость Физические величины. Измерение Физических величин
Физические величины. Измерение Физических величин Модельдеу танымның әмбебап формасы ретінде қызметтің
Модельдеу танымның әмбебап формасы ретінде қызметтің Швартовные операции. Швартовка к причалу
Швартовные операции. Швартовка к причалу Reassessment of nuclear power safety
Reassessment of nuclear power safety Природа света. Линзы
Природа света. Линзы