Слайд 2
Слайд 3
Ремонт цилиндровых втулок и их уплотнение в блоке. Инструменты и приспособления.
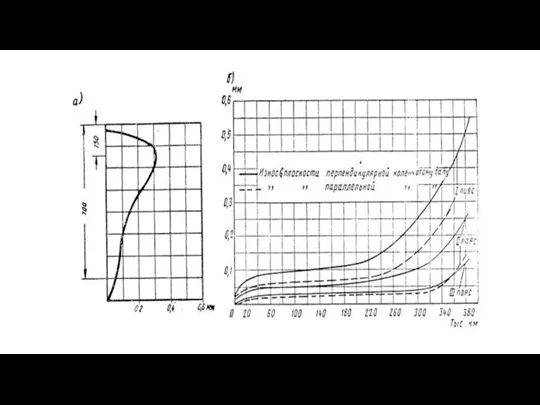
При текущем ремонте риски, забоины и мелкие задиры без следов подплавления металла зачищают специально обученные люди . Допускается оставлять втулки для дальнейшей работы, имеющие мелкие задиры и риски общей площадью не более 50 см2, глубиной до 0,5 мм у а также утонение стенки от кавитационных явлений на половину толщины. Наработок в верхней части, образующийся в месте расположения верхнего уплотняющего кольца, устраняется зачисткой до плавного перехода.
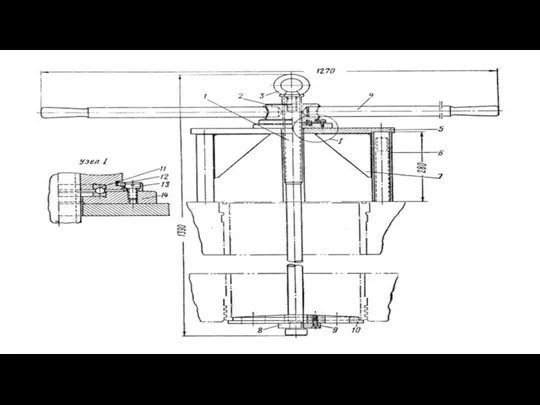
Выпрессовка втулок из блока в случае замены осуществляется при помощи приспособления, представленного на рис. 34. Приспособление состоит из крестообразной плиты 5 с приваренными к ней четырьмя трубками 6, укреплёнными косынками 7. На плиту укладывают диск 14, в который вмонтирован шариковый подшипник 11. На шариковый подшипник опирается гайка 2 с приваренными к ней двумя рукоятками 4. Гайка удерживается от вертикального перемещения полукольцами 12, прикреплёнными к диску шестью винтами 13. В гайку ввёртывают длинный винт 1, в верхнем конце которого имеется рым 3, а в нижнем - выступ. В выступ упирается шайба 8, поворачивающаяся вокруг винта 9. При вращении гайки 2 винт 1 получает вертикальное перемещение, выжимая втулку при помощи шайбы 8 и диска 10.
Слайд 4
Слайд 5
Втулку, вынутую из блока, очищают от накипи и нагара и хранят
во избежание деформации в вертикальном положении.
Перед постановкой втулки в блок производится измерение диаметра внутренней поверхности при помощи индикаторного нутромера. Измеряются направляющие поверхности в блоке и у втулки. Овальность поверхности в блоке более 0,15 устраняется шабровкой. Местное увеличение зазора между цилиндровой втулкой и блоком при заводском ремонте допускается не более 0,25 мм, а при текущем - не более 0,35 мм. Допускается опиливание верхнего направляющего пояса втулки при зажиме её в блоке вследствие овальности.
Слайд 6
Слайд 7
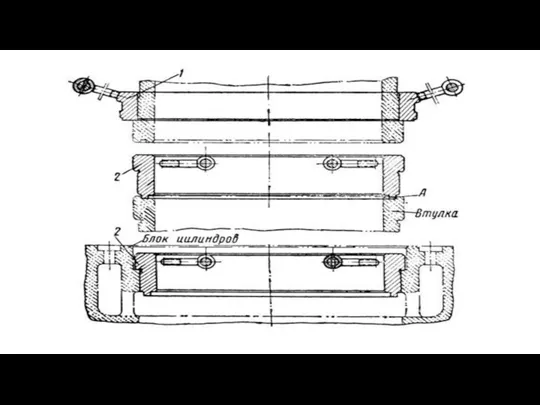
Для запрессовки втулок используют приспособление, изображённое на рис. 36. Запрессовка осуществляется
винтом 5, ввёртываемым в плиту 4, усиленную втулкой 3 и рёбрами 2. Плиту надевают на две шпильки цилиндрового блока. Винт нажимает на втулку через фланец 10, сваренный для получения жёсткости со стержнем 7, рёбрами 9, бобышками 8 и направляющими планками 11, которые вставляются в углубление для клапанов. Винт вращается рукояткой 1, снабжённой упорными кольцами 6. Овальность рабочей части втулки при выпуске из большого периодического и подъёмочного ремонта допускается не более 0,42 мм. Овальность и конусность рабочей поверхности новой втулки до постановки в блок должны составлять не более 0,04 мм, а после постановки - не более 0,08 мм, что объясняется деформацией втулки при запрессовке.

 Автоколебания. Генератор незатухающих электромагнитных колебаний
Автоколебания. Генератор незатухающих электромагнитных колебаний Електротехніка (Лекція 6. Частина 2)
Електротехніка (Лекція 6. Частина 2) Методи та системи неруйнівного контролю
Методи та системи неруйнівного контролю Современные типы космических двигателей
Современные типы космических двигателей Кинематика материальной точки и поступательного движения твердого тела
Кинематика материальной точки и поступательного движения твердого тела Релейная защита и автоматика
Релейная защита и автоматика Плоская система сходящихся сил. Техническая механика
Плоская система сходящихся сил. Техническая механика Раздел 4. Управление колебаниями. Импульсная модуляция
Раздел 4. Управление колебаниями. Импульсная модуляция Обобщение и уточнение Ньютоном законов Кеплера
Обобщение и уточнение Ньютоном законов Кеплера Эксплуатация оборудования для ТО и ТР приборов дизельных систем питания автомобиля (урок 19)
Эксплуатация оборудования для ТО и ТР приборов дизельных систем питания автомобиля (урок 19) Динамика кулисного механизма
Динамика кулисного механизма Техническая диагностика машин. Диагностирование дизельных двигателей
Техническая диагностика машин. Диагностирование дизельных двигателей Применение современных образовательных технологий в обучении физике учащихся с ограниченными возможностями здоровья.
Применение современных образовательных технологий в обучении физике учащихся с ограниченными возможностями здоровья. Зависимость скорости испарения воды от площади поверхности и от ветра. Экспериментальная работа по физике
Зависимость скорости испарения воды от площади поверхности и от ветра. Экспериментальная работа по физике Flexible pipelines
Flexible pipelines Научно-исследовательская работа Холодильник в дорогу. Способ поддержания определенной температуры хранения вне холодильника
Научно-исследовательская работа Холодильник в дорогу. Способ поддержания определенной температуры хранения вне холодильника Реостаты. Последовательное соединение проводников. Параллельное соединение проводников
Реостаты. Последовательное соединение проводников. Параллельное соединение проводников Линзы. Оптические приборы
Линзы. Оптические приборы Физика плазмы
Физика плазмы Влияние груза на посадку и остойчивость
Влияние груза на посадку и остойчивость Расчет установившихся режимов простейших электрических сетей. (Глава 6)
Расчет установившихся режимов простейших электрических сетей. (Глава 6) Презентация к уроку по теме Кристаллы (10класс).
Презентация к уроку по теме Кристаллы (10класс). Фізика в сучасному житті людини
Фізика в сучасному житті людини Электродинамика курсындағы қолданбалы материалдар
Электродинамика курсындағы қолданбалы материалдар Механикалық гармониялық тербелістер. Өшетін тербелістер. Еріксіз тербелістер. Толқындар
Механикалық гармониялық тербелістер. Өшетін тербелістер. Еріксіз тербелістер. Толқындар Основы физики атома. Теория атома водорода по Бору
Основы физики атома. Теория атома водорода по Бору Магнитооптические материалы. Магнитооптические эффекты
Магнитооптические материалы. Магнитооптические эффекты Газовые законы. Решение графических задач на газовые законы
Газовые законы. Решение графических задач на газовые законы