- Неразъемные соединения

Содержание
- 2. Неразъемные соединения – соединения двух или нескольких деталей, которые нельзя разъединить без их разрушения или без
- 3. Неразъемное соединение в общем сборочном чертеже штрихуется как монолит, с проведением линий разъема между деталями. К
- 4. Сварное соединение - комплекс деталей, соединенных с помощью сварного шва
- 5. Сварка - неразъемное соединение, получаемое посредством установления межатомных связей между соединяемыми деталями при их нагревании и
- 6. Остальные методы являются их разновидностями или комбинациями. В промышленности внедряются новые способы сварки: диффузионная сварка в
- 7. При сварке плавлением (нагревании) поверхности кромок свариваемых деталей плавятся одновременно с присадочным материалом, вводимым в зону
- 8. Сварка давлением осуществляется специальными машинами, ручными или автоматическими, с помощью которых на предварительно нагретые поверхности свариваемых
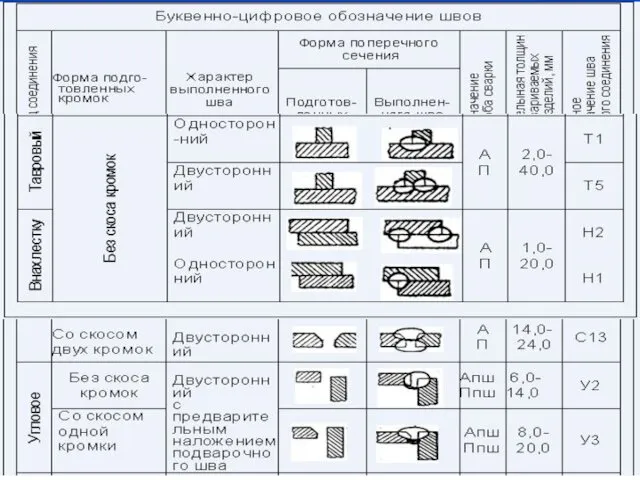
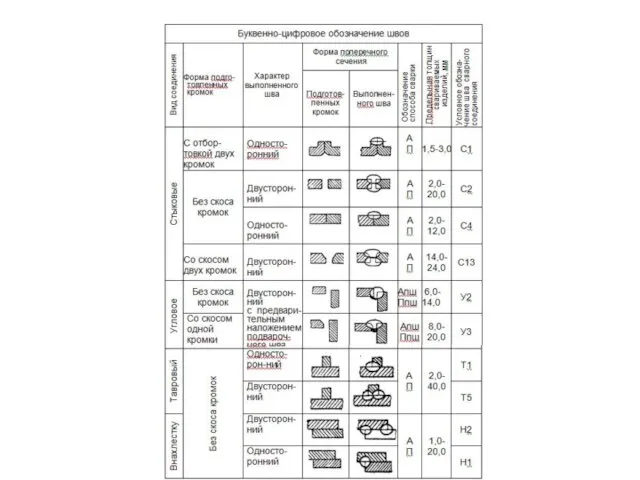
- 9. Сварные соединения различают: 1) по виду сварки (ПО ГОСТУ) 2) по способу механизации (обозначение буквенное): сварка
- 10. 4) по виду подготовки кромок свариваемых деталей (обозначение цифровое): со скосом одной кромки; со скосом двух
- 11. Вид основных типов сварных соединений Сварка коллектора
- 12. Виды сварных швов в зависимости от степени заполнения металлом их сечений и от их расположения по
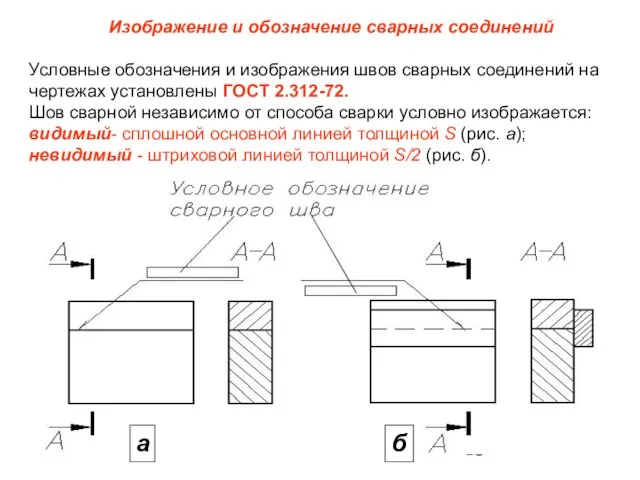
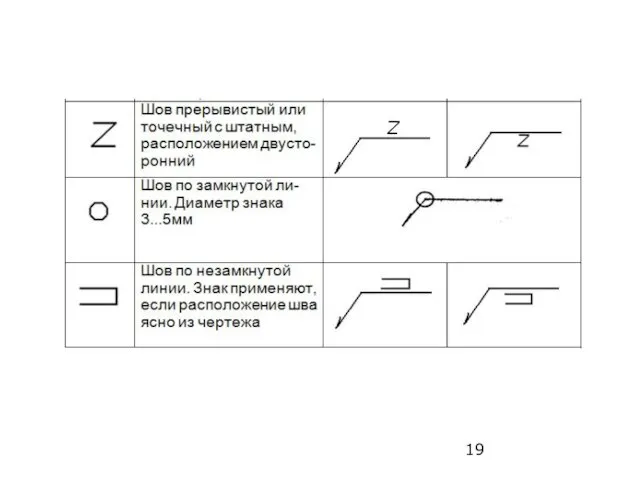
- 15. а б Изображение и обозначение сварных соединений Условные обозначения и изображения швов сварных соединений на чертежах
- 17. Схема структуры условного обозначения стандартного сварного шва или одиночной сварной точки. 1 - Обозначение стандарта на
- 20. Соединения клёпаные Соединения заклепками применяют для деталей несвариваемых, а также не допускающих нагрева материалов. в самых
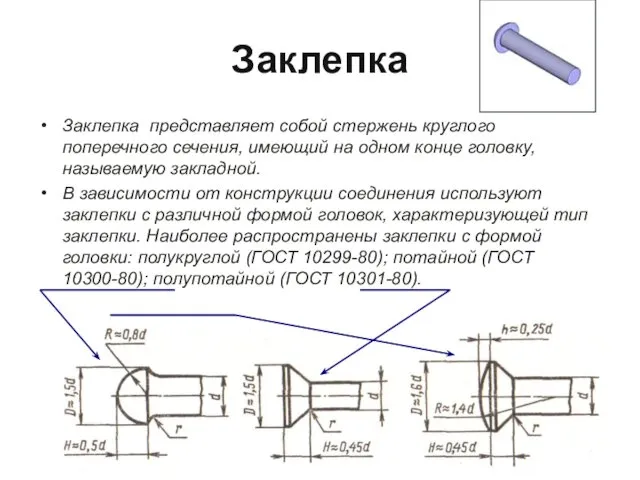
- 21. Заклепка Заклепка представляет собой стержень круглого поперечного сечения, имеющий на одном конце головку, называемую закладной. В
- 22. С помощью заклепок образуется неразъемное соединение листов и фасонных прокатных профилей. Заклепки устанавливают в просверленные или
- 23. В условном обозначении заклепок на чертежах указывают: слово «Заклепка»; диаметр стержня, мм; длину стержня, мм; группу
- 24. Условное изображение соединений, получаемых клёпкой
- 26. Скачать презентацию
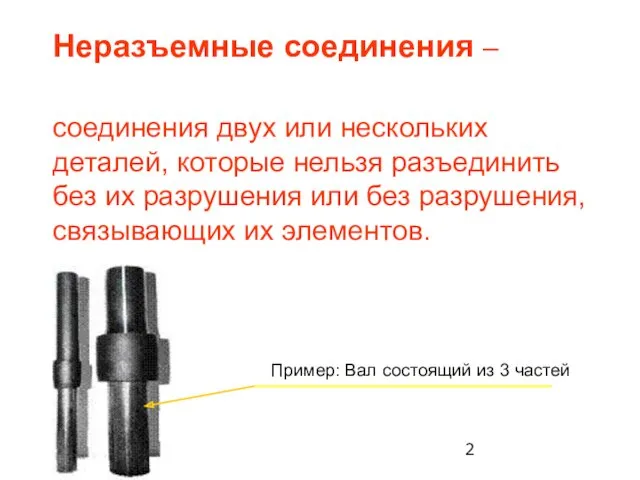
Неразъемные соединения –
соединения двух или нескольких деталей, которые нельзя
Неразъемные соединения –
соединения двух или нескольких деталей, которые нельзя
Неразъемное соединение в общем сборочном чертеже штрихуется как монолит, с проведением
Неразъемное соединение в общем сборочном чертеже штрихуется как монолит, с проведением

Сварное соединение - комплекс деталей, соединенных с помощью сварного шва
Сварное соединение - комплекс деталей, соединенных с помощью сварного шва
Сварка - неразъемное соединение, получаемое посредством установления межатомных связей между соединяемыми
Сварка - неразъемное соединение, получаемое посредством установления межатомных связей между соединяемыми
Остальные методы являются их разновидностями или комбинациями.
В промышленности внедряются новые способы
Остальные методы являются их разновидностями или комбинациями.
В промышленности внедряются новые способы
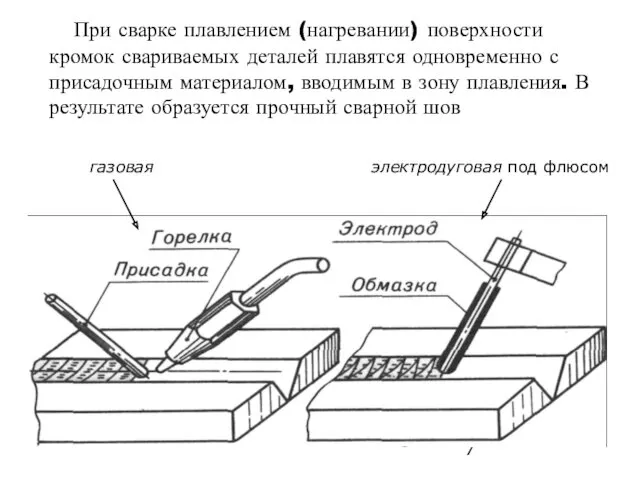
При сварке плавлением (нагревании) поверхности кромок свариваемых деталей плавятся одновременно с
При сварке плавлением (нагревании) поверхности кромок свариваемых деталей плавятся одновременно с
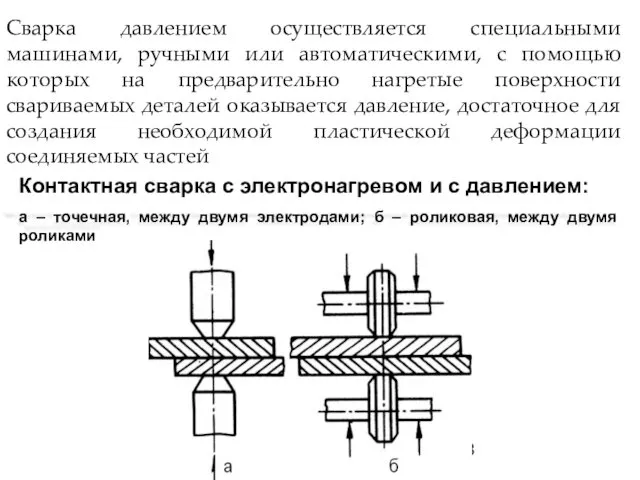
Сварка давлением осуществляется специальными машинами, ручными или автоматическими, с помощью которых
Сварка давлением осуществляется специальными машинами, ручными или автоматическими, с помощью которых
Сварные соединения различают:
1) по виду сварки (ПО ГОСТУ)
2) по способу механизации
Сварные соединения различают:
1) по виду сварки (ПО ГОСТУ)
2) по способу механизации
4) по виду подготовки кромок свариваемых деталей (обозначение цифровое):
со скосом одной
4) по виду подготовки кромок свариваемых деталей (обозначение цифровое):
со скосом одной
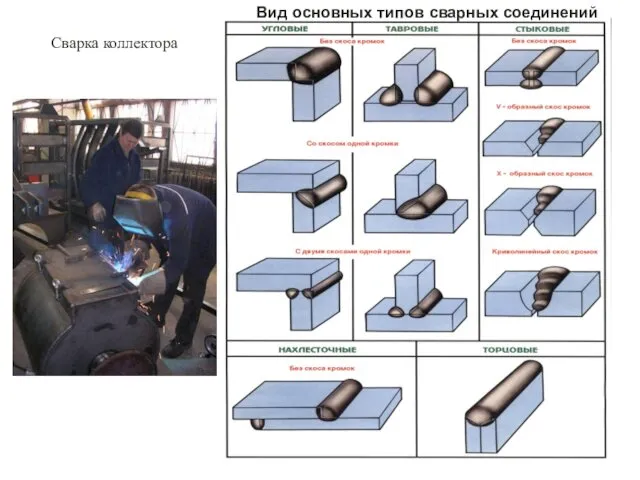
Вид основных типов сварных соединений
Сварка коллектора
Вид основных типов сварных соединений
Сварка коллектора
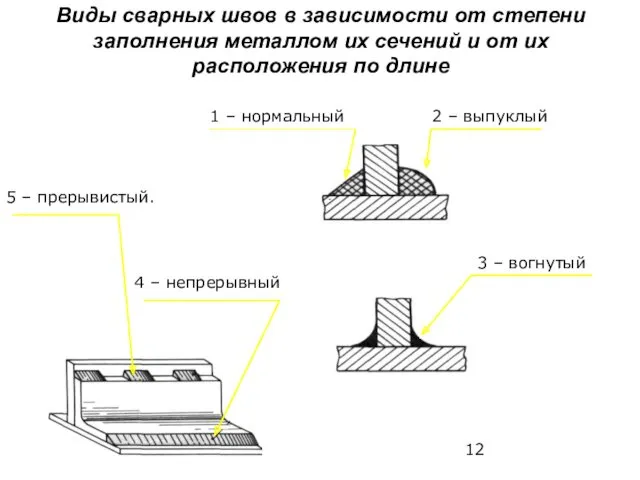
Виды сварных швов в зависимости от степени заполнения металлом их сечений
Виды сварных швов в зависимости от степени заполнения металлом их сечений
а
б
Изображение и обозначение сварных соединений
Условные обозначения и изображения швов сварных соединений
а
б
Изображение и обозначение сварных соединений
Условные обозначения и изображения швов сварных соединений
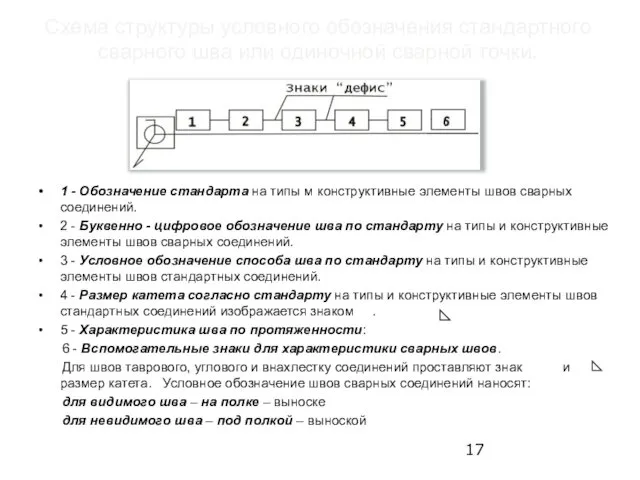
Схема структуры условного обозначения стандартного сварного шва или одиночной сварной точки.
1
Схема структуры условного обозначения стандартного сварного шва или одиночной сварной точки.
1
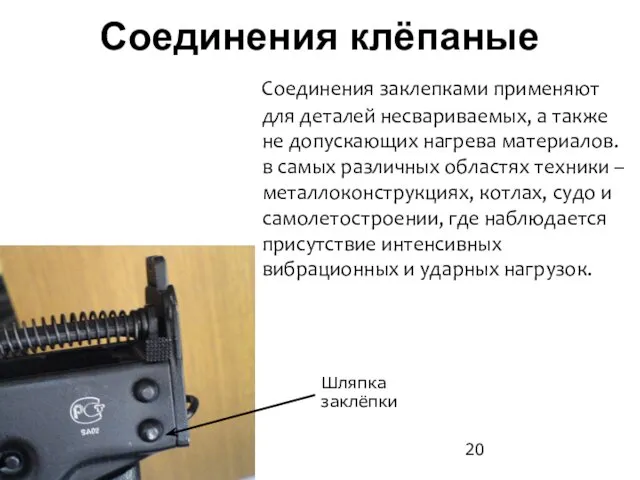
Соединения клёпаные
Соединения заклепками применяют для деталей несвариваемых, а также не
Соединения клёпаные
Соединения заклепками применяют для деталей несвариваемых, а также не
Заклепка
Заклепка представляет собой стержень круглого поперечного сечения, имеющий на одном конце
Заклепка
Заклепка представляет собой стержень круглого поперечного сечения, имеющий на одном конце
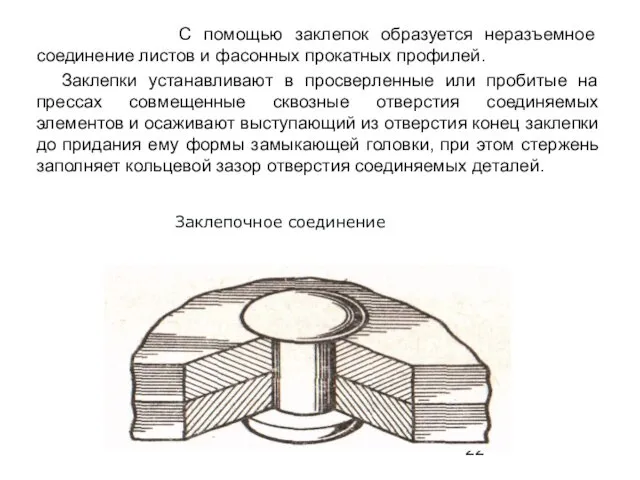
С помощью заклепок образуется неразъемное соединение листов и фасонных прокатных
С помощью заклепок образуется неразъемное соединение листов и фасонных прокатных

В условном обозначении заклепок на чертежах указывают: слово «Заклепка»; диаметр
В условном обозначении заклепок на чертежах указывают: слово «Заклепка»; диаметр
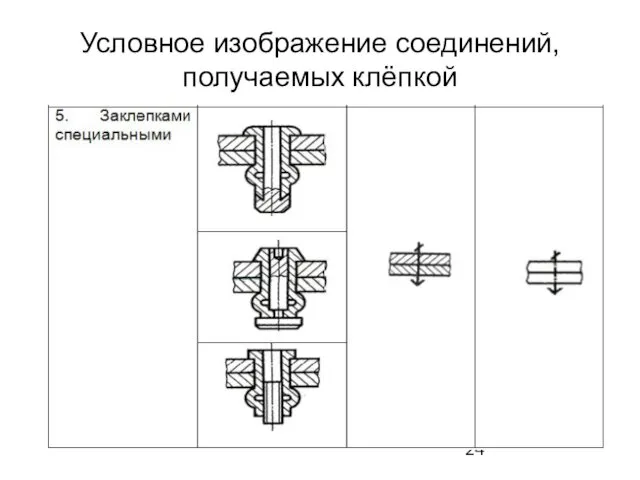
Условное изображение соединений, получаемых клёпкой
Условное изображение соединений, получаемых клёпкой
 Динамика твердого тела. Лекция 5: Плоское движение твердого тела
Динамика твердого тела. Лекция 5: Плоское движение твердого тела Сила трения
Сила трения AC Motors and types
AC Motors and types Простые механизмы. Рычаг. Равновесие сил на рычаге
Простые механизмы. Рычаг. Равновесие сил на рычаге Введение. Основные термины, понятия и определения теории механизмов и машин
Введение. Основные термины, понятия и определения теории механизмов и машин Схемотехника телекоммуникационных устройств
Схемотехника телекоммуникационных устройств Действие жидкости и газа на погруженное в них тело
Действие жидкости и газа на погруженное в них тело Godfrin Cryocoolers
Godfrin Cryocoolers Электростатика. Тема 5. Проводники в электростатическом поле
Электростатика. Тема 5. Проводники в электростатическом поле Физико-химические методы анализа
Физико-химические методы анализа Гидродинамика Солнца. (Лекция 6)
Гидродинамика Солнца. (Лекция 6) Устройство токарного станка для обработки древесины. (Технический труд. 6 класс)
Устройство токарного станка для обработки древесины. (Технический труд. 6 класс) Artificial communication satellites
Artificial communication satellites Первичные измерительные преобразователи
Первичные измерительные преобразователи Теплотехника и тепловые установки
Теплотехника и тепловые установки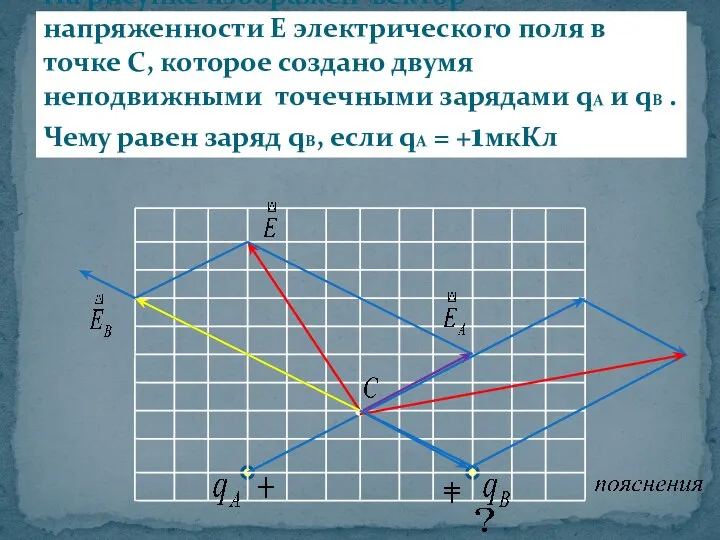 Электрическое поле
Электрическое поле Електрика в житті людини
Електрика в житті людини Электроматериаловедение. Назначение и классификация электротехнических материалов
Электроматериаловедение. Назначение и классификация электротехнических материалов Основные понятия термодинамики
Основные понятия термодинамики Использование технологии развития критического мышления на уроках математики и физики
Использование технологии развития критического мышления на уроках математики и физики Компьютерные модели физических экспериментов как метод повышения учебной мотивации
Компьютерные модели физических экспериментов как метод повышения учебной мотивации Биологическое действие радиоактивных излучений
Биологическое действие радиоактивных излучений Распространяющиеся в пространстве возмущения электромагнитного поля
Распространяющиеся в пространстве возмущения электромагнитного поля Электроизмерительные приборы
Электроизмерительные приборы Методическая разработка урока физики 8 класс. Лабораторная работа № 13 Исследование зависимости угла преломления от угла падения света.
Методическая разработка урока физики 8 класс. Лабораторная работа № 13 Исследование зависимости угла преломления от угла падения света. Где живет электричество?
Где живет электричество? Никель-кадмиевые аккумуляторные батареи
Никель-кадмиевые аккумуляторные батареи Основы термодинамики
Основы термодинамики