- Обработка металлов давлением. Лекция №22

Содержание
- 2. Обработка металлов давлением
- 3. Штамповка – технологический процесс получения заготовок или деталей в результате пластического деформирования исходной заготовки в штампах
- 4. Горячая объемная штамповка (ГОШ). Штамповка нагретой (Тнагрева ≥ 0,3 Тплавления) исходной заготовки называется горячей объёмной штамповкой.
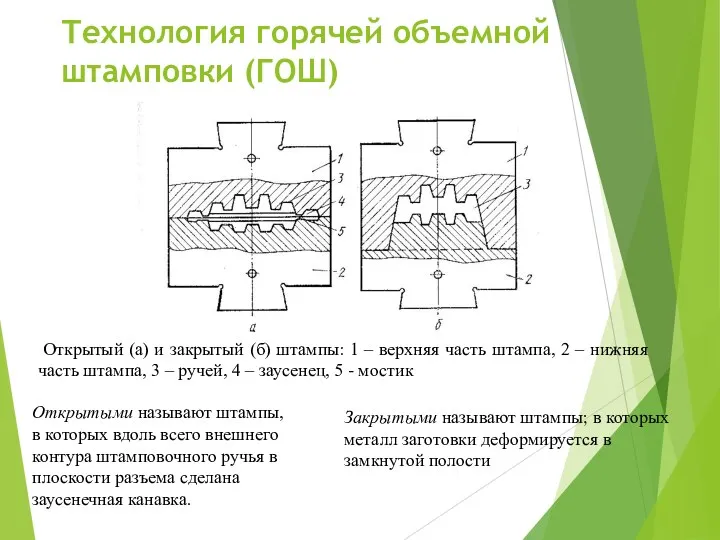
- 5. Технология горячей объемной штамповки (ГОШ) Открытый (а) и закрытый (б) штампы: 1 – верхняя часть штампа,
- 6. Технология горячей объемной штамповки (ГОШ) Штамповка в одноручьевом открытом штампе. 1 – верхняя половина штампа; 2
- 7. Технология горячей объемной штамповки (ГОШ) Штамповка в одноручьевом закрытом штампе. а – исходное положение; б –
- 8. Технология горячей объемной штамповки (ГОШ) Штамповка в многоручьевом штампе а – исходная заготовка и получаемая поковка;
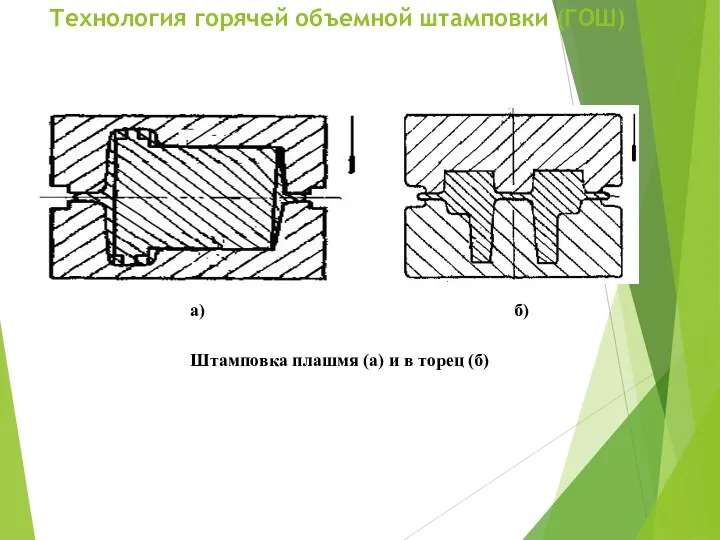
- 9. Технология горячей объемной штамповки (ГОШ) Штамповка плашмя (а) и в торец (б) а) б)
- 10. Дополнительные операции при горячей объемной штамповки Отделочные операции горячей объемной штамповки Обрезка заусенца При нажатии пуансоном
- 11. Дополнительные операции при горячей объемной штамповки Отделочные операции горячей объемной штамповки Поверхностная калибровка Объемная калибровка Калибровка
- 12. Продукция горячей объемной штамповки Примеры продукции горячей объемной штамповки в открытых и закрытых штампах Горячей объемной
- 13. Требования к технологичности при изготовлении штампованных поковок Желательно плоскость разъема штампа располагать так, чтобы естественные уклоны
- 14. Преимущества и недостатки горячей объемной штамповки
- 15. Штамповка на горизонтально-ковочных машинах (ГКМ) Штамповка на горизонтально-ковочной машине (ГКМ) При штамповке на ГКМ применяются многоручьевые
- 16. Продукция штамповки на горизонтально-ковочных машинах (ГКМ) Типовые поковки, получаемые штамповкой на ГКМ Поковки ролика, получаемые различными
- 17. Преимущества и недостатки штамповки на ГКМ
- 18. Холодная штамповка Холодная штамповка (ХШ) выполняется без предварительного нагрева исходной заготовки (холодная обработка) или с нагревом
- 19. выдавливание При прямом выдавливании металл течет из матрицы в направлении, совпадающем с направлением движения пуансона. Этим
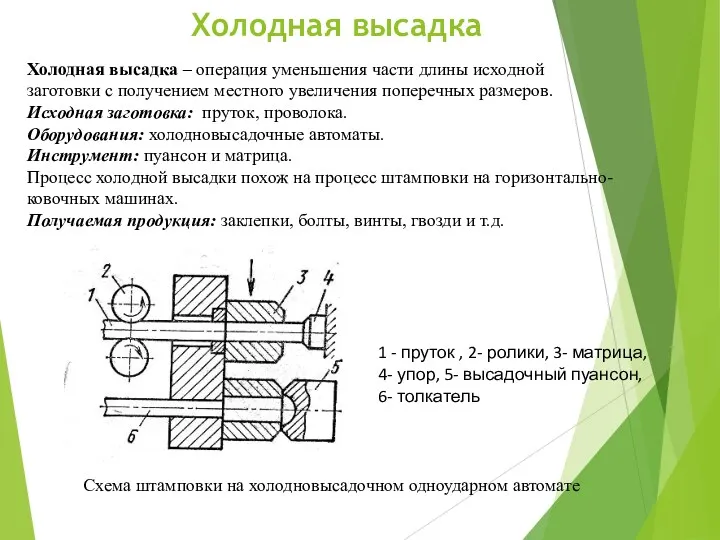
- 20. Холодная высадка Холодная высадка – операция уменьшения части длины исходной заготовки с получением местного увеличения поперечных
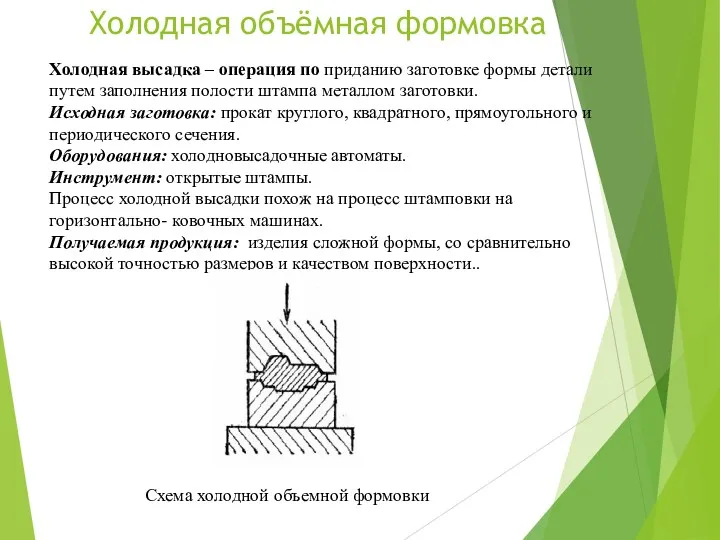
- 21. Холодная объёмная формовка Холодная высадка – операция по приданию заготовке формы детали путем заполнения полости штампа
- 22. Дополнительные операции холодной штамповки Поверхностная калибровка Объемная калибровка Плосткостная калибровка сопровождается свободным течением металла в горизонтальном
- 23. Преимущества и недостатки холодной объемной штамповки
- 24. Холодная листовая штамповка (ХЛШ) Холодная листовая штамповка — это способ изготовления плоских и объемных тонкостенных изделий
- 25. Разделительные операции Отрезка – разделение исходной заготовки на части по замкнутому или незамкнутому контуру Параллельные и
- 26. Разделительные операции Вырубка и пробивка Оборудование: механические или гидравлические прессы. Инструмент: пуансон, матрица. Вырубка и пробивка
- 27. Операции формоизменения Оборудование: механические или гидравлические прессы. Инструмент: пуансон, матрица. Вытяжка. Вытяжка - операция формоизменения плоской
- 28. Операции формоизменения Отбортовка - операция образования в изделии с предварительно пробитым отверстием борта или горловины а
- 29. Операции формоизменения Обжим Обжим – операция уменьшения диаметра краевой части исходной заготовки. а – исходное положение;
- 30. Операции формоизменения Раздача Примеры продукции, полученной после раздачи Раздача – увеличение диаметра цилиндрической заготовки на краевом
- 31. Операции формоизменения Формовка. Формовка – операция получения местных углублений и выпуклостей в исходной заготовке при неизменных
- 32. Преимущества и недостатки холодной листовой штамповки
- 33. Основные дефекты проката и поковок При прокатке заготовок могут возникать следующие дефекты: трещины, волосовины, плены, закаты.
- 35. Скачать презентацию

Обработка металлов давлением
Обработка металлов давлением
Штамповка – технологический процесс получения заготовок или деталей в результате пластического
Штамповка – технологический процесс получения заготовок или деталей в результате пластического
Горячая объемная штамповка (ГОШ).
Штамповка нагретой (Тнагрева ≥ 0,3 Тплавления) исходной заготовки
Горячая объемная штамповка (ГОШ).
Штамповка нагретой (Тнагрева ≥ 0,3 Тплавления) исходной заготовки
Технология горячей объемной штамповки (ГОШ)
Открытый (а) и закрытый (б) штампы:
Технология горячей объемной штамповки (ГОШ)
Открытый (а) и закрытый (б) штампы:

Технология горячей объемной штамповки (ГОШ)
Штамповка в одноручьевом открытом штампе.
1 – верхняя
Технология горячей объемной штамповки (ГОШ)
Штамповка в одноручьевом открытом штампе.
1 – верхняя

Технология горячей объемной штамповки (ГОШ)
Штамповка в одноручьевом закрытом штампе.
а – исходное
Технология горячей объемной штамповки (ГОШ)
Штамповка в одноручьевом закрытом штампе.
а – исходное

Технология горячей объемной штамповки (ГОШ)
Штамповка в многоручьевом штампе
а – исходная заготовка
Технология горячей объемной штамповки (ГОШ)
Штамповка в многоручьевом штампе
а – исходная заготовка
Технология горячей объемной штамповки (ГОШ)
Штамповка плашмя (а) и в торец (б)
а) б)
Технология горячей объемной штамповки (ГОШ)
Штамповка плашмя (а) и в торец (б)
а) б)
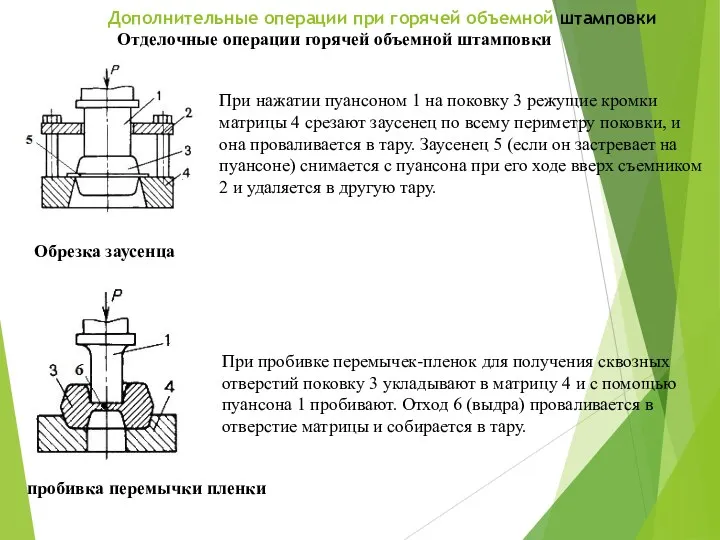
Дополнительные операции при горячей объемной штамповки
Отделочные операции горячей объемной штамповки
Обрезка
Дополнительные операции при горячей объемной штамповки
Отделочные операции горячей объемной штамповки
Обрезка
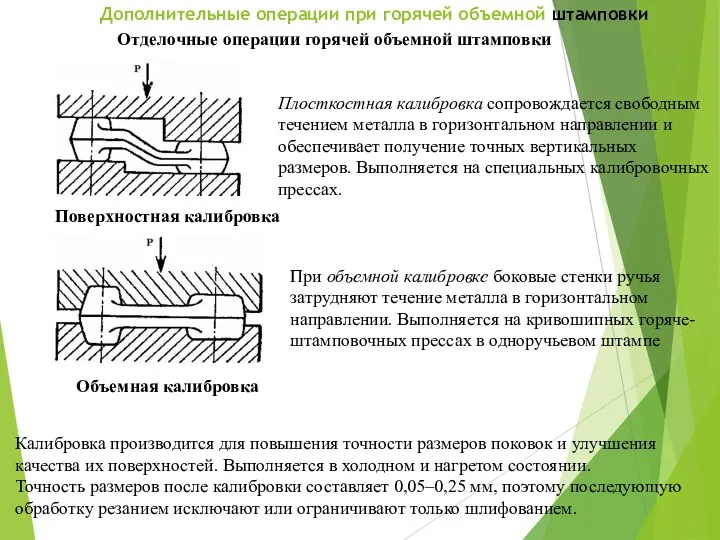
Дополнительные операции при горячей объемной штамповки
Отделочные операции горячей объемной штамповки
Поверхностная
Дополнительные операции при горячей объемной штамповки
Отделочные операции горячей объемной штамповки
Поверхностная

Продукция горячей объемной штамповки
Примеры продукции горячей объемной штамповки в открытых и
Продукция горячей объемной штамповки
Примеры продукции горячей объемной штамповки в открытых и
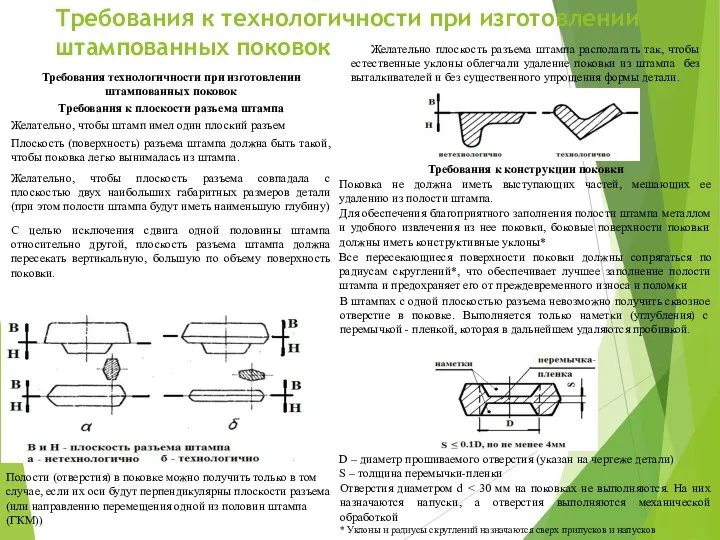
Требования к технологичности при изготовлении штампованных поковок
Желательно плоскость разъема штампа
Требования к технологичности при изготовлении штампованных поковок
Желательно плоскость разъема штампа
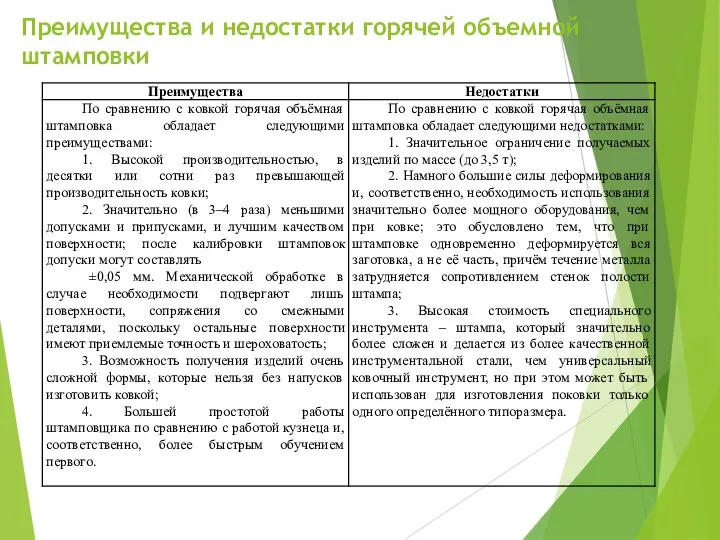
Преимущества и недостатки горячей объемной штамповки
Преимущества и недостатки горячей объемной штамповки

Штамповка на горизонтально-ковочных машинах (ГКМ)
Штамповка на горизонтально-ковочной машине (ГКМ)
При штамповке на
Штамповка на горизонтально-ковочных машинах (ГКМ)
Штамповка на горизонтально-ковочной машине (ГКМ)
При штамповке на

Продукция штамповки на горизонтально-ковочных машинах (ГКМ)
Типовые поковки, получаемые штамповкой на ГКМ
Поковки
Продукция штамповки на горизонтально-ковочных машинах (ГКМ)
Типовые поковки, получаемые штамповкой на ГКМ
Поковки
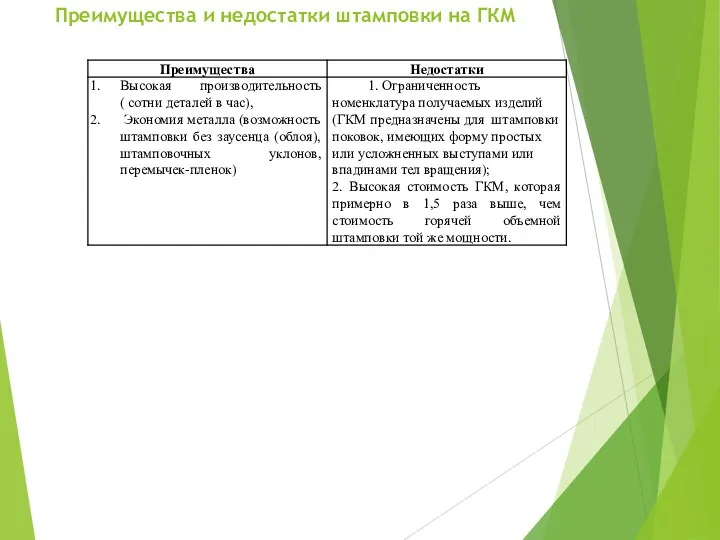
Преимущества и недостатки штамповки на ГКМ
Преимущества и недостатки штамповки на ГКМ
Холодная штамповка
Холодная штамповка (ХШ) выполняется без предварительного нагрева исходной заготовки (холодная
Холодная штамповка
Холодная штамповка (ХШ) выполняется без предварительного нагрева исходной заготовки (холодная

выдавливание
При прямом выдавливании металл течет из матрицы в направлении, совпадающем с
выдавливание
При прямом выдавливании металл течет из матрицы в направлении, совпадающем с
Холодная высадка
Холодная высадка – операция уменьшения части длины исходной заготовки с
Холодная высадка
Холодная высадка – операция уменьшения части длины исходной заготовки с
Холодная объёмная формовка
Холодная высадка – операция по приданию заготовке формы детали
Холодная объёмная формовка
Холодная высадка – операция по приданию заготовке формы детали

Дополнительные операции холодной штамповки
Поверхностная калибровка
Объемная калибровка
Плосткостная калибровка сопровождается свободным течением металла
Дополнительные операции холодной штамповки
Поверхностная калибровка
Объемная калибровка
Плосткостная калибровка сопровождается свободным течением металла
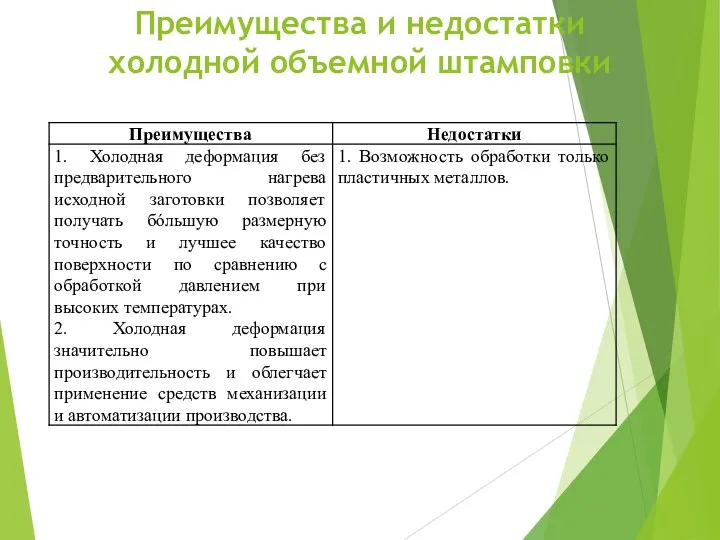
Преимущества и недостатки холодной объемной штамповки
Преимущества и недостатки холодной объемной штамповки
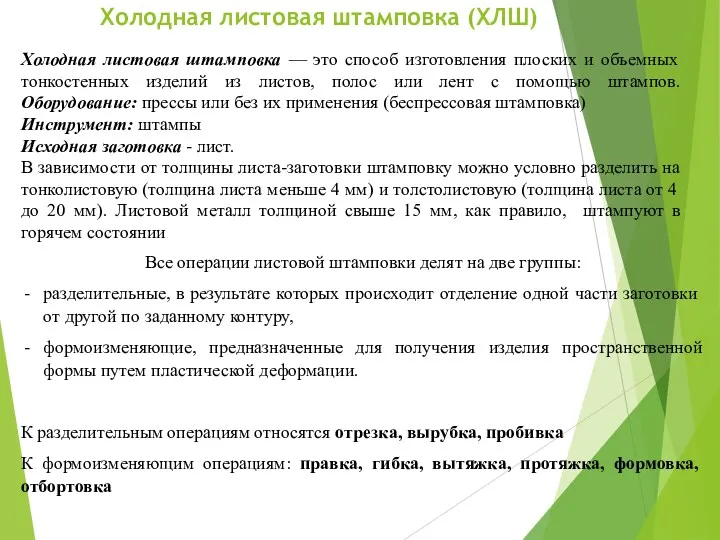
Холодная листовая штамповка (ХЛШ)
Холодная листовая штамповка — это способ изготовления плоских
Холодная листовая штамповка (ХЛШ)
Холодная листовая штамповка — это способ изготовления плоских

Разделительные операции
Отрезка – разделение исходной заготовки на части по замкнутому
Разделительные операции
Отрезка – разделение исходной заготовки на части по замкнутому

Разделительные операции
Вырубка и пробивка
Оборудование: механические или гидравлические прессы.
Инструмент: пуансон,
Разделительные операции
Вырубка и пробивка
Оборудование: механические или гидравлические прессы.
Инструмент: пуансон,

Операции формоизменения
Оборудование: механические или гидравлические прессы.
Инструмент: пуансон, матрица.
Вытяжка.
Вытяжка - операция формоизменения
Операции формоизменения
Оборудование: механические или гидравлические прессы.
Инструмент: пуансон, матрица.
Вытяжка.
Вытяжка - операция формоизменения

Операции формоизменения
Отбортовка - операция образования в изделии с предварительно пробитым отверстием
Операции формоизменения
Отбортовка - операция образования в изделии с предварительно пробитым отверстием

Операции формоизменения
Обжим
Обжим – операция уменьшения диаметра краевой части исходной заготовки.
а –
Операции формоизменения
Обжим
Обжим – операция уменьшения диаметра краевой части исходной заготовки.
а –

Операции формоизменения
Раздача
Примеры продукции, полученной после раздачи
Раздача – увеличение диаметра цилиндрической заготовки
Операции формоизменения
Раздача
Примеры продукции, полученной после раздачи
Раздача – увеличение диаметра цилиндрической заготовки

Операции формоизменения
Формовка.
Формовка – операция получения местных углублений и выпуклостей в исходной
Операции формоизменения
Формовка.
Формовка – операция получения местных углублений и выпуклостей в исходной
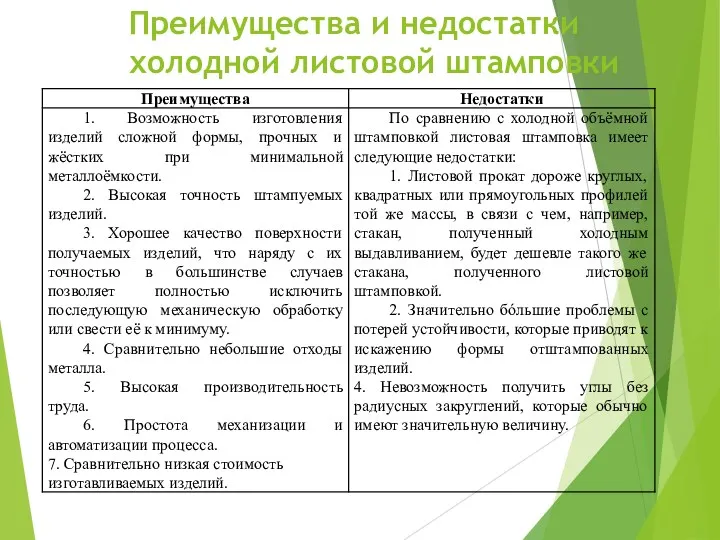
Преимущества и недостатки холодной листовой штамповки
Преимущества и недостатки холодной листовой штамповки
Основные дефекты проката и поковок
При прокатке заготовок могут возникать следующие дефекты:
Основные дефекты проката и поковок
При прокатке заготовок могут возникать следующие дефекты:
 Вільне падіння. Прискорення вільного падіння
Вільне падіння. Прискорення вільного падіння Классификация систем автоматического регулирования
Классификация систем автоматического регулирования Снятие, замена приводного ремня ГРМ Chevrolet Lacetti
Снятие, замена приводного ремня ГРМ Chevrolet Lacetti Молекулярно-кинетические свойства коллоидных систем
Молекулярно-кинетические свойства коллоидных систем Презентация-игра, 7-8 класс
Презентация-игра, 7-8 класс Элементарные частицы
Элементарные частицы История появления квадрокоптеров
История появления квадрокоптеров Делимость электрического заряда
Делимость электрического заряда Урок по теме Электризация тел 8 класс
Урок по теме Электризация тел 8 класс Радиоактивность. Урок физики 9 класс
Радиоактивность. Урок физики 9 класс Сила тока. Единицы силы тока
Сила тока. Единицы силы тока Газораспределительный механизм
Газораспределительный механизм Спидометр
Спидометр Kernfusion in der sonne
Kernfusion in der sonne Глава 5. Пьезоэлектрический эффект и электрострикция
Глава 5. Пьезоэлектрический эффект и электрострикция Агрегатные состояния вещества. Урок в 7 классе
Агрегатные состояния вещества. Урок в 7 классе Презентация Способы изменения внутренней энергии 8 класс
Презентация Способы изменения внутренней энергии 8 класс Элементы теории атомного ядра
Элементы теории атомного ядра Шпонды және шлицты қосылыстар
Шпонды және шлицты қосылыстар методическая разработка раздела курса физики 7 класса Давление
методическая разработка раздела курса физики 7 класса Давление Урок по теме Расчёт пути и времени движения 7 класс
Урок по теме Расчёт пути и времени движения 7 класс Акустика помещений
Акустика помещений Закон всемирного тяготения. Сила тяжести. Невесомость
Закон всемирного тяготения. Сила тяжести. Невесомость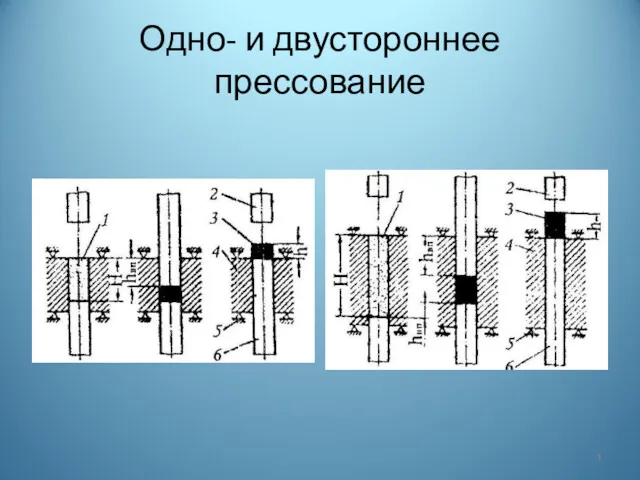 Одно- и двустороннее прессование деталей
Одно- и двустороннее прессование деталей Количество теплоты. Единицы количества теплоты. Удельная теплоемкость. 8 класс
Количество теплоты. Единицы количества теплоты. Удельная теплоемкость. 8 класс сказка физического содержания Добро и зло
сказка физического содержания Добро и зло Понятие о трехфазных цепях
Понятие о трехфазных цепях Основы генерирования и формирования сигналов. Лекция 2
Основы генерирования и формирования сигналов. Лекция 2