- Основы слесарно-сборочных и электромонтажных работ. Резка

Содержание
- 2. Резка Резкой называют процесс разделения заготовки на части заданных размеров и формы Различают следующие технологические методы
- 3. Резка выполняется как со снятием стружки, так и без нее. Резка со снятием стружки осуществляется ручной
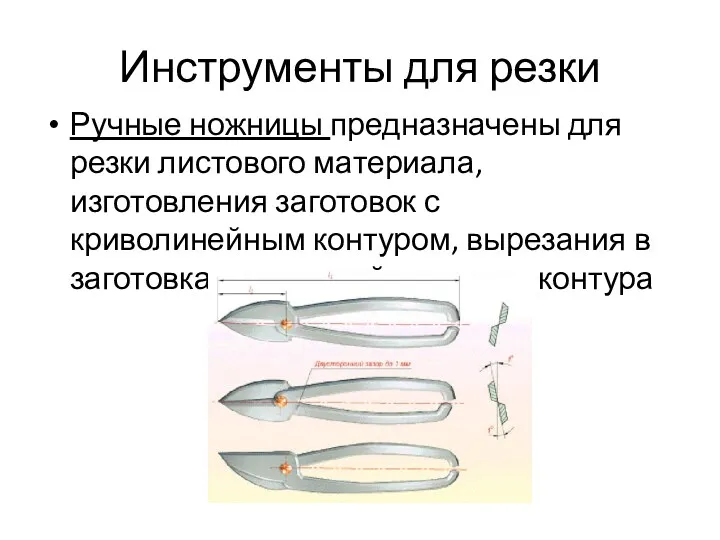
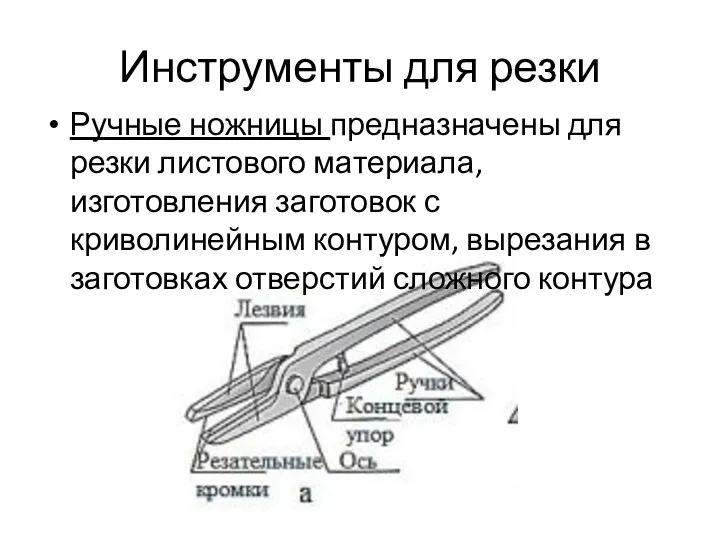
- 4. Инструменты для резки Ручные ножницы предназначены для резки листового материала, изготовления заготовок с криволинейным контуром, вырезания
- 5. Инструменты для резки Ручные ножницы предназначены для резки листового материала, изготовления заготовок с криволинейным контуром, вырезания
- 6. Инструменты для резки Для прямолинейного реза применяют ножницы с прямыми широкими ножами. Если верхняя режущая кромка
- 7. Инструменты для резки Для получения наружных криволинейных резов используют ручные ножницы с изогнутыми широкими ножами. Вырезание
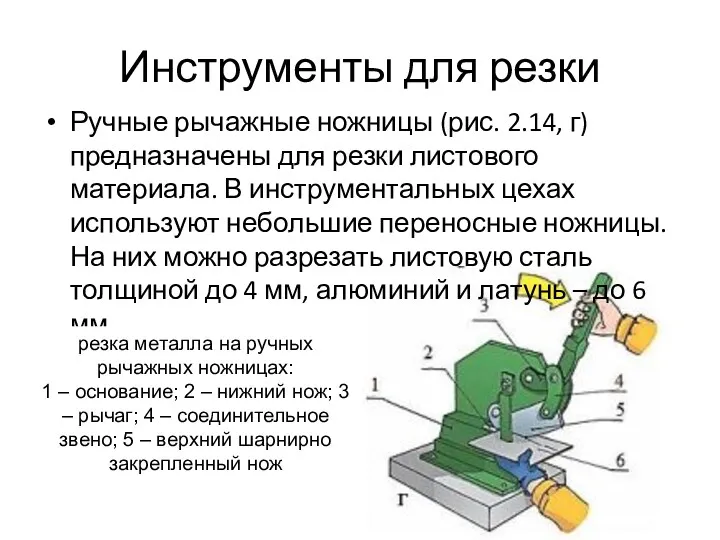
- 8. Инструменты для резки Ручные рычажные ножницы (рис. 2.14, г) предназначены для резки листового материала. В инструментальных
- 9. Виды ножниц Ручные малогабаритные силовые ножницы служат для резки листовой стали толщиной до 2,5 мм и
- 10. Обыкновенные ручные ножницы применяют для разрезания стальных листов толщиной 0,5 …1 мм и листов из цветных
- 11. Ножницы с прямыми лезвиями Сущность процесса резки ножницами заключается в отделении частей металла под действием пары
- 12. Ножницы с криволинейными лезвиями Удерживая лист левой рукой, подают его между режущими кромками, направляя верхнее лезвие
- 13. Стуловые ножницы Стуловые ножницы отличаются от обыкновенных большими размерами и применяются при резании листового металла толщиной
- 14. Виды ножниц Ручные малогабаритные силовые ножницы служат для резки листовой стали толщиной до 2,5 мм и
- 15. Инструменты для резки Ножовочные полотна для станков (рис. 2.15) и ленточные пилы представляют собой тонкую ленту
- 16. Инструменты для резки Ручные слесарные ножовки предназначены в основном для разрезания сортового и профильного проката вручную,
- 17. Инструменты для резки При выборе инструмента для распиливания в первую очередь следует учитывать длину пропила и
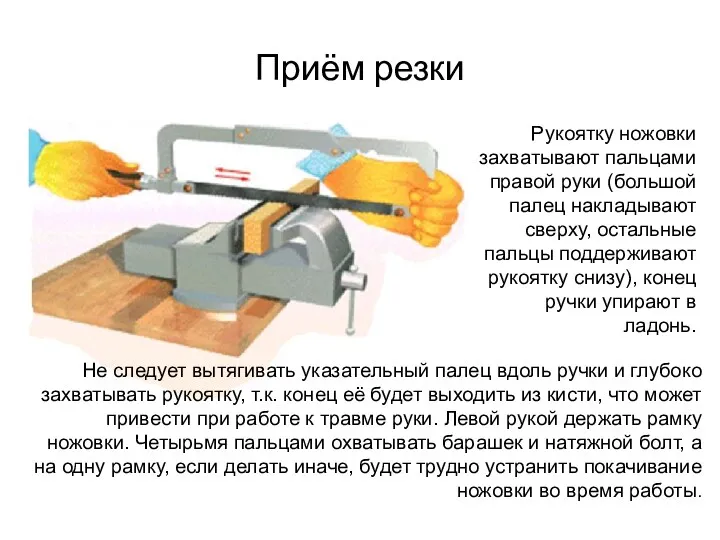
- 18. Приём резки Не следует вытягивать указательный палец вдоль ручки и глубоко захватывать рукоятку, т.к. конец её
- 19. Резка тонкого листа Резка тонколистового металла производится в следующей последовательности. Подготовить деревянные бруски (плоские). Зажать между
- 20. Установка полотна при неглубоком прорезе При резании мягкого металла применяют ножовочные полотна с крупным шагом (16-18
- 21. Положение полотна при глубоком прорезе Ножовкой с полотном, повернутым на угол 90º, производят резку в том
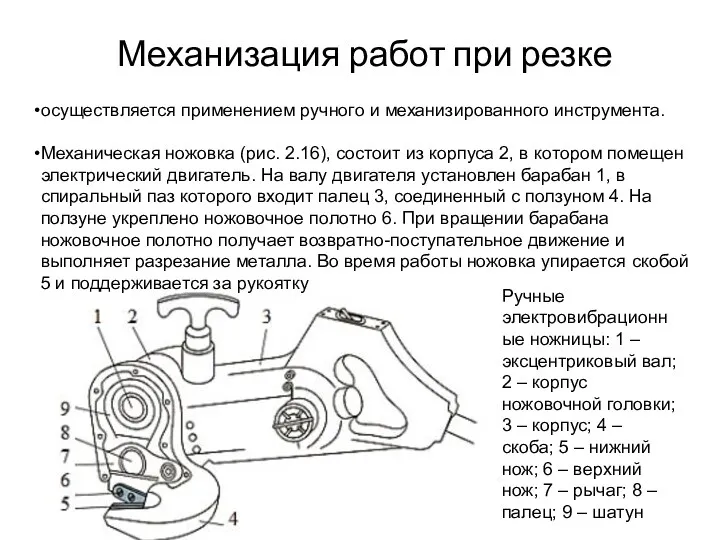
- 22. Механизация работ при резке осуществляется применением ручного и механизированного инструмента. Механическая ножовка (рис. 2.16), состоит из
- 23. Инструменты для резки Механическая ножовка (рис. 2.16), состоит из корпуса 2, в котором помещен электрический двигатель.
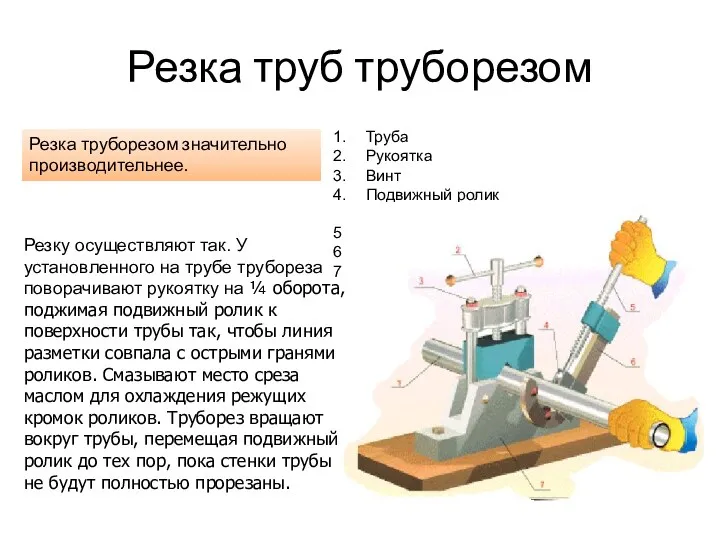
- 24. Резка труб труборезом Резка труборезом значительно производительнее. Труба Рукоятка Винт Подвижный ролик Рукоятка трубореза Труборез прижим
- 25. Основные правила резания листового металла толщиной до 0,7 мм ручными ножницами 1. При разметке вырезаемой детали
- 26. Основные правила резания металла ножовкой 1. Перед началом работы необходимо проверить правильность установки и натяжения полотна.
- 27. Основные правила резания листового и полосового материала рычажными ножницами 1. Резание необходимо производить в рукавицах во
- 28. Основные правила резания труб труборезом 1. Линию реза следует отмечать мелом по всему периметру трубы. 2.
- 29. Безопасность работ при выполнении резки металла прочно и правильно закреплять ножовочные полотна, так как при слабом
- 30. Безопасность работ при выполнении резки металла держать заготовку только рукой с надетой на нее рабочей рукавицей;
- 31. Безопасность работ при выполнении резки металла систематически убирать обрезки и заготовки у рабочего места; рабочее место
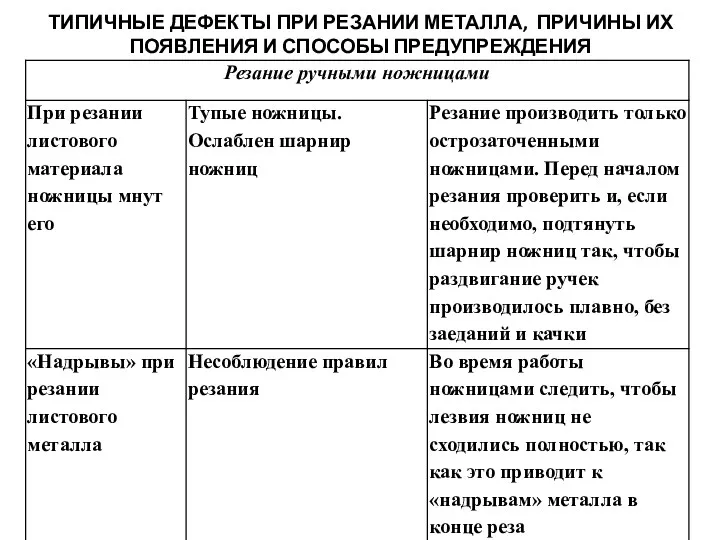
- 32. ТИПИЧНЫЕ ДЕФЕКТЫ ПРИ РЕЗАНИИ МЕТАЛЛА, ПРИЧИНЫ ИХ ПОЯВЛЕНИЯ И СПОСОБЫ ПРЕДУПРЕЖДЕНИЯ
- 33. ТИПИЧНЫЕ ДЕФЕКТЫ ПРИ РЕЗАНИИ МЕТАЛЛА, ПРИЧИНЫ ИХ ПОЯВЛЕНИЯ И СПОСОБЫ ПРЕДУПРЕЖДЕНИЯ
- 34. Продолжение 6 вопроса ТИПИЧНЫЕ ДЕФЕКТЫ ПРИ РЕЗАНИИ МЕТАЛЛА, ПРИЧИНЫ ИХ ПОЯВЛЕНИЯ И СПОСОБЫ ПРЕДУПРЕЖДЕНИЯ
- 36. Скачать презентацию
Резка
Резкой называют процесс разделения заготовки на части заданных размеров и
Резка
Резкой называют процесс разделения заготовки на части заданных размеров и
Резка выполняется как со снятием стружки, так и без нее.
Резка со
Резка выполняется как со снятием стружки, так и без нее.
Резка со
Инструменты для резки
Ручные ножницы предназначены для резки листового материала, изготовления заготовок
Инструменты для резки
Ручные ножницы предназначены для резки листового материала, изготовления заготовок
Инструменты для резки
Ручные ножницы предназначены для резки листового материала, изготовления заготовок
Инструменты для резки
Ручные ножницы предназначены для резки листового материала, изготовления заготовок

Инструменты для резки
Для прямолинейного реза применяют ножницы с прямыми широкими ножами.
Инструменты для резки
Для прямолинейного реза применяют ножницы с прямыми широкими ножами.

Инструменты для резки
Для получения наружных криволинейных резов используют ручные ножницы с
Инструменты для резки
Для получения наружных криволинейных резов используют ручные ножницы с
Инструменты для резки
Ручные рычажные ножницы (рис. 2.14, г) предназначены для резки
Инструменты для резки
Ручные рычажные ножницы (рис. 2.14, г) предназначены для резки
Виды ножниц
Ручные малогабаритные силовые ножницы служат для резки листовой стали толщиной
Виды ножниц
Ручные малогабаритные силовые ножницы служат для резки листовой стали толщиной
Обыкновенные ручные ножницы применяют для разрезания стальных листов толщиной 0,5
Обыкновенные ручные ножницы применяют для разрезания стальных листов толщиной 0,5

Ножницы с прямыми лезвиями
Сущность процесса резки ножницами заключается в отделении частей
Ножницы с прямыми лезвиями
Сущность процесса резки ножницами заключается в отделении частей

Ножницы с криволинейными лезвиями
Удерживая лист левой рукой,
подают его между режущими
Ножницы с криволинейными лезвиями
Удерживая лист левой рукой,
подают его между режущими

Стуловые ножницы
Стуловые ножницы отличаются от обыкновенных большими размерами и применяются при
Стуловые ножницы
Стуловые ножницы отличаются от обыкновенных большими размерами и применяются при

Виды ножниц
Ручные малогабаритные силовые ножницы служат для резки листовой стали толщиной
Виды ножниц
Ручные малогабаритные силовые ножницы служат для резки листовой стали толщиной

Инструменты для резки
Ножовочные полотна для станков (рис. 2.15) и ленточные пилы
Инструменты для резки
Ножовочные полотна для станков (рис. 2.15) и ленточные пилы

Инструменты для резки
Ручные слесарные ножовки предназначены в основном для разрезания сортового
Инструменты для резки
Ручные слесарные ножовки предназначены в основном для разрезания сортового
Инструменты для резки
При выборе инструмента для распиливания в первую очередь следует
Инструменты для резки
При выборе инструмента для распиливания в первую очередь следует
Приём резки
Не следует вытягивать указательный палец вдоль ручки и глубоко захватывать
Приём резки
Не следует вытягивать указательный палец вдоль ручки и глубоко захватывать

Резка тонкого листа
Резка тонколистового металла производится в следующей последовательности.
Подготовить деревянные бруски
Резка тонкого листа
Резка тонколистового металла производится в следующей последовательности.
Подготовить деревянные бруски

Установка полотна при неглубоком прорезе
При резании мягкого металла применяют ножовочные полотна
Установка полотна при неглубоком прорезе
При резании мягкого металла применяют ножовочные полотна

Положение полотна при глубоком прорезе
Ножовкой с полотном, повернутым на угол 90º,
Положение полотна при глубоком прорезе
Ножовкой с полотном, повернутым на угол 90º,
Механизация работ при резке
осуществляется применением ручного и механизированного инструмента.
Механическая ножовка (рис.
Механизация работ при резке
осуществляется применением ручного и механизированного инструмента.
Механическая ножовка (рис.

Инструменты для резки
Механическая ножовка (рис. 2.16), состоит из корпуса 2, в
Инструменты для резки
Механическая ножовка (рис. 2.16), состоит из корпуса 2, в
Резка труб труборезом
Резка труборезом значительно производительнее.
Труба
Рукоятка
Винт
Подвижный ролик
Рукоятка трубореза
Труборез
прижим
Резку осуществляют так.
Резка труб труборезом
Резка труборезом значительно производительнее.
Труба
Рукоятка
Винт
Подвижный ролик
Рукоятка трубореза
Труборез
прижим
Резку осуществляют так.
Основные правила резания листового металла толщиной до 0,7 мм ручными ножницами
1.
Основные правила резания листового металла толщиной до 0,7 мм ручными ножницами
1.
Основные правила резания металла ножовкой
1. Перед началом работы необходимо проверить правильность
Основные правила резания металла ножовкой
1. Перед началом работы необходимо проверить правильность

Основные правила резания листового и полосового материала рычажными ножницами
1. Резание необходимо
Основные правила резания листового и полосового материала рычажными ножницами
1. Резание необходимо
Основные правила резания труб труборезом
1. Линию реза следует отмечать мелом по
Основные правила резания труб труборезом
1. Линию реза следует отмечать мелом по

Безопасность работ при выполнении резки металла
прочно и правильно закреплять ножовочные полотна,
Безопасность работ при выполнении резки металла
прочно и правильно закреплять ножовочные полотна,
Безопасность работ при выполнении резки металла
держать заготовку только рукой с надетой
Безопасность работ при выполнении резки металла
держать заготовку только рукой с надетой
Безопасность работ при выполнении резки металла
систематически убирать обрезки и заготовки у
Безопасность работ при выполнении резки металла
систематически убирать обрезки и заготовки у

ТИПИЧНЫЕ ДЕФЕКТЫ ПРИ РЕЗАНИИ МЕТАЛЛА, ПРИЧИНЫ ИХ ПОЯВЛЕНИЯ И СПОСОБЫ ПРЕДУПРЕЖДЕНИЯ
ТИПИЧНЫЕ ДЕФЕКТЫ ПРИ РЕЗАНИИ МЕТАЛЛА, ПРИЧИНЫ ИХ ПОЯВЛЕНИЯ И СПОСОБЫ ПРЕДУПРЕЖДЕНИЯ
ТИПИЧНЫЕ ДЕФЕКТЫ ПРИ РЕЗАНИИ МЕТАЛЛА, ПРИЧИНЫ ИХ ПОЯВЛЕНИЯ И СПОСОБЫ ПРЕДУПРЕЖДЕНИЯ
ТИПИЧНЫЕ ДЕФЕКТЫ ПРИ РЕЗАНИИ МЕТАЛЛА, ПРИЧИНЫ ИХ ПОЯВЛЕНИЯ И СПОСОБЫ ПРЕДУПРЕЖДЕНИЯ
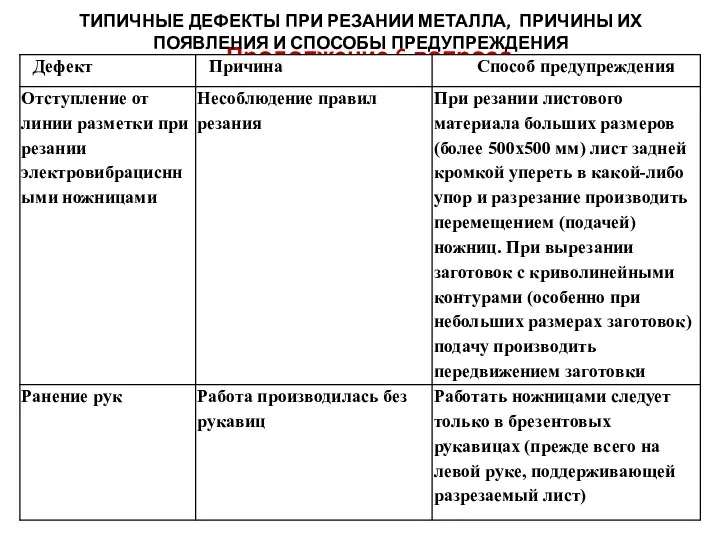
Продолжение 6 вопроса
ТИПИЧНЫЕ ДЕФЕКТЫ ПРИ РЕЗАНИИ МЕТАЛЛА, ПРИЧИНЫ ИХ ПОЯВЛЕНИЯ
Продолжение 6 вопроса
ТИПИЧНЫЕ ДЕФЕКТЫ ПРИ РЕЗАНИИ МЕТАЛЛА, ПРИЧИНЫ ИХ ПОЯВЛЕНИЯ
 Презентация Дисперсия. Дифракция и интерференция света
Презентация Дисперсия. Дифракция и интерференция света Основы радиопередачи и радиоприема
Основы радиопередачи и радиоприема Ядерная модель атома. Квантовые постулаты Бора
Ядерная модель атома. Квантовые постулаты Бора Методическая разработка урока по теме Закон Ома для участка цепи
Методическая разработка урока по теме Закон Ома для участка цепи Контактные явления. Контакт металл - полупроводник
Контактные явления. Контакт металл - полупроводник Основные положения молекулярно-кинетической теории и их опытные подтверждения
Основные положения молекулярно-кинетической теории и их опытные подтверждения Телефонная связь
Телефонная связь Интерференция, дифракция, поляризация
Интерференция, дифракция, поляризация Rotordynamics
Rotordynamics Problem № 2 “Aerosol”
Problem № 2 “Aerosol” Механическое оборудование электровоза ВЛ-80с
Механическое оборудование электровоза ВЛ-80с Семинарское занятие по теме основы электростатики, 10 класс
Семинарское занятие по теме основы электростатики, 10 класс Electrical group
Electrical group Разработка плана мероприятий по подготовке обучающихся к сдаче учебного предмета физика
Разработка плана мероприятий по подготовке обучающихся к сдаче учебного предмета физика Динамика материальной точки. Законы Ньютона
Динамика материальной точки. Законы Ньютона Биологическое действие радиоактивных излучений
Биологическое действие радиоактивных излучений Зарождения ракетных двигателей
Зарождения ракетных двигателей Криволинейное движение
Криволинейное движение Отклонения формы и взаимного расположения поверхностей
Отклонения формы и взаимного расположения поверхностей Законы фотоэффекта
Законы фотоэффекта Сообщающиеся сосуды
Сообщающиеся сосуды Техническое обслуживание и текущий ремонт переднего моста и рулевого управления автомобиля
Техническое обслуживание и текущий ремонт переднего моста и рулевого управления автомобиля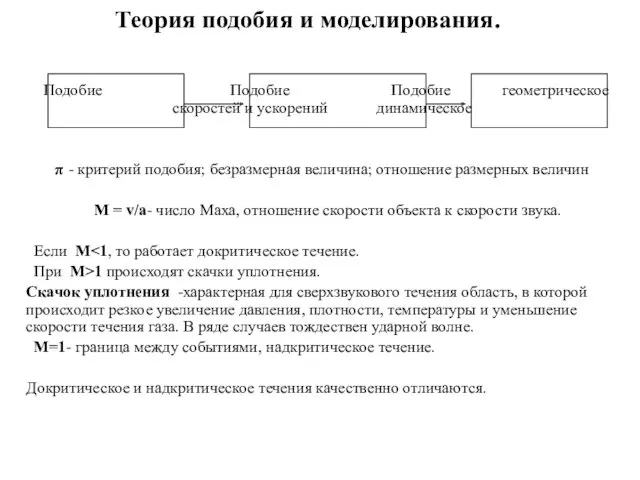 Теория подобия и моделирования
Теория подобия и моделирования 135 лет со дня рождения Иоффе Абрама Федоровича.
135 лет со дня рождения Иоффе Абрама Федоровича. Компас. Виды. История открытия
Компас. Виды. История открытия Насоси. Загальна характеристика насосів
Насоси. Загальна характеристика насосів Давление. Единицы давления
Давление. Единицы давления Второе начало термодинамики. Циклические процессы и энтропия
Второе начало термодинамики. Циклические процессы и энтропия