- Отделка поверхностей на токарном станке

Содержание
- 2. Существуют 4 основных вида отделки поверхностей: 1) Опиливание 2) Полирование 3) Притирка 4) Накатывание
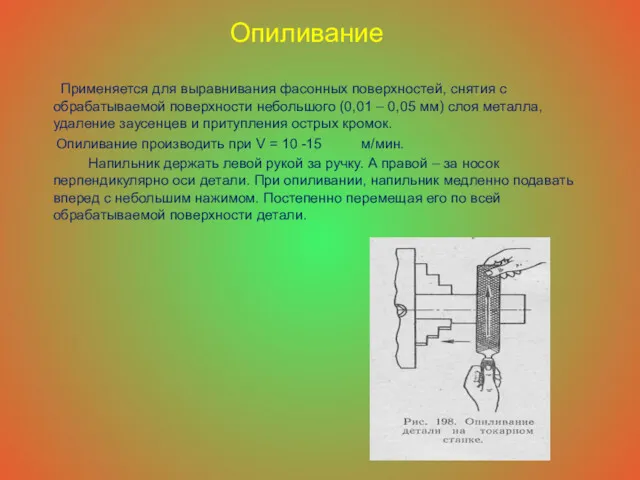
- 3. Опиливание Применяется для выравнивания фасонных поверхностей, снятия с обрабатываемой поверхности небольшого (0,01 – 0,05 мм) слоя
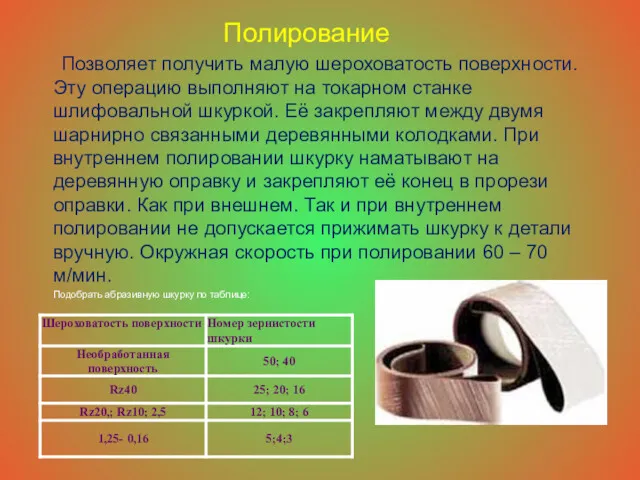
- 4. Полирование Позволяет получить малую шероховатость поверхности. Эту операцию выполняют на токарном станке шлифовальной шкуркой. Её закрепляют
- 5. Для полирования полосу шкурки шириной 30-40 мм во избежание ожога пальцев сложить в несколько слоев так,
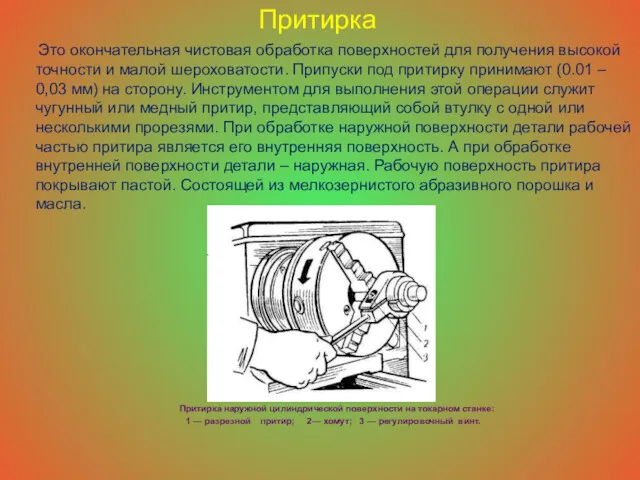
- 6. Притирка Это окончательная чистовая обработка поверхностей для получения высокой точности и малой шероховатости. Припуски под притирку
- 7. Накатывание Виды накаток. Накатка, которая делается на поверхностях, охватываемых рукой, бывает прямая и косая — сетчатая.
- 9. Скачать презентацию

Существуют 4 основных вида отделки поверхностей:
1) Опиливание
2) Полирование
3) Притирка
4) Накатывание
Существуют 4 основных вида отделки поверхностей:
1) Опиливание
2) Полирование
3) Притирка
4) Накатывание
Опиливание
Применяется для выравнивания фасонных поверхностей, снятия с обрабатываемой поверхности небольшого (0,01
Опиливание
Применяется для выравнивания фасонных поверхностей, снятия с обрабатываемой поверхности небольшого (0,01
Полирование
Позволяет получить малую шероховатость поверхности. Эту операцию выполняют на токарном
Полирование
Позволяет получить малую шероховатость поверхности. Эту операцию выполняют на токарном
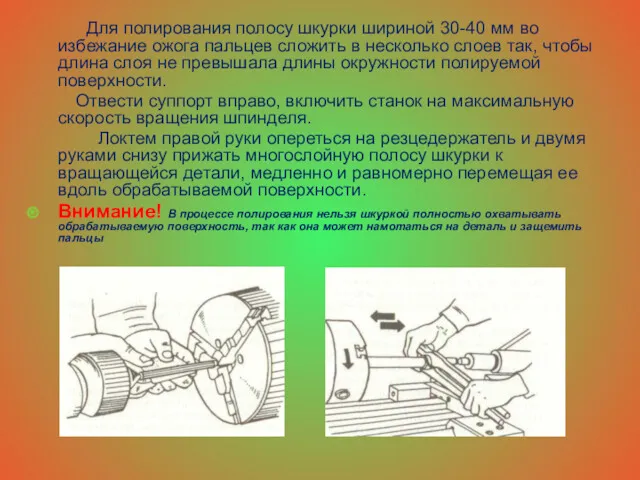
Для полирования полосу шкурки шириной 30-40 мм во избежание ожога
Для полирования полосу шкурки шириной 30-40 мм во избежание ожога
Притирка
Это окончательная чистовая обработка поверхностей для получения высокой точности и
Притирка
Это окончательная чистовая обработка поверхностей для получения высокой точности и

Накатывание
Виды накаток.
Накатка, которая делается на поверхностях, охватываемых рукой,
Накатывание
Виды накаток.
Накатка, которая делается на поверхностях, охватываемых рукой,
 Конспект лекций по курсу Лазерные измерительные системы
Конспект лекций по курсу Лазерные измерительные системы Итоговый урок физики. 8 класс
Итоговый урок физики. 8 класс Сорбционные процессы. (Лекция 2)
Сорбционные процессы. (Лекция 2) Преобразование электрической энергии в механическую. Сила Ампера
Преобразование электрической энергии в механическую. Сила Ампера Открытый урок по закону Всемирного Тяготения в виде презентации.
Открытый урок по закону Всемирного Тяготения в виде презентации. 20231003_prezentatsiya
20231003_prezentatsiya Валы и оси
Валы и оси Строительная механика. Основы теории метода конечных элементов
Строительная механика. Основы теории метода конечных элементов Тюнинг системы цветомузыки автомобиля
Тюнинг системы цветомузыки автомобиля Магнитное поле
Магнитное поле Адгезия және сулану. Дәріс 6
Адгезия және сулану. Дәріс 6 Потенциальная энергия
Потенциальная энергия Презентация к уроку по физике 7 класс . Тема: Сила трения.
Презентация к уроку по физике 7 класс . Тема: Сила трения. Електротехніка (Лекція 6. Частина 2)
Електротехніка (Лекція 6. Частина 2) Теплотехника. Теплопроводность через плоскую стенку
Теплотехника. Теплопроводность через плоскую стенку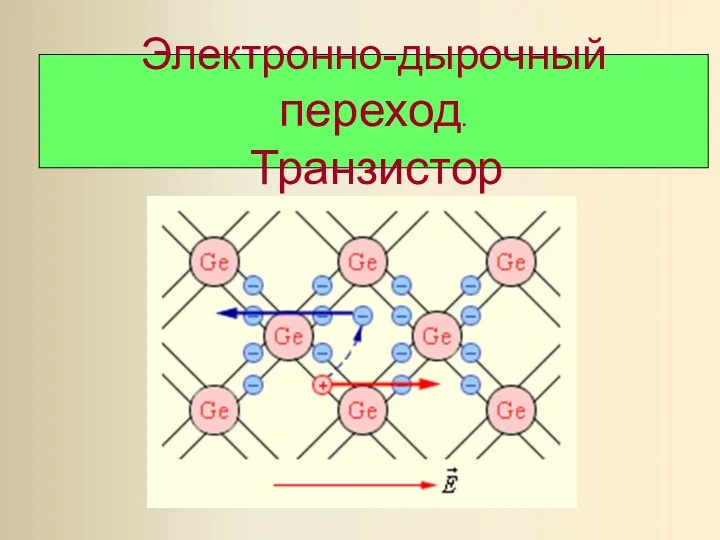 Презентация Электронно-дырочный переход. Транзистор
Презентация Электронно-дырочный переход. Транзистор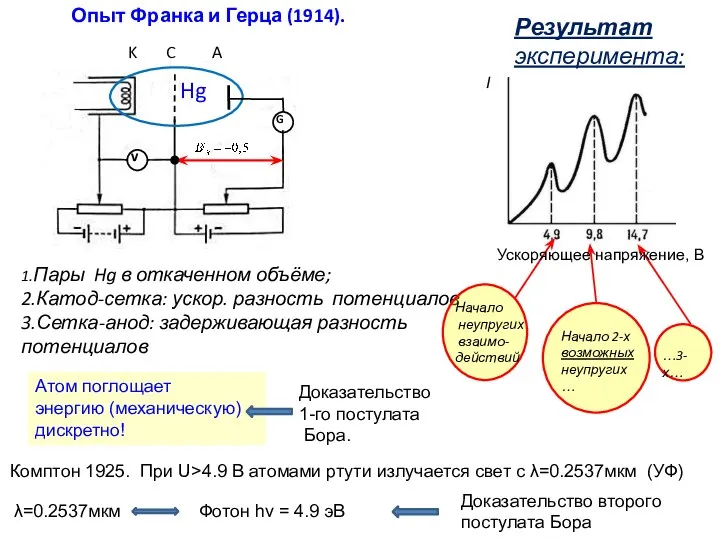 Опыт Франка и Герца (1914)
Опыт Франка и Герца (1914) Буксирное устройство судна и его техническая эксплуатация
Буксирное устройство судна и его техническая эксплуатация Презентация. Способы изменения внетренней энергии.
Презентация. Способы изменения внетренней энергии. Механическое движение. Плотность вещества
Механическое движение. Плотность вещества Вещества и явления в окружающем мире
Вещества и явления в окружающем мире Виды теплопередачи ( презентация к уроку)- 8 класс
Виды теплопередачи ( презентация к уроку)- 8 класс Асинхронный двигатель
Асинхронный двигатель Кванттық механиканың математикалық аппараты
Кванттық механиканың математикалық аппараты Электрическое и электромеханическое оборудование
Электрическое и электромеханическое оборудование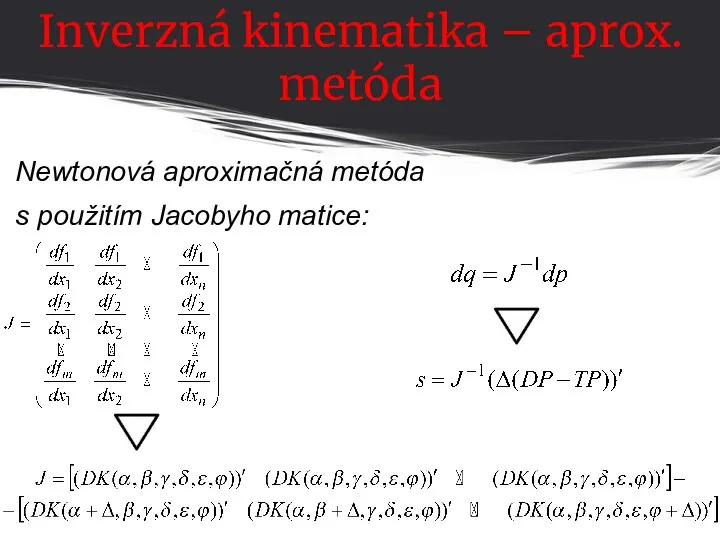 Inverzná kinematika – aprox. metóda
Inverzná kinematika – aprox. metóda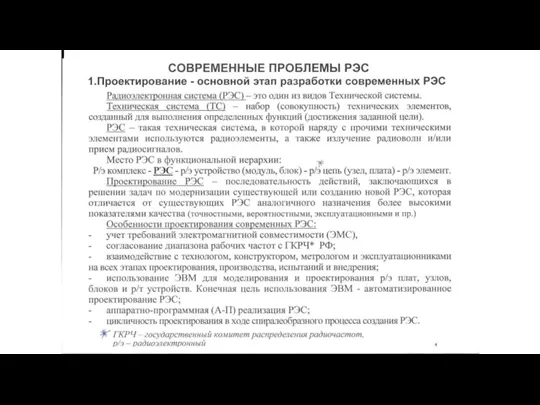 Современные проблемы РЭС
Современные проблемы РЭС Линии передачи электромагнитных волн. Линейные цепи с распределенными параметрами. (Тема 1.1)
Линии передачи электромагнитных волн. Линейные цепи с распределенными параметрами. (Тема 1.1)