- Проект участка механической обработки детали ступица переднего колеса

Содержание
- 2. В НАСТОЯЩЕЕ ВРЕМЯ МАШИНОСТРОЕНИЕ РАСПОЛАГАЕТ ПРОИЗВОДСТВЕННОЙ БАЗОЙ, ВЫПУСКАЮЩАЯ СВЫШЕ ЧЕТВЕРТИ ВСЕЙ ПРОМЫШЛЕННОЙ ПРОДУКЦИИ СТРАНЫ. В МАШИНОСТРОЕНИИ
- 3. Чертеж детали «Ступица переднего колеса»
- 4. ОПИСАНИЕ СЛУЖЕБНОГО НАЗНАЧЕНИЯ ДЕТАЛИ. ХАРАКТЕРИСТИКА МАТЕРИАЛА ДЕТАЛИ Основная задача ступицы состоит в удержании колеса на подвеске
- 5. ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС Получение заготовки методом литья в кокиль План обработки детали Расчёт припусков и межпереходных размеров
- 6. ВЫВОД ПО МЕТОДУ ИЗГОТОВЛЕНИЯ ЗАГОТОВКЕ На основании технико-экономического расчета, можно сделать вывод,что получение заготовки методом литья
- 7. ПРОЕКТИРОВАНИЕ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА МЕХАНИЧЕСКОЙ ОБРАБОТКИ ЗАДАННОЙ ДЕТАЛИ 005 операция – Токарная ЧПУ 010 операция – Токарная
- 8. Таблица припусков и межпереходных размеров
- 9. ВЫБОР ОБОРУДОВАНИЯ 005 Фрезерно-центровальная станок 675П 010 Токарная с ЧПУ станок ЧПУ 1П717Ф3 015 Токарная с
- 10. РЕЖУЩИЙ ИНСТРУМЕНТ 1. Резец 2102 – 0281 ГОСТ 21151 – 75 Пластина ВК6 02113 – 060304
- 11. КОНСТРУКТОРСКИЙ РАЗДЕЛ Трехкулачковый самоцентрирующий патрон
- 12. ОРГАНИЗАЦИОННО – ЭКОНОМИЧЕСКИЙ РАЗДЕЛ
- 13. РУКОВОДСТВО УЧАСТКОМ Важнейшим звеном производственной структуры цеха является производственный участок или отделение, во главе которого стоит
- 14. ВЕДОМОСТЬ РАБОЧИХ НА УЧАСТКЕ
- 15. КАЛЬКУЛЯЦИЯ СЕБЕСТОИМОСТИ ИЗДЕЛИЯ
- 16. ЗАКЛЮЧЕНИЕ Выпускная квалификационная работа выполнена в соответствии с выданным заданием. Разработан перспективный технологический процесс изготовления ступицы
- 18. Скачать презентацию
В НАСТОЯЩЕЕ ВРЕМЯ МАШИНОСТРОЕНИЕ РАСПОЛАГАЕТ ПРОИЗВОДСТВЕННОЙ БАЗОЙ,
ВЫПУСКАЮЩАЯ СВЫШЕ ЧЕТВЕРТИ ВСЕЙ ПРОМЫШЛЕННОЙ
В НАСТОЯЩЕЕ ВРЕМЯ МАШИНОСТРОЕНИЕ РАСПОЛАГАЕТ ПРОИЗВОДСТВЕННОЙ БАЗОЙ, ВЫПУСКАЮЩАЯ СВЫШЕ ЧЕТВЕРТИ ВСЕЙ ПРОМЫШЛЕННОЙ
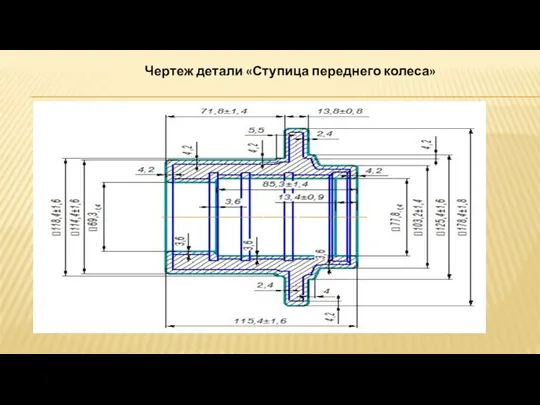
Чертеж детали «Ступица переднего колеса»
Чертеж детали «Ступица переднего колеса»
ОПИСАНИЕ СЛУЖЕБНОГО НАЗНАЧЕНИЯ ДЕТАЛИ. ХАРАКТЕРИСТИКА МАТЕРИАЛА
ДЕТАЛИ
Основная задача ступицы состоит в удержании
ОПИСАНИЕ СЛУЖЕБНОГО НАЗНАЧЕНИЯ ДЕТАЛИ. ХАРАКТЕРИСТИКА МАТЕРИАЛА
ДЕТАЛИ
Основная задача ступицы состоит в удержании
ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС
Получение заготовки методом литья в кокиль
План обработки детали
Расчёт припусков и
ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС
Получение заготовки методом литья в кокиль
План обработки детали
Расчёт припусков и
ВЫВОД ПО МЕТОДУ ИЗГОТОВЛЕНИЯ ЗАГОТОВКЕ
На основании технико-экономического расчета, можно сделать вывод,что
ВЫВОД ПО МЕТОДУ ИЗГОТОВЛЕНИЯ ЗАГОТОВКЕ
На основании технико-экономического расчета, можно сделать вывод,что
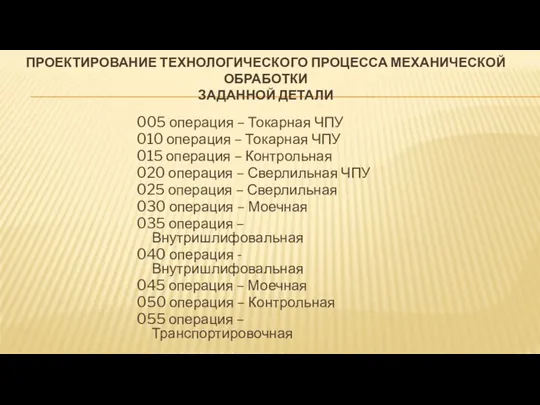
ПРОЕКТИРОВАНИЕ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА МЕХАНИЧЕСКОЙ ОБРАБОТКИ
ЗАДАННОЙ ДЕТАЛИ
005 операция – Токарная ЧПУ
010 операция
ПРОЕКТИРОВАНИЕ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА МЕХАНИЧЕСКОЙ ОБРАБОТКИ
ЗАДАННОЙ ДЕТАЛИ
005 операция – Токарная ЧПУ
010 операция
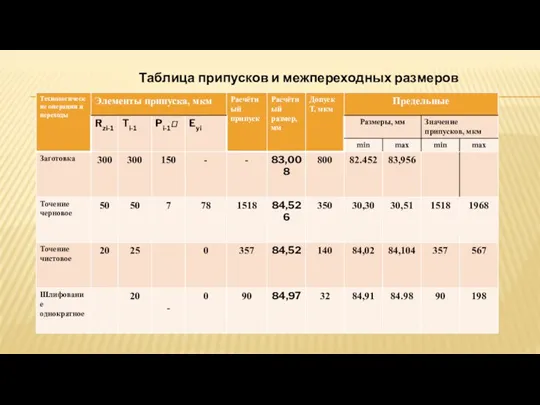
Таблица припусков и межпереходных размеров
Таблица припусков и межпереходных размеров
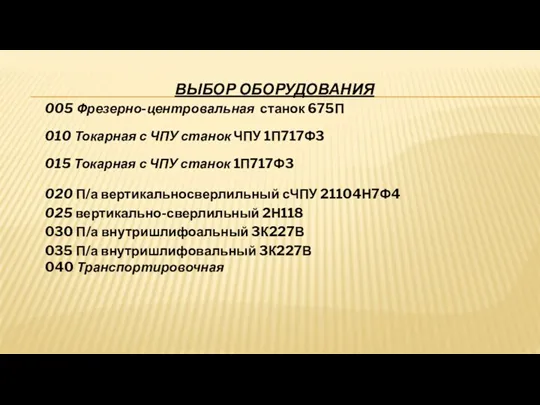
ВЫБОР ОБОРУДОВАНИЯ
005 Фрезерно-центровальная станок 675П
010 Токарная с ЧПУ станок ЧПУ 1П717Ф3
015
ВЫБОР ОБОРУДОВАНИЯ
005 Фрезерно-центровальная станок 675П
010 Токарная с ЧПУ станок ЧПУ 1П717Ф3
015
РЕЖУЩИЙ ИНСТРУМЕНТ
1. Резец 2102 – 0281 ГОСТ 21151 – 75 Пластина
РЕЖУЩИЙ ИНСТРУМЕНТ
1. Резец 2102 – 0281 ГОСТ 21151 – 75 Пластина

КОНСТРУКТОРСКИЙ РАЗДЕЛ
Трехкулачковый самоцентрирующий патрон
КОНСТРУКТОРСКИЙ РАЗДЕЛ
Трехкулачковый самоцентрирующий патрон
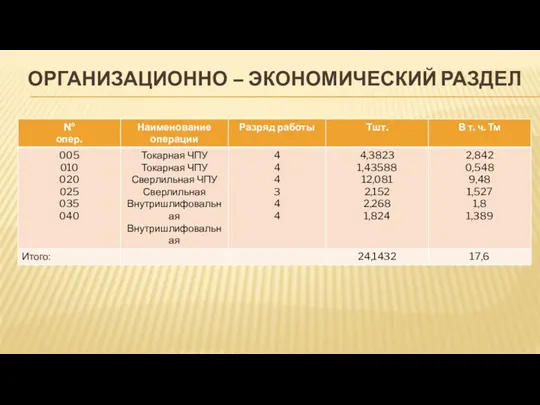
ОРГАНИЗАЦИОННО – ЭКОНОМИЧЕСКИЙ РАЗДЕЛ
ОРГАНИЗАЦИОННО – ЭКОНОМИЧЕСКИЙ РАЗДЕЛ
РУКОВОДСТВО УЧАСТКОМ
Важнейшим звеном производственной структуры цеха является
производственный участок или отделение, во
РУКОВОДСТВО УЧАСТКОМ
Важнейшим звеном производственной структуры цеха является
производственный участок или отделение, во
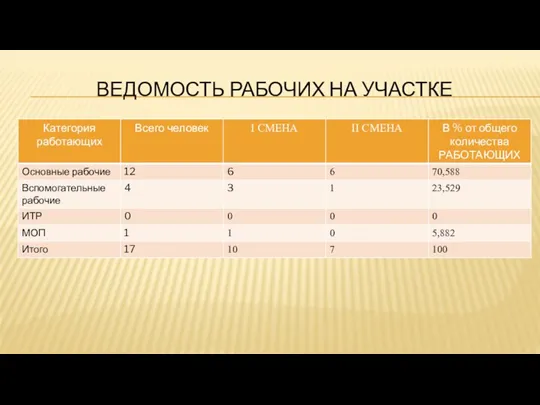
ВЕДОМОСТЬ РАБОЧИХ НА УЧАСТКЕ
ВЕДОМОСТЬ РАБОЧИХ НА УЧАСТКЕ
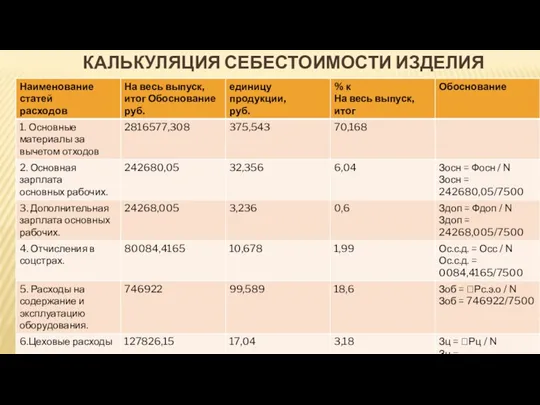
КАЛЬКУЛЯЦИЯ СЕБЕСТОИМОСТИ ИЗДЕЛИЯ
КАЛЬКУЛЯЦИЯ СЕБЕСТОИМОСТИ ИЗДЕЛИЯ
ЗАКЛЮЧЕНИЕ
Выпускная квалификационная работа выполнена в соответствии с выданным
заданием.
Разработан перспективный технологический процесс
ЗАКЛЮЧЕНИЕ
Выпускная квалификационная работа выполнена в соответствии с выданным
заданием.
Разработан перспективный технологический процесс
 внеклассное мероприятие Как сберечь воду и уменьшить ее загрязнение для учащихся 6-7 классов
внеклассное мероприятие Как сберечь воду и уменьшить ее загрязнение для учащихся 6-7 классов Molecular-kinetic theory of ideal gases
Molecular-kinetic theory of ideal gases Динамика. Ньютон заңдары
Динамика. Ньютон заңдары Уравнения Максвелла. Вихревое электрическое поле
Уравнения Максвелла. Вихревое электрическое поле Радиотехническая отрасль, ее состав и значение для развития современного общества. Системы радиосвязи и радиовещания
Радиотехническая отрасль, ее состав и значение для развития современного общества. Системы радиосвязи и радиовещания Способы изменения внутренней энергии
Способы изменения внутренней энергии Передача информации с помощью электромагнитных волн
Передача информации с помощью электромагнитных волн Квантовые явления в оптике
Квантовые явления в оптике Взаимное притяжение и отталкивание между молекулами. Физика. 7 класс
Взаимное притяжение и отталкивание между молекулами. Физика. 7 класс Электромагнитные излучения небесных тел
Электромагнитные излучения небесных тел Ремонт раздаточной коробки LADA NIVA 4Х4 ВАЗ 2113. Правила и порядок заправки топливом ТС
Ремонт раздаточной коробки LADA NIVA 4Х4 ВАЗ 2113. Правила и порядок заправки топливом ТС План трассы. Вписывание круговых кривых с переходными кривыми
План трассы. Вписывание круговых кривых с переходными кривыми Закон Кулона. Напряженность поля точечного заряда
Закон Кулона. Напряженность поля точечного заряда Механічна робота. Потужність
Механічна робота. Потужність Проект “Дизельный двигатель”
Проект “Дизельный двигатель” Микроскоп – знакомство, создание, опыты
Микроскоп – знакомство, создание, опыты Электрический ток в полупроводниках
Электрический ток в полупроводниках Коллиматор. Разновидности коллиматоров. Виды тест-объектов. Зрительная труба. Диоптрийная трубка
Коллиматор. Разновидности коллиматоров. Виды тест-объектов. Зрительная труба. Диоптрийная трубка Потери мощности и энергии электроприводов
Потери мощности и энергии электроприводов Мастер-класс Подготовка к Единому государственному экзамену по Кинематике.
Мастер-класс Подготовка к Единому государственному экзамену по Кинематике. Ультрафиолетовые лучи
Ультрафиолетовые лучи Изнашивание неметаллических материалов
Изнашивание неметаллических материалов Закон всемирного тяготения. Сила тяжести. Невесомость
Закон всемирного тяготения. Сила тяжести. Невесомость Основные способы обработки деталей машин
Основные способы обработки деталей машин Принципы создания магнитных материалов. Магнитомягкие сплавы
Принципы создания магнитных материалов. Магнитомягкие сплавы Прямолинейное равноускоренное движение
Прямолинейное равноускоренное движение Молекулярная физика и термодинамика
Молекулярная физика и термодинамика Электрохимиялық талдау әдістері. Дәріс № 13-14
Электрохимиялық талдау әдістері. Дәріс № 13-14