Размерная слесарная обработка деталей: шлифование ,опиливание. Зенкование, зенкерование, развертка презентация
- Размерная слесарная обработка деталей: шлифование ,опиливание. Зенкование, зенкерование, развертка

Содержание
- 2. “Обслуживание и ремонт электрооборудования электростанций и сетей” .Издательский центр «Академия» 2006 г.Е.Ф.Макаров. “Электробезопасность при эксплуатации электроустановок
- 3. Шлифовáние — механическая или ручная операция по обработке твёрдого материала (металл, стекло, гранит, алмаз и др.).
- 4. Шлифовальные материалы Основой шлифовального инструмента являются зёрна абразивного материала, выполняющие функции микрорезцов, осуществляющих микрорезание обрабатываемого материала
- 5. Алмазный инструмент на органических связках, в том числе отрезные круги, применяются для заточки режущего инструмента из
- 6. Опиливание – это процесс снятия припуска напильниками, надфилями или рашпилями. Оно основано на ручном или механическом
- 7. В зависимости от формы различают следующие типы напильников: а – слесарные плоские тупоносые; б – круглые;
- 8. Формы и размеры напильников, мм
- 9. Величина припуска и точность обработки напильниками различных классов, мм Шероховатость поверхности, получаемая при разных видах слесарной
- 10. Зенкование — процесс обработки с помощью зенковки отверстия в детали для образования гнёзд под потайные головки
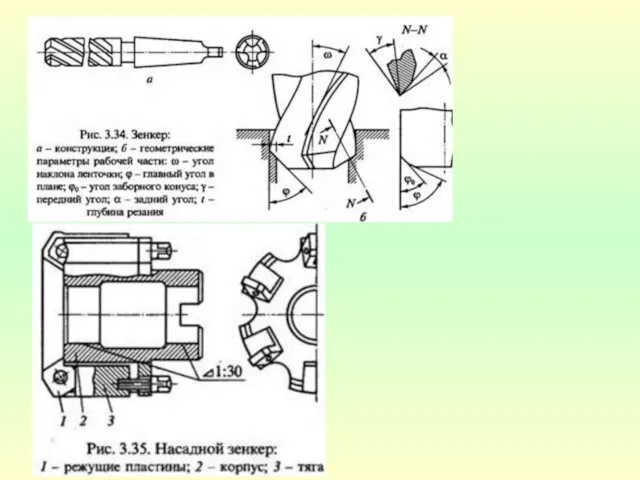
- 11. Зенкерование (от нем. Senken — проходить, углублять (шахту)) — вид механической обработки резанием, в котором с
- 13. Развёртывание — вид чистовой механической обработки отверстий резанием. Производят после предварительного сверления и зенкерования для получения
- 14. Основным инструментом для выполнения развёртывания являются так называемые развёртки, представляющие собой многолезвийные (4-20 лезвий) цилиндрические либо
- 16. Скачать презентацию
“Обслуживание и ремонт электрооборудования электростанций и сетей” .Издательский центр «Академия» 2006
“Обслуживание и ремонт электрооборудования электростанций и сетей” .Издательский центр «Академия» 2006
Шлифовáние — механическая или ручная операция по обработке твёрдого материала (металл,
Шлифовáние — механическая или ручная операция по обработке твёрдого материала (металл,
Шлифовальные материалы
Основой шлифовального инструмента являются зёрна абразивного материала, выполняющие функции микрорезцов,
Шлифовальные материалы
Основой шлифовального инструмента являются зёрна абразивного материала, выполняющие функции микрорезцов,
Алмазный инструмент на органических связках, в том числе отрезные круги, применяются
Алмазный инструмент на органических связках, в том числе отрезные круги, применяются
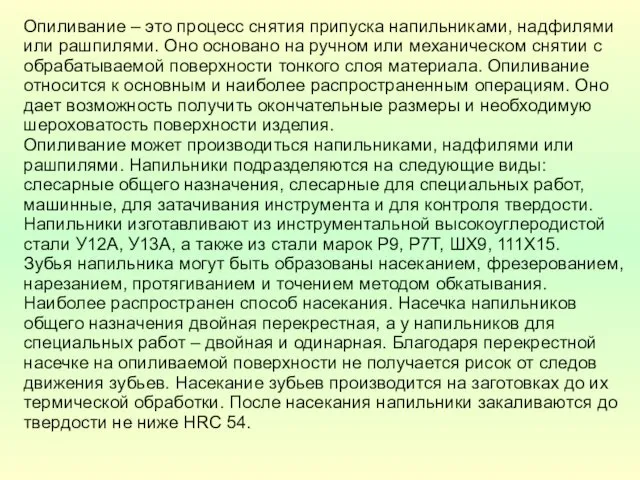
Опиливание – это процесс снятия припуска напильниками, надфилями или рашпилями. Оно
Опиливание – это процесс снятия припуска напильниками, надфилями или рашпилями. Оно
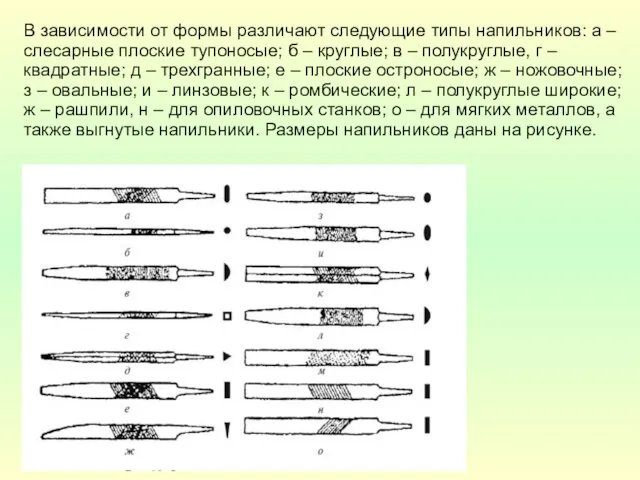
В зависимости от формы различают следующие типы напильников: а – слесарные
В зависимости от формы различают следующие типы напильников: а – слесарные
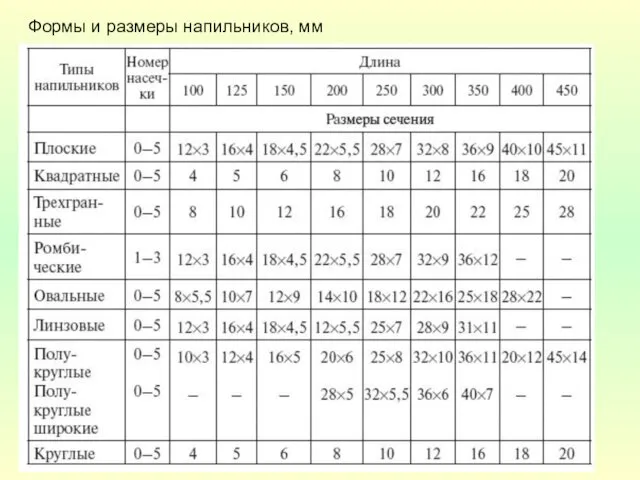
Формы и размеры напильников, мм
Формы и размеры напильников, мм
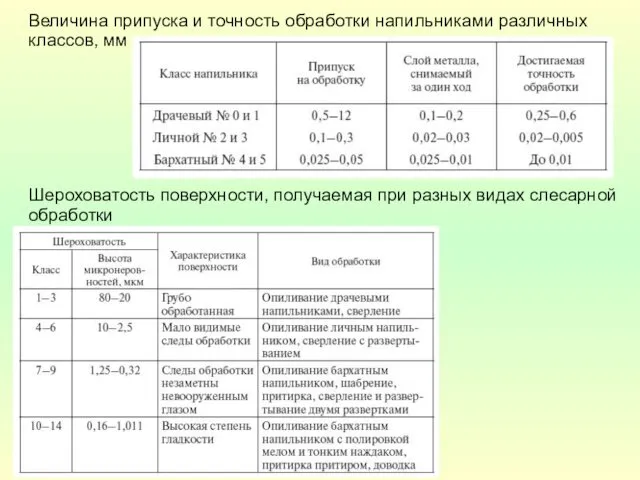
Величина припуска и точность обработки напильниками различных классов, мм
Шероховатость поверхности, получаемая
Величина припуска и точность обработки напильниками различных классов, мм
Шероховатость поверхности, получаемая

Зенкование — процесс обработки с помощью зенковки отверстия в детали для
Зенкование — процесс обработки с помощью зенковки отверстия в детали для
Зенкерование (от нем. Senken — проходить, углублять (шахту)) — вид механической
Зенкерование (от нем. Senken — проходить, углублять (шахту)) — вид механической
Развёртывание — вид чистовой механической обработки отверстий резанием.
Производят после предварительного сверления
Развёртывание — вид чистовой механической обработки отверстий резанием.
Производят после предварительного сверления
Основным инструментом для выполнения развёртывания являются так называемые развёртки, представляющие собой
Основным инструментом для выполнения развёртывания являются так называемые развёртки, представляющие собой
 Кривошипно- шатунный механизм
Кривошипно- шатунный механизм Исследование колебаний маятников различных видов
Исследование колебаний маятников различных видов История радиосвязи
История радиосвязи презентация Чудеса света
презентация Чудеса света Электромагнитная индукция
Электромагнитная индукция Презентация Дорога человечества в космос
Презентация Дорога человечества в космос Открытый урок по теме Молекулярная физика
Открытый урок по теме Молекулярная физика Определение предмета биофизики
Определение предмета биофизики Сила трения. Трение в природе и технике
Сила трения. Трение в природе и технике Защита от грозовых и коммутационных перенапряжений
Защита от грозовых и коммутационных перенапряжений Магнит өрісіндегі тогы бар контур
Магнит өрісіндегі тогы бар контур Магнитное поле и его графическое изображение
Магнитное поле и его графическое изображение Биохимический анализ. Фотометрия. Основные принципы
Биохимический анализ. Фотометрия. Основные принципы Физика. Разделы физики
Физика. Разделы физики урок по теме плотность вещества
урок по теме плотность вещества Техническое обслуживание и ремонт систем энергообеспечения и запуска двигателя
Техническое обслуживание и ремонт систем энергообеспечения и запуска двигателя Антенні та фідерні пристрої ЗРЛ. Загальні відомості і принцип дії фідерних пристроїв. (Тема 3.1)
Антенні та фідерні пристрої ЗРЛ. Загальні відомості і принцип дії фідерних пристроїв. (Тема 3.1) Допуски, посадки и контроль шлицевых соединений деталей
Допуски, посадки и контроль шлицевых соединений деталей Аэродинамика и летно-технические данные вертолёта. Тема №1. Основные летно-технические характеристики. Семинар №1
Аэродинамика и летно-технические данные вертолёта. Тема №1. Основные летно-технические характеристики. Семинар №1 Общие сведения о направляющих системах
Общие сведения о направляющих системах Расчет режимов электрических сетей
Расчет режимов электрических сетей Действие жидкости и газа на погруженное в них тело
Действие жидкости и газа на погруженное в них тело Элементарные частицы
Элементарные частицы Техническое обслуживание и ремонт тормозной системы трактора
Техническое обслуживание и ремонт тормозной системы трактора Раздел 1. Акустические преобразователи. Классификация
Раздел 1. Акустические преобразователи. Классификация Теплоотдача при поперечном обтекании труб
Теплоотдача при поперечном обтекании труб Режущий инструмент. Основные функции. Основы теории режущих инструментов
Режущий инструмент. Основные функции. Основы теории режущих инструментов Эксергия. Термодинамические процессы в газах, парах и их смесях. (Занятие 4)
Эксергия. Термодинамические процессы в газах, парах и их смесях. (Занятие 4)