- Ремонт автомобилей. Ремонт головок цилиндров и распределительных валов. (Тема 4.6)

Содержание
- 2. Головка блока ЗМЗ-53. Материал – АЛ4 Дефекты: 1) Трещины и коррозионные раковины – заварка или заделка
- 3. 2) Износ отверстий во втулках клапанов – развёртка под ремонтный размер.
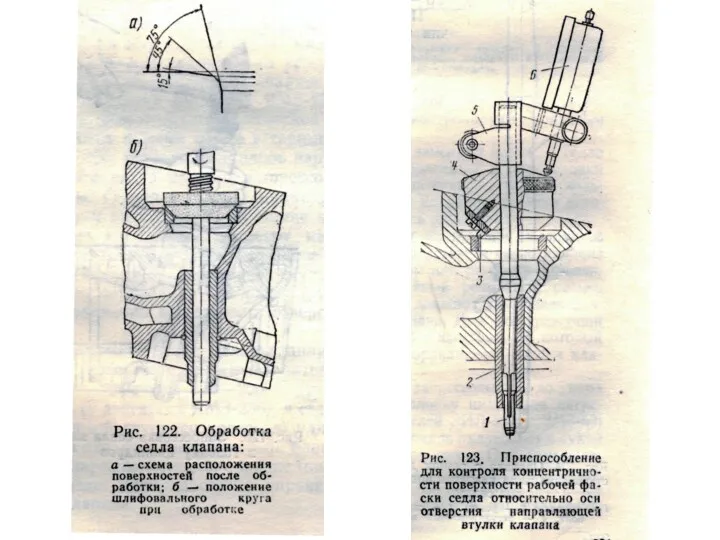
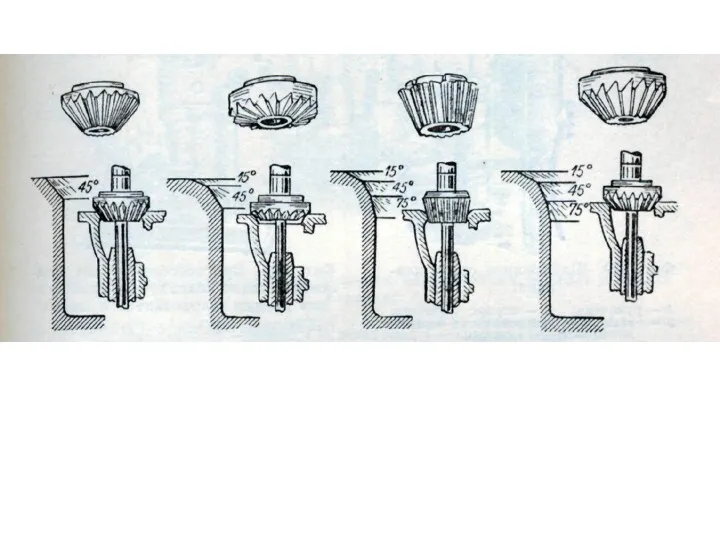
- 4. 2) Износ отверстий во втулках клапанов – развёртка под ремонтный размер. 3) Износ поверхности рабочей фаски
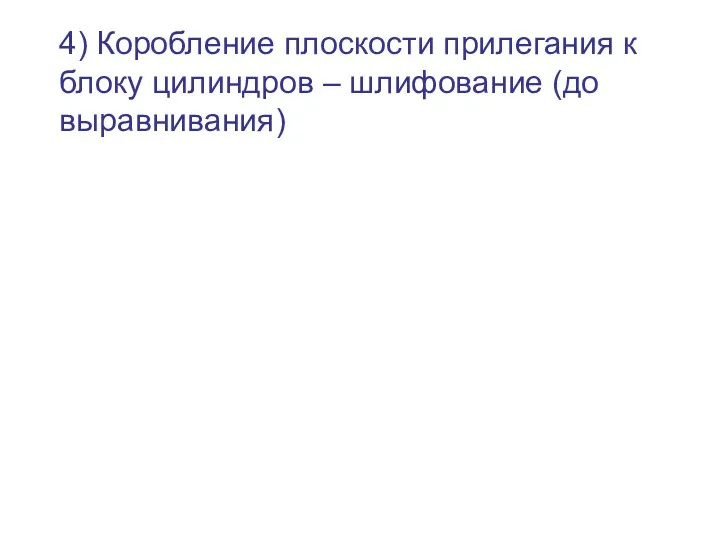
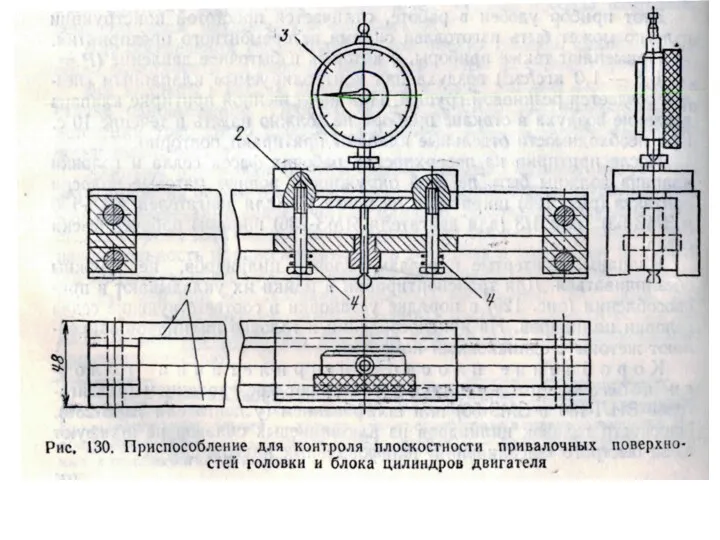
- 7. 4) Коробление плоскости прилегания к блоку цилиндров – шлифование (до выравнивания)
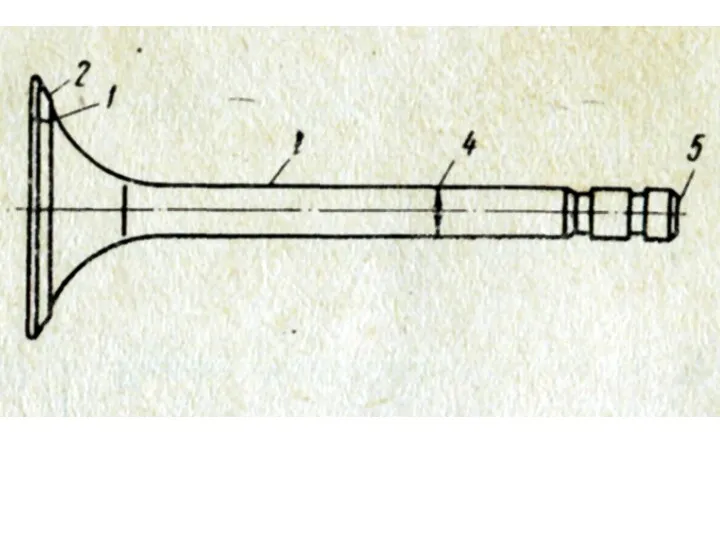
- 9. Клапан ЗМЗ-53. Впускной – сталь 4Х9С2 Выпускной – сталь ЭП-303
- 10. Дефекты: 1) Изгиб стержня – правка на ручном прессе, контроль биения
- 12. 2) Износ стержня – шлифование под ремонтный размер, хромирование или осталивание с последующим шлифованием.
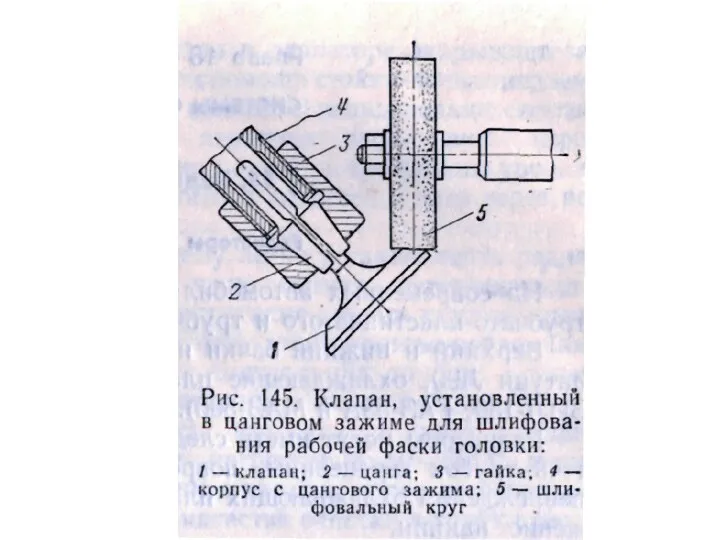
- 13. 3) Износ рабочей фаски головки клапана – шлифовка фаски (под 450)
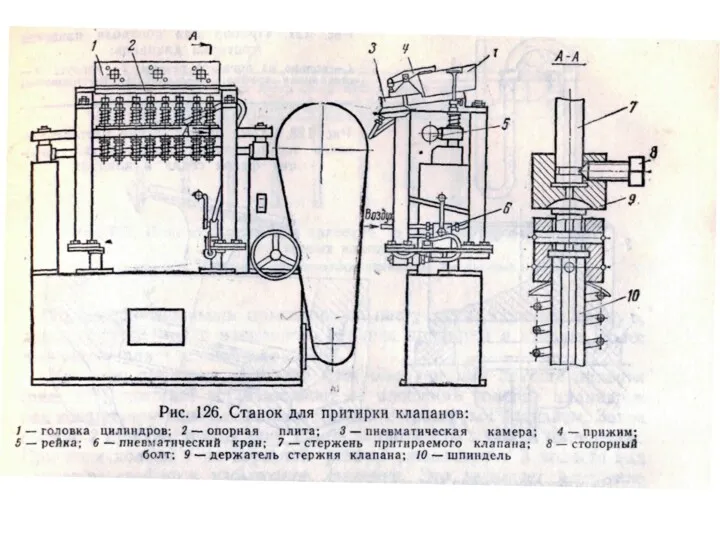
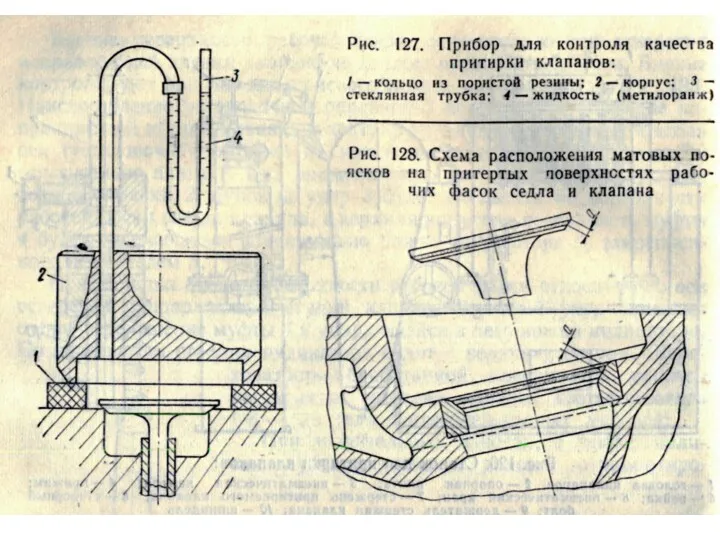
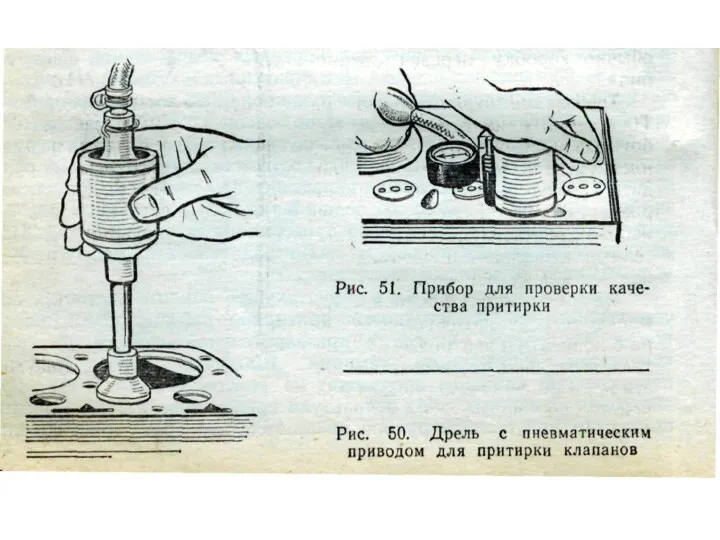
- 15. Притирка клапанов к сёдлам. Притирка производится на специальных станках с помощью алмазной притирочной пасты.
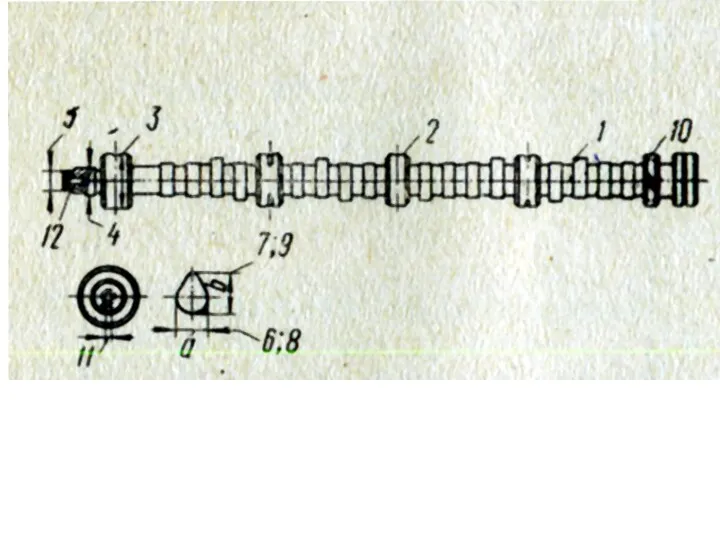
- 20. Распределительный вал ЗМЗ-53. Материал – сталь 40 селект. Кулачки, шестерня, опорные шейки – подвергнуты ТВЧ закалке
- 21. Дефекты: 1) Изгиб – правка на прессе.
- 24. 2) Износ опорных шеек – шлифование под ремонтный размер, вибродуговая наплавка, осталивание, хромирование с последующей обработкой.
- 25. 3) Износ кулачков – шлифование со снятием равномерного слоя, наплавка.
- 29. Скачать презентацию
Головка блока ЗМЗ-53.
Материал – АЛ4
Дефекты:
1) Трещины и коррозионные раковины –
Головка блока ЗМЗ-53. Материал – АЛ4 Дефекты: 1) Трещины и коррозионные раковины –
2) Износ отверстий во втулках клапанов – развёртка под ремонтный
2) Износ отверстий во втулках клапанов – развёртка под ремонтный
2) Износ отверстий во втулках клапанов – развёртка под ремонтный
2) Износ отверстий во втулках клапанов – развёртка под ремонтный
4) Коробление плоскости прилегания к блоку цилиндров – шлифование (до
4) Коробление плоскости прилегания к блоку цилиндров – шлифование (до
Клапан ЗМЗ-53.
Впускной – сталь 4Х9С2
Выпускной – сталь ЭП-303
Клапан ЗМЗ-53.
Впускной – сталь 4Х9С2
Выпускной – сталь ЭП-303
Дефекты:
1) Изгиб стержня – правка на ручном прессе, контроль биения
Дефекты:
1) Изгиб стержня – правка на ручном прессе, контроль биения
2) Износ стержня – шлифование под ремонтный размер, хромирование или
2) Износ стержня – шлифование под ремонтный размер, хромирование или
3) Износ рабочей фаски головки клапана – шлифовка фаски (под
3) Износ рабочей фаски головки клапана – шлифовка фаски (под
Притирка клапанов к сёдлам.
Притирка производится на специальных станках с
Притирка клапанов к сёдлам. Притирка производится на специальных станках с
Распределительный вал ЗМЗ-53.
Материал – сталь 40 селект.
Кулачки, шестерня, опорные шейки
Распределительный вал ЗМЗ-53. Материал – сталь 40 селект. Кулачки, шестерня, опорные шейки
Дефекты:
1) Изгиб – правка на прессе.
Дефекты:
1) Изгиб – правка на прессе.
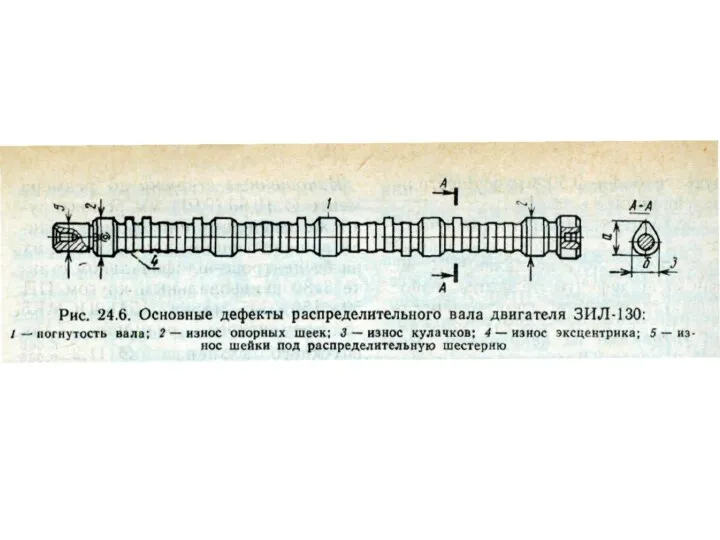
2) Износ опорных шеек – шлифование под ремонтный размер, вибродуговая
2) Износ опорных шеек – шлифование под ремонтный размер, вибродуговая
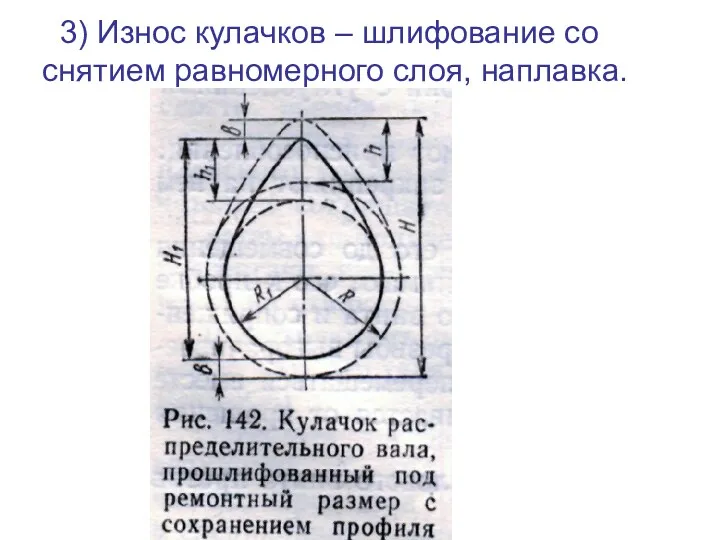
3) Износ кулачков – шлифование со снятием равномерного слоя, наплавка.
3) Износ кулачков – шлифование со снятием равномерного слоя, наплавка.


 Закон Джоуля-Ленца. Работа и мощность
Закон Джоуля-Ленца. Работа и мощность Двигатели внутреннего сгорания
Двигатели внутреннего сгорания Основы кристаллизации расплавов
Основы кристаллизации расплавов Механические волны, их свойства
Механические волны, их свойства Взаимодействие ускоренных электронов с веществом (часть 3)
Взаимодействие ускоренных электронов с веществом (часть 3) Основы поверхностной обработки полупроводниковых материалов
Основы поверхностной обработки полупроводниковых материалов Электрические тали
Электрические тали Закони магнітостатики. Магнітне поле прямого та колового провідників зі струмом. (Лекція 13)
Закони магнітостатики. Магнітне поле прямого та колового провідників зі струмом. (Лекція 13) Разработка урока по теме Солнечные затмения по технологии Педагогическая мастерская
Разработка урока по теме Солнечные затмения по технологии Педагогическая мастерская Курс лекций по молекулярной физике и термодинамике
Курс лекций по молекулярной физике и термодинамике Законы Ньютона
Законы Ньютона Волновые уравнения
Волновые уравнения Теплопроводность. Опыт теплопроводности
Теплопроводность. Опыт теплопроводности Проводники. Конструкции проводников и токопроводов
Проводники. Конструкции проводников и токопроводов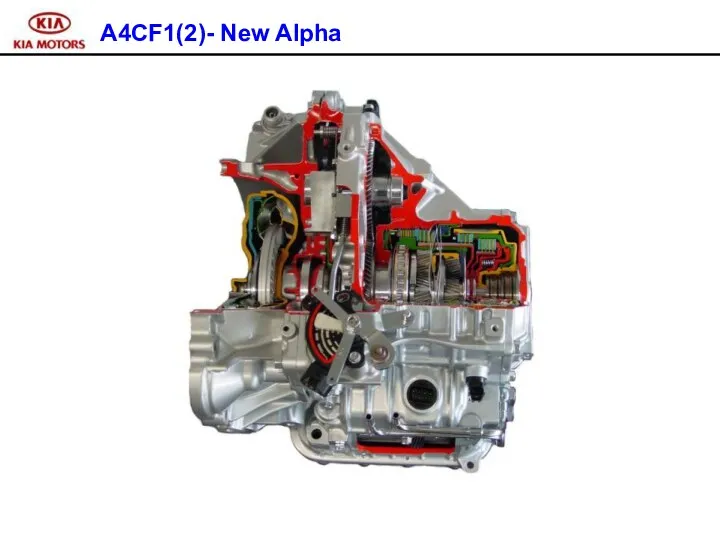 Разборка АКПП
Разборка АКПП Всё для фронта, всё для победы!
Всё для фронта, всё для победы! Требования к заданиям с развернутым ответом в ЕГЭ по физике
Требования к заданиям с развернутым ответом в ЕГЭ по физике Как мы знаем физику (тест)
Как мы знаем физику (тест) Электрический ток. Действия электрического тока
Электрический ток. Действия электрического тока Исследование колебаний маятников различных видов
Исследование колебаний маятников различных видов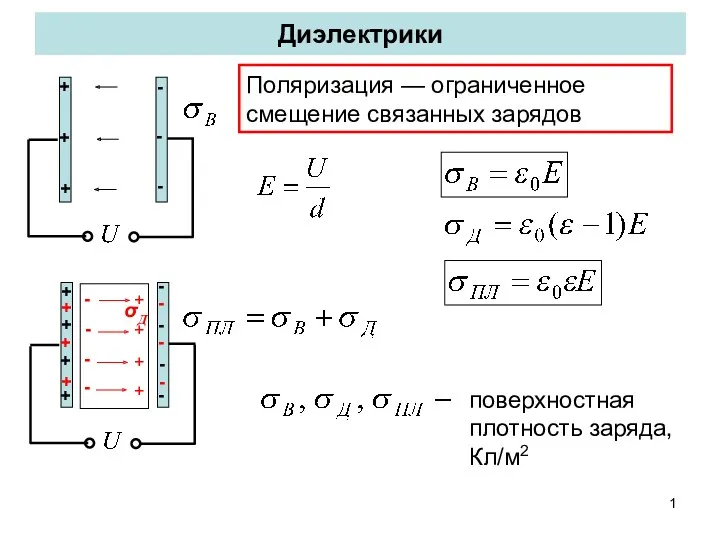 Диэлектрики
Диэлектрики Основные положения по организации и технологии войскового ремонта машин
Основные положения по организации и технологии войскового ремонта машин Радиационная защита
Радиационная защита Дифференциалы. Необходимость использования дифференциалов
Дифференциалы. Необходимость использования дифференциалов Ультрафиолетовое излучение
Ультрафиолетовое излучение Кинематический анализ плоского механизма. (Задача к-11)
Кинематический анализ плоского механизма. (Задача к-11) Измерительный инструмент
Измерительный инструмент Рентгеновские лучи.
Рентгеновские лучи.