- Ремонт автомобилей. Восстановление деталей сваркой и наплавкой. (Тема 3.4)

Содержание
- 2. В процессе сварки наплавленный металл и прилегающие к нему участки основного металла детали нагреваются до температуры
- 3. В процессе сварки наплавленный металл и прилегающие к нему участки основного металла детали нагреваются до температуры
- 4. Металлургические процессы: 1) Окисление наплавленного металла и выгорание легирующих элементов.
- 5. Металлургические процессы: 1) Окисление наплавленного металла и выгорание легирующих элементов. 2) Насыщение металла водородом
- 6. Металлургические процессы: 1) Окисление наплавленного металла и выгорание легирующих элементов. 2) Насыщение металла водородом 3) Разбрызгивание
- 7. Структурные изменения – возникают в зоне термического влияния в результате неравномерного нагрева.
- 8. Структурные изменения – возникают в зоне термического влияния в результате неравномерного нагрева. Размеры зоны термического влияния:
- 9. Структурные изменения – возникают в зоне термического влияния в результате неравномерного нагрева. Размеры зоны термического влияния:
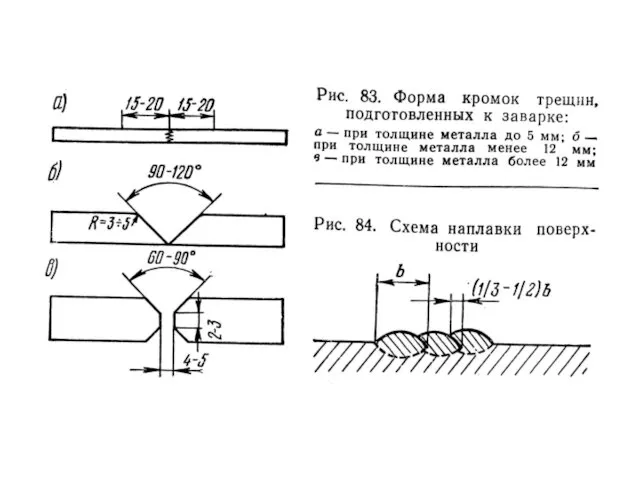
- 10. Подготовка деталей к сварке. При заварке трещины производится сверление отверстий ø 4 - 5 мм на
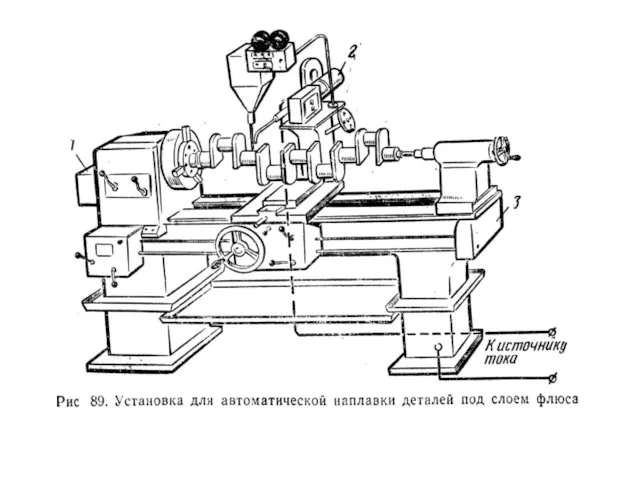
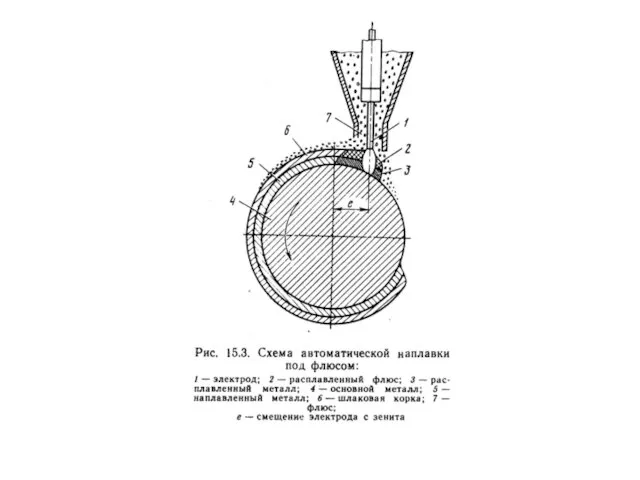
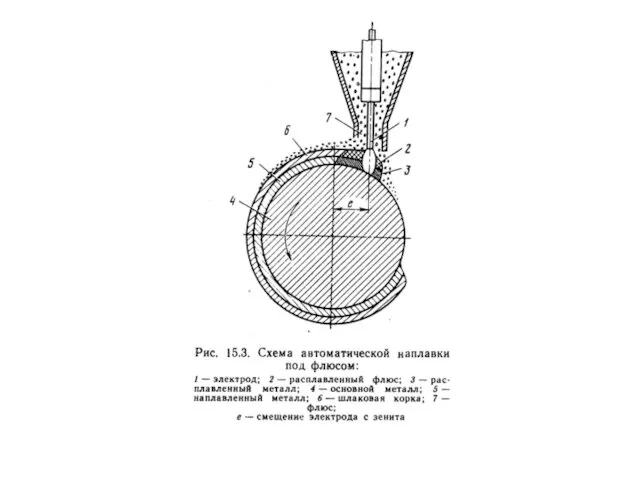
- 14. Автоматическая электродуговая наплавка под флюсом. Деталь вращается в переоборудованном токарном станке. Электрод (проволока) подаётся роликами и
- 19. Недостатки процесса: - невозможность наплавки деталей менее ø40мм
- 21. Недостатки процесса: - невозможность наплавки деталей менее ø40мм - необходимость удаления шлака - сильный нагрев детали
- 22. Механизированная сварка и наплавка в среде защитных газов. Автоматическая наплавка – на переоборудованном токарном станке. В
- 23. Механизированная сварка и наплавка в среде защитных газов. Автоматическая наплавка – на переоборудованном токарном станке. В
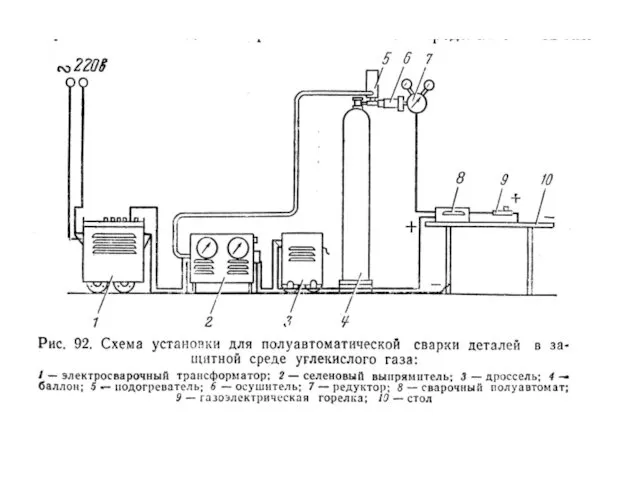
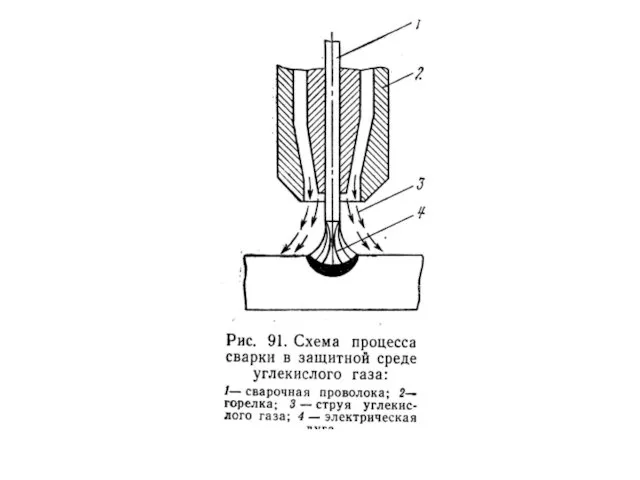
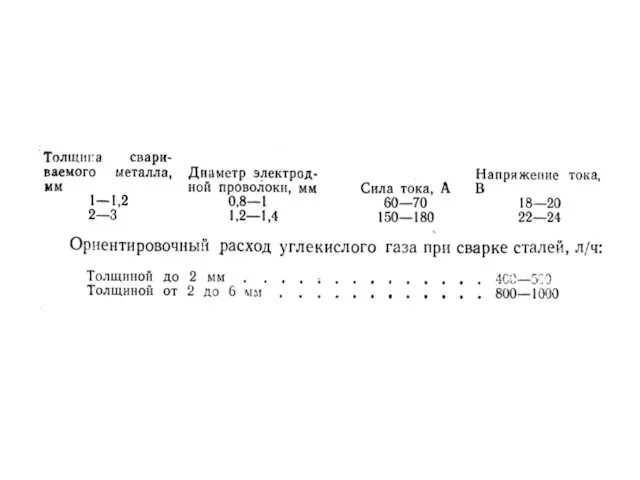
- 24. Полуавтоматическая сварка в среде углекислого газа – сварка кузовных деталей из листовой стали.
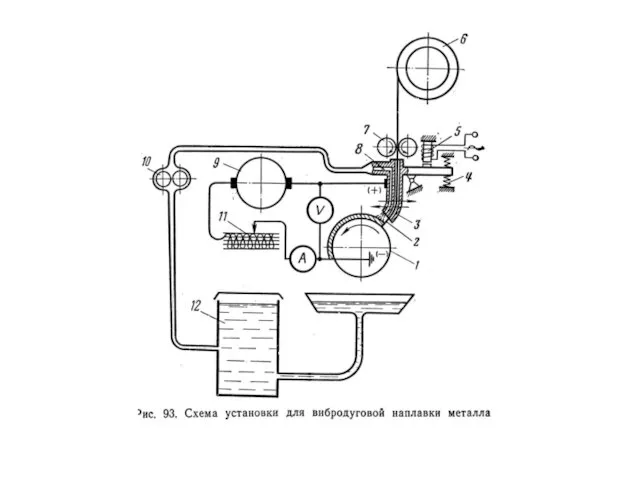
- 28. Автоматическая вибродуговая наплавка. Один цикл вибродуговой наплавки состоит из четырёх процессов: 1) Короткое замыкание 2) Отрыв
- 30. Недостатки: снижение усталостной прочности на 30-40%. Преимущества: малый нагрев детали (≈1000С за счёт охлаждения), малая зона
- 31. Метод применяется для наплавки деталей из стали, ковкого и серого чугуна. Охлаждающая жидкость – 5%-ный раствор
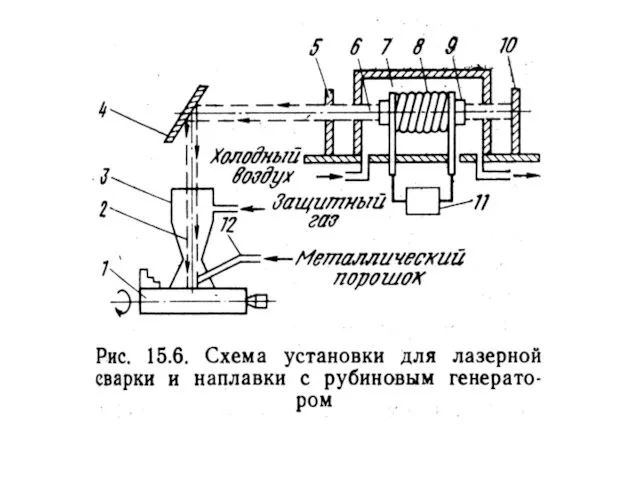
- 32. Лазерная и плазменная сварка и наплавка. Типы лазерных установок: 1) С рубиновым квантовым генератором 2) С
- 33. Лазерная и плазменная сварка и наплавка. Типы лазерных установок: 1) С рубиновым квантовым генератором 2) С
- 36. Плазменная наплавка. Плазма – ионизированный (токопроводящий) газ.
- 37. Плазменная наплавка. Плазма – ионизированный (токопроводящий) газ. В плазмотроне образуется плазма, которая направляется на поверхность детали.
- 38. Плазменная наплавка. Плазма – ионизированный (токопроводящий) газ. В плазмотроне образуется плазма, которая направляется на поверхность детали.
- 39. Преимущества: высокое качество наплавки. Недостатки: сложное оборудование, высокая цена.
- 40. Особенности сварки чугунных деталей. При сварке чугуна происходит отбеливание шва в результате быстрого охлаждения и выгорания
- 41. Особенности сварки чугунных деталей. При сварке чугуна происходит отбеливание шва в результате быстрого охлаждения и выгорания
- 42. Особенности сварки чугунных деталей. При сварке чугуна происходит отбеливание шва в результате быстрого охлаждения и выгорания
- 43. Применяют горячий и холодный способы сварки чугуна. При горячем способе деталь нагревают в печи до 550-600
- 44. Преимущества: высокое качество сварки. Недостатки: большая трудоёмкость, малая производительность, высокая цена.
- 45. Холодный способ – электродуговая сварка стальными электродами и электродами из цветных металлов.
- 46. Холодный способ – электродуговая сварка стальными электродами и электродами из цветных металлов. Сварка стальными электродами марки
- 47. Особенности сварки деталей из алюминиевых сплавов. При сварке алюминия образуются тугоплавкие тяжёлые окислы, которые остаются внутри
- 48. Перед сваркой детали нагревают до 250…300 0С. Флюс просушивают. После сварки детали медленно охлаждают. Перед сваркой
- 49. Перед сваркой детали нагревают до 250…300 0С. Флюс просушивают. После сварки детали медленно охлаждают. Перед сваркой
- 50. Флюс – АФ-4А. После сварки удаляется шлак и смывается остатки флюса (водой). Аргонно-дуговая сварка. Присадочный материал
- 52. Техника безопасности. Ацетиленовый генератор (баллоны) и кислородные баллоны хранятся в отдельных помещениях. Сварочный пост оборудуется местной
- 56. Скачать презентацию
В процессе сварки наплавленный металл и прилегающие к нему участки
В процессе сварки наплавленный металл и прилегающие к нему участки
В процессе сварки наплавленный металл и прилегающие к нему участки
В процессе сварки наплавленный металл и прилегающие к нему участки
Металлургические процессы:
1) Окисление наплавленного металла и выгорание легирующих элементов.
Металлургические процессы:
1) Окисление наплавленного металла и выгорание легирующих элементов.
Металлургические процессы:
1) Окисление наплавленного металла и выгорание легирующих элементов.
2) Насыщение
Металлургические процессы: 1) Окисление наплавленного металла и выгорание легирующих элементов. 2) Насыщение
Металлургические процессы:
1) Окисление наплавленного металла и выгорание легирующих элементов.
2) Насыщение
Металлургические процессы: 1) Окисление наплавленного металла и выгорание легирующих элементов. 2) Насыщение
Структурные изменения – возникают в зоне термического влияния в результате
Структурные изменения – возникают в зоне термического влияния в результате
Структурные изменения – возникают в зоне термического влияния в результате
Структурные изменения – возникают в зоне термического влияния в результате
Структурные изменения – возникают в зоне термического влияния в результате
Структурные изменения – возникают в зоне термического влияния в результате
Подготовка деталей к сварке.
При заварке трещины производится сверление отверстий
Подготовка деталей к сварке. При заварке трещины производится сверление отверстий

Автоматическая электродуговая наплавка под флюсом. Деталь вращается в переоборудованном токарном
Автоматическая электродуговая наплавка под флюсом. Деталь вращается в переоборудованном токарном

Недостатки процесса:
- невозможность наплавки деталей менее ø40мм
Недостатки процесса:
- невозможность наплавки деталей менее ø40мм
Недостатки процесса:
- невозможность наплавки деталей менее ø40мм
- необходимость удаления шлака
-
Недостатки процесса: - невозможность наплавки деталей менее ø40мм - необходимость удаления шлака -
Механизированная сварка и наплавка в среде защитных газов. Автоматическая наплавка
Механизированная сварка и наплавка в среде защитных газов. Автоматическая наплавка
Механизированная сварка и наплавка в среде защитных газов. Автоматическая наплавка
Механизированная сварка и наплавка в среде защитных газов. Автоматическая наплавка
Полуавтоматическая сварка в среде углекислого газа – сварка кузовных деталей
Полуавтоматическая сварка в среде углекислого газа – сварка кузовных деталей
Автоматическая вибродуговая наплавка.
Один цикл вибродуговой наплавки состоит из четырёх
Автоматическая вибродуговая наплавка. Один цикл вибродуговой наплавки состоит из четырёх
Недостатки: снижение усталостной прочности на 30-40%.
Преимущества: малый нагрев детали
Недостатки: снижение усталостной прочности на 30-40%. Преимущества: малый нагрев детали
Метод применяется для наплавки деталей из стали, ковкого и серого
Метод применяется для наплавки деталей из стали, ковкого и серого
Лазерная и плазменная сварка и наплавка.
Типы лазерных установок:
1) С
Лазерная и плазменная сварка и наплавка. Типы лазерных установок: 1) С
Лазерная и плазменная сварка и наплавка.
Типы лазерных установок:
1) С
Лазерная и плазменная сварка и наплавка. Типы лазерных установок: 1) С
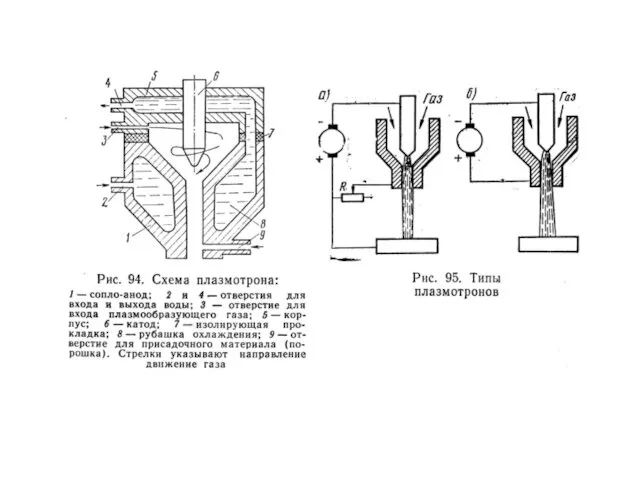
Плазменная наплавка.
Плазма – ионизированный (токопроводящий) газ.
Плазменная наплавка.
Плазма – ионизированный (токопроводящий) газ.
Плазменная наплавка.
Плазма – ионизированный (токопроводящий) газ.
В плазмотроне образуется
Плазменная наплавка. Плазма – ионизированный (токопроводящий) газ. В плазмотроне образуется
Плазменная наплавка.
Плазма – ионизированный (токопроводящий) газ.
В плазмотроне образуется
Плазменная наплавка. Плазма – ионизированный (токопроводящий) газ. В плазмотроне образуется
Преимущества: высокое качество наплавки.
Недостатки: сложное оборудование, высокая цена.
Преимущества: высокое качество наплавки.
Недостатки: сложное оборудование, высокая цена.
Особенности сварки чугунных деталей. При сварке чугуна происходит отбеливание шва
Особенности сварки чугунных деталей. При сварке чугуна происходит отбеливание шва
Особенности сварки чугунных деталей. При сварке чугуна происходит отбеливание шва
Особенности сварки чугунных деталей. При сварке чугуна происходит отбеливание шва
Особенности сварки чугунных деталей. При сварке чугуна происходит отбеливание шва
Особенности сварки чугунных деталей. При сварке чугуна происходит отбеливание шва
Применяют горячий и холодный способы сварки чугуна.
При горячем способе
Применяют горячий и холодный способы сварки чугуна. При горячем способе
Преимущества: высокое качество сварки.
Недостатки: большая трудоёмкость, малая производительность, высокая
Преимущества: высокое качество сварки. Недостатки: большая трудоёмкость, малая производительность, высокая
Холодный способ – электродуговая сварка стальными электродами и электродами из
Холодный способ – электродуговая сварка стальными электродами и электродами из
Холодный способ – электродуговая сварка стальными электродами и электродами из
Холодный способ – электродуговая сварка стальными электродами и электродами из
Особенности сварки деталей из алюминиевых сплавов. При сварке алюминия образуются
Особенности сварки деталей из алюминиевых сплавов. При сварке алюминия образуются
Перед сваркой детали нагревают до 250…300 0С.
Флюс просушивают.
После
Перед сваркой детали нагревают до 250…300 0С. Флюс просушивают. После
Перед сваркой детали нагревают до 250…300 0С.
Флюс просушивают.
После
Перед сваркой детали нагревают до 250…300 0С. Флюс просушивают. После
Флюс – АФ-4А.
После сварки удаляется шлак и смывается остатки
Флюс – АФ-4А. После сварки удаляется шлак и смывается остатки
Техника безопасности. Ацетиленовый генератор (баллоны) и кислородные баллоны хранятся в
Техника безопасности. Ацетиленовый генератор (баллоны) и кислородные баллоны хранятся в

 Виды движения
Виды движения ультразвук презинтация
ультразвук презинтация Взаимное притяжение и отталкивание молекул
Взаимное притяжение и отталкивание молекул Система сил, моменты. Геометрический метод сложения сил, приложенных в одной точке
Система сил, моменты. Геометрический метод сложения сил, приложенных в одной точке Механізація приготування кормових сумішей
Механізація приготування кормових сумішей Экспериментальные методы исследования частиц. Ядерная физика. 9 класс
Экспериментальные методы исследования частиц. Ядерная физика. 9 класс Правило Ленца. Явление самоиндукции. Энергия магнитного поля. (11 класс)
Правило Ленца. Явление самоиндукции. Энергия магнитного поля. (11 класс) Механізація водопостачання
Механізація водопостачання Резьбовые соединени
Резьбовые соединени Нитрид индия – новый материал для оптоэлектроники
Нитрид индия – новый материал для оптоэлектроники Електричний струм в рідинах
Електричний струм в рідинах Електричний струм. Електрична провідність матеріалів. Дії електричного струму
Електричний струм. Електрична провідність матеріалів. Дії електричного струму Понятие плотности тела (вещества)
Понятие плотности тела (вещества) Сила упругости. Вес тела. Сила тяжести
Сила упругости. Вес тела. Сила тяжести Элементы специальной теории относительности. Релятивистская динамика
Элементы специальной теории относительности. Релятивистская динамика Механическая работа. Мощность
Механическая работа. Мощность Презентация по теме Импульс и его сохранение
Презентация по теме Импульс и его сохранение Организация технического обслуживания и ремонта автомобиля: MERCEDES-BENZ ACTROS 3332
Организация технического обслуживания и ремонта автомобиля: MERCEDES-BENZ ACTROS 3332 Сила тока в различных участках параллельной цепи
Сила тока в различных участках параллельной цепи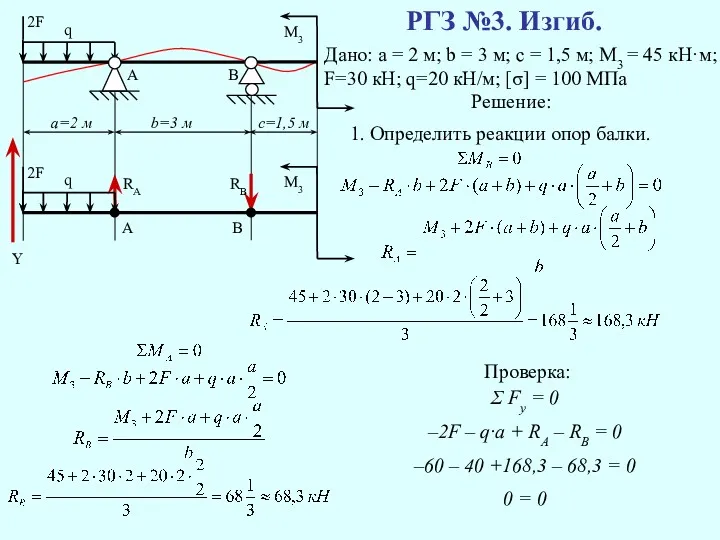 Определить реакцию опоры балки
Определить реакцию опоры балки Оборудование машиностроительного производства и средства автоматизации. (Тема 2.2)
Оборудование машиностроительного производства и средства автоматизации. (Тема 2.2)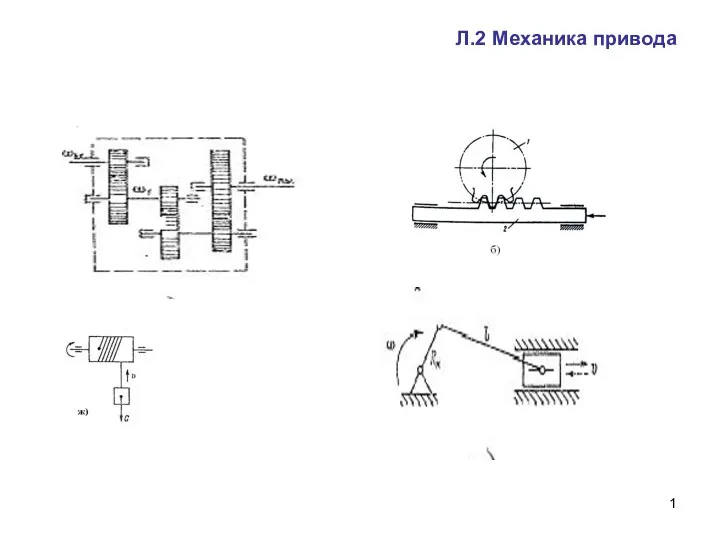 Механика привода
Механика привода Характеристика и конструкция швейных машин и полуавтоматов (пуговичные полуавтоматы)
Характеристика и конструкция швейных машин и полуавтоматов (пуговичные полуавтоматы) Законы постоянного тока
Законы постоянного тока Постоянный ток. Лекция №6
Постоянный ток. Лекция №6 Сравнительные характеристики источников света. Аудиторная индивидуальная работа
Сравнительные характеристики источников света. Аудиторная индивидуальная работа Поток энергии. Поток импульса. Сила сопротивления при потенциальном обтекании
Поток энергии. Поток импульса. Сила сопротивления при потенциальном обтекании Тягово-скоростные свойства КМ с гидродинамической передачей. Лекция 12
Тягово-скоростные свойства КМ с гидродинамической передачей. Лекция 12