- Ремонт гребного винта и вала

Содержание
- 2. Цель работы Познакомиться с назначением гребного винта и вала. Рассмотреть основные виды повреждений, причины их возникновения
- 3. Гребной винт – это устройство, чье прямое предназначение состоит в создании упорного давления, необходимого для приведения
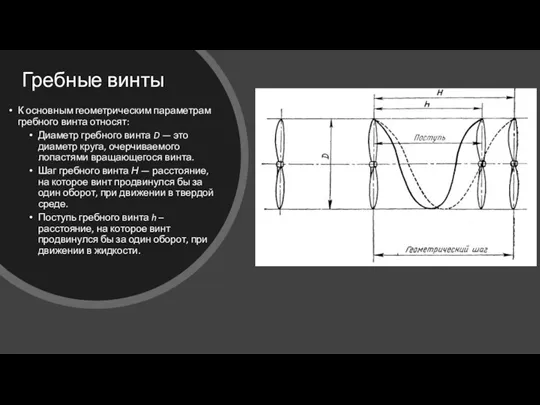
- 4. Гребные винты К основным геометрическим параметрам гребного винта относят: Диаметр гребного винта D — это диаметр
- 5. Тяжелые условия эксплуатации, сложность конструктивных элементов, накладывающая ограничения на материалы и технологию изготовления, обуславливают низкую надежность
- 6. Гребные винты являются наиболее яркими представителями группы деталей судовых устройств, работающих в коррозионноактивных средах при высоком
- 7. Регламентация дефектов и повреждений, подлежащих устранению при ремонте, осуществляется в зависимости от действующих на лопасти эксплуатационных
- 8. Повреждения, допускаемые без устранения. Все дефекты, глубина которых меньше или равна t/50, устраняются шлифованием без последующей
- 9. Устранение погнутостей Правку кромок и тонких сечений лопастей толщиной не более 15-20 мм при углах гиба
- 10. Устранение повреждений сваркой и наплавкой. Для устранения сваркой выявленных дефектов и трещин гребной винт, как правило,
- 11. Дефекты, подлежащие заварке, разделываются до «здорового» металла так, чтобы во всех местах был обеспечен провар. Кромки
- 12. Заварка дефектов на всех стальных гребных винтах должна производиться с обязательным предварительным подогревом перед сваркой и
- 13. Термическая обработка Термическая обработка является важнейшей технологической операцией ремонта гребных винтов и должна тщательно контролироваться инспектором.
- 14. Термическая обработка производится после следующих технологических операций: - обрезки кромок лопастей немеханическим путем; - сварки и
- 15. Для гребных винтов из углеродистых сталей и никель-алюминиевых бронз термическая обработка, как правило, не производится, за
- 16. Балансировка гребного винта После изготовления или ремонта гребные винты подвергают к статической и динамической балансировке. Статическая
- 17. Уравновешивание гребного винта производят снятием металла со ступицы или засасывающей поверхности лопасти с соблюдением плавности поверхности
- 18. Гребные винты должны быть статически отбалансированы в соответствии с ГОСТ 8054-81. Акт статической балансировки предъявляется представителю
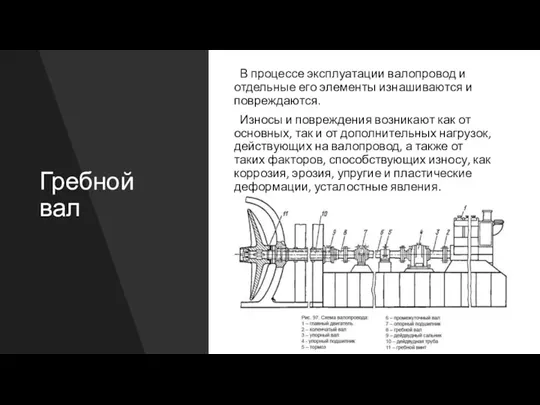
- 19. Гребной вал В процессе эксплуатации валопровод и отдельные его элементы изнашиваются и повреждаются. Износы и повреждения
- 20. К основным нагрузкам относят: реакции от крутящего момента двигателя, упор гребного винта и вес отдельных элементов.
- 21. Перед тем как разобрать валопровод для ремонта проверяют маркировку на фланцах валов; вскрывают все крышки опорных
- 22. Разборка валопровода Начинают разборку валопровода с отсоединения коротыша, затем снимают крышки опорных подшипников и разбирают упорные
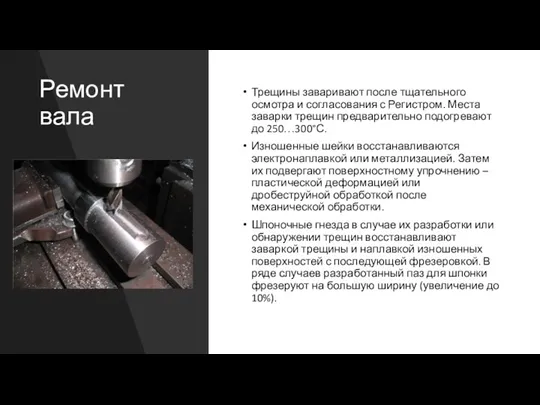
- 23. Ремонт вала Трещины заваривают после тщательного осмотра и согласования с Регистром. Места заварки трещин предварительно подогревают
- 24. Корродированные поверхности и разработанные отверстия во фланцах валов заваривают после предварительной вырубки поврежденной части. После наплавки
- 25. При износе облицовок не более 50% первоначальной толщины и отсутствии сквозных трещин их протачивают с последующей
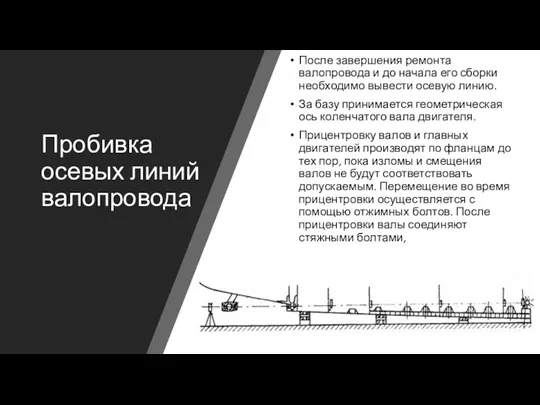
- 26. Пробивка осевых линий валопровода После завершения ремонта валопровода и до начала его сборки необходимо вывести осевую
- 27. Дефектация Для определения объема и качества ремонтных работ производят дефектацию гребного винта и вала, которая бывает:
- 28. Задание
- 30. Скачать презентацию
Цель работы
Познакомиться с назначением гребного винта и вала. Рассмотреть основные виды
Цель работы
Познакомиться с назначением гребного винта и вала. Рассмотреть основные виды
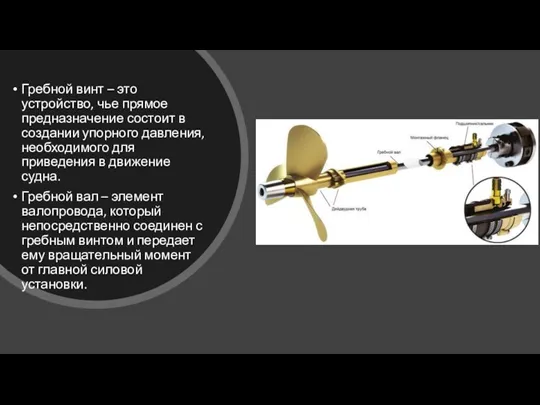
Гребной винт – это устройство, чье прямое предназначение состоит в создании
Гребной винт – это устройство, чье прямое предназначение состоит в создании
Гребные винты
К основным геометрическим параметрам гребного винта относят:
Диаметр гребного винта D — это
Гребные винты
К основным геометрическим параметрам гребного винта относят:
Диаметр гребного винта D — это
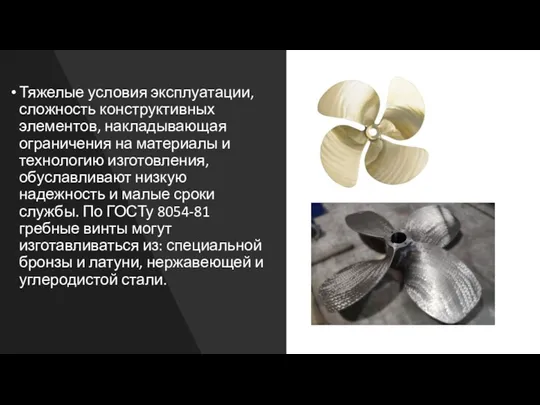
Тяжелые условия эксплуатации, сложность конструктивных элементов, накладывающая ограничения на материалы и
Тяжелые условия эксплуатации, сложность конструктивных элементов, накладывающая ограничения на материалы и
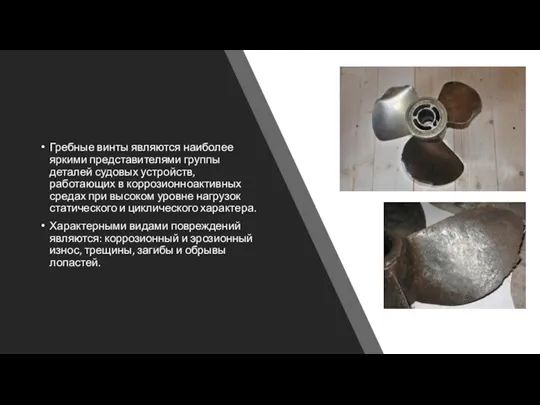
Гребные винты являются наиболее яркими представителями группы деталей судовых устройств, работающих
Гребные винты являются наиболее яркими представителями группы деталей судовых устройств, работающих
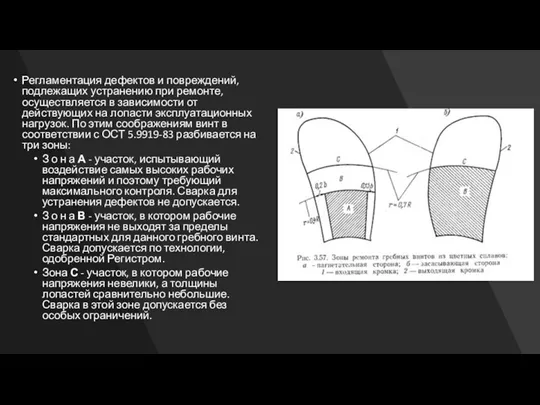
Регламентация дефектов и повреждений, подлежащих устранению при ремонте, осуществляется в зависимости
Регламентация дефектов и повреждений, подлежащих устранению при ремонте, осуществляется в зависимости
Повреждения, допускаемые без устранения.
Все дефекты, глубина которых меньше или равна
Повреждения, допускаемые без устранения.
Все дефекты, глубина которых меньше или равна
Устранение погнутостей
Правку кромок и тонких сечений лопастей толщиной не более
Устранение погнутостей
Правку кромок и тонких сечений лопастей толщиной не более
Устранение повреждений сваркой и наплавкой.
Для устранения сваркой выявленных дефектов и
Устранение повреждений сваркой и наплавкой.
Для устранения сваркой выявленных дефектов и
Дефекты, подлежащие заварке, разделываются до «здорового» металла так, чтобы во
Дефекты, подлежащие заварке, разделываются до «здорового» металла так, чтобы во
Заварка дефектов на всех стальных гребных винтах должна производиться с
Заварка дефектов на всех стальных гребных винтах должна производиться с
Термическая обработка
Термическая обработка является важнейшей технологической операцией ремонта гребных винтов
Термическая обработка
Термическая обработка является важнейшей технологической операцией ремонта гребных винтов
Термическая обработка производится после следующих технологических операций:
- обрезки кромок лопастей
Термическая обработка производится после следующих технологических операций:
- обрезки кромок лопастей
Для гребных винтов из углеродистых сталей и никель-алюминиевых бронз термическая обработка,
Для гребных винтов из углеродистых сталей и никель-алюминиевых бронз термическая обработка,
Балансировка гребного винта
После изготовления или ремонта гребные винты подвергают к
Балансировка гребного винта
После изготовления или ремонта гребные винты подвергают к
Уравновешивание гребного винта производят снятием металла со ступицы или засасывающей
Уравновешивание гребного винта производят снятием металла со ступицы или засасывающей
Гребные винты должны быть статически отбалансированы в соответствии с ГОСТ
Гребные винты должны быть статически отбалансированы в соответствии с ГОСТ
Гребной вал
В процессе эксплуатации валопровод и отдельные его элементы изнашиваются
Гребной вал
В процессе эксплуатации валопровод и отдельные его элементы изнашиваются
К основным нагрузкам относят: реакции от крутящего момента двигателя, упор
К основным нагрузкам относят: реакции от крутящего момента двигателя, упор
Перед тем как разобрать валопровод для ремонта проверяют маркировку на фланцах
Перед тем как разобрать валопровод для ремонта проверяют маркировку на фланцах
Разборка валопровода
Начинают разборку валопровода с отсоединения коротыша, затем снимают крышки
Разборка валопровода
Начинают разборку валопровода с отсоединения коротыша, затем снимают крышки
Ремонт вала
Трещины заваривают после тщательного осмотра и согласования с Регистром. Места
Ремонт вала
Трещины заваривают после тщательного осмотра и согласования с Регистром. Места
Корродированные поверхности и разработанные отверстия во фланцах валов заваривают после предварительной
Корродированные поверхности и разработанные отверстия во фланцах валов заваривают после предварительной
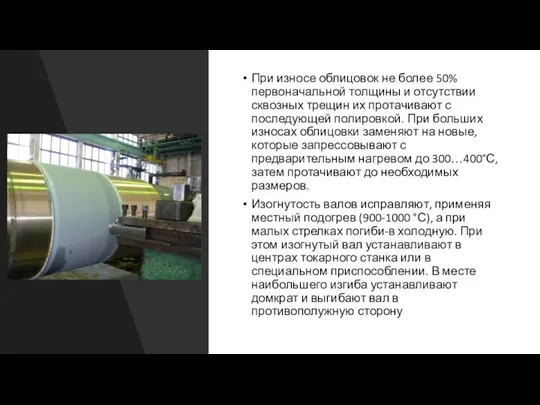
При износе облицовок не более 50% первоначальной толщины и отсутствии сквозных
При износе облицовок не более 50% первоначальной толщины и отсутствии сквозных
Пробивка осевых линий валопровода
После завершения ремонта валопровода и до начала его
Пробивка осевых линий валопровода
После завершения ремонта валопровода и до начала его

Дефектация
Для определения объема и качества ремонтных работ производят дефектацию гребного винта
Дефектация
Для определения объема и качества ремонтных работ производят дефектацию гребного винта
Задание
Задание
 Физические величины в электроэнергетике, их размерности
Физические величины в электроэнергетике, их размерности Определение твёрдости металлов и сплавов
Определение твёрдости металлов и сплавов Температура и термометры
Температура и термометры Законы сохранения в механике. Работа и энергия
Законы сохранения в механике. Работа и энергия Урок физики в 8 классе Тепловые явления
Урок физики в 8 классе Тепловые явления Поверхностное натяжение жидкости. Поверхностная энергия. Коэффициент поверхностного натяжения
Поверхностное натяжение жидкости. Поверхностная энергия. Коэффициент поверхностного натяжения Информация о курсе Теория и расчет лопаточных машин 2020
Информация о курсе Теория и расчет лопаточных машин 2020 Презентация по теме Спектры
Презентация по теме Спектры Электрические цепи синусоидального тока
Электрические цепи синусоидального тока Нелінійна динаміка трубопроводу з рідиною в околі критичних швидкостей течії рідини
Нелінійна динаміка трубопроводу з рідиною в околі критичних швидкостей течії рідини Инфразвук. Распространение инфразвука
Инфразвук. Распространение инфразвука Энергия. Закон сохранения энергии
Энергия. Закон сохранения энергии Кинематический анализ плоских стержневых конструкций
Кинематический анализ плоских стержневых конструкций Автоматика и управление. Тема 4. Частотные характеристики ЛСС. Лекция 4. Реакция ЛСС на гармонический входной сигнал
Автоматика и управление. Тема 4. Частотные характеристики ЛСС. Лекция 4. Реакция ЛСС на гармонический входной сигнал Сверхпроводимость II рода. Криогенные и сверхпроводящие электроэнергетические устройства. Лекция 3
Сверхпроводимость II рода. Криогенные и сверхпроводящие электроэнергетические устройства. Лекция 3 Superconductivity in energy
Superconductivity in energy Методи дослідження наносистем: спектроскопічні та дифракційні методи
Методи дослідження наносистем: спектроскопічні та дифракційні методи Притяжение Земли
Притяжение Земли Методы анализа лекарственных средств
Методы анализа лекарственных средств Ремонт автомобилей. Дефектация и сортировка деталей. (Тема 2.3)
Ремонт автомобилей. Дефектация и сортировка деталей. (Тема 2.3) Первый закон термодинамики. Тепловые двигатели и КПД тепловых двигателей
Первый закон термодинамики. Тепловые двигатели и КПД тепловых двигателей Помехоустойчивость технических средств
Помехоустойчивость технических средств Введение в физику
Введение в физику Характер движения и взаимодействия
Характер движения и взаимодействия Термодинамика открытых систем. Уравнение первого закона термодинамики для потока. (Занятие 6)
Термодинамика открытых систем. Уравнение первого закона термодинамики для потока. (Занятие 6) Равнопеременное движение
Равнопеременное движение Волны де Бройля. Опыт Дэвиссона
Волны де Бройля. Опыт Дэвиссона Трелевочная машина КАТ525 (скидер)
Трелевочная машина КАТ525 (скидер)