- Технологический процесс изготовления детали валик

Содержание
- 3. Краткое описание конструкции детали, ее назначение и условий работы в узле. Технические условия на деталь Деталь
- 4. Химический состав стали 40Х ГОСТ 4543-71 Вывод: Применяемый материал для изготовления детали «Валик» - конструкционная, легированная
- 6. При выборе заготовок учитывают форму, размеры, массу и материал детали, тип производства, размеры припусков на обработку
- 7. С учетом серийного типа производства выбираем заготовку из круглого проката, так как материал детали сталь 40Х,
- 8. Так как коэффициент использования металла Ким=0,82, для серийного типа производства высокий, следует выбрать заготовку-прокат, которая позволит
- 9. Маршрут обработки детали
- 11. Охрана труда и техника безопасности при работе на станках с ЧПУ Для безопасной работы оператора: -
- 12. Выпускная практическая квалификационная работа
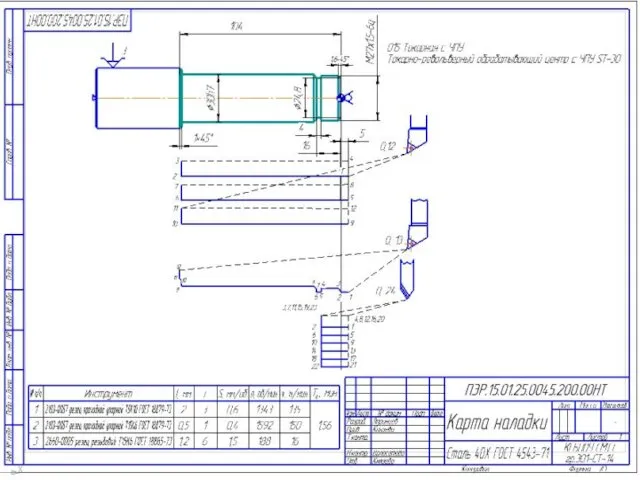
- 13. Токарно-револьверный обрабатывающий центр с ЧПУ ST-30
- 14. Приспособление
- 15. Режущие инструменты
- 16. Управляющая программа T1(Проходной упорный) G54 S800 M03 M08 G00 X45. Z0 G71 P1 Q2 D1. U0.3
- 18. Скачать презентацию
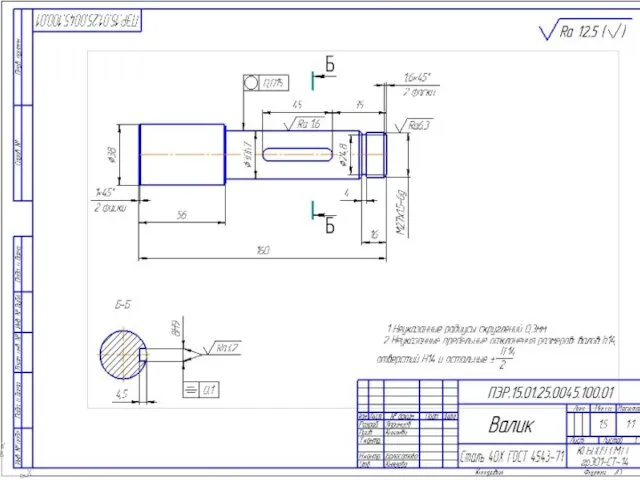
Краткое описание конструкции детали, ее назначение и условий работы в узле.
Краткое описание конструкции детали, ее назначение и условий работы в узле.
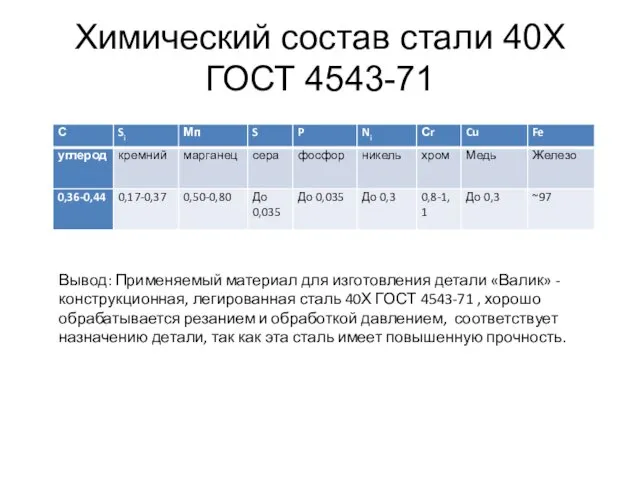
Химический состав стали 40Х ГОСТ 4543-71
Вывод: Применяемый материал для изготовления детали
Химический состав стали 40Х ГОСТ 4543-71
Вывод: Применяемый материал для изготовления детали
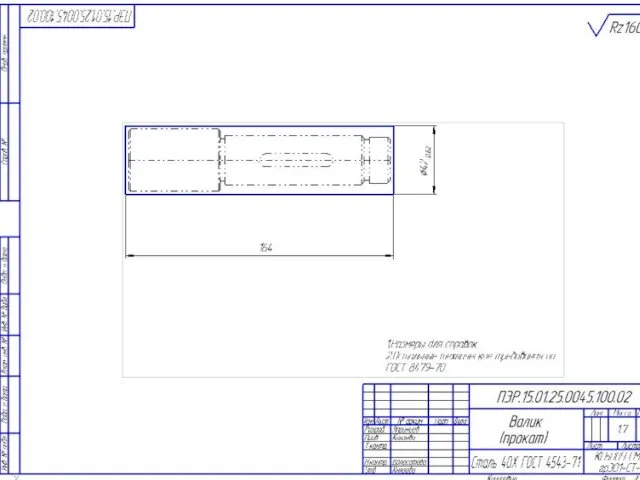
При выборе заготовок учитывают форму, размеры, массу и материал детали, тип
При выборе заготовок учитывают форму, размеры, массу и материал детали, тип
С учетом серийного типа производства выбираем заготовку из круглого проката, так
С учетом серийного типа производства выбираем заготовку из круглого проката, так
Так как коэффициент использования металла Ким=0,82, для серийного типа производства высокий,
Так как коэффициент использования металла Ким=0,82, для серийного типа производства высокий,
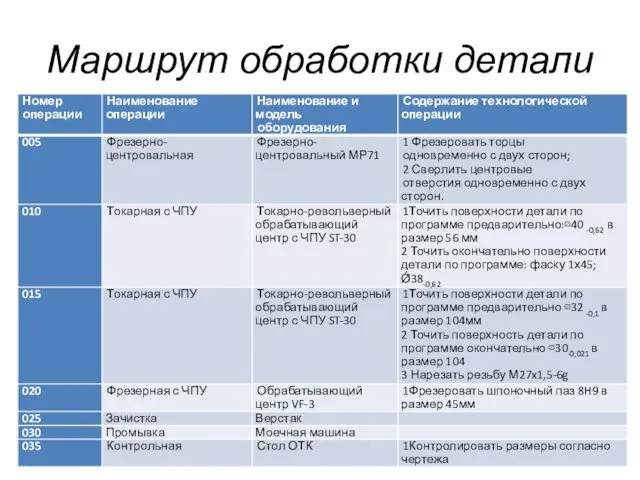
Маршрут обработки детали
Маршрут обработки детали
Охрана труда и техника безопасности при работе на станках с ЧПУ
Охрана труда и техника безопасности при работе на станках с ЧПУ
Выпускная
практическая квалификационная
работа
Выпускная
практическая квалификационная
работа

Токарно-револьверный обрабатывающий центр с ЧПУ ST-30
Токарно-револьверный обрабатывающий центр с ЧПУ ST-30

Приспособление
Приспособление

Режущие инструменты
Режущие инструменты
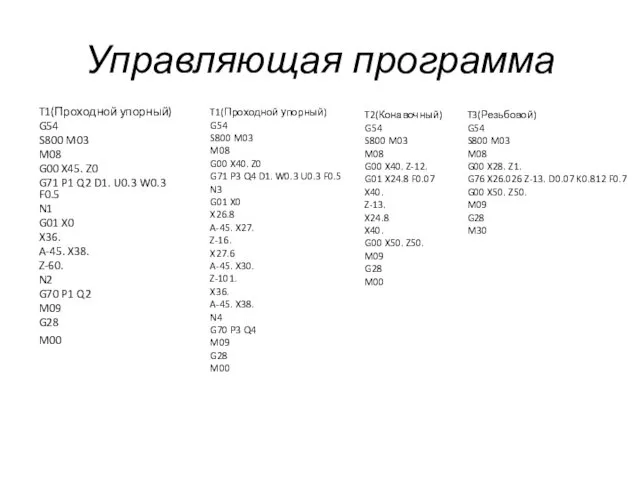
Управляющая программа
T1(Проходной упорный)
G54
S800 M03
M08
G00 X45. Z0
Управляющая программа
T1(Проходной упорный)
G54
S800 M03
M08
G00 X45. Z0
 Роль фізики в екологічній освіті
Роль фізики в екологічній освіті Електрична напруга. Вольтметр. Вимірювання напруги. (9 класс)
Електрична напруга. Вольтметр. Вимірювання напруги. (9 класс) Дисперстік жүйелердің оптикалық қасиеттері
Дисперстік жүйелердің оптикалық қасиеттері Исследование структуры и электронного состояния оптически активных центров в алмазе, связанных с вхождением кремния и германия
Исследование структуры и электронного состояния оптически активных центров в алмазе, связанных с вхождением кремния и германия Общие сведения об интерференции света
Общие сведения об интерференции света Знакомство с энциклопедией атомной отрасли
Знакомство с энциклопедией атомной отрасли Ремонт тележек грузовых вагонов
Ремонт тележек грузовых вагонов Презентация к уроку по теме Электромагнитная индукция 11 клас
Презентация к уроку по теме Электромагнитная индукция 11 клас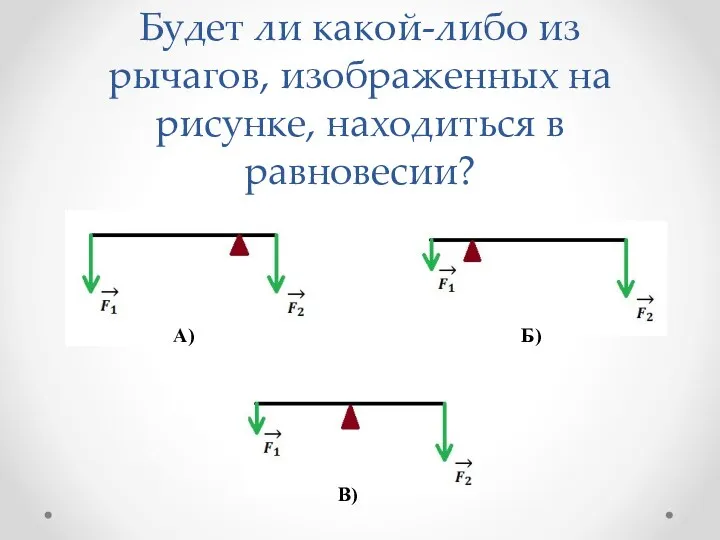 Урок Рычаги в технике, быту и природе
Урок Рычаги в технике, быту и природе Статор орамының МҚК. Топталған ораманың МҚК
Статор орамының МҚК. Топталған ораманың МҚК Проекция силы на ось и на плоскость
Проекция силы на ось и на плоскость приемы целеполагания
приемы целеполагания Игра Звёдный час по физике 7-8 класс
Игра Звёдный час по физике 7-8 класс Закон всемирного тяготения. Ускорение свободного падения на Земле и других планетах
Закон всемирного тяготения. Ускорение свободного падения на Земле и других планетах Тема 4. Общие сведения об авиационном радиоэлектронном оборудовании и радиоэлектронных комплексах. Занятие 1
Тема 4. Общие сведения об авиационном радиоэлектронном оборудовании и радиоэлектронных комплексах. Занятие 1 презентация 7 класс Равнодействующая сила
презентация 7 класс Равнодействующая сила Презентация к уроку по теме Атмосферное давление. Опыт Торричелли
Презентация к уроку по теме Атмосферное давление. Опыт Торричелли Физика! Как много в этом слове…
Физика! Как много в этом слове… Атомная физика
Атомная физика Основные сведения о механизмах. Раздел 1
Основные сведения о механизмах. Раздел 1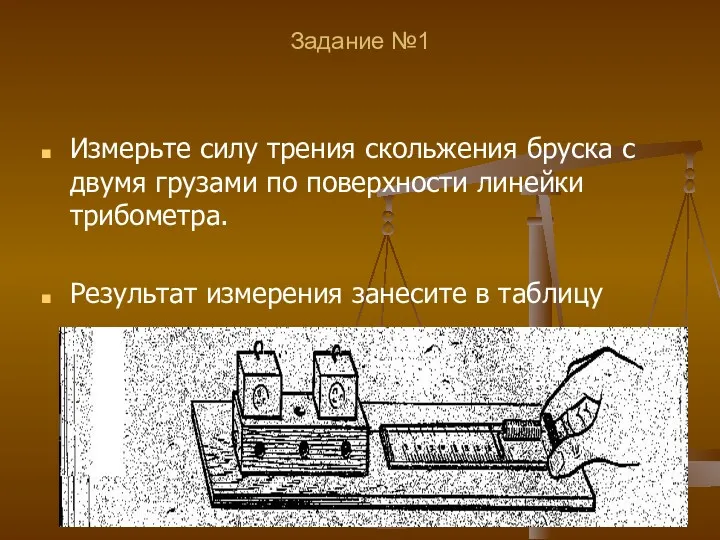 Сила трения скольжения
Сила трения скольжения Szkolenie operatorów - wstępne / Школення операторів - вступне
Szkolenie operatorów - wstępne / Школення операторів - вступне Тепловое излучение
Тепловое излучение Общие сведения о колебаниях. Тема 1
Общие сведения о колебаниях. Тема 1 Основы синтеза линейных электрических цепей
Основы синтеза линейных электрических цепей Разработка урока по физике Параллельное соединение проводников
Разработка урока по физике Параллельное соединение проводников Урок Вес тела 7 класс.
Урок Вес тела 7 класс. Дифференциалы. Назначение, конструкции
Дифференциалы. Назначение, конструкции