- Технология магнитопорошкового метода контроля

Содержание
- 2. Технология МПК – это совокупность способов, приёмов (режимов) и операций выполнения контроля, которая может быть изложена
- 3. Основные технологические операции магнитопорошкового контроля СОН СПП
- 4. Подготовка к контролю подготовка детали подготовка средств контроля Перечень подготовительных работ: Демонтажно-монтажные работы Удаление загрязнений Зачистка
- 5. Проверка качества магнитных индикаторов специальные приборы контрольные образцы с искусственными дефектами контрольные образцы с реальными дефектами
- 6. Намагничивание СПОСОБ КОНТРОЛЯ РЕЖИМ НАМАГНИЧИВАНИЯ Выбор вида и способа намагничивания Определение намагничивающего тока циркулярное намагничивание пропусканием
- 7. Намагничивание
- 8. Циркулярное намагничивание пропусканием тока по детали I = π D Н Н = I r/2π rд2
- 9. Циркулярное намагничивание пропусканием тока по проводнику (стержню), вставленному в отверстие детали Участки: I – внутри проводника
- 10. Циркулярное намагничивание пропусканием тока по детали с прямоугольным сечением Циркулярное намагничивание пропусканием тока по детали с
- 11. Циркулярное намагничивание пропусканием тока по детали с применением электроконтактов Циркулярное намагничивание кольцевых деталей 1 – дефекты;
- 12. Полюсное (продольное) намагничивания деталей с помощью гибкого кабеля, соленоида или катушки Напряженность для короткого соленоида (при
- 13. Нанесение индикатора на контролируемую поверхность детали Рекомендации: Соблюдать оптимальный способ нанесения суспензии При контроле детали следует
- 14. Осмотр контролируемой поверхности детали и обнаружение дефектов Условия проведения осмотра деталей: Осмотр контролируемой поверхности проводят непосредственно
- 15. Расшифровка индикаторных рисунков Индикаторный рисунок дефекта - это изображение, образованное магнитным порошком на поверхности КО в
- 17. Скачать презентацию
Технология МПК – это совокупность способов, приёмов (режимов) и операций выполнения
Технология МПК – это совокупность способов, приёмов (режимов) и операций выполнения

Основные технологические операции магнитопорошкового контроля
СОН
СПП
Основные технологические операции магнитопорошкового контроля
СОН
СПП
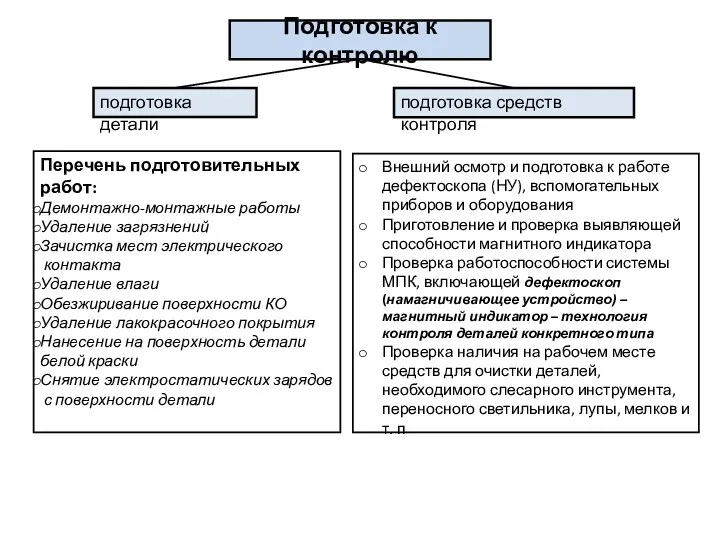
Подготовка к контролю
подготовка детали
подготовка средств контроля
Перечень подготовительных работ:
Демонтажно-монтажные работы
Удаление загрязнений
Зачистка
Подготовка к контролю
подготовка детали
подготовка средств контроля
Перечень подготовительных работ:
Демонтажно-монтажные работы
Удаление загрязнений
Зачистка

Проверка качества магнитных индикаторов
специальные приборы
контрольные образцы с искусственными дефектами
контрольные образцы с
Проверка качества магнитных индикаторов
специальные приборы
контрольные образцы с искусственными дефектами
контрольные образцы с
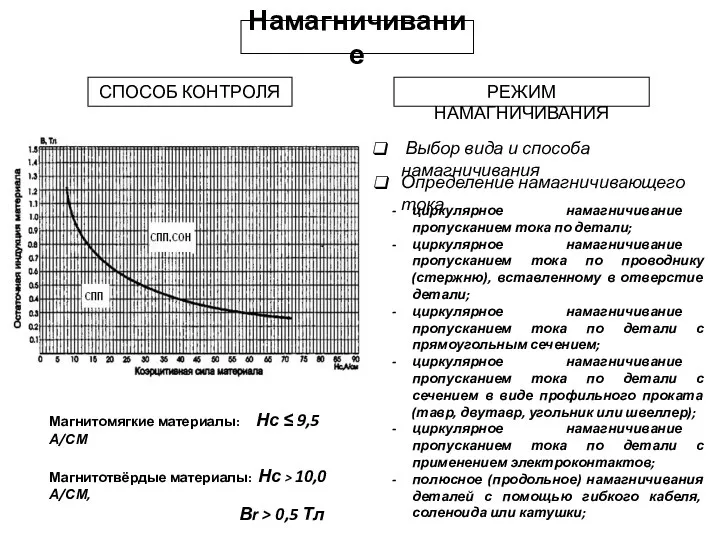
Намагничивание
СПОСОБ КОНТРОЛЯ
РЕЖИМ НАМАГНИЧИВАНИЯ
Выбор вида и способа намагничивания
Определение намагничивающего тока
циркулярное намагничивание пропусканием
Намагничивание
СПОСОБ КОНТРОЛЯ
РЕЖИМ НАМАГНИЧИВАНИЯ
Выбор вида и способа намагничивания
Определение намагничивающего тока
циркулярное намагничивание пропусканием
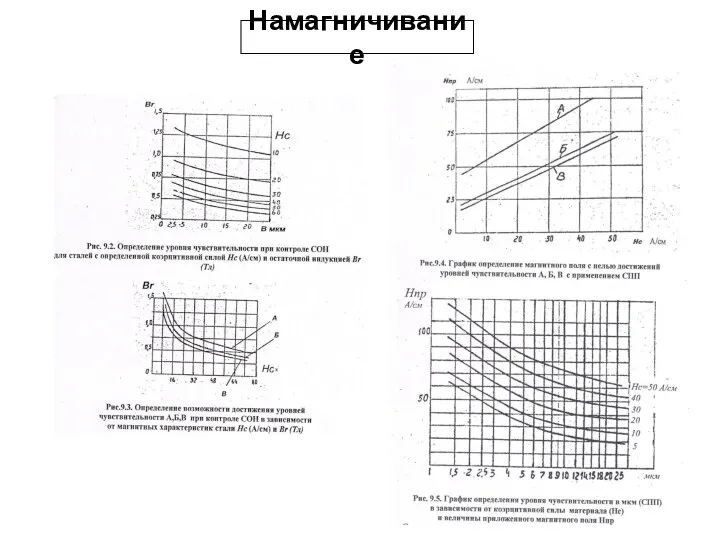
Намагничивание
Намагничивание
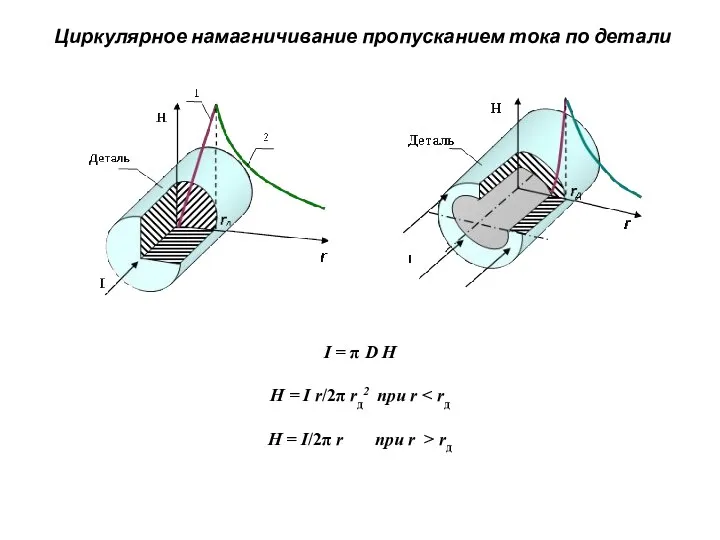
Циркулярное намагничивание пропусканием тока по детали
I = π D Н
Н =
Циркулярное намагничивание пропусканием тока по детали
I = π D Н
Н =
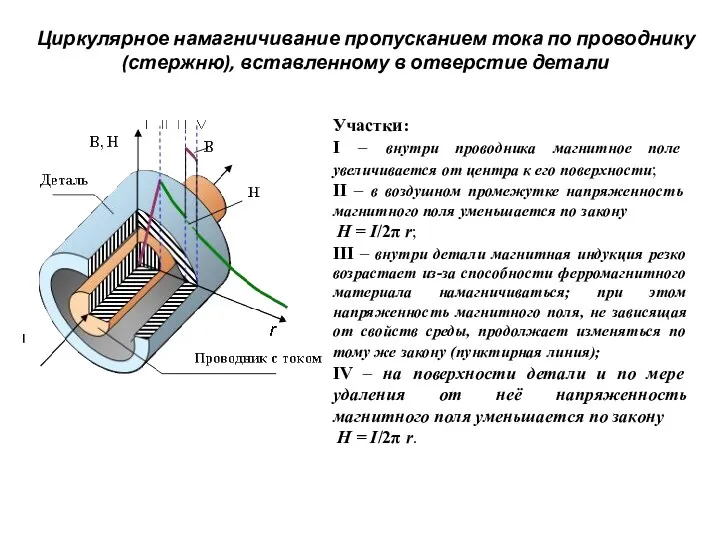
Циркулярное намагничивание пропусканием тока по проводнику (стержню), вставленному в отверстие детали
Участки:
I
Циркулярное намагничивание пропусканием тока по проводнику (стержню), вставленному в отверстие детали
Участки:
I
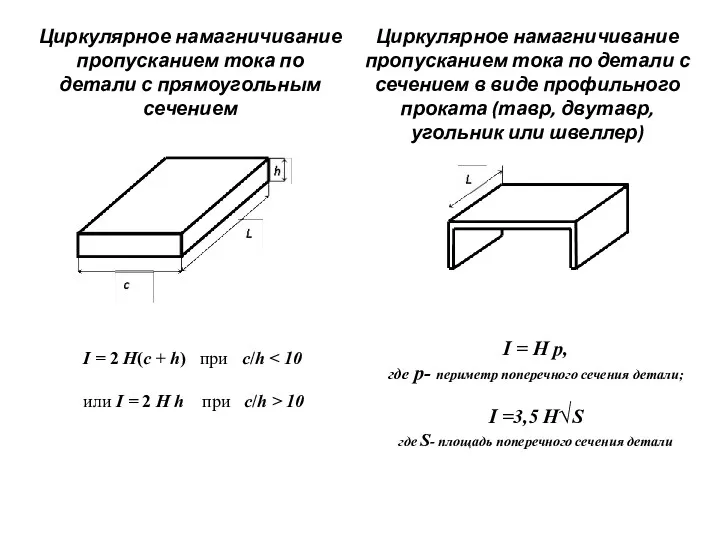
Циркулярное намагничивание пропусканием тока по детали с прямоугольным сечением
Циркулярное намагничивание пропусканием
Циркулярное намагничивание пропусканием тока по детали с прямоугольным сечением
Циркулярное намагничивание пропусканием
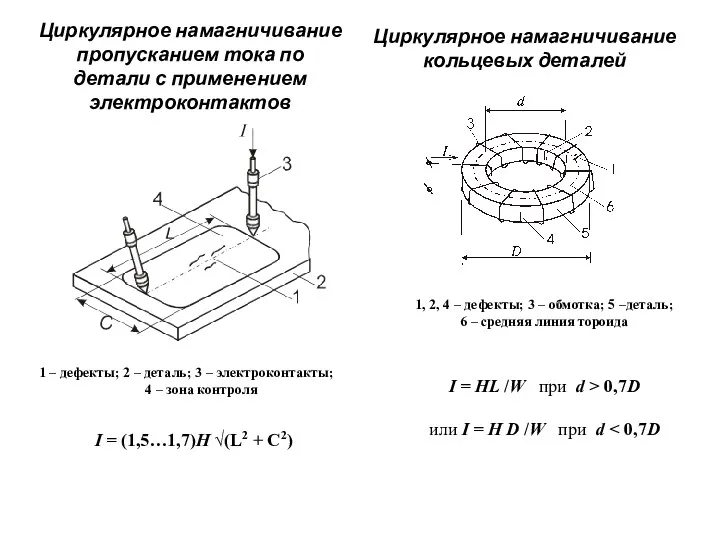
Циркулярное намагничивание пропусканием тока по детали с применением электроконтактов
Циркулярное намагничивание кольцевых
Циркулярное намагничивание пропусканием тока по детали с применением электроконтактов
Циркулярное намагничивание кольцевых
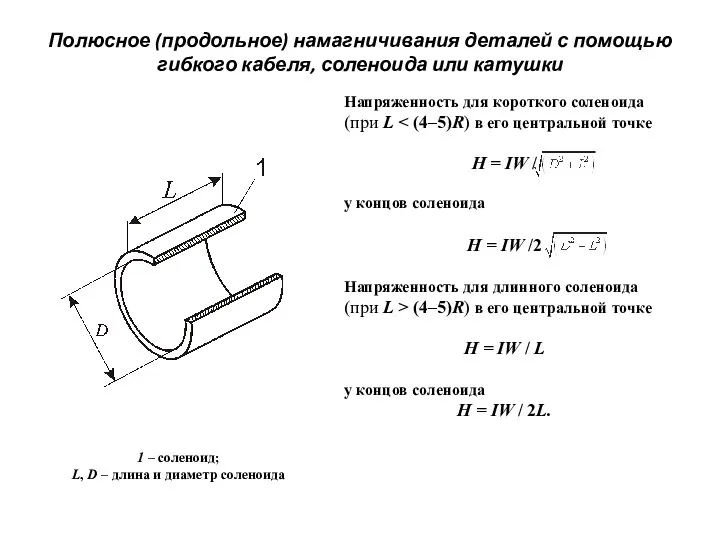
Полюсное (продольное) намагничивания деталей с помощью гибкого кабеля, соленоида или катушки
Напряженность
Полюсное (продольное) намагничивания деталей с помощью гибкого кабеля, соленоида или катушки
Напряженность
Нанесение индикатора на контролируемую поверхность детали
Рекомендации:
Соблюдать оптимальный способ нанесения суспензии
При контроле
Нанесение индикатора на контролируемую поверхность детали
Рекомендации:
Соблюдать оптимальный способ нанесения суспензии
При контроле
Осмотр контролируемой поверхности детали
и обнаружение дефектов
Условия проведения осмотра деталей:
Осмотр контролируемой
Осмотр контролируемой поверхности детали
и обнаружение дефектов
Условия проведения осмотра деталей:
Осмотр контролируемой
Расшифровка индикаторных рисунков
Индикаторный рисунок дефекта - это изображение, образованное магнитным порошком
Расшифровка индикаторных рисунков
Индикаторный рисунок дефекта - это изображение, образованное магнитным порошком
 Вільне падіння. Прискорення вільного падіння
Вільне падіння. Прискорення вільного падіння Классификация систем автоматического регулирования
Классификация систем автоматического регулирования Снятие, замена приводного ремня ГРМ Chevrolet Lacetti
Снятие, замена приводного ремня ГРМ Chevrolet Lacetti Молекулярно-кинетические свойства коллоидных систем
Молекулярно-кинетические свойства коллоидных систем Презентация-игра, 7-8 класс
Презентация-игра, 7-8 класс Элементарные частицы
Элементарные частицы История появления квадрокоптеров
История появления квадрокоптеров Делимость электрического заряда
Делимость электрического заряда Урок по теме Электризация тел 8 класс
Урок по теме Электризация тел 8 класс Радиоактивность. Урок физики 9 класс
Радиоактивность. Урок физики 9 класс Сила тока. Единицы силы тока
Сила тока. Единицы силы тока Газораспределительный механизм
Газораспределительный механизм Спидометр
Спидометр Kernfusion in der sonne
Kernfusion in der sonne Глава 5. Пьезоэлектрический эффект и электрострикция
Глава 5. Пьезоэлектрический эффект и электрострикция Агрегатные состояния вещества. Урок в 7 классе
Агрегатные состояния вещества. Урок в 7 классе Презентация Способы изменения внутренней энергии 8 класс
Презентация Способы изменения внутренней энергии 8 класс Элементы теории атомного ядра
Элементы теории атомного ядра Шпонды және шлицты қосылыстар
Шпонды және шлицты қосылыстар методическая разработка раздела курса физики 7 класса Давление
методическая разработка раздела курса физики 7 класса Давление Урок по теме Расчёт пути и времени движения 7 класс
Урок по теме Расчёт пути и времени движения 7 класс Акустика помещений
Акустика помещений Закон всемирного тяготения. Сила тяжести. Невесомость
Закон всемирного тяготения. Сила тяжести. Невесомость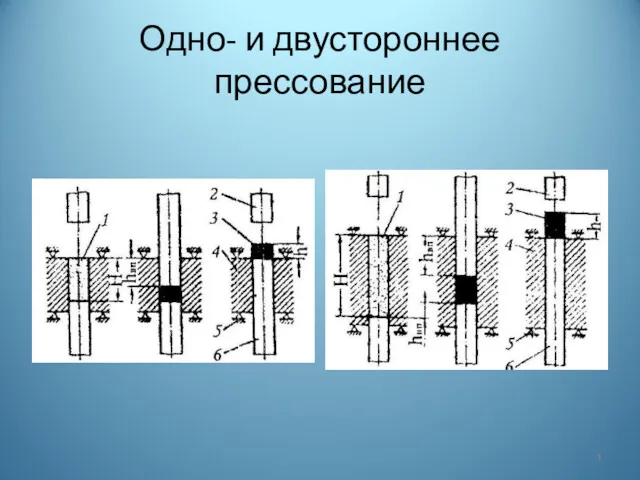 Одно- и двустороннее прессование деталей
Одно- и двустороннее прессование деталей Количество теплоты. Единицы количества теплоты. Удельная теплоемкость. 8 класс
Количество теплоты. Единицы количества теплоты. Удельная теплоемкость. 8 класс сказка физического содержания Добро и зло
сказка физического содержания Добро и зло Понятие о трехфазных цепях
Понятие о трехфазных цепях Основы генерирования и формирования сигналов. Лекция 2
Основы генерирования и формирования сигналов. Лекция 2