- Технология слесарных и слесарно-сборочных работ

Содержание
- 2. Притирка Притирка – это слесарная операция по удалению с поверхности обрабатываемой детали тончайшего слоя металла (до
- 3. Притирка Режущим инструментом при притирке являются острые ребра мельчайших зерен абразивного материала. Наибольшее распространение в слесарном
- 4. Притиры Притиры, используемые для притирки поверхностей деталей, должны иметь форму, соответствующую конфигурации притираемой поверхности. Материал притиров
- 5. Притиры Форма притира должна соответствовать форме обрабатываемой поверхности. По форме притиры подразделяются на: Плоские представляют собой
- 6. Притиры Форма притира должна соответствовать форме обрабатываемой поверхности. По форме притиры подразделяются на: конические предназначены для
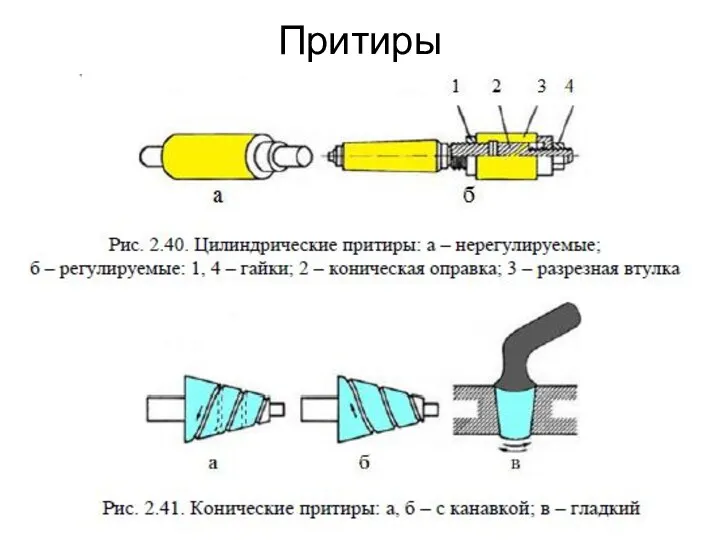
- 7. Притиры
- 8. Притирка Качество и продуктивность притирки существенно зависит и от смазывающих веществ. Чаще для этих целей применяют
- 9. Абразивные материалы это мелкозернистые кристаллические порошкообразные, а также и массивные твердые тела, применяемые для механической обработки
- 10. Абразивные материалы, используемые при притирке
- 11. Состав притирочных порошков в зависимости и от материала заготовок
- 12. Доводка это чистовая отделочная операция, позволяющая с помощью притирки обрабатывать детали с высокой точностью линейных размеров,
- 13. Притирка и доводка В машиностроении притирке подвергают гидравлические пары, пробки и корпуса кранов, клапаны и их
- 14. Полирование (полировка) обработка (отделка) материалов до получения зеркального блеска и красивого вида поверхности, без соблюдения точности
- 15. Требования к полируемым изделиям Детали и изделия, подлежащие полированию, не должны иметь царапин и глубоких рисок,
- 16. Полирование с использованием кругов (полировальников) Механическое полирование изделий кругом, покрытым смесями или суспензиями, выполняют следующим образом:
- 17. Режимы механического полирования эластичным кругом, покрытым пастой
- 18. Полирование в ручную Для полирования вручную используют полировальные палочки и деревянные бруски, на которые наносят полировальные
- 19. Абразивные материалы (пасты) для полирования металлов Крокус представляет собой молотый природный оксид железа и является одним
- 20. Очистка металлических изделий после полировки Для очистки изделий после полировки в настоящее время все более широко
- 21. Безопасность работ при выполнении притирки, доводки и полирования: в процессе ручной и механизированной притирки, как и
- 22. Безопасность работ при выполнении притирки, доводки и полирования: не разрешается держать руки вблизи вращающегося притира. Нажим
- 24. Скачать презентацию
Притирка
Притирка – это слесарная операция по удалению с поверхности обрабатываемой детали
Притирка
Притирка – это слесарная операция по удалению с поверхности обрабатываемой детали
Притирка
Режущим инструментом при притирке являются острые ребра мельчайших зерен абразивного материала.
Притирка
Режущим инструментом при притирке являются острые ребра мельчайших зерен абразивного материала.
Притиры
Притиры, используемые для притирки поверхностей деталей, должны иметь форму, соответствующую конфигурации
Притиры
Притиры, используемые для притирки поверхностей деталей, должны иметь форму, соответствующую конфигурации
Притиры
Форма притира должна соответствовать форме обрабатываемой поверхности. По форме притиры подразделяются
Притиры
Форма притира должна соответствовать форме обрабатываемой поверхности. По форме притиры подразделяются
Притиры
Форма притира должна соответствовать форме обрабатываемой поверхности. По форме притиры подразделяются
Притиры
Форма притира должна соответствовать форме обрабатываемой поверхности. По форме притиры подразделяются
Притиры
Притиры
Притирка
Качество и продуктивность притирки существенно зависит и от смазывающих веществ. Чаще
Притирка
Качество и продуктивность притирки существенно зависит и от смазывающих веществ. Чаще
Абразивные материалы
это мелкозернистые кристаллические порошкообразные, а также и массивные твердые тела,
Абразивные материалы
это мелкозернистые кристаллические порошкообразные, а также и массивные твердые тела,
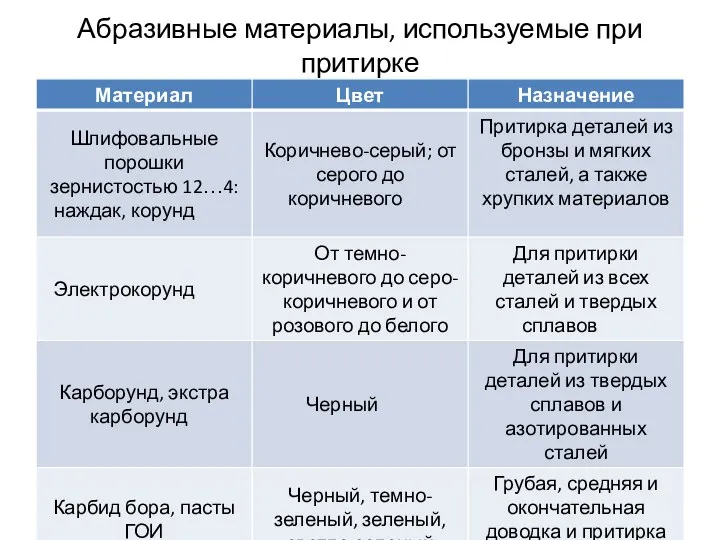
Абразивные материалы, используемые при притирке
Абразивные материалы, используемые при притирке
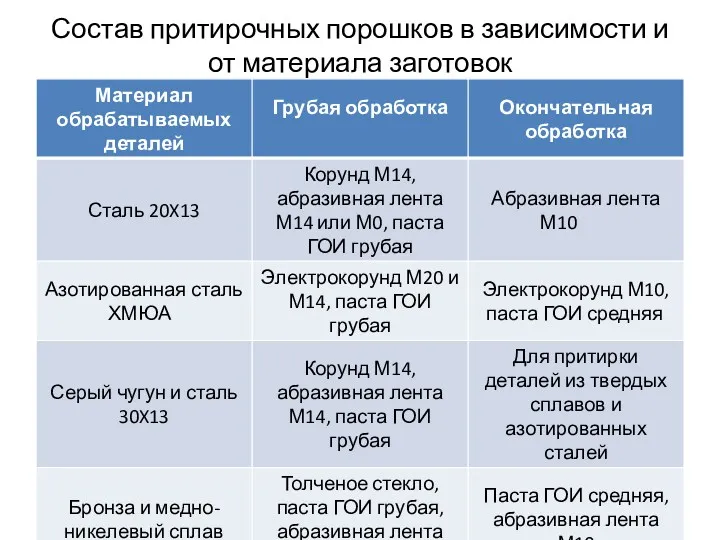
Состав притирочных порошков в зависимости и от материала заготовок
Состав притирочных порошков в зависимости и от материала заготовок
Доводка
это чистовая отделочная операция, позволяющая с помощью притирки обрабатывать детали с
Доводка
это чистовая отделочная операция, позволяющая с помощью притирки обрабатывать детали с
Притирка и доводка
В машиностроении притирке подвергают гидравлические пары, пробки и корпуса
Притирка и доводка
В машиностроении притирке подвергают гидравлические пары, пробки и корпуса
Полирование (полировка)
обработка (отделка) материалов до получения зеркального блеска и красивого вида
Полирование (полировка)
обработка (отделка) материалов до получения зеркального блеска и красивого вида
Требования к полируемым изделиям
Детали и изделия, подлежащие полированию, не должны иметь
Требования к полируемым изделиям
Детали и изделия, подлежащие полированию, не должны иметь
Полирование с использованием кругов (полировальников)
Механическое полирование изделий кругом, покрытым смесями или
Полирование с использованием кругов (полировальников)
Механическое полирование изделий кругом, покрытым смесями или
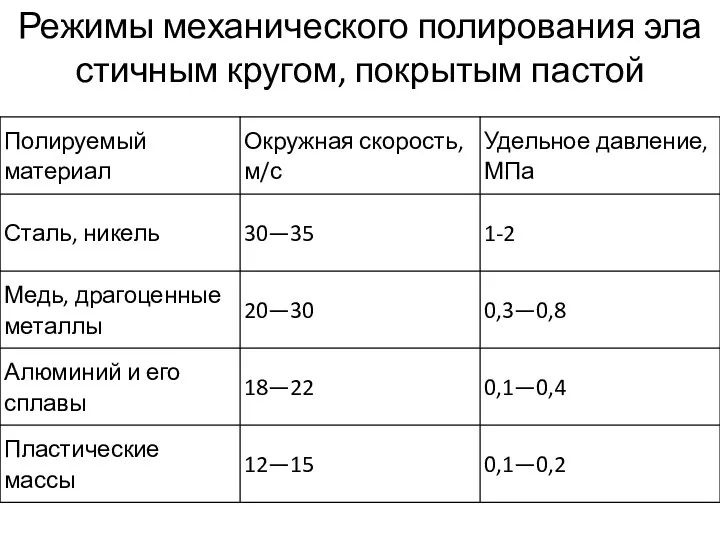
Режимы механического полирования эластичным кругом, покрытым пастой
Режимы механического полирования эластичным кругом, покрытым пастой
Полирование в ручную
Для полирования вручную используют полировальные палочки и деревянные бруски,
Полирование в ручную
Для полирования вручную используют полировальные палочки и деревянные бруски,
Абразивные материалы (пасты) для полирования металлов
Крокус представляет собой молотый природный оксид
Абразивные материалы (пасты) для полирования металлов
Крокус представляет собой молотый природный оксид
Очистка металлических изделий после полировки
Для очистки изделий после полировки в настоящее время
Очистка металлических изделий после полировки
Для очистки изделий после полировки в настоящее время
Безопасность работ при выполнении притирки, доводки и полирования:
в процессе ручной
Безопасность работ при выполнении притирки, доводки и полирования:
в процессе ручной
Безопасность работ при выполнении притирки, доводки и полирования:
не разрешается держать
Безопасность работ при выполнении притирки, доводки и полирования:
не разрешается держать
 Рух в природі та основа відліку часу
Рух в природі та основа відліку часу Световые явления в живой и неживой природе
Световые явления в живой и неживой природе Цепи с распределенными параметрами
Цепи с распределенными параметрами Проектная деятельность, как важнейший фактор деятельностной педагогики
Проектная деятельность, как важнейший фактор деятельностной педагогики Гидропривод машин
Гидропривод машин Силы, действующие на шейки коленчатого вала. Лекция №4
Силы, действующие на шейки коленчатого вала. Лекция №4 Линейчатые спектры атомов. Строение атома. Постулаты Бора. Атом водорода по Бору. Лекция 15
Линейчатые спектры атомов. Строение атома. Постулаты Бора. Атом водорода по Бору. Лекция 15 Молекулярная физика и электродинамика, обобщение темы
Молекулярная физика и электродинамика, обобщение темы Закони і формули в астрономії
Закони і формули в астрономії ВАЗ 2106 Автомобильінің жалпы құрылысы
ВАЗ 2106 Автомобильінің жалпы құрылысы Рабочие процессы бензинового двигателя
Рабочие процессы бензинового двигателя Ремонт выхлопной системы Ваз-2170. (Часть 1)
Ремонт выхлопной системы Ваз-2170. (Часть 1) Ремонт автомобилей. Техническое нормирование ремонтных (ручных) работ. (Тема 5.3)
Ремонт автомобилей. Техническое нормирование ремонтных (ручных) работ. (Тема 5.3) Нестационарная теплопроводность неограниченной пластины. (Лекция 7)
Нестационарная теплопроводность неограниченной пластины. (Лекция 7) Кинематика. Основные кинематические характеристики прямолинейного и криволинейного движения
Кинематика. Основные кинематические характеристики прямолинейного и криволинейного движения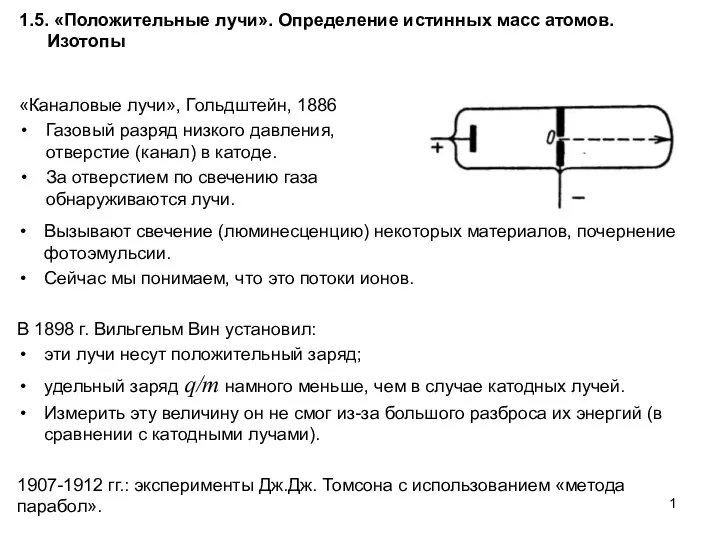 Положительные лучи. Определение истинных масс атомов. Изотопы. АФ1.5
Положительные лучи. Определение истинных масс атомов. Изотопы. АФ1.5 Корабельные гироскопические системы. (Тема 2)
Корабельные гироскопические системы. (Тема 2) Презентация Броуновское движение. Диффузия. Взаимодействие молекул
Презентация Броуновское движение. Диффузия. Взаимодействие молекул Элементы машиноведения. Составные части машин
Элементы машиноведения. Составные части машин Волновые явления
Волновые явления Сообщающиеся сосуды
Сообщающиеся сосуды Технология проведения технического обслуживания и ремонта смазочной системы
Технология проведения технического обслуживания и ремонта смазочной системы Сыңардүрбі және дүрбі
Сыңардүрбі және дүрбі Ёмкость и индуктивность в цепи переменного тока
Ёмкость и индуктивность в цепи переменного тока Разработка урока по теме Деление ядер урана. Цепная реакция
Разработка урока по теме Деление ядер урана. Цепная реакция Закон Ома для участка цепи, последовательное и параллельное соединение проводников
Закон Ома для участка цепи, последовательное и параллельное соединение проводников Механические свойства металлов
Механические свойства металлов Подводим итог 7 класса по физике
Подводим итог 7 класса по физике