- Восстановление корпусных деталей

Содержание
- 2. Вопрос 1. Условия работы и основные дефекты К корпусным деталям относятся блоки и головки цилиндров, картеры
- 3. Корпусные детали трансмиссии изготавливают преимущественно из серого чугуна Общий конструктивно-технологическим признак корпусных деталей: развитая плоская поверхность
- 4. Корпусные детали и в особенности блоки и головки цилиндров двигателей в процессе эксплуатации подвергаются химическому и
- 5. , Ресурс отремонтированных узлов и агрегатов в значительной мере зависит от уровня технологии и качества восстановления
- 6. Характерные дефекты: - механические повреждения (трещины, сколы, пробоины, обломы болтов, шпилек, срыв резьбы); - нарушения геометрических
- 7. Затем устраняют механические повреждения, прогары, оплавления и коррозионные разрушения отверстий водяной рубашки, так как нагрев детали
- 8. Способы сварки чугунных корпусных деталей: Горячий нагрев детали до 600...650 °С, чугунные прутки ПЧ-1, 2, ацетилено
- 9. Большими технологическими преимуществами обладают холодные способы сварки чугуна. три способа: 1. Электродуговая сварка медно-железными, медно-никелевыми и
- 10. Полуавтоматическая сварка в среде аргона “А” проволокой МНЖКТ-5-1-02-02 диаметром 1... 1,2 мм на постоянном токе обратной
- 11. Клеесварное соединение “сталь-чугун”. поверхность обезжиривают и наносят клеевую композицию (толщина слоя 0,3...0,6 мм). Затем устанавливают накладку
- 12. Газопорошковая наплавка (ГПН) порошковыми самофлюсующимися сплавами НПЧ-1, НПЧ-2, НПЧ-З. самофлюсующийся порошковый сплав подается через пламя ацетиленовой
- 13. Аргонно-дуговая сварка для деталей из алюминиевых сплавов Используют аргон марки А по ГОСТ 10157 — 79,
- 14. Несмотря на широкое применение сварки при устранении трещин в корпусных деталях, этот способ обладает рядом существенных
- 15. Позволяет избежать изменения структуры металла, возникновения остаточных напряжений и искажений геометрии восстанавливаемых корпусных деталей Не применяют
- 17. Уплотняющие вставки Для трещин длиной не более 400 мм., ширина не более 1,5 мм, а толщина
- 18. В подготовленный паз устанавливают фигурные вставки диаметром 4,8 мм сначала поперек трещины, затем вдоль и расклепывают
- 19. При ремонте трещин стягивающими вставками по кондуктору сверлят перпендикулярно трещине шесть отверстий (по три с каждой
- 20. Рисунок 4 – Фигурные вставки а) – стягивающие, б - уплотняющие
- 21. Качество заделки трещины на герметичность проверяют на гидравлическом стенде в течение 3 мин при давлении 0,4
- 22. Резьбовые спиральные вставки изготавливают из нержавеющей стали Х18Н9Т или Х18Н10Т повышенной точности. Спиральные вставки серийно изготавливают
- 23. Технологический процесс восстановления резьбовых отверстий спиральными вставками включает: очистку; дефектацию; рассверливание отверстий, подлежащих восстановлению; нарезание резьбы
- 24. Типовой технологический процесс Последовательность операций : - удаление обломанных болтов и шпилек — сверлильный или электроискровый
- 25. - заделка трещин, пробоин. обломов у деталей из алюминиевых сплавов аргонно-дуговой сваркой (наплавкой) гiлавящимся электродом—полуавтомат ПРМ-4
- 26. восстановление резьбовых отверстий заваркой, постановкой ввертыша, нарезание резьбы ремонтного размера, установка резьбовой спиральной вставки — сверлильный
- 28. Скачать презентацию
Вопрос 1. Условия работы и основные дефекты
К корпусным деталям относятся блоки
Вопрос 1. Условия работы и основные дефекты
К корпусным деталям относятся блоки
Корпусные детали трансмиссии изготавливают преимущественно из серого чугуна
Общий конструктивно-технологическим признак
Корпусные детали трансмиссии изготавливают преимущественно из серого чугуна
Общий конструктивно-технологическим признак
Корпусные детали и в особенности блоки и головки цилиндров двигателей в
Корпусные детали и в особенности блоки и головки цилиндров двигателей в
,
Ресурс отремонтированных узлов и агрегатов в значительной мере зависит от уровня
,
Ресурс отремонтированных узлов и агрегатов в значительной мере зависит от уровня
Характерные дефекты:
- механические повреждения (трещины, сколы, пробоины, обломы болтов, шпилек, срыв
Характерные дефекты:
- механические повреждения (трещины, сколы, пробоины, обломы болтов, шпилек, срыв
Затем устраняют механические повреждения, прогары, оплавления и коррозионные разрушения отверстий водяной
Затем устраняют механические повреждения, прогары, оплавления и коррозионные разрушения отверстий водяной

Способы сварки чугунных корпусных деталей:
Горячий нагрев детали до 600...650 °С, чугунные
Способы сварки чугунных корпусных деталей:
Горячий нагрев детали до 600...650 °С, чугунные
Большими технологическими преимуществами обладают холодные способы сварки чугуна.
три способа:
1. Электродуговая
Большими технологическими преимуществами обладают холодные способы сварки чугуна.
три способа:
1. Электродуговая

Полуавтоматическая сварка в среде аргона “А” проволокой МНЖКТ-5-1-02-02 диаметром 1... 1,2
Полуавтоматическая сварка в среде аргона “А” проволокой МНЖКТ-5-1-02-02 диаметром 1... 1,2
Клеесварное соединение “сталь-чугун”.
поверхность обезжиривают и наносят клеевую композицию (толщина слоя
Клеесварное соединение “сталь-чугун”.
поверхность обезжиривают и наносят клеевую композицию (толщина слоя
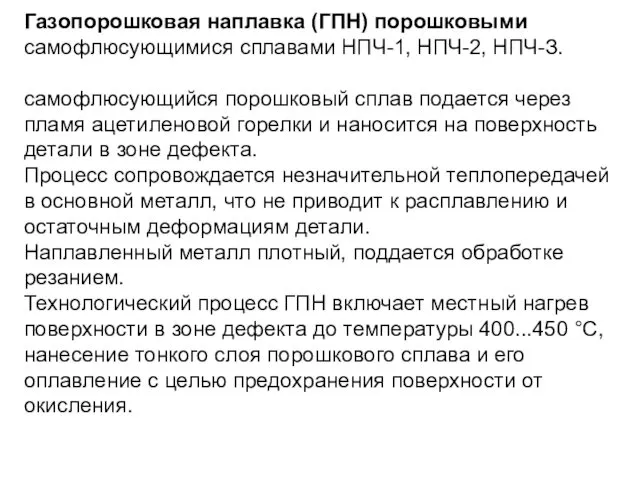
Газопорошковая наплавка (ГПН) порошковыми самофлюсующимися сплавами НПЧ-1, НПЧ-2, НПЧ-З.
самофлюсующийся порошковый сплав
Газопорошковая наплавка (ГПН) порошковыми самофлюсующимися сплавами НПЧ-1, НПЧ-2, НПЧ-З.
самофлюсующийся порошковый сплав
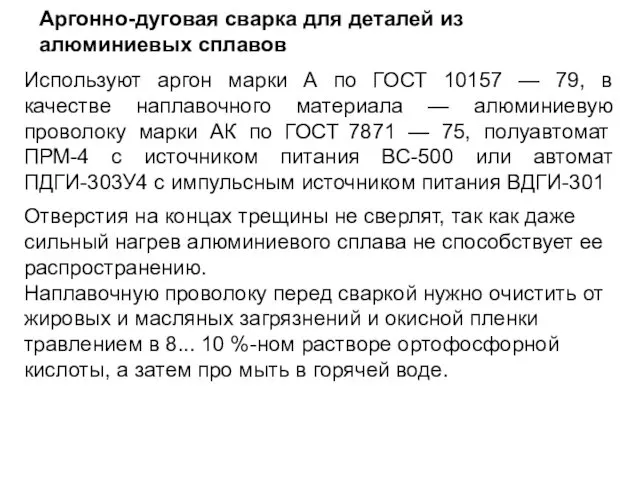
Аргонно-дуговая сварка для деталей из алюминиевых сплавов
Используют аргон марки А
Аргонно-дуговая сварка для деталей из алюминиевых сплавов
Используют аргон марки А
Несмотря на широкое применение сварки при устранении трещин в корпусных деталях,
Несмотря на широкое применение сварки при устранении трещин в корпусных деталях,
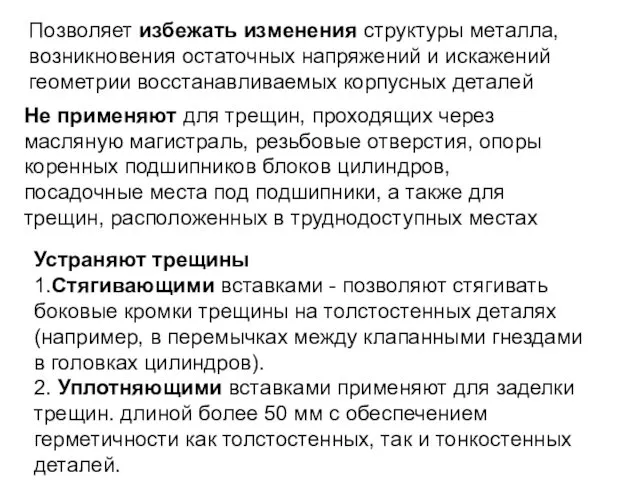
Позволяет избежать изменения структуры металла, возникновения остаточных напряжений и искажений геометрии
Позволяет избежать изменения структуры металла, возникновения остаточных напряжений и искажений геометрии

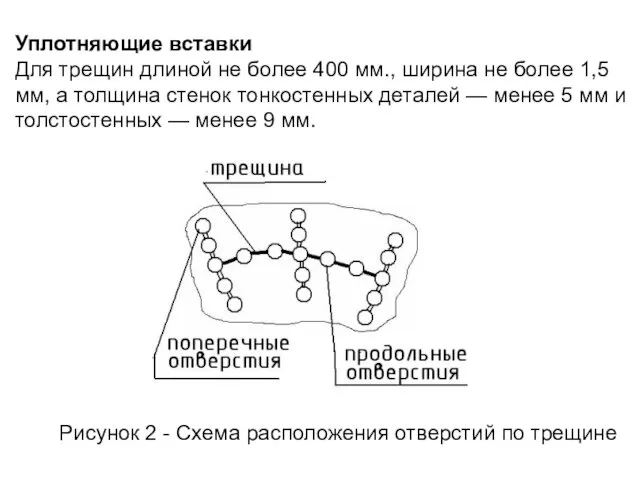
Уплотняющие вставки
Для трещин длиной не более 400 мм., ширина не
Уплотняющие вставки
Для трещин длиной не более 400 мм., ширина не
В подготовленный паз устанавливают фигурные вставки диаметром 4,8 мм сначала поперек
В подготовленный паз устанавливают фигурные вставки диаметром 4,8 мм сначала поперек
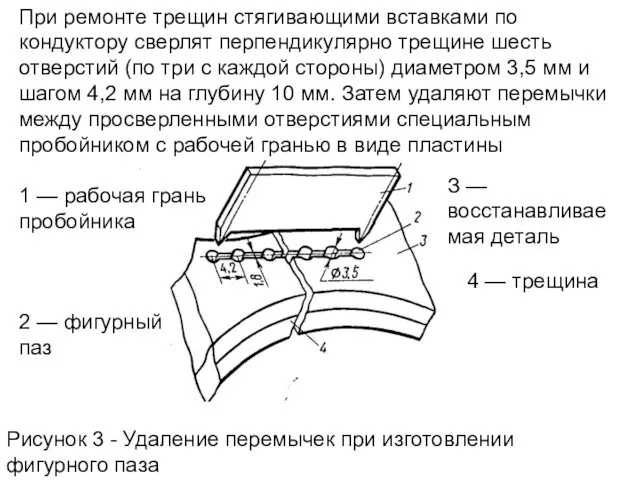
При ремонте трещин стягивающими вставками по кондуктору сверлят перпендикулярно трещине шесть
При ремонте трещин стягивающими вставками по кондуктору сверлят перпендикулярно трещине шесть
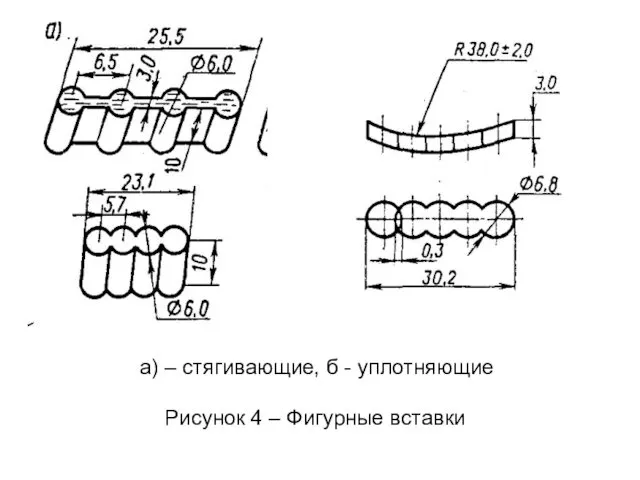
Рисунок 4 – Фигурные вставки
а) – стягивающие, б - уплотняющие
Рисунок 4 – Фигурные вставки
а) – стягивающие, б - уплотняющие
Качество заделки трещины на герметичность проверяют на гидравлическом стенде в течение
Качество заделки трещины на герметичность проверяют на гидравлическом стенде в течение
Резьбовые спиральные вставки изготавливают из нержавеющей стали Х18Н9Т или Х18Н10Т повышенной
Резьбовые спиральные вставки изготавливают из нержавеющей стали Х18Н9Т или Х18Н10Т повышенной
Технологический процесс восстановления резьбовых отверстий спиральными вставками включает:
очистку; дефектацию; рассверливание
Технологический процесс восстановления резьбовых отверстий спиральными вставками включает:
очистку; дефектацию; рассверливание
Типовой технологический процесс
Последовательность операций :
- удаление обломанных болтов и шпилек —
Типовой технологический процесс
Последовательность операций :
- удаление обломанных болтов и шпилек —
- заделка трещин, пробоин. обломов у деталей из алюминиевых сплавов аргонно-дуговой
- заделка трещин, пробоин. обломов у деталей из алюминиевых сплавов аргонно-дуговой
восстановление резьбовых отверстий заваркой, постановкой ввертыша, нарезание резьбы ремонтного размера,
восстановление резьбовых отверстий заваркой, постановкой ввертыша, нарезание резьбы ремонтного размера,
 Електромагнітні хвилі
Електромагнітні хвилі Основные понятия и законы динамики
Основные понятия и законы динамики Mechanical System
Mechanical System Архимедова сила. Подготовка к ГИА
Архимедова сила. Подготовка к ГИА Introduction & overview
Introduction & overview Формирование регулятивных универсальных учебных действий на уроках физики при проведении лабораторной работы
Формирование регулятивных универсальных учебных действий на уроках физики при проведении лабораторной работы Конструкції кип’ятильників і водонагрівальних пристроїв
Конструкції кип’ятильників і водонагрівальних пристроїв Использование полного внутреннего отражения
Использование полного внутреннего отражения Механика, оның бөлімдері және қозғалысты оқып үйренуде қолданылатын абстракциялық ұғымдар
Механика, оның бөлімдері және қозғалысты оқып үйренуде қолданылатын абстракциялық ұғымдар Вынужденные колебания
Вынужденные колебания Физические основы гемодинамики
Физические основы гемодинамики Изобретение электричества. История, применение, получение
Изобретение электричества. История, применение, получение 1949 – 1989 - 1991
1949 – 1989 - 1991 Энергия связи. Дефект масс
Энергия связи. Дефект масс Открытие нейтрона
Открытие нейтрона Электроспиннинг
Электроспиннинг Состояние электронов в атоме
Состояние электронов в атоме Механические свойства материалов. Диаграммы растяжения и сжатия. (Лекция 4)
Механические свойства материалов. Диаграммы растяжения и сжатия. (Лекция 4) Проявление сил тяжести и упругости живой природе
Проявление сил тяжести и упругости живой природе Від рівноважного випромінювання до лазера
Від рівноважного випромінювання до лазера Распиливание и припасовка
Распиливание и припасовка Исследовательский проект Машина Голдберга Разбивалка яйиц
Исследовательский проект Машина Голдберга Разбивалка яйиц презентация Обнаружение магнитного поля по его действию на электрический ток
презентация Обнаружение магнитного поля по его действию на электрический ток Определение перемещений в плоских стержневых конструкциях
Определение перемещений в плоских стержневых конструкциях Механика. Механическое движение
Механика. Механическое движение Кинематика точки
Кинематика точки Влияние наушников на слух человека
Влияние наушников на слух человека Обобщающий урок по теме Движение и взаимодействие тел
Обобщающий урок по теме Движение и взаимодействие тел