- МЕТОДЫ ОЧИСТКИ НЕФТЯНЫХ ФРАКЦИЙ

Содержание
- 2. Каталитическая очистка нефтяных фракций. Гидроочистка и гидрокрекинг. Нефтяные фракции Бензиновые Керосиновые Дизельные Масляные/вакуумный газойль Гудрон Химический
- 3. Виды гидроочистки и гидрокрекинга нефтяных фракций Гидроочистка топливных дистиллятов: бензиновых; керосиновых; дизельных Гидрокрекинг вакуумного газойля Гидроочистка
- 4. Основные реакции каталитического гидрирования 1. Реакции гидрирования сернистых соединений: Схемы реакций каталитического разложения основных сернистых соединений
- 5. Основные реакции каталитического гидрирования д) бензотиофена // \ __ // \ _C2Н5 | || || +
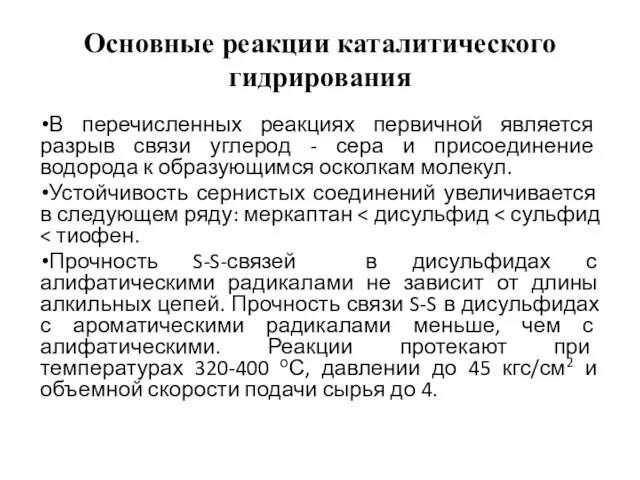
- 6. Основные реакции каталитического гидрирования В перечисленных реакциях первичной является разрыв связи углерод - сера и присоединение
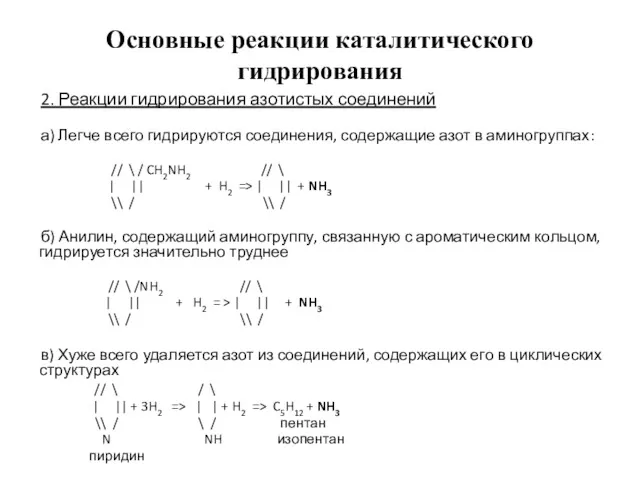
- 7. Основные реакции каталитического гидрирования 2. Реакции гидрирования азотистых соединений а) Легче всего гидрируются соединения, содержащие азот
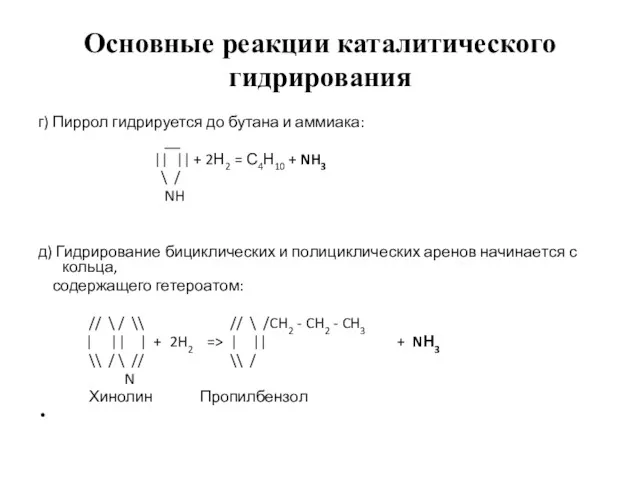
- 8. Основные реакции каталитического гидрирования г) Пиррол гидрируется до бутана и аммиака: __ || || + 2Н2
- 9. Основные реакции каталитического гидрирования Как видно из приведенных схем, началом всех реакций является насыщение гетероциклического кольца,
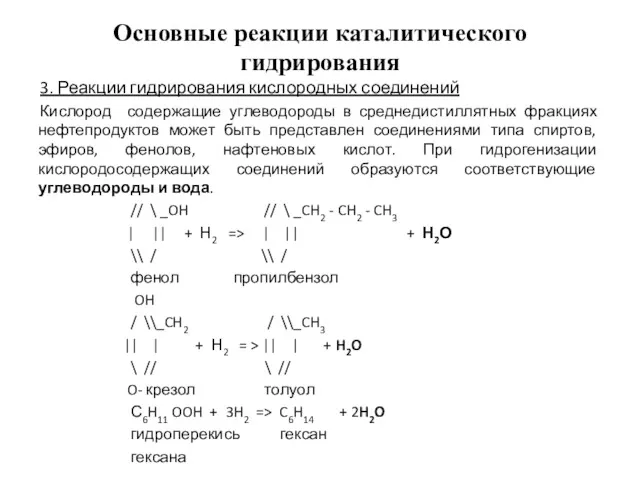
- 10. Основные реакции каталитического гидрирования 3. Реакции гидрирования кислородных соединений Кислород содержащие углеводороды в среднедистиллятных фракциях нефтепродуктов
- 11. Факторы, влияющие на ход процесса гидроочистки 1 .Свойства сырья содержание общей и меркаптановой серы, термическая стабильность,
- 12. Факторы, влияющие на ход процесса гидроочистки АНМ - катализатор значительно более активен в реакциях гидрирования полициклических
- 13. Факторы, влияющие на ход процесса гидроочистки 3. Объемная скорость подачи сырья При выборе объемной скорости учитывают
- 14. Факторы, влияющие на ход процесса гидроочистки 5. Давление (парциальное давление водорода) Суммарное влияние парциального давления водорода
- 15. Факторы, влияющие на ход процесса гидроочистки 6.Кратность циркуляции В промышленной практике объемное отношение "водород:сырье" (или кратность
- 16. Принципиальная схема установки гидроочистки нефтяных фракций I—сырье; II — свежий водородсодержащий газ; III — гидрогенизат; IV—
- 17. Реактор гидроочистки средних дистиллятов нефти 1-корпус; 2-стаканы распределительной тарелки; 3-распределительная тарелка; 4-фарфоровые шары; 5-корзина; 6-монтажный штуцер;
- 18. Принципиальная схема установки гидрокрекинга нефтяных фракций
- 19. Реактор гидрокрекинга Схема реактора гидроочистки: 1 - штуцер выхода продуктов реакции; 2 - вход холодного водорода
- 21. Скачать презентацию
Каталитическая очистка нефтяных фракций.
Гидроочистка и гидрокрекинг.
Нефтяные фракции
Бензиновые
Керосиновые
Дизельные
Масляные/вакуумный газойль
Гудрон
Химический процесс
Каталитическая очистка нефтяных фракций.
Гидроочистка и гидрокрекинг.
Нефтяные фракции
Бензиновые
Керосиновые
Дизельные
Масляные/вакуумный газойль
Гудрон
Химический процесс
Виды гидроочистки и гидрокрекинга нефтяных фракций
Гидроочистка топливных дистиллятов:
бензиновых;
керосиновых;
дизельных
Гидрокрекинг вакуумного газойля
Гидроочистка депарафинированных
Виды гидроочистки и гидрокрекинга нефтяных фракций
Гидроочистка топливных дистиллятов:
бензиновых;
керосиновых;
дизельных
Гидрокрекинг вакуумного газойля
Гидроочистка депарафинированных
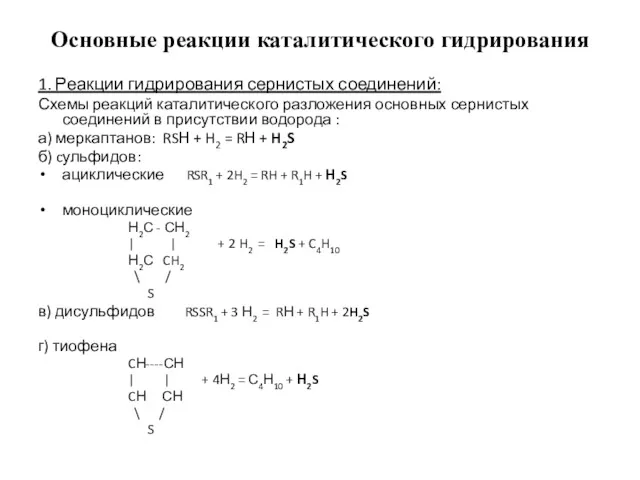
Основные реакции каталитического гидрирования
1. Реакции гидрирования сернистых соединений:
Схемы реакций каталитического разложения
Основные реакции каталитического гидрирования
1. Реакции гидрирования сернистых соединений:
Схемы реакций каталитического разложения
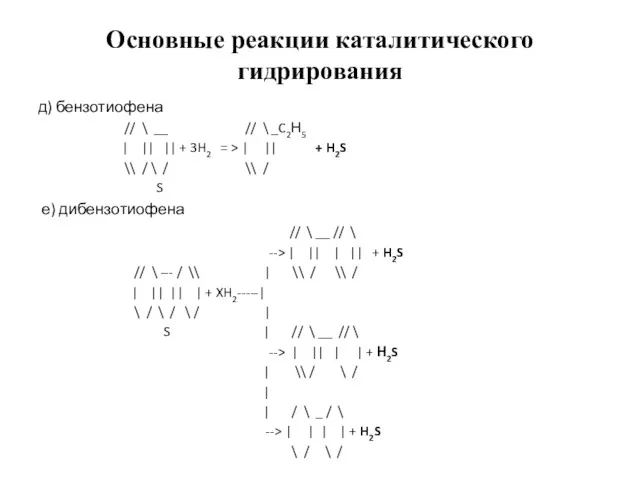
Основные реакции каталитического гидрирования
д) бензотиофена
// \ __ // \
Основные реакции каталитического гидрирования
д) бензотиофена
// \ __ // \
Основные реакции каталитического гидрирования
В перечисленных реакциях первичной является разрыв связи углерод
Основные реакции каталитического гидрирования
В перечисленных реакциях первичной является разрыв связи углерод
Основные реакции каталитического гидрирования
2. Реакции гидрирования азотистых соединений
а) Легче всего
Основные реакции каталитического гидрирования
2. Реакции гидрирования азотистых соединений
а) Легче всего
Основные реакции каталитического гидрирования
г) Пиррол гидрируется до бутана и аммиака:
__
Основные реакции каталитического гидрирования
г) Пиррол гидрируется до бутана и аммиака:
__
Основные реакции каталитического гидрирования
Как видно из приведенных схем, началом всех
Основные реакции каталитического гидрирования
Как видно из приведенных схем, началом всех
Основные реакции каталитического гидрирования
3. Реакции гидрирования кислородных соединений
Кислород содержащие углеводороды в
Основные реакции каталитического гидрирования
3. Реакции гидрирования кислородных соединений
Кислород содержащие углеводороды в
Факторы, влияющие на ход процесса гидроочистки
1 .Свойства сырья
содержание общей и меркаптановой
Факторы, влияющие на ход процесса гидроочистки
1 .Свойства сырья
содержание общей и меркаптановой
Факторы, влияющие на ход процесса гидроочистки
АНМ - катализатор значительно более активен
Факторы, влияющие на ход процесса гидроочистки
АНМ - катализатор значительно более активен
Факторы, влияющие на ход процесса гидроочистки
3. Объемная скорость подачи сырья
При
Факторы, влияющие на ход процесса гидроочистки
3. Объемная скорость подачи сырья
При
Факторы, влияющие на ход процесса гидроочистки
5. Давление (парциальное давление водорода)
Суммарное
Факторы, влияющие на ход процесса гидроочистки
5. Давление (парциальное давление водорода)
Суммарное
Факторы, влияющие на ход процесса гидроочистки
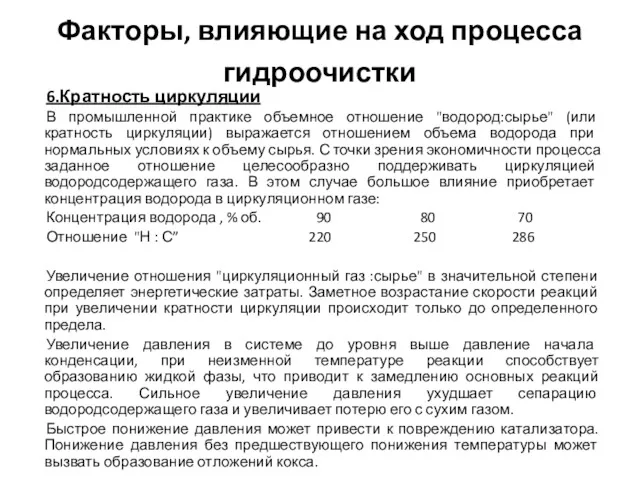
6.Кратность циркуляции
В промышленной практике объемное отношение
Факторы, влияющие на ход процесса гидроочистки
6.Кратность циркуляции
В промышленной практике объемное отношение

Принципиальная схема установки гидроочистки нефтяных фракций
I—сырье;
II — свежий водородсодержащий газ;
Принципиальная схема установки гидроочистки нефтяных фракций
I—сырье;
II — свежий водородсодержащий газ;

Реактор гидроочистки средних дистиллятов нефти
1-корпус;
2-стаканы распределительной тарелки;
3-распределительная тарелка;
4-фарфоровые
Реактор гидроочистки средних дистиллятов нефти
1-корпус;
2-стаканы распределительной тарелки;
3-распределительная тарелка;
4-фарфоровые

Принципиальная схема установки гидрокрекинга нефтяных фракций
Принципиальная схема установки гидрокрекинга нефтяных фракций

Реактор гидрокрекинга
Схема реактора гидроочистки:
1 - штуцер выхода продуктов реакции;
Реактор гидрокрекинга
Схема реактора гидроочистки:
1 - штуцер выхода продуктов реакции;
Похожие презентации
 Процессы природного минералообразования. Формы природных выделений минералов
Процессы природного минералообразования. Формы природных выделений минералов Химический элемент титан
Химический элемент титан Химическая термодинамика
Химическая термодинамика Обзор электродных процессов
Обзор электродных процессов Азотсодержащие органические соединения
Азотсодержащие органические соединения
 Никель – тяжелый металл
Никель – тяжелый металл Хром. Строение атома
Хром. Строение атома ЕГЭ по химии. Решение задач 27, 28, 29
ЕГЭ по химии. Решение задач 27, 28, 29 Технология производства бутилкаучука
Технология производства бутилкаучука Катализ кислотами и основаниями. Лекция 3
Катализ кислотами и основаниями. Лекция 3 Силикатное производство
Силикатное производство серная кислота и ее соли 9 класс
серная кислота и ее соли 9 класс Химическая кинетика
Химическая кинетика Арены - ароматические соединения
Арены - ароматические соединения Электролиз растворов. Применение вытеснительного ряда металлов для прогнозирования продуктов электролиза
Электролиз растворов. Применение вытеснительного ряда металлов для прогнозирования продуктов электролиза Склад та властивості основних класів неорганічних сполук
Склад та властивості основних класів неорганічних сполук Воздух, которым мы дышим
Воздух, которым мы дышим Жуғыш заттардың адам өміріндегі маңызы
Жуғыш заттардың адам өміріндегі маңызы Строение и свойства атомов в свете квантовомеханической теории. Периодический закон – основа основ химии
Строение и свойства атомов в свете квантовомеханической теории. Периодический закон – основа основ химии Измерение и оценка химического фактора. Лекция 9
Измерение и оценка химического фактора. Лекция 9 Коррозия металлов
Коррозия металлов Неметаллы. Общая характеристика неметаллов
Неметаллы. Общая характеристика неметаллов Заходи з ліквідації наслідків хімічної небезпечної надзвичайної ситуації. Особливості ведення хімічної розвідки та контролю
Заходи з ліквідації наслідків хімічної небезпечної надзвичайної ситуації. Особливості ведення хімічної розвідки та контролю Периодическая система Д. И. Менделеева
Периодическая система Д. И. Менделеева Кислород. Открытие кислорода
Кислород. Открытие кислорода Lipid metabolism
Lipid metabolism Алканы: физические и химические свойства, получение
Алканы: физические и химические свойства, получение