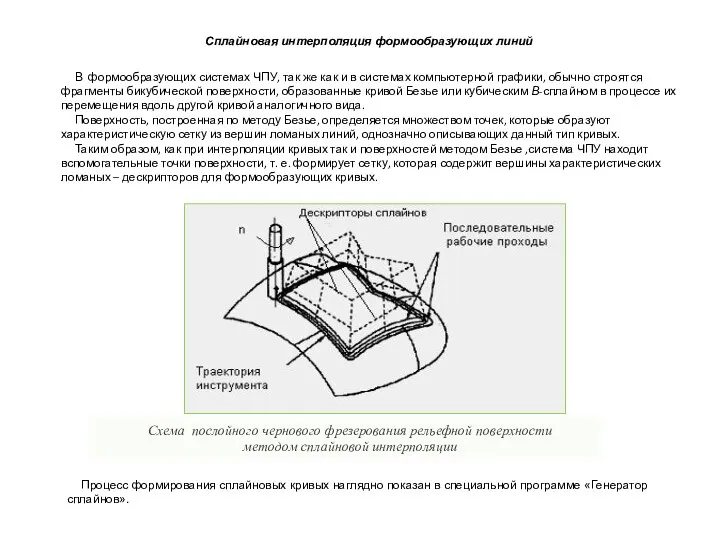
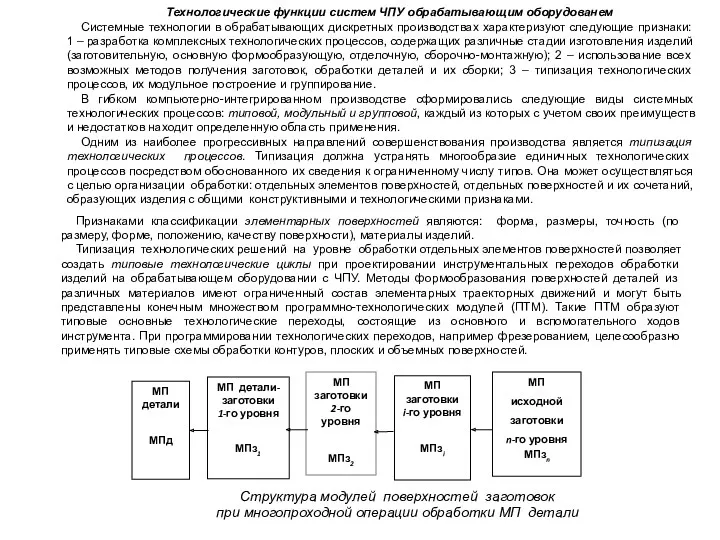
Автоматизация технологических процессов камнеобрабатывающего и ювелирного производств (главы 4-6) презентация
- Автоматизация технологических процессов камнеобрабатывающего и ювелирного производств (главы 4-6)

Содержание
- 2. Объём и содержание учебной дисциплины
- 3. Содержание лекционного курса учебной дисциплины Введение Часть 1 (7 семестр): Гл.1.СИСТЕМНЫЙ АНАЛИЗ ПРОИЗВОДСТВЕННЫХ ПРОЦЕССОВ ПРОМЫШЛЕННЫХ ПРЕДПРИЯТИЙ
- 4. Список литературы А. Основная литература Павлов Ю.А. Основы автоматизации производства: Учебное пособие. – М.: НИТУ МИСиС,
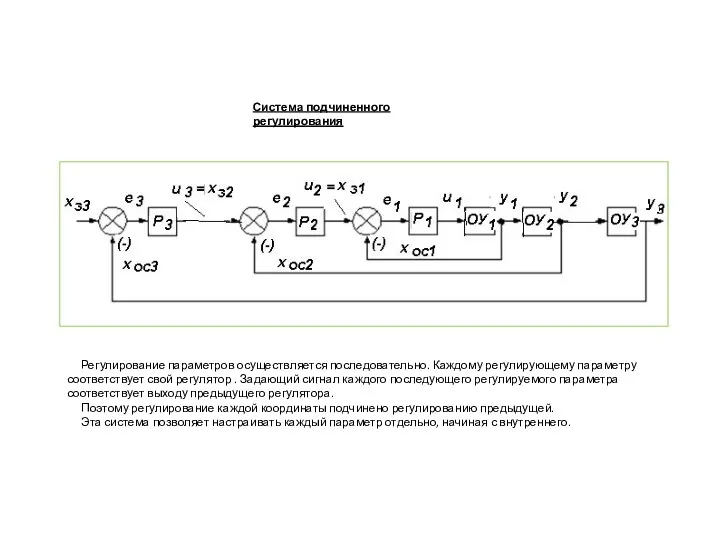
- 5. Системы программного управления технологическим оборудованием в гибком компьютерно-интегрированном производстве. ГЛАВА 4
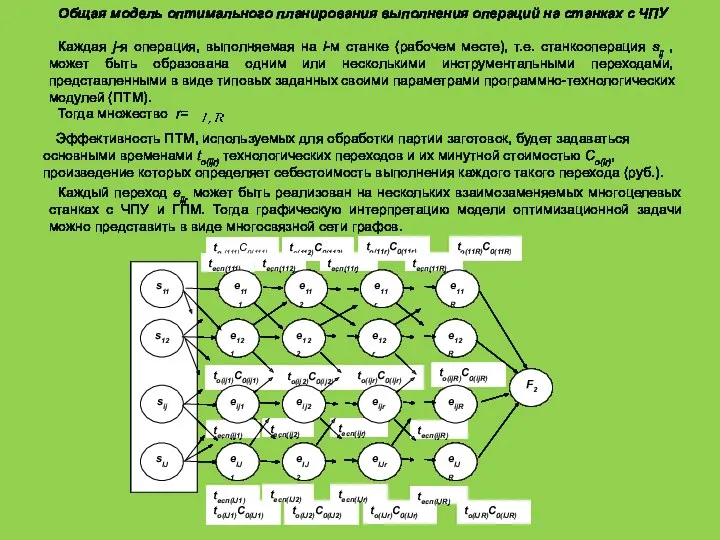
- 11. Рис.1.3. Многоцелевой фрезерный станок мод. FR-NC с системой ЧПУ класса PCNC в двухблочном исполнении: а –
- 16. Взаимодействие системы ЧПУ с объектом, например камнеобрабатывающим станком, заключается в управлении следующими процессами: формообразования изделия за
- 17. h Стандартные циклы обработки сложных поверхностей деталей концевыми инструментами (схема формообразования с кодом 1001)
- 18. Таблица 2. Примеры координатных систем станков с ЧПУ
- 31. На разных уровнях обмен происходит различными единицами информации: биты, кадры, пакеты, сеансовые сообщения, пользовательские сообщения. Протоколы
- 32. 1. Физический– осуществляет как соединение с физическим каналом, так и его расторжение, управление каналом, а также
- 37. К первому классу относятся упрощенные системы ЧПУ, предназначенные для отдельных единиц автоматизированного обрабатывающего оборудования. Такие системы
- 39. Системы ЧПУ второго класса предназначены для управления технологическим оборудованием основного производства (станками, роботами, литейными машинами, сварочными
- 41. Третий класс систем ЧПУ ориентирован на управление уникальным, многоцелевым технологическим оборудованием, например станками типа обрабатывающих центров
- 45. Общая структура программного обеспечения микропроцессорной системы управления технологическими объектами
- 47. Модель построения модульного программного обеспечения системы ЧПУ класса PCNC
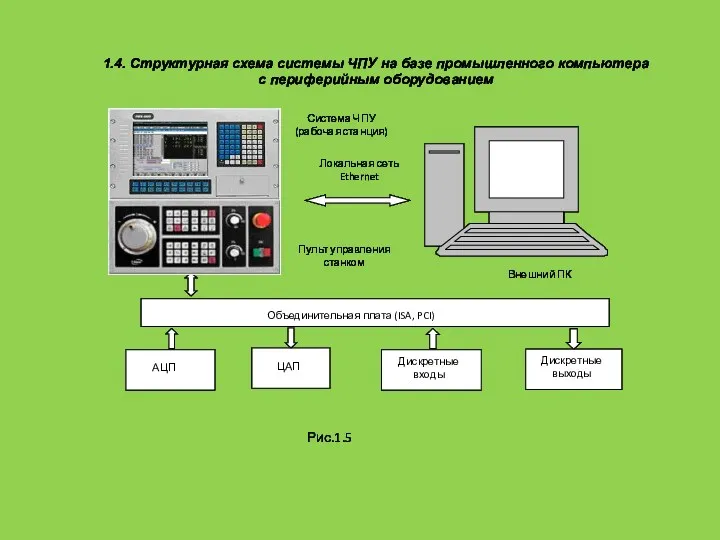
- 48. Многообразные устройства ЧПУ технологическим оборудованием являются проблемно-ориентированными вычислительными управляющими системами, построенными на базе промышленных компьютеров, программируемых
- 49. Системы автоматизированного управления технологическими процессами в гибком компьютерно-интегрированном производстве. ГЛАВА 5
- 50. Термины и определения
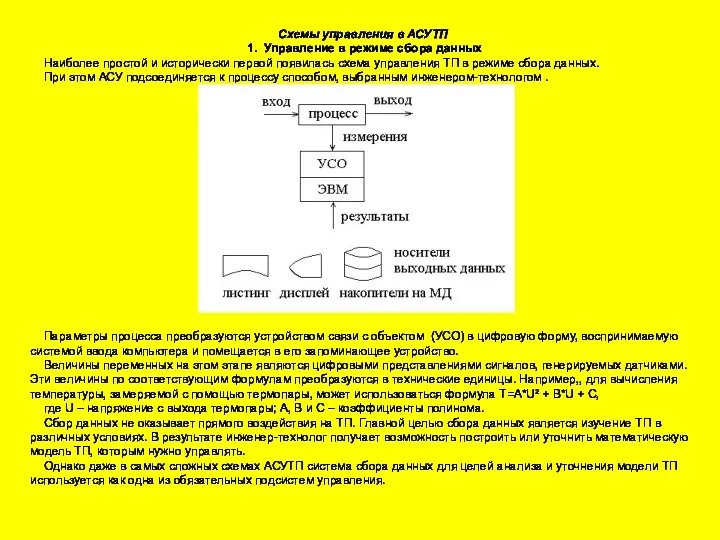
- 51. Схемы управления в АСУТП 1. Управление в режиме сбора данных Наиболее простой и исторически первой появилась
- 52. 2. Управление в режиме советчика оператора Управление в режиме советчика предполагает, что ЭВМ в составе АСУТП
- 53. 3. Супервизорное управление В этой схеме АСУТП используется в замкнутом контуре, т.е. установки регуляторам задаются непосредственно
- 54. 4. Непосредственное цифровое управление В режиме непосредственного цифрового управления (НЦУ) сигналы, используемые для приведения в действие
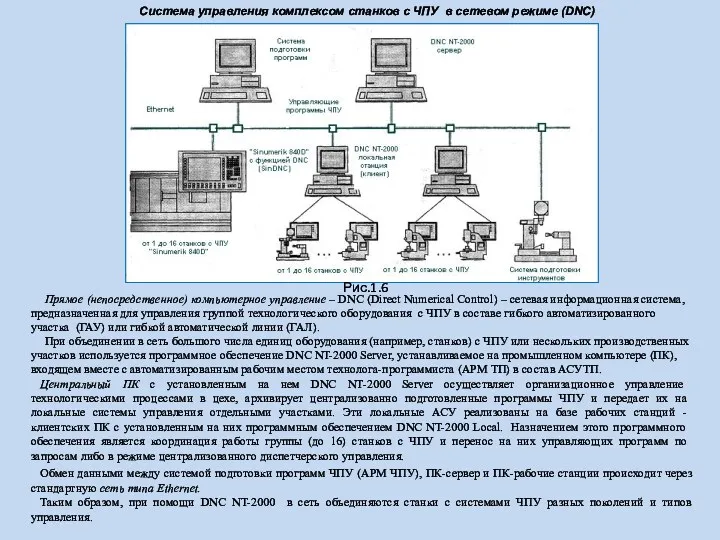
- 58. Семейство ЛПС типа Profibus, обеспечивающее комплексное решение коммуникационных проблем производственных сетей АСУ ГПС, разработано фирмой Siemens.
- 60. Из совокупности выполняемых АСУТП функций наиболее важными являются: централизованный контроль, обработка информации, вычислительные и логические операции
- 63. В многономенклатурном производстве ситуация не является повторяющейся , т.е. заранее однозначно всё многообразие действий системы управления
- 64. Графическая интерпретация метода (пунктирные линии - ветви) Пример нахождения оптимального решения Программа расчёта
- 66. Структурная схема системы адаптивного управления объектом Блок (модуль) адаптивного управления может быть частью устройства ЧПУ, а
- 68. А-ограничение (схема а) характеризует предельное значение Мш, при котором подача должна быть выключена. Снижение подачи начинается,
- 69. Обычно экономически оптимальный технологический процесс определяют таким периодом стойкости инструмента и соответствующих ему параметров режима резания
- 70. Проблему оптимизации технологического процесса чаще всего сводят к определению оптимальных режимов резания (скорости резания, подачи). Однако
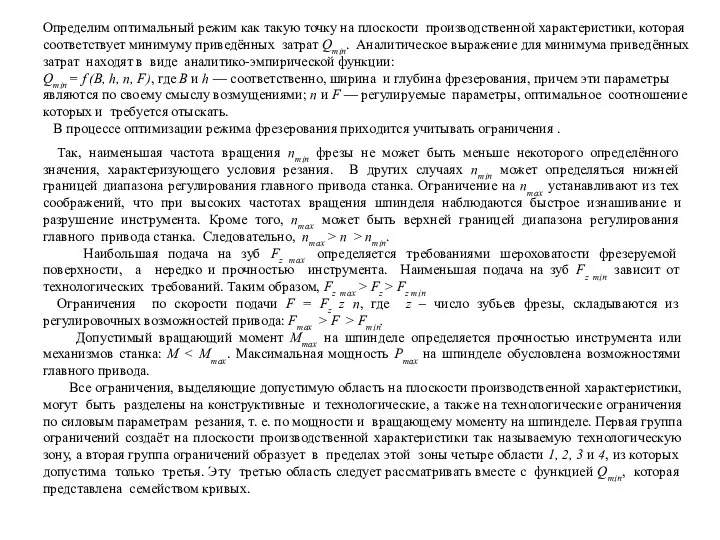
- 71. Определим оптимальный режим как такую точку на плоскости производственной характеристики, которая соответствует минимуму приведённых затрат Qmin.
- 72. При поиске оптимума необходимо удостовериться, на какой из кривых, составляющих семейство Qmin, находится текущая рабочая точка.
- 73. На рис.4.13 показаны направления управляющих команд, выдаваемых блоком адаптивного управления, для всевозможных исходных положений рабочей точки.
- 74. Дискретные SCADA предназначены для дискретного производства (машиностроения и т.д.). В них любое действие выполняется по событиям.
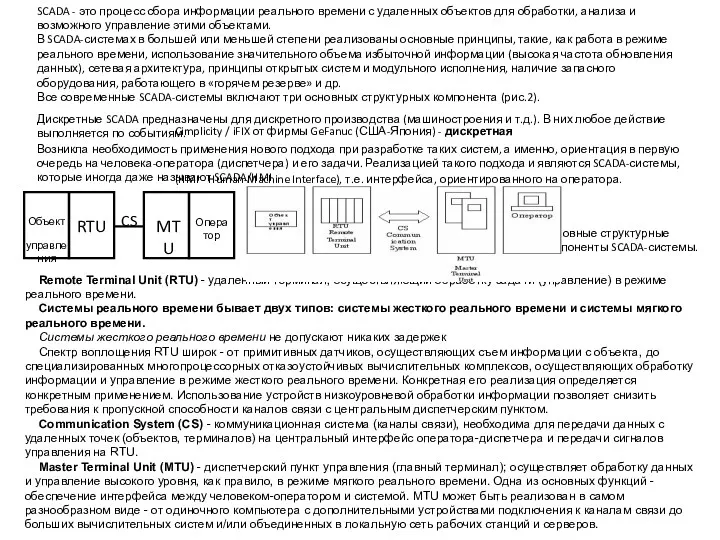
- 75. Функциональная структура SCADA В названии SCADA присутствуют две основные функции, возлагаемые на системы этого класса: сбор
- 76. Особенности SCADA как процесса управления Существует два типа управления удаленными объектами в SCADA-системах: автоматическое и инициируемое
- 78. Системы автоматического управления исполнительными устройствами технологического оборудования. ГЛАВА 6
- 80. Классификация исполнительных устройств САУ
- 83. Сигнал на выходе устройства управления будет иметь вид: U = Uo +Кp · ε, где Uo
- 85. На структурной схеме САР видно, что в цепочке регулирования в реальном регуляторе установлено еще одно звено
- 86. W(p)= P + I= Kр+1/Tи·р = Kp· (Tи·р +1) /Ти·р. = Kp · εo(1+t/Tи)
- 89. ПИД-регулятор можно просто собрать используя схему, полученную типовым соединением звеньев – параллельным. Схема для моделирования ПИД-регулятора
- 90. Регуляторы микропроцессорные МИНИТЕРМ предназначены для измерения и регулирования различных технологических параметров, например, температуры, давления, разрежения, уровня
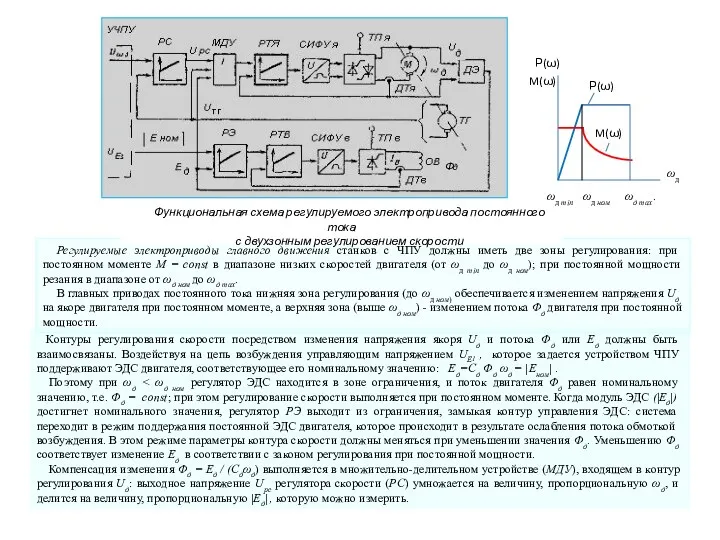
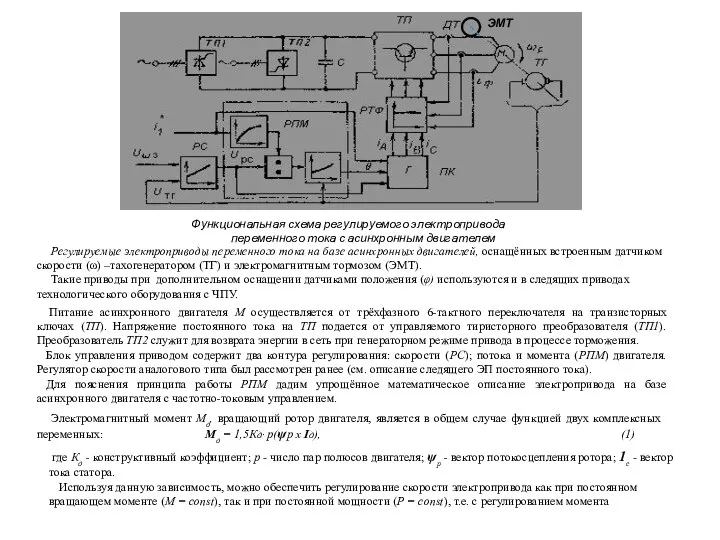
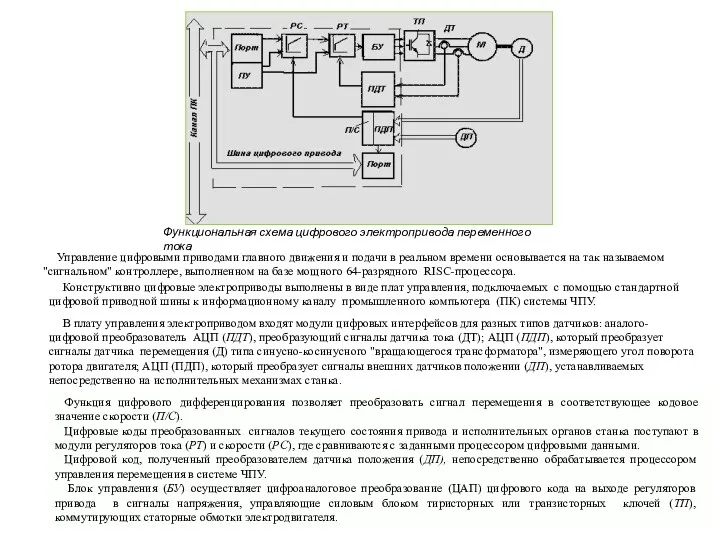
- 97. Функциональная схема регулируемого электропривода переменного тока с асинхронным двигателем Регулируемые электроприводы переменного тока на базе асинхронных
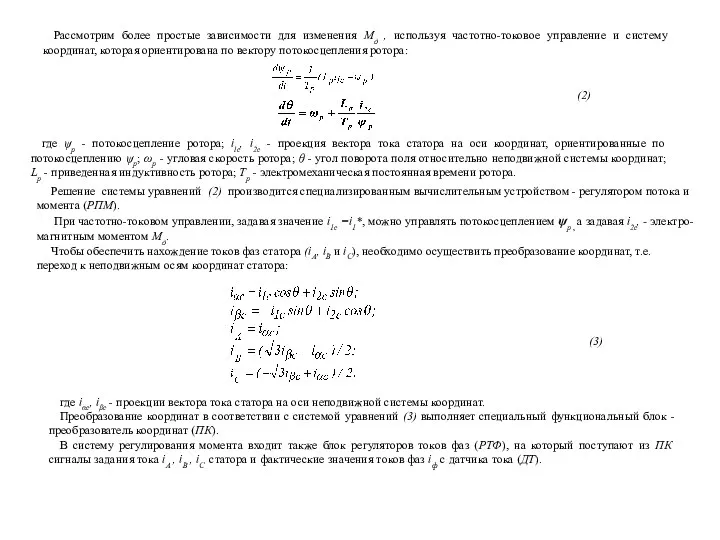
- 98. (2) (3)
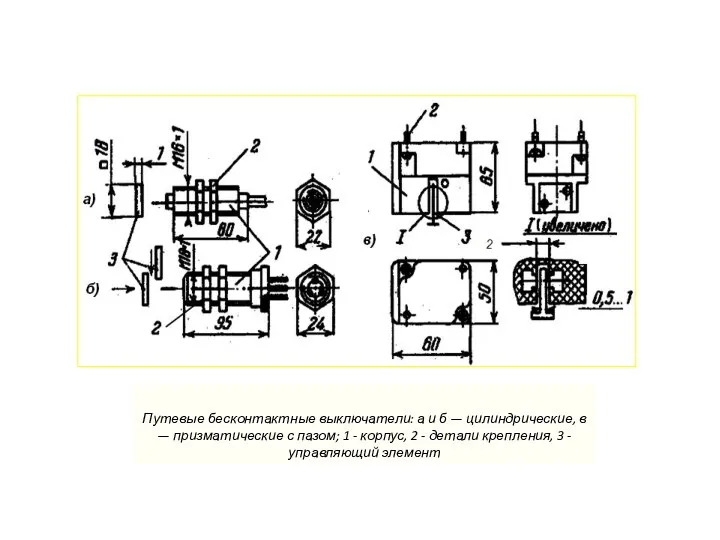
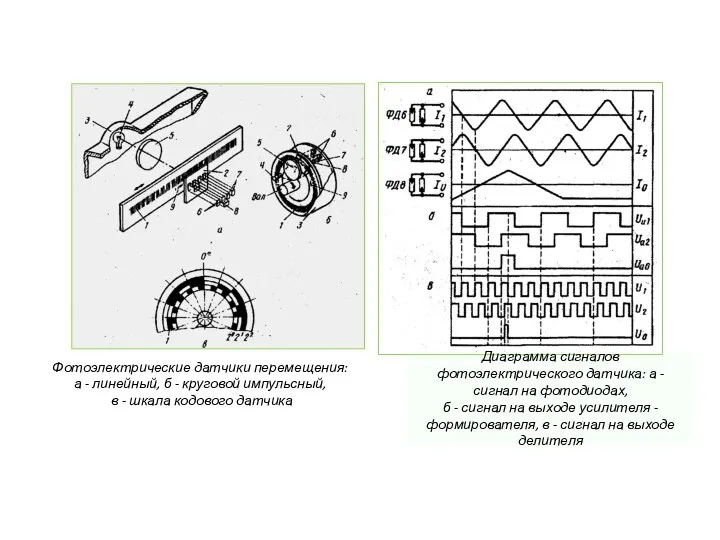
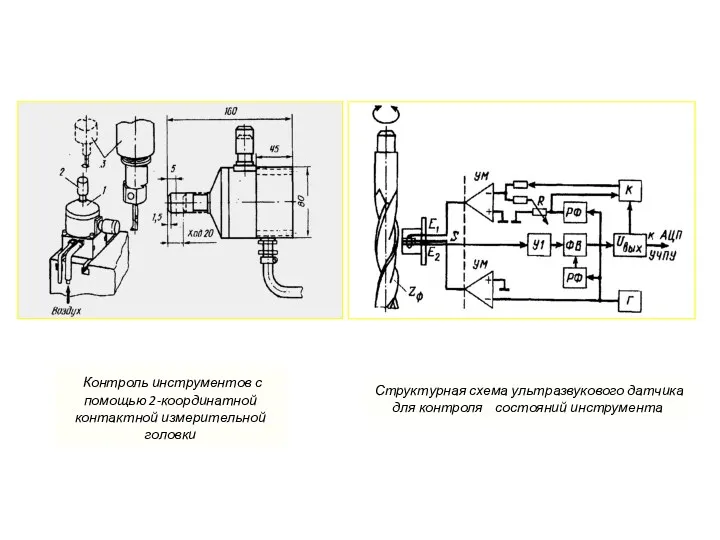
- 103. По принципу действия датчики подразделяются на следующие виды: аналоговые и цифровые; потенциометрические, импульсные и кодовые; индуктивные,
- 109. Вывод: Проектирование САУ исполнительными устройствами технологических объектов требует интеграции знаний, полученных при изучении многих дисциплин естественнонаучного
- 111. Скачать презентацию

Объём и содержание учебной дисциплины
Объём и содержание учебной дисциплины
Содержание лекционного курса учебной дисциплины
Введение
Часть 1 (7 семестр):
Гл.1.СИСТЕМНЫЙ АНАЛИЗ ПРОИЗВОДСТВЕННЫХ ПРОЦЕССОВ
Содержание лекционного курса учебной дисциплины
Введение
Часть 1 (7 семестр):
Гл.1.СИСТЕМНЫЙ АНАЛИЗ ПРОИЗВОДСТВЕННЫХ ПРОЦЕССОВ
Список литературы
А. Основная литература
Павлов Ю.А. Основы автоматизации производства: Учебное пособие. –
Список литературы
А. Основная литература
Павлов Ю.А. Основы автоматизации производства: Учебное пособие. –
Системы программного управления технологическим оборудованием в гибком компьютерно-интегрированном производстве.
ГЛАВА 4
Системы программного управления технологическим оборудованием в гибком компьютерно-интегрированном производстве.
ГЛАВА 4




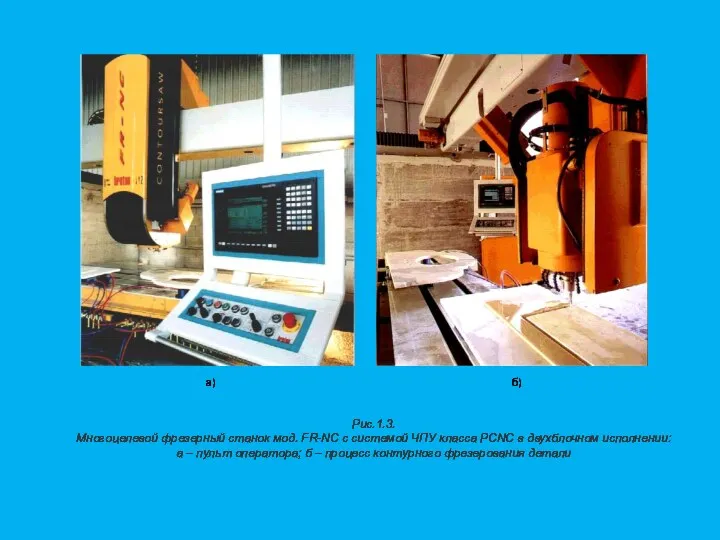
Рис.1.3.
Многоцелевой фрезерный станок мод. FR-NC с системой ЧПУ класса PCNC в
Рис.1.3.
Многоцелевой фрезерный станок мод. FR-NC с системой ЧПУ класса PCNC в

Взаимодействие системы ЧПУ с объектом, например камнеобрабатывающим станком, заключается в управлении
Взаимодействие системы ЧПУ с объектом, например камнеобрабатывающим станком, заключается в управлении
h
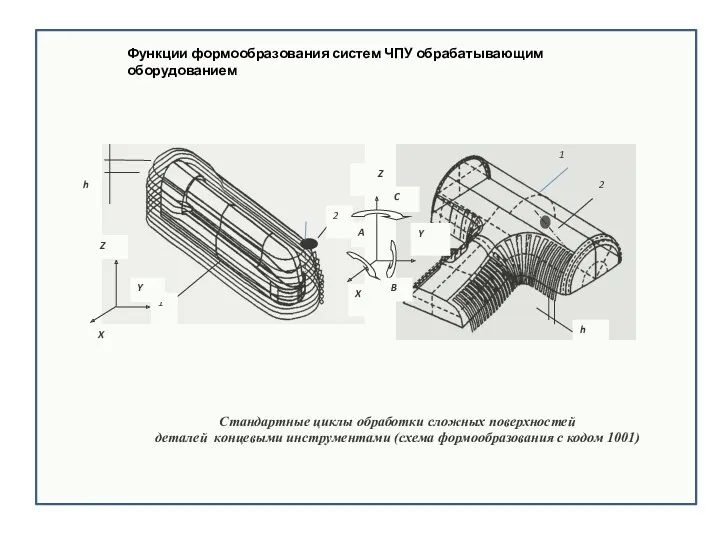
Стандартные циклы обработки сложных поверхностей
деталей концевыми инструментами (схема формообразования с
h
Стандартные циклы обработки сложных поверхностей
деталей концевыми инструментами (схема формообразования с
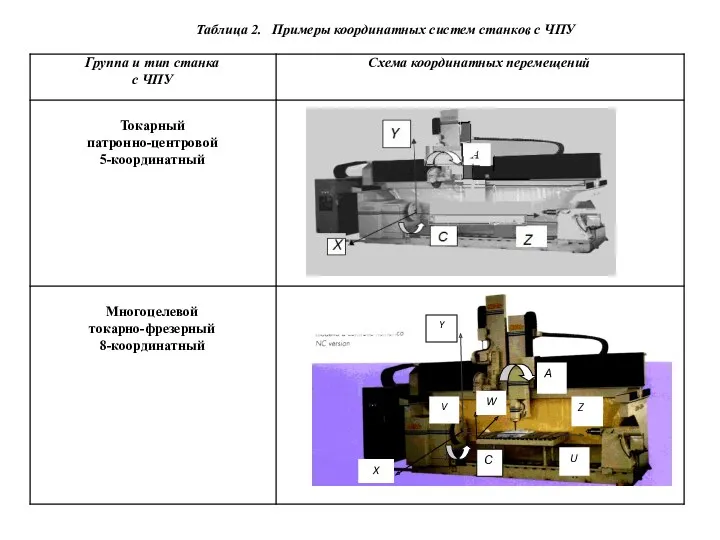
Таблица 2. Примеры координатных систем станков с ЧПУ
Таблица 2. Примеры координатных систем станков с ЧПУ









На разных уровнях обмен происходит различными единицами информации: биты, кадры, пакеты,
На разных уровнях обмен происходит различными единицами информации: биты, кадры, пакеты,
1. Физический– осуществляет как соединение с физическим каналом, так и его расторжение,
1. Физический– осуществляет как соединение с физическим каналом, так и его расторжение,




К первому классу относятся упрощенные системы ЧПУ, предназначенные для отдельных единиц
К первому классу относятся упрощенные системы ЧПУ, предназначенные для отдельных единиц

Системы ЧПУ второго класса предназначены для управления технологическим оборудованием основного производства
Системы ЧПУ второго класса предназначены для управления технологическим оборудованием основного производства

Третий класс систем ЧПУ ориентирован на управление уникальным, многоцелевым технологическим оборудованием,
Третий класс систем ЧПУ ориентирован на управление уникальным, многоцелевым технологическим оборудованием,



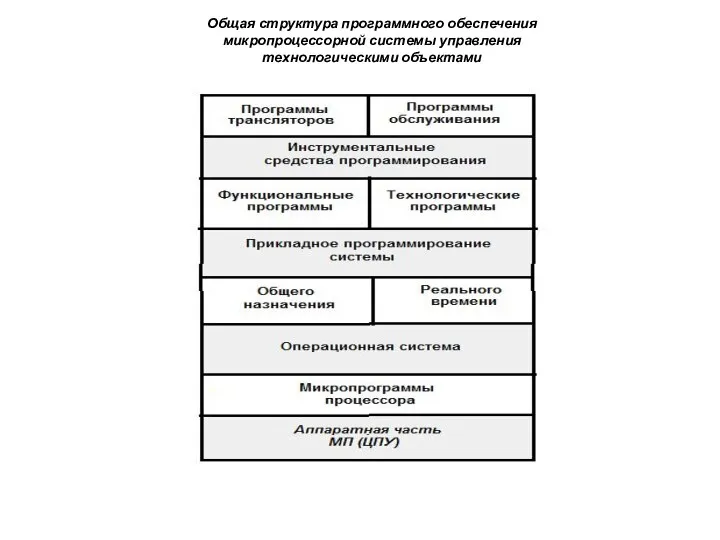
Общая структура программного обеспечения микропроцессорной системы управления технологическими объектами
Общая структура программного обеспечения микропроцессорной системы управления технологическими объектами
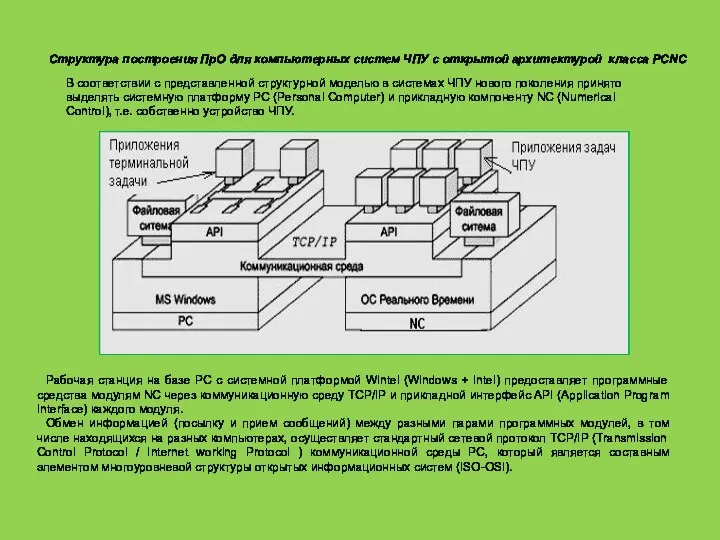
Модель построения модульного программного обеспечения системы ЧПУ класса PCNC
Модель построения модульного программного обеспечения системы ЧПУ класса PCNC
Многообразные устройства ЧПУ технологическим оборудованием являются проблемно-ориентированными вычислительными управляющими системами, построенными
Системы автоматизированного управления технологическими процессами в гибком компьютерно-интегрированном производстве.
ГЛАВА 5
Системы автоматизированного управления технологическими процессами в гибком компьютерно-интегрированном производстве.
ГЛАВА 5
Термины и определения
Термины и определения
Схемы управления в АСУТП
1. Управление в режиме сбора данных
Наиболее простой
Схемы управления в АСУТП
1. Управление в режиме сбора данных
Наиболее простой
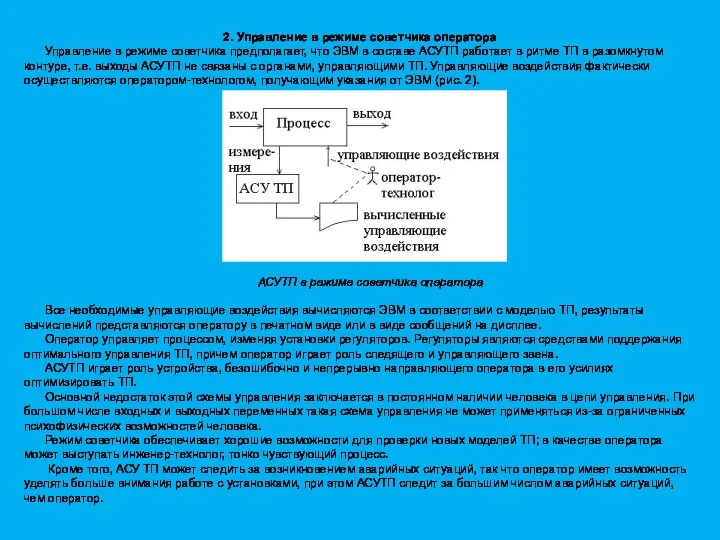
2. Управление в режиме советчика оператора
Управление в режиме советчика предполагает, что
2. Управление в режиме советчика оператора
Управление в режиме советчика предполагает, что
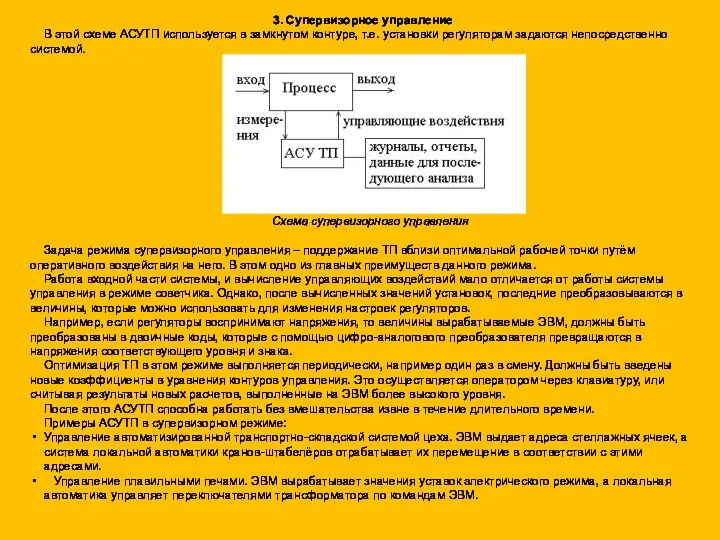
3. Супервизорное управление
В этой схеме АСУТП используется в замкнутом контуре, т.е.
3. Супервизорное управление
В этой схеме АСУТП используется в замкнутом контуре, т.е.
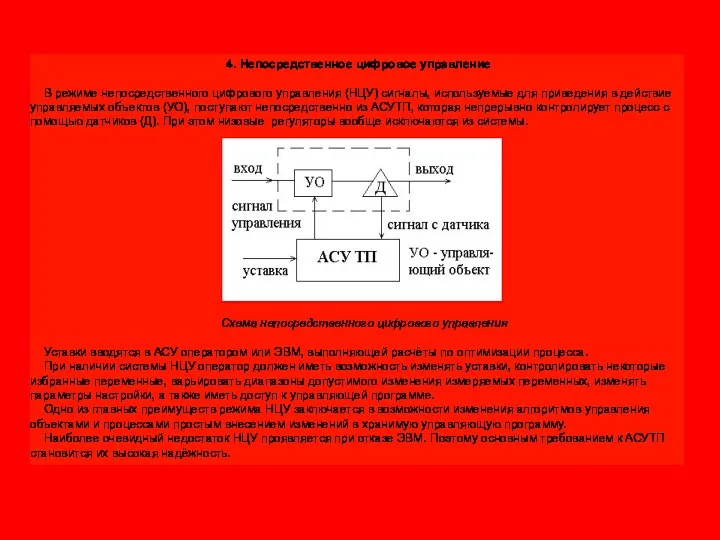
4. Непосредственное цифровое управление
В режиме непосредственного цифрового управления (НЦУ) сигналы,
4. Непосредственное цифровое управление
В режиме непосредственного цифрового управления (НЦУ) сигналы,


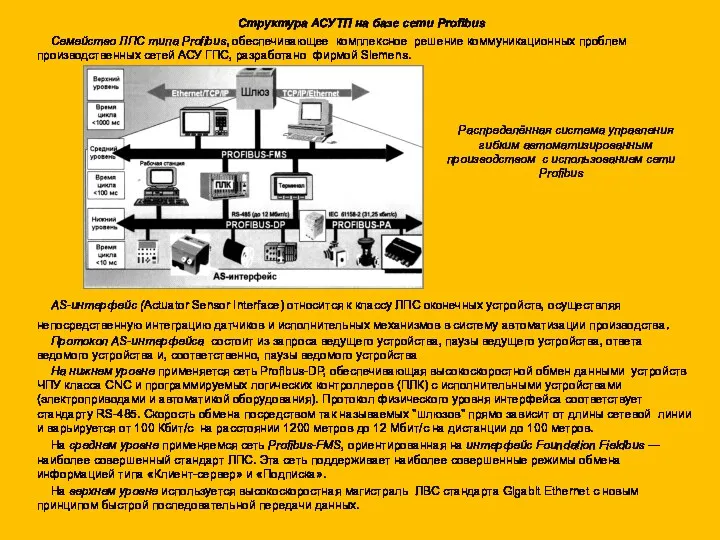
Семейство ЛПС типа Profibus, обеспечивающее комплексное решение коммуникационных проблем производственных сетей
Семейство ЛПС типа Profibus, обеспечивающее комплексное решение коммуникационных проблем производственных сетей

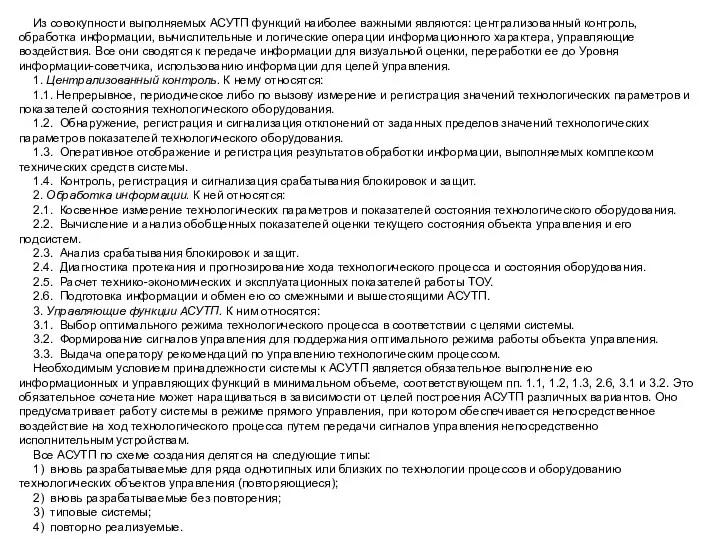
Из совокупности выполняемых АСУТП функций наиболее важными являются: централизованный контроль, обработка
Из совокупности выполняемых АСУТП функций наиболее важными являются: централизованный контроль, обработка
В многономенклатурном производстве ситуация не является повторяющейся , т.е. заранее однозначно
В многономенклатурном производстве ситуация не является повторяющейся , т.е. заранее однозначно
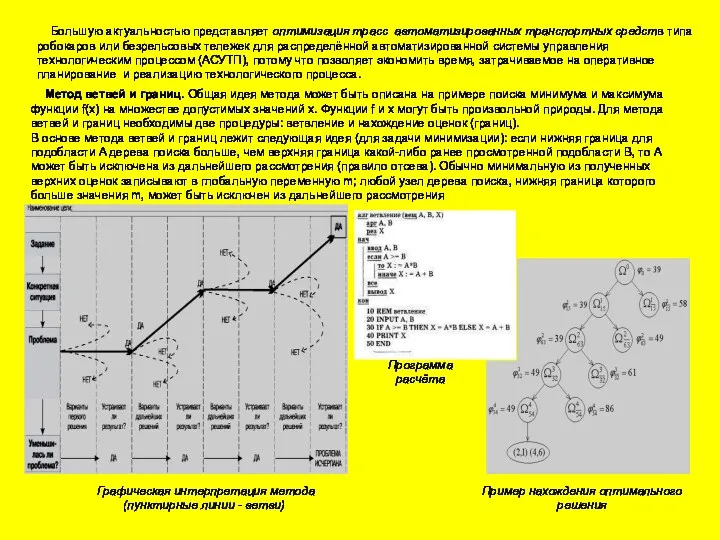
Графическая интерпретация метода
(пунктирные линии - ветви)
Пример нахождения оптимального решения
Программа расчёта
Графическая интерпретация метода
(пунктирные линии - ветви)
Пример нахождения оптимального решения
Программа расчёта

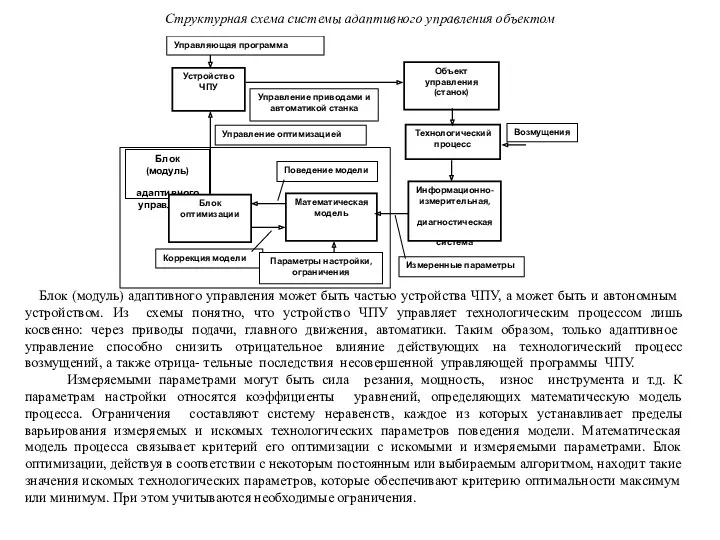
Структурная схема системы адаптивного управления объектом
Блок (модуль) адаптивного управления может быть
Структурная схема системы адаптивного управления объектом
Блок (модуль) адаптивного управления может быть

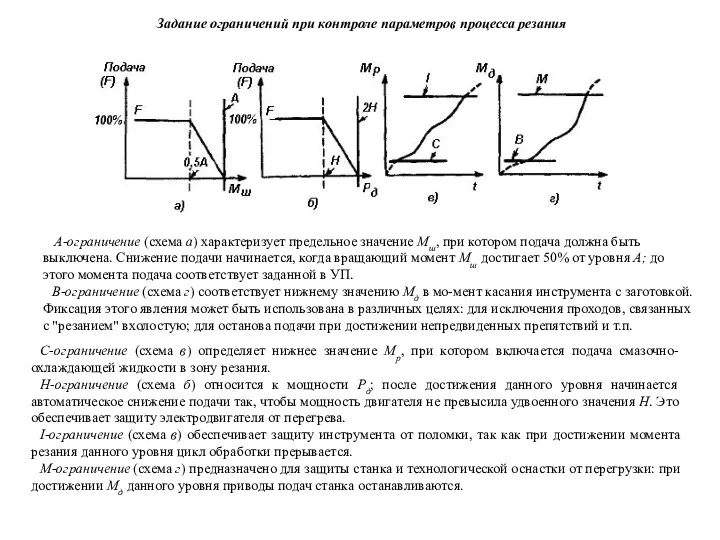
А-ограничение (схема а) характеризует предельное значение Мш, при котором подача должна
А-ограничение (схема а) характеризует предельное значение Мш, при котором подача должна
Обычно экономически оптимальный технологический процесс определяют таким периодом стойкости инструмента и
Обычно экономически оптимальный технологический процесс определяют таким периодом стойкости инструмента и
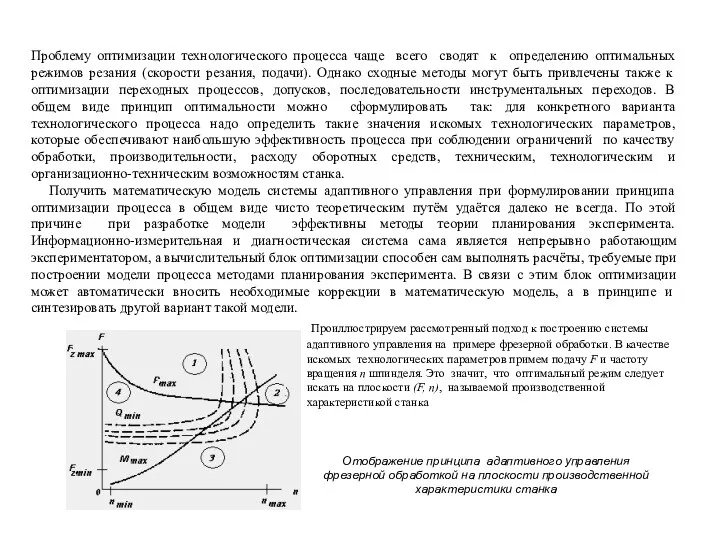
Проблему оптимизации технологического процесса чаще всего сводят к определению оптимальных режимов
Проблему оптимизации технологического процесса чаще всего сводят к определению оптимальных режимов
Определим оптимальный режим как такую точку на плоскости производственной характеристики, которая
Определим оптимальный режим как такую точку на плоскости производственной характеристики, которая
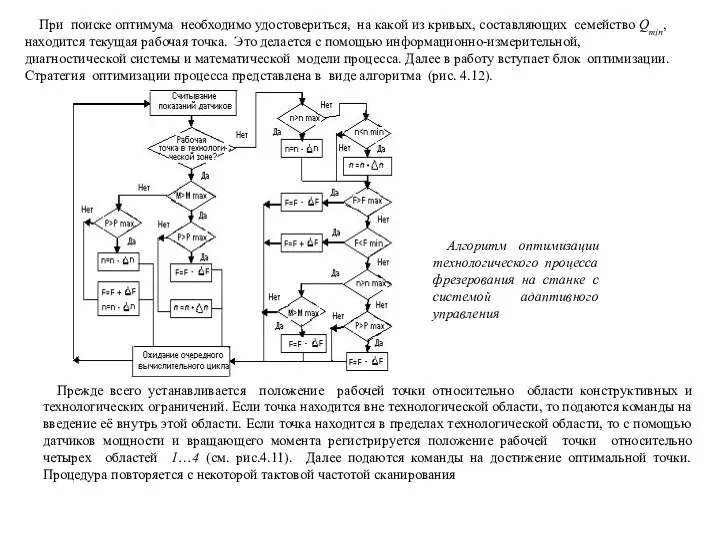
При поиске оптимума необходимо удостовериться, на какой из кривых, составляющих семейство
При поиске оптимума необходимо удостовериться, на какой из кривых, составляющих семейство
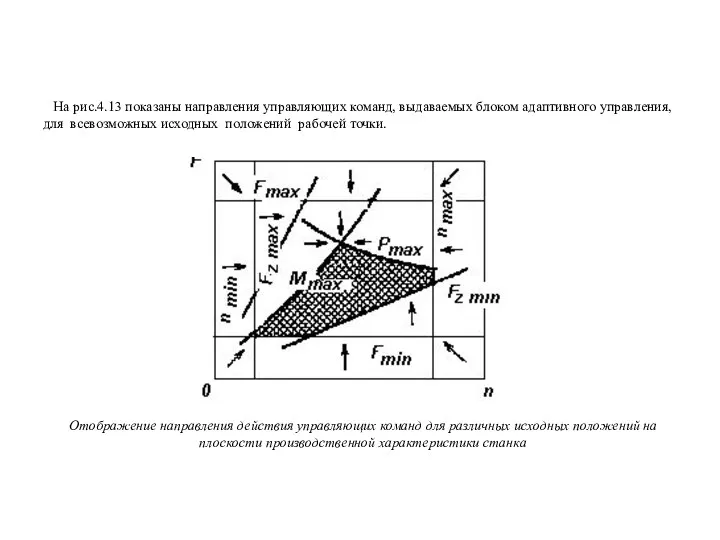
На рис.4.13 показаны направления управляющих команд, выдаваемых блоком адаптивного управления,
На рис.4.13 показаны направления управляющих команд, выдаваемых блоком адаптивного управления,
Дискретные SCADA предназначены для дискретного производства (машиностроения и т.д.). В них
Дискретные SCADA предназначены для дискретного производства (машиностроения и т.д.). В них
Функциональная структура SCADA
В названии SCADA присутствуют две основные функции, возлагаемые на
Функциональная структура SCADA
В названии SCADA присутствуют две основные функции, возлагаемые на
Особенности SCADA как процесса управления
Существует два типа управления удаленными объектами
Особенности SCADA как процесса управления
Существует два типа управления удаленными объектами
Системы автоматического управления
исполнительными устройствами технологического оборудования.
ГЛАВА 6
Системы автоматического управления
исполнительными устройствами технологического оборудования.
ГЛАВА 6

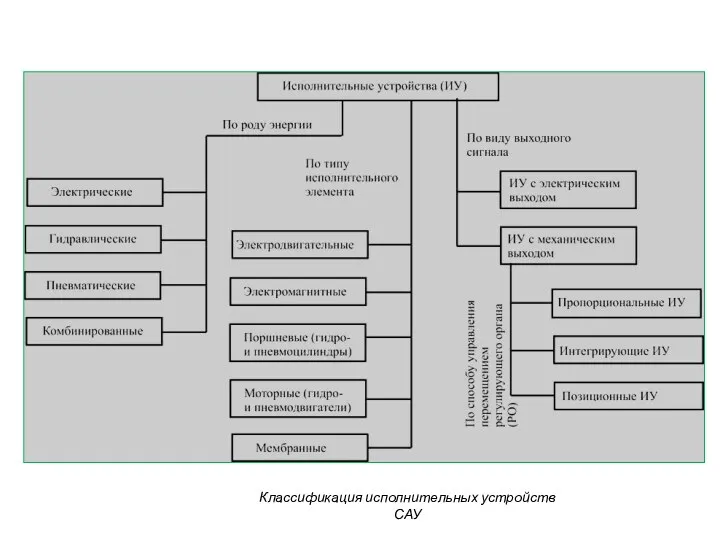
Классификация исполнительных устройств САУ
Классификация исполнительных устройств САУ


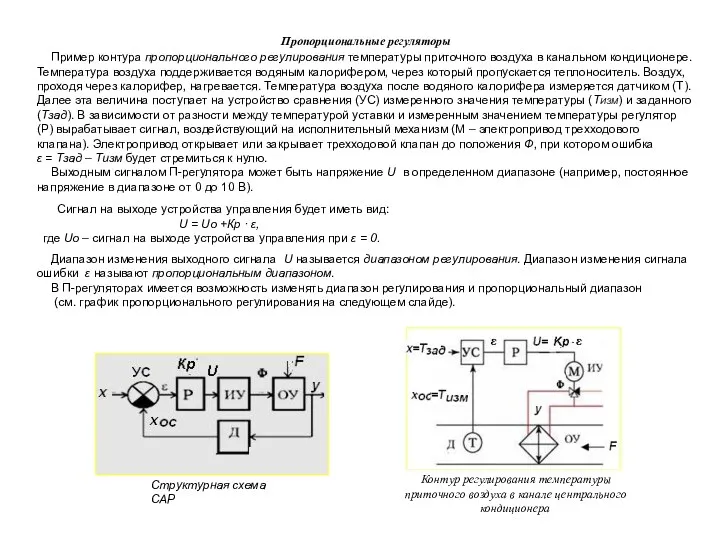
Сигнал на выходе устройства управления будет иметь вид:
U = Uo
Сигнал на выходе устройства управления будет иметь вид:
U = Uo

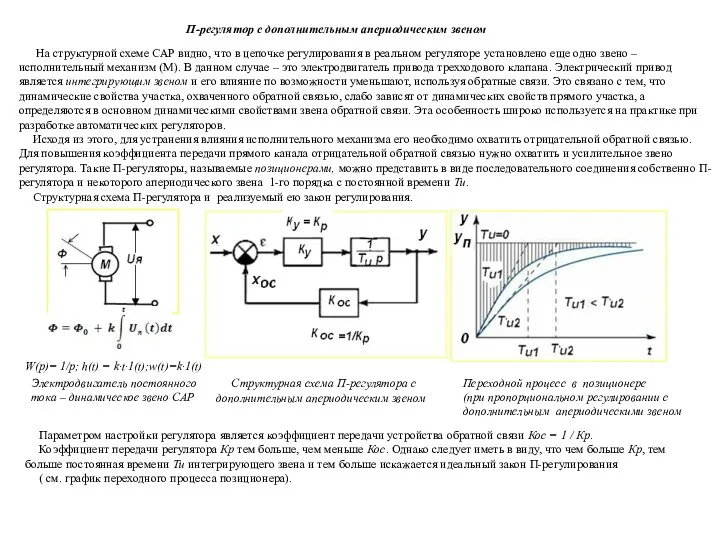
На структурной схеме САР видно, что в цепочке регулирования в
На структурной схеме САР видно, что в цепочке регулирования в
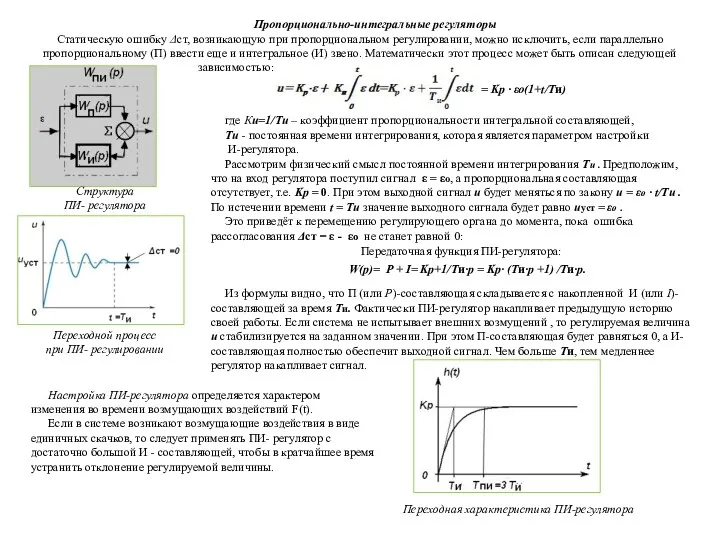
W(p)= P + I= Kр+1/Tи·р = Kp· (Tи·р +1) /Ти·р.
= Kp
W(p)= P + I= Kр+1/Tи·р = Kp· (Tи·р +1) /Ти·р.
= Kp
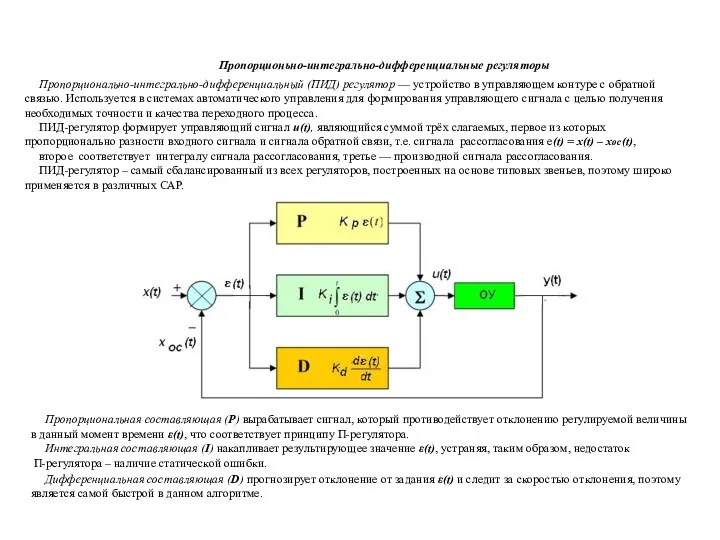

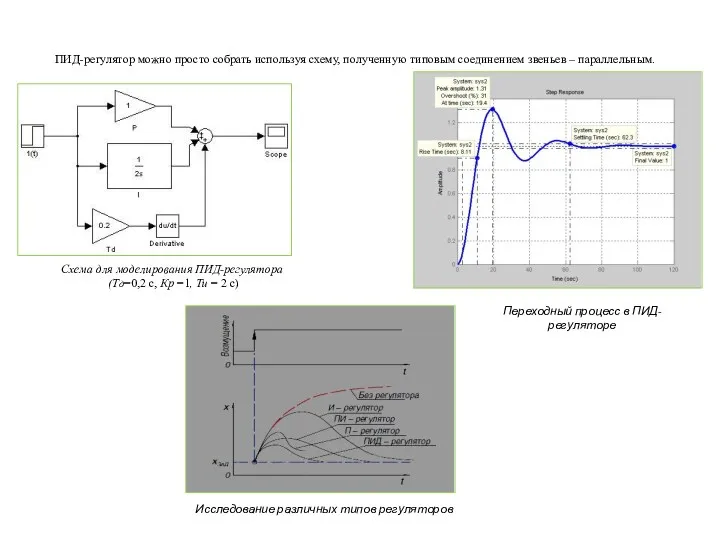
ПИД-регулятор можно просто собрать используя схему, полученную типовым соединением звеньев –
ПИД-регулятор можно просто собрать используя схему, полученную типовым соединением звеньев –

Регуляторы микропроцессорные МИНИТЕРМ предназначены для измерения и регулирования различных технологических параметров,
Регуляторы микропроцессорные МИНИТЕРМ предназначены для измерения и регулирования различных технологических параметров,


Функциональная схема регулируемого электропривода
переменного тока с асинхронным двигателем
Регулируемые электроприводы
Функциональная схема регулируемого электропривода
переменного тока с асинхронным двигателем
Регулируемые электроприводы
(2)
(3)
(2)
(3)


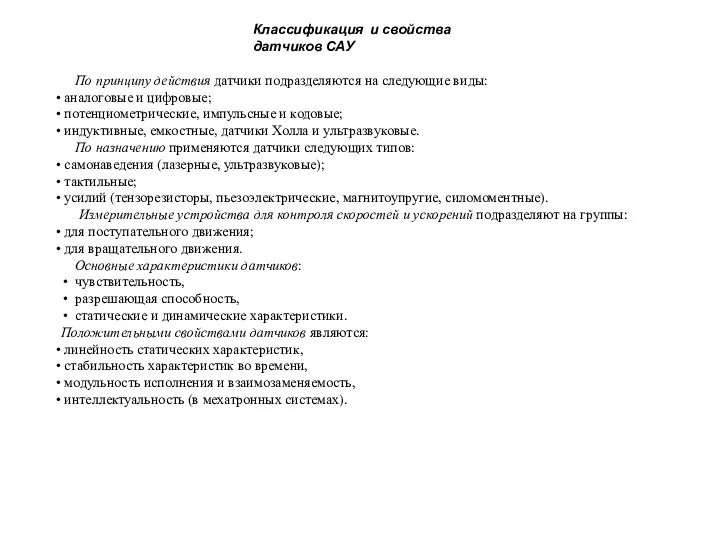
По принципу действия датчики подразделяются на следующие виды:
аналоговые и
По принципу действия датчики подразделяются на следующие виды:
аналоговые и

Вывод:
Проектирование САУ исполнительными устройствами технологических объектов требует интеграции знаний, полученных при
Вывод:
Проектирование САУ исполнительными устройствами технологических объектов требует интеграции знаний, полученных при
 Современная структура и динамика медиасистемы
Современная структура и динамика медиасистемы Информация и информационные процессы. 7 класс
Информация и информационные процессы. 7 класс Научно-техническая информация
Научно-техническая информация Основы MPI
Основы MPI Эволюция телефонов Nokia
Эволюция телефонов Nokia VR/Ar-технологии. Сейчас и перспективы
VR/Ar-технологии. Сейчас и перспективы Компьютерная графика. 7 класс
Компьютерная графика. 7 класс База данных – основа информационной системы
База данных – основа информационной системы Потоковый ввод-вывод в С++. Рекурсия и рекуррентность. Алгоритмы Евклида
Потоковый ввод-вывод в С++. Рекурсия и рекуррентность. Алгоритмы Евклида Сравнительный анализ СЭД на основе пользовательских оценок
Сравнительный анализ СЭД на основе пользовательских оценок Операциялық жүйе түсінігі. Операциялық жүйенің түрлері. Құрылымы мен принциптері
Операциялық жүйе түсінігі. Операциялық жүйенің түрлері. Құрылымы мен принциптері CoDeSys - общий обзор
CoDeSys - общий обзор Архитектура персонального компьютера
Архитектура персонального компьютера Аналитические операции в ГИС (геоинформационные системы)
Аналитические операции в ГИС (геоинформационные системы) Secure remote connection
Secure remote connection Криптография. Шифрование
Криптография. Шифрование Принципы геолого-технологического моделирования (построение куба литофаций)
Принципы геолого-технологического моделирования (построение куба литофаций) Электронные информационные ресурсы культуры и искусств
Электронные информационные ресурсы культуры и искусств Алгоритмическая культура учащихся как исходный базис для формирования целей обучения информатике в школе
Алгоритмическая культура учащихся как исходный базис для формирования целей обучения информатике в школе Презентация к уроку информатики в 10 классе по теме Вероятностный подход к измерению информации
Презентация к уроку информатики в 10 классе по теме Вероятностный подход к измерению информации Система делает возможным приобрести билеты на многие мероприятия на сайте
Система делает возможным приобрести билеты на многие мероприятия на сайте Файл, папка, файловая система, имя файла, путь к файлу
Файл, папка, файловая система, имя файла, путь к файлу Регистрация, размещение сайта на сервере и его поддержка
Регистрация, размещение сайта на сервере и его поддержка Понятие информационной системы, БД и СУБД,
Понятие информационной системы, БД и СУБД, Технология деятельностного метода как средство реализации современных целей образования
Технология деятельностного метода как средство реализации современных целей образования Digital-стратегия продвижения ГК SportCourt
Digital-стратегия продвижения ГК SportCourt Логическое программирование
Логическое программирование Виды базы данных
Виды базы данных