- Использование R для контроля обработки резьбы

Содержание
- 2. О себе Диаконт Руководитель группы разработки управляющих программ на КИМ Университет ИТМО Студент 2 курса магистратуры
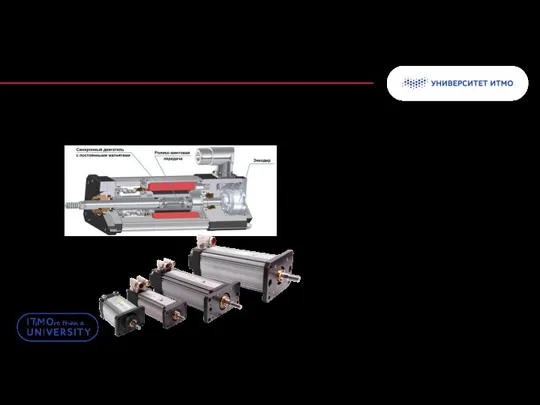
- 3. Электромеханический привод Электромеханический привод – это электромеханическая система, состоящая из электродвигателя, преобразовательного, передаточного и управляющего устройства,
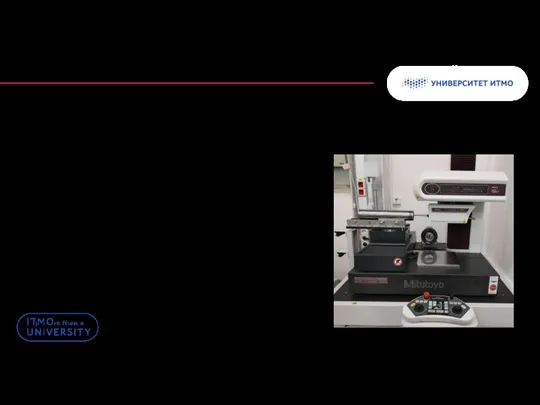
- 4. Контуромер Mitutoyo SV-C4500 Проблемы: Обработка полученных в результате сканирования контура точек занимает больше времени чем само
- 5. Колонтитул Сканирование контура
- 6. Оценка контура Чтение файла с координатами точек Определение обозначения детали, чтение номинальных данных Черновой разворот системы
- 7. Почему R? Я его знаю (спасибо Stepik, Anatoliy Karpov, Антон Антонов) Красивые графики (спасибо ggplot2) Быстро
- 8. Подготовка к работе программы В папке F:/user/25202.00003 есть следующие подпапки: F:/user/25202.00003/resources F:/user/25202.00003/nominals – папка с номинальными
- 9. data_point1 file.name = file.name, data.nominal = data.nominal, n_filtra = 10, unit = "мм", side = "down",
- 10. Файл с точками профиля мм 17998 -3.272568887976988, -50.373387183678517 -3.262568887976988, -50.371796071005406 -3.252568887976988, -50.370204958332252 -3.242568887976988, -50.368613845659134 -3.232568887976988, -50.367263595670885
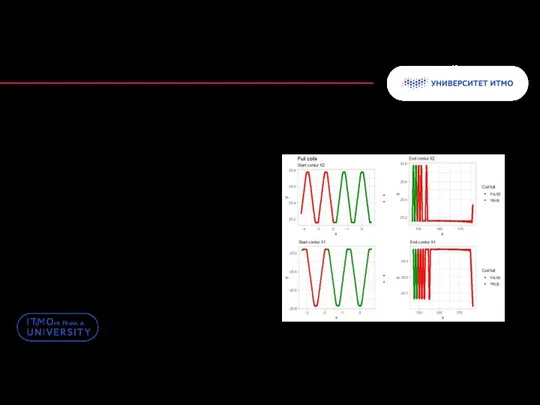
- 11. Колонтитул Определение неполных витков for (i in min(data_point1$n_vitka):max(data_point1$n_vitka)){ #print(i) #i #виток считаем не полным если средняя
- 12. error_center_max x0 y0 error1 error2 while (max(abs(error1), abs(error2)) > error_center_max){ #print(c(error1, i ,"X1")) error1 error2 if
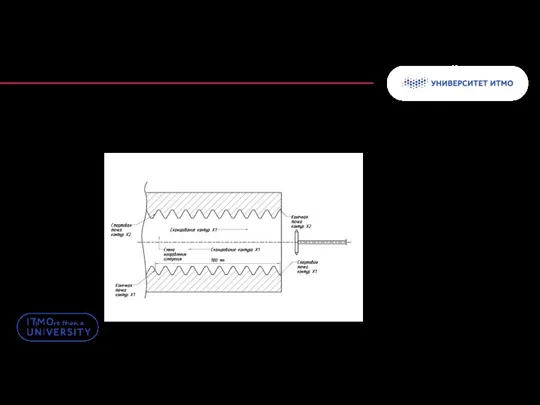
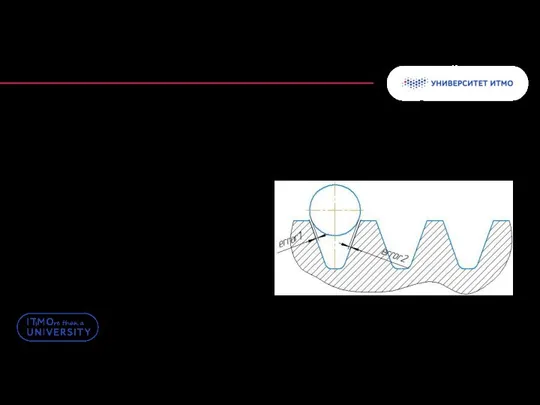
- 13. Колонтитул Разделение резьбы на участки A1 O1 O2 A2 V Границы участков
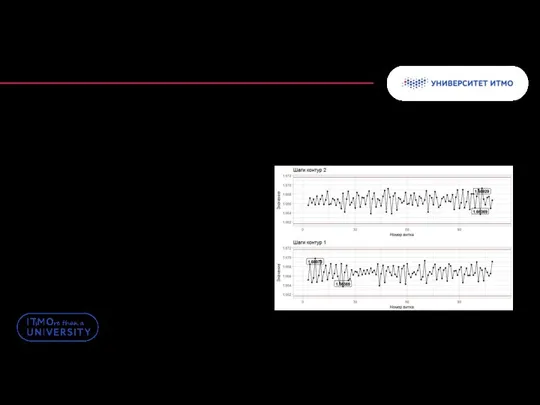
- 14. Параметры шага Шаг резьбы – разница координаты X соседних витков
- 15. Еp – действительное значение погрешности перемещения в пределах длины измерения Vup – действительное значение диапазона погрешностей
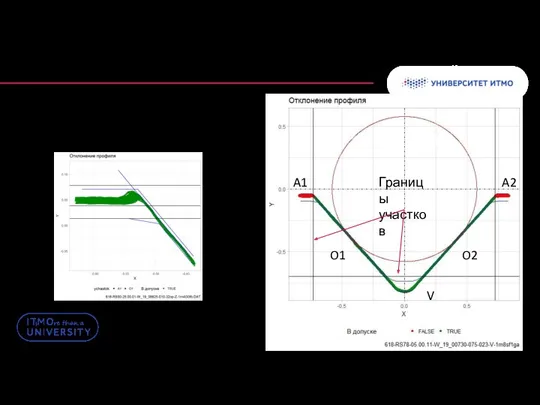
- 16. Параметры среднего диаметра
- 17. Для каждой точки фактического контура нахожу две ближайшие точки номинального контура и допусков, считаю расстояние от
- 18. Параметры профиля резьбы Отклонение профиля для вершины Отклонение профиля для образующей Отклонение профиля для впадины
- 19. Сводный протокол на партию деталей База данных технологических параметров Shiny приложение International Students and Scholars Rock
- 20. Завьялов В.С., Мальцева Н.К. Измерение параметров внутренней резьбы детали "Гайка" роликовинтовой передачи электромеханического привода // Известия
- 22. Скачать презентацию

О себе
Диаконт
Руководитель группы разработки управляющих программ на КИМ
Университет ИТМО
Студент 2
О себе
Диаконт
Руководитель группы разработки управляющих программ на КИМ
Университет ИТМО
Студент 2
Электромеханический привод
Электромеханический привод – это электромеханическая система, состоящая из электродвигателя, преобразовательного,
Электромеханический привод
Электромеханический привод – это электромеханическая система, состоящая из электродвигателя, преобразовательного,
Контуромер Mitutoyo SV-C4500
Проблемы:
Обработка полученных в результате сканирования контура точек занимает больше
Контуромер Mitutoyo SV-C4500
Проблемы:
Обработка полученных в результате сканирования контура точек занимает больше
Колонтитул
Сканирование контура
Колонтитул
Сканирование контура
Оценка контура
Чтение файла с координатами точек
Определение обозначения детали, чтение номинальных данных
Черновой
Оценка контура
Чтение файла с координатами точек
Определение обозначения детали, чтение номинальных данных
Черновой
Почему R?
Я его знаю (спасибо Stepik, Anatoliy Karpov, Антон Антонов)
Красивые графики
Почему R?
Я его знаю (спасибо Stepik, Anatoliy Karpov, Антон Антонов)
Красивые графики
Подготовка к работе программы
В папке F:/user/25202.00003 есть следующие подпапки:
F:/user/25202.00003/resources
F:/user/25202.00003/nominals – папка
Подготовка к работе программы
В папке F:/user/25202.00003 есть следующие подпапки:
F:/user/25202.00003/resources
F:/user/25202.00003/nominals – папка
data_point1 <- f_contur(dir.dat = folder$folder[folder$name == "DAT"],
file.name = file.name,
data_point1 <- f_contur(dir.dat = folder$folder[folder$name == "DAT"],
file.name = file.name,
Файл с точками профиля
мм
17998
-3.272568887976988, -50.373387183678517
-3.262568887976988, -50.371796071005406
-3.252568887976988, -50.370204958332252
-3.242568887976988,
Файл с точками профиля
мм
17998
-3.272568887976988, -50.373387183678517
-3.262568887976988, -50.371796071005406
-3.252568887976988, -50.370204958332252
-3.242568887976988,
Колонтитул
Определение неполных витков
for (i in min(data_point1$n_vitka):max(data_point1$n_vitka)){
#print(i)
#i <- 1
Колонтитул
Определение неполных витков
for (i in min(data_point1$n_vitka):max(data_point1$n_vitka)){
#print(i)
#i <- 1
error_center_max <- 1e-10 #максимальная допустимая ошибка вписывания
x0 <- mean(data_temp$x)
error_center_max <- 1e-10 #максимальная допустимая ошибка вписывания
x0 <- mean(data_temp$x)
Колонтитул
Разделение резьбы
на участки
A1
O1
O2
A2
V
Границы
участков
Колонтитул
Разделение резьбы
на участки
A1
O1
O2
A2
V
Границы
участков
Параметры шага
Шаг резьбы – разница координаты X соседних витков
Параметры шага
Шаг резьбы – разница координаты X соседних витков
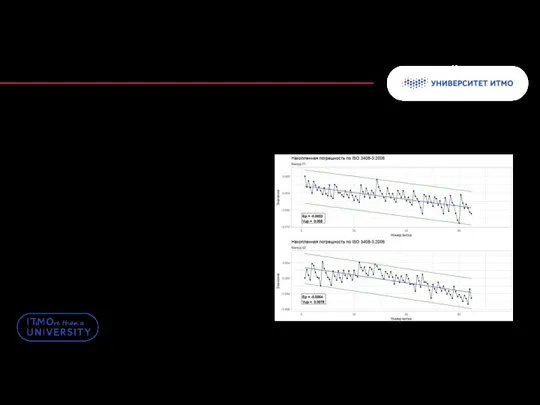
Еp – действительное значение погрешности перемещения в пределах длины измерения
Vup –
Еp – действительное значение погрешности перемещения в пределах длины измерения
Vup –
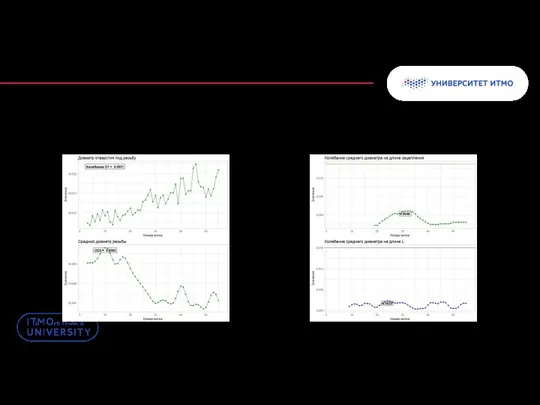
Параметры среднего диаметра
Параметры среднего диаметра
Для каждой точки фактического контура нахожу две ближайшие точки номинального контура
Для каждой точки фактического контура нахожу две ближайшие точки номинального контура
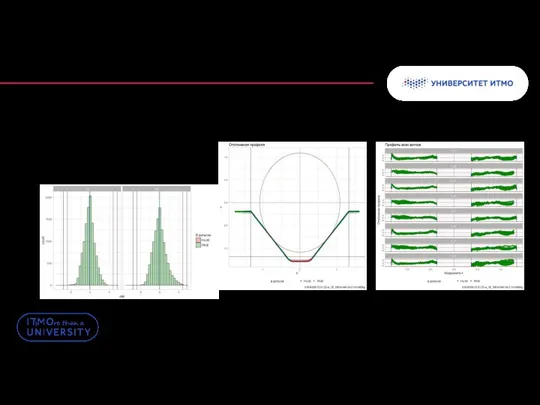
Параметры профиля резьбы
Отклонение профиля для вершины
Отклонение профиля для образующей
Отклонение профиля для
Параметры профиля резьбы
Отклонение профиля для вершины
Отклонение профиля для образующей
Отклонение профиля для
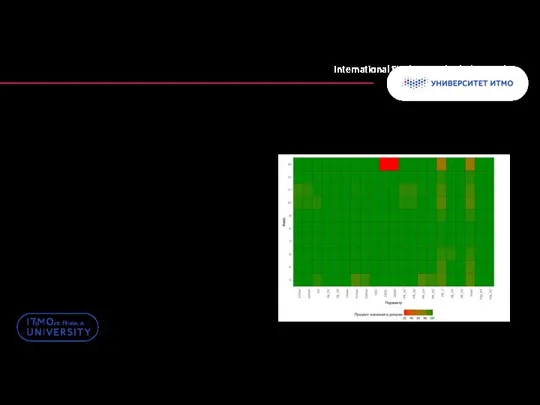
Сводный протокол на партию деталей
База данных технологических параметров
Shiny приложение
International Students and
Сводный протокол на партию деталей
База данных технологических параметров
Shiny приложение
International Students and
Завьялов В.С., Мальцева Н.К. Измерение параметров внутренней резьбы детали "Гайка" роликовинтовой
Завьялов В.С., Мальцева Н.К. Измерение параметров внутренней резьбы детали "Гайка" роликовинтовой
 ОП.08 Использование ПП для торговых операций, презентация Назначение программного продукта. Структура 1С: Предприятие
ОП.08 Использование ПП для торговых операций, презентация Назначение программного продукта. Структура 1С: Предприятие GOOGLE SKETCHUP – программа для моделирования относительно простых трёхмерных объектов
GOOGLE SKETCHUP – программа для моделирования относительно простых трёхмерных объектов Требования к стендам
Требования к стендам Линия 17 ЕГЭ
Линия 17 ЕГЭ Кодирование информации
Кодирование информации Мәліметтер қорларының үш негізгі модельдері
Мәліметтер қорларының үш негізгі модельдері Контур. Бухгалтерия. Получение и установка сертификата
Контур. Бухгалтерия. Получение и установка сертификата Дыбыстық ақпаратты өңдеу. Дыбыс жазу. Информатика сабағы 3 сынып
Дыбыстық ақпаратты өңдеу. Дыбыс жазу. Информатика сабағы 3 сынып Уроки английского языка с умной колонкой-капсулой Маруся
Уроки английского языка с умной колонкой-капсулой Маруся Начинаем программировать на Pascsl
Начинаем программировать на Pascsl Програма Adobe Photoshop
Програма Adobe Photoshop Проблемы с производительностью. Что делать
Проблемы с производительностью. Что делать Деловая графика
Деловая графика Решение задач на передачу информации
Решение задач на передачу информации Розробка бази даних фермерського господарства
Розробка бази даних фермерського господарства Programming in the Integrated Environments. Programming in the Scilab system
Programming in the Integrated Environments. Programming in the Scilab system Компьютерные сети. Информатика и информационные технологии. (Лекция 6)
Компьютерные сети. Информатика и информационные технологии. (Лекция 6) Сайт компании Безант (для оптового отдела)
Сайт компании Безант (для оптового отдела) Разработка автоматизированной информационной системы учёта поступления платежей от организаций для благотворительной организации
Разработка автоматизированной информационной системы учёта поступления платежей от организаций для благотворительной организации Сравнительная оценка показателей обучения домашнего голосового ассистента, построенного на базе нейронной сети
Сравнительная оценка показателей обучения домашнего голосового ассистента, построенного на базе нейронной сети Обучение. Контур. Диадок
Обучение. Контур. Диадок Средства информатизации образования
Средства информатизации образования Введение в информатику и программирование
Введение в информатику и программирование Spring teplates. Thymeleaf & spring framework
Spring teplates. Thymeleaf & spring framework Web-сайт және түрлері
Web-сайт және түрлері Основы теории принятия решений
Основы теории принятия решений Возможности настольных издательских систем: создние, оргаизация и основные способы преобразования (верстки) текста
Возможности настольных издательских систем: создние, оргаизация и основные способы преобразования (верстки) текста Программное обеспечение. Прикладные программы. Системные программы
Программное обеспечение. Прикладные программы. Системные программы