- Методы и технологии прототипирования изделий. (Лекция 7)

Содержание
- 2. Понятие и функции прототипа Практическое применение прототипов, Методика построения физической модели (прототипа). Изготовление моделей с помощью
- 3. Субтрактивный — удаление материала. Аддитивный — добавление и наращивание материала. Формирующий — без изменения объёма материала.
- 4. Субтрактивное производство
- 5. Аддитивное производство
- 6. Формирующее производство
- 7. Гибридное производство
- 8. 7 Моделирование процессов формообразования деталей Прототип — первый опытный (единичный) экземпляр, задача которого — быстро и
- 9. Визуализация Технологии быстрого получения прототипов изделий предоставляет инженерам и дизайнерам свободу творчества при создании дешевых трехмерных
- 10. Форма, сборка и функциональность изделий Прототипы, построенные по технологиям, обеспечивающим достаточную прочность моделей, удобны в прикладных
- 11. Литье по выжигаемым моделям Прототипы могут выступать в качестве разовых моделей для точного литья, если они
- 12. Вакуумное литье пластмасс Прочность и жесткость прототипов делает их удобными для вакуумного литья тонких пластмассовых компаундов
- 13. Изготовления пресс-форм Прототипы, имеющие достаточную прочность, используется для быстрого изготовления пресс-форм для литья по выплавляемым моделям
- 14. Создание 3-х мерной геометрической модели объекта. Считывание трёхмерной геометрии из 3D CAD-систем в формате STL (обычно
- 15. Параметры экспорта в формат стереолитографии STL Методика построения физической модели (прототипа) Угловое отклонение Линейное отклонение Длина
- 16. Разбиение трёхмерной модели на поперечные сечения (Slicing) Методика построения физической модели (прототипа)
- 17. Формат стереолитографии STL (STereoLithography) Методика построения физической модели (прототипа)
- 18. LOM (laminated object manufacturing) - технологический процесс изготовления объектов из листовых тонких материалов. Используются для изготовления
- 19. Корпус 2-х цилиндрового двигателя Гидрораспределительное устройство Гидромотор Корпус двигателя Пластиковая бутылка
- 20. Технологические возможности LOM LOM больше всего подходит для деталей с толщиной стенок более 3 мм. Деревоподобная
- 21. SLA (Stereo Lithography Apparatus) - технологический процесс изготовления объектов с помощью лазерной стереолитографии. 7.1.5 Изготовление моделей
- 22. Прототип картера коробки передач двигателя «Рено Пример стереолитографической модели крыльчатки Пластиковые стереолитографические модели рабочих колес для
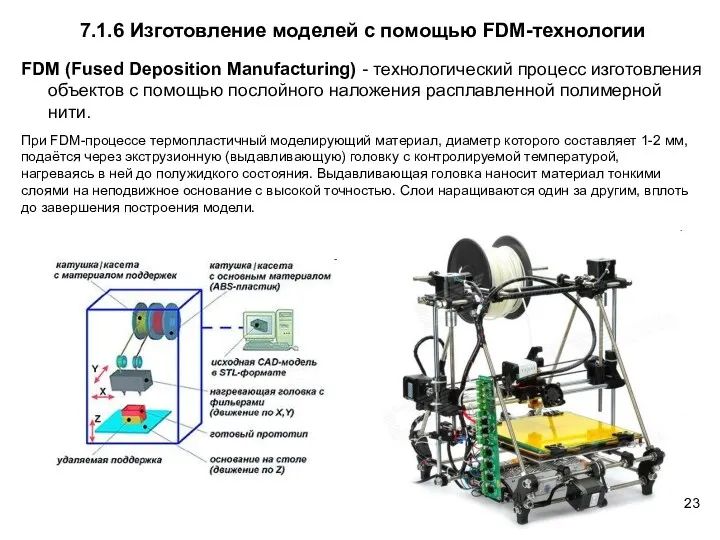
- 23. FDM (Fused Deposition Manufacturing) - технологический процесс изготовления объектов с помощью послойного наложения расплавленной полимерной нити.
- 24. Расходный материал
- 25. SGC (Solid Ground Curing) - технологический процесс изготовления объектов с помощью фотоотверждаемых шаблонов. 7.1.7 Изготовление моделей
- 26. Решетка фильтра Модель, выращенная на 3D-принтере по технологии Solid Ground Curing
- 27. 7.1.8 Изготовление моделей с помощью технологии селективного спекания порошковых материалов EBM (Elektron Beam Melting - электронно-лучевое
- 29. Некоторые характеристики установок На оборудовании для лазерного спекания можно изготавливать детали из мелкодисперсных металлических порошков или
- 31. Модели при использовании технологии трехмерной струйной печати MJM (Multi-Jet Modeling) строятся послойно из специального термопластичного материала.
- 33. Скачать презентацию
Понятие и функции прототипа
Практическое применение прототипов,
Методика построения физической модели (прототипа).
Понятие и функции прототипа
Практическое применение прототипов,
Методика построения физической модели (прототипа).
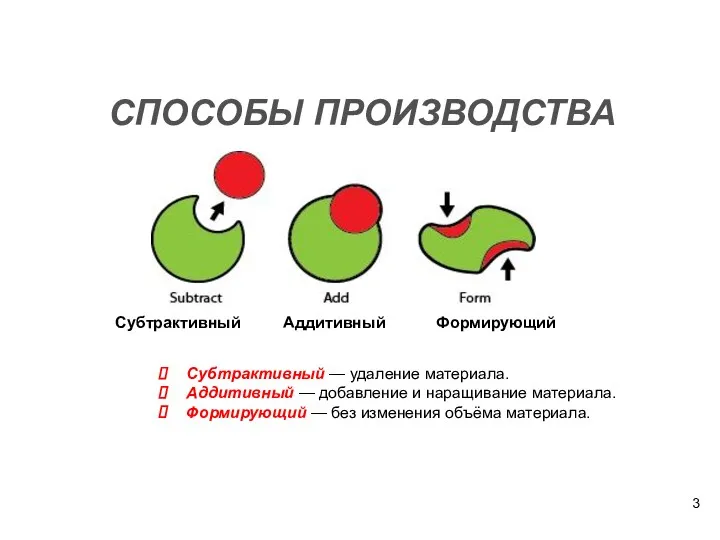
Субтрактивный — удаление материала.
Аддитивный — добавление и наращивание материала.
Формирующий — без
Субтрактивный — удаление материала.
Аддитивный — добавление и наращивание материала.
Формирующий — без

Субтрактивное производство
Субтрактивное производство
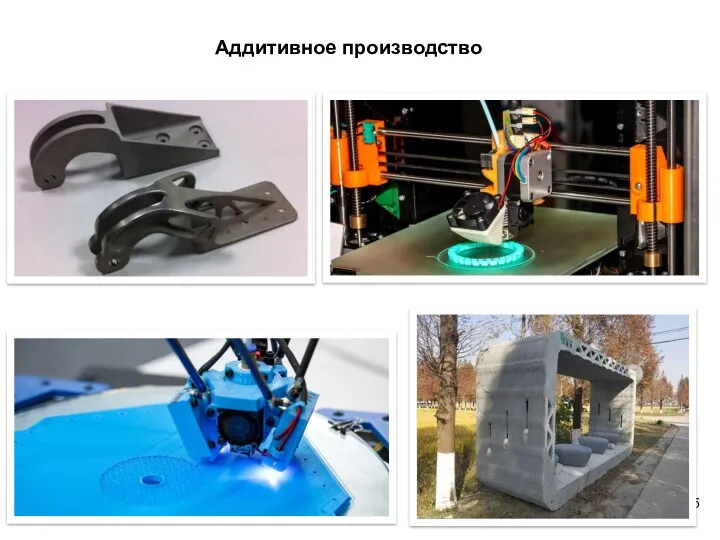
Аддитивное производство
Аддитивное производство

Формирующее производство
Формирующее производство

Гибридное производство
Гибридное производство

7 Моделирование процессов формообразования деталей
Прототип — первый опытный (единичный) экземпляр, задача
7 Моделирование процессов формообразования деталей
Прототип — первый опытный (единичный) экземпляр, задача

Визуализация
Технологии быстрого получения прототипов изделий предоставляет инженерам и дизайнерам свободу
Визуализация
Технологии быстрого получения прототипов изделий предоставляет инженерам и дизайнерам свободу

Форма, сборка и функциональность изделий
Прототипы, построенные по технологиям, обеспечивающим достаточную
Форма, сборка и функциональность изделий
Прототипы, построенные по технологиям, обеспечивающим достаточную

Литье по выжигаемым моделям
Прототипы могут выступать в качестве разовых моделей
Литье по выжигаемым моделям
Прототипы могут выступать в качестве разовых моделей

Вакуумное литье пластмасс
Прочность и жесткость прототипов делает их удобными для
Вакуумное литье пластмасс
Прочность и жесткость прототипов делает их удобными для

Изготовления пресс-форм
Прототипы, имеющие достаточную прочность, используется для быстрого изготовления пресс-форм
Изготовления пресс-форм
Прототипы, имеющие достаточную прочность, используется для быстрого изготовления пресс-форм

Создание 3-х мерной геометрической модели объекта.
Считывание трёхмерной геометрии из 3D CAD-систем
Создание 3-х мерной геометрической модели объекта.
Считывание трёхмерной геометрии из 3D CAD-систем
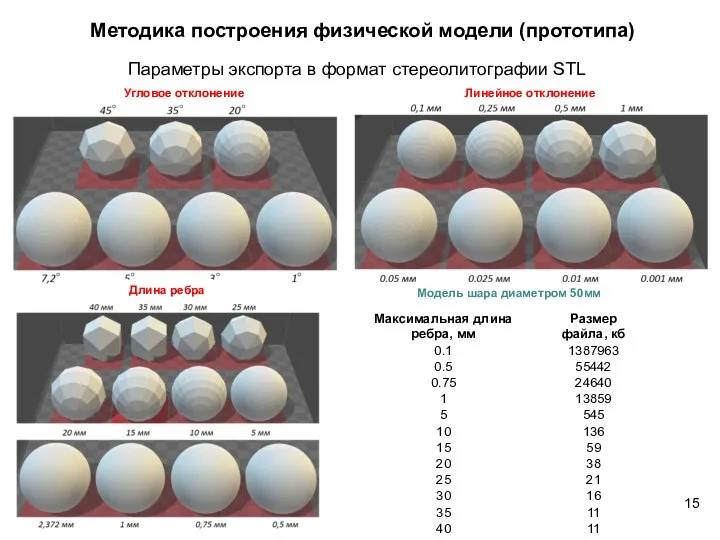
Параметры экспорта в формат стереолитографии STL
Методика построения физической модели (прототипа)
Угловое отклонение
Линейное
Параметры экспорта в формат стереолитографии STL
Методика построения физической модели (прототипа)
Угловое отклонение
Линейное
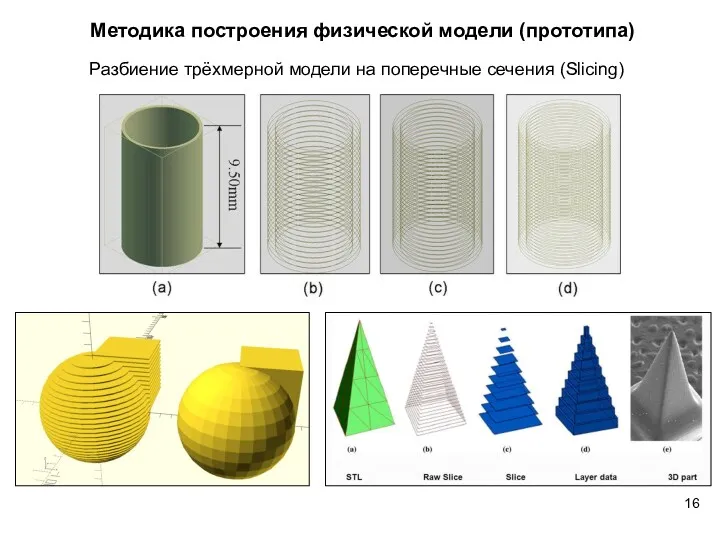
Разбиение трёхмерной модели на поперечные сечения (Slicing)
Методика построения физической модели (прототипа)
Разбиение трёхмерной модели на поперечные сечения (Slicing)
Методика построения физической модели (прототипа)
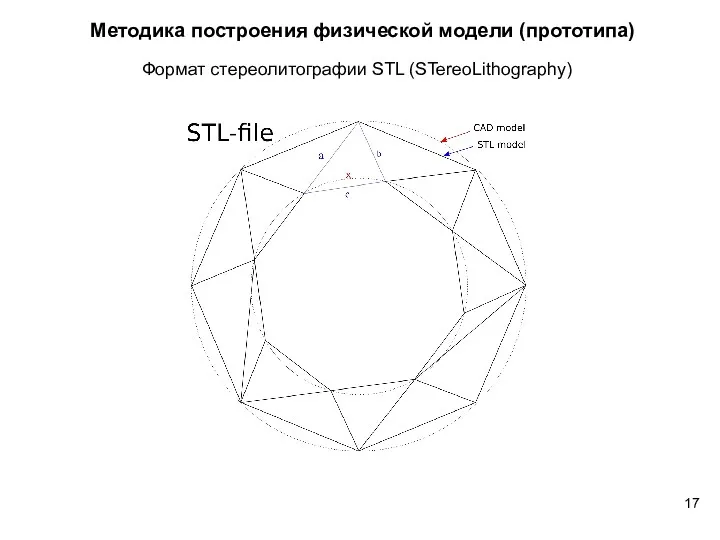
Формат стереолитографии STL (STereoLithography)
Методика построения физической модели (прототипа)
Формат стереолитографии STL (STereoLithography)
Методика построения физической модели (прототипа)
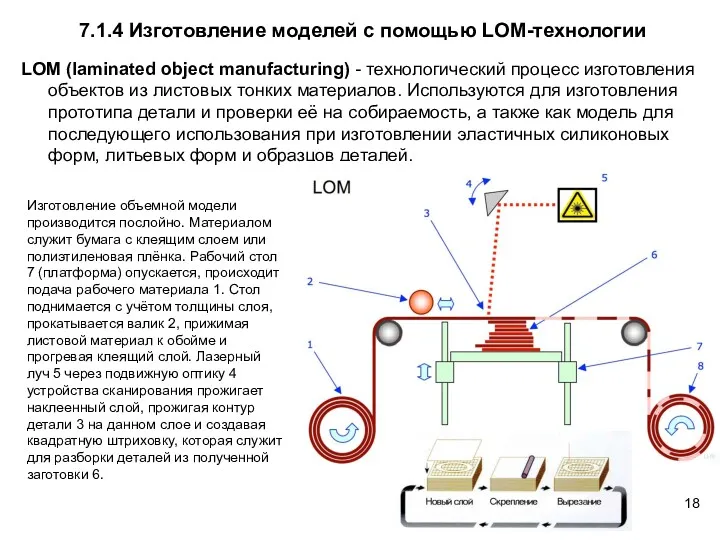
LOM (laminated object manufacturing) - технологический процесс изготовления объектов из листовых
LOM (laminated object manufacturing) - технологический процесс изготовления объектов из листовых
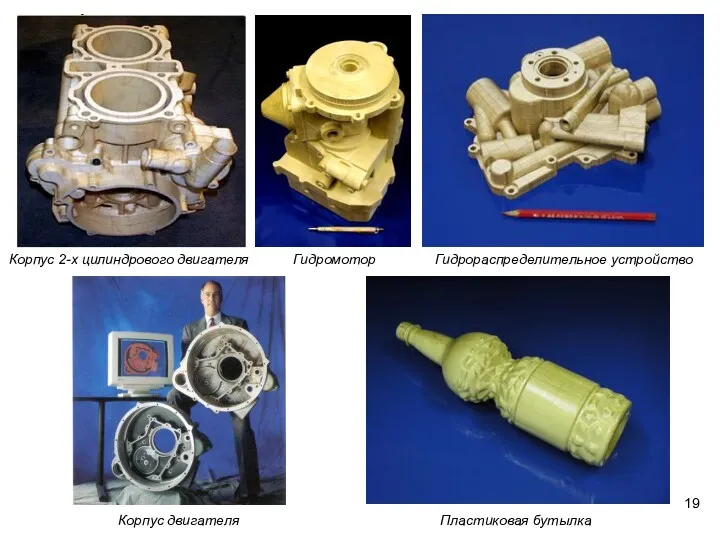
Корпус 2-х цилиндрового двигателя
Гидрораспределительное устройство
Гидромотор
Корпус двигателя
Пластиковая бутылка
Корпус 2-х цилиндрового двигателя
Гидрораспределительное устройство
Гидромотор
Корпус двигателя
Пластиковая бутылка
Технологические возможности LOM
LOM больше всего подходит для деталей с толщиной стенок
Технологические возможности LOM
LOM больше всего подходит для деталей с толщиной стенок

SLA (Stereo Lithography Apparatus) - технологический процесс изготовления объектов с помощью
SLA (Stereo Lithography Apparatus) - технологический процесс изготовления объектов с помощью
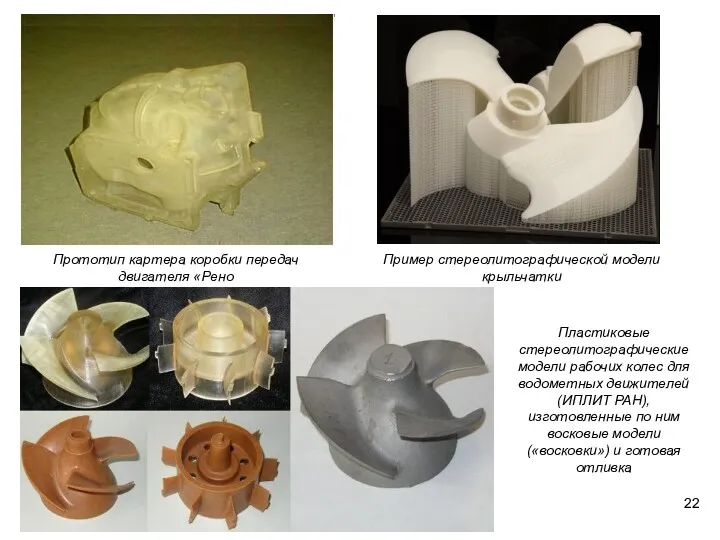
Прототип картера коробки передач двигателя «Рено
Пример стереолитографической модели крыльчатки
Пластиковые стереолитографические модели
Прототип картера коробки передач двигателя «Рено
Пример стереолитографической модели крыльчатки
Пластиковые стереолитографические модели
FDM (Fused Deposition Manufacturing) - технологический процесс изготовления объектов с помощью
FDM (Fused Deposition Manufacturing) - технологический процесс изготовления объектов с помощью
Расходный материал
Расходный материал
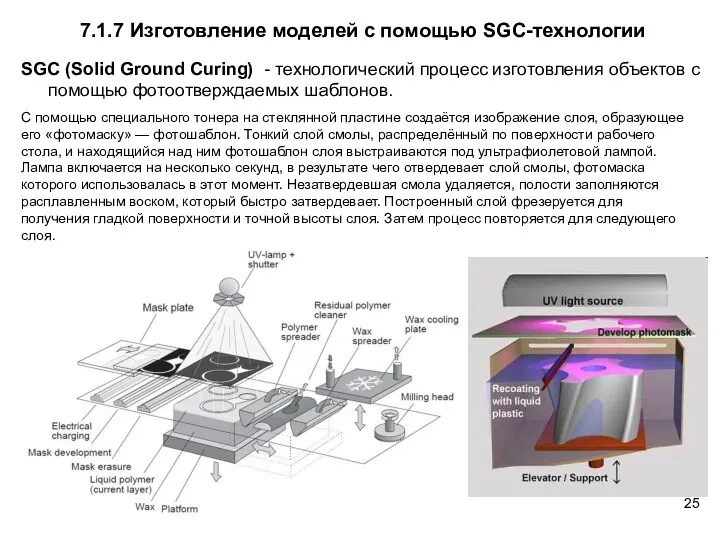
SGC (Solid Ground Curing) - технологический процесс изготовления объектов с помощью
SGC (Solid Ground Curing) - технологический процесс изготовления объектов с помощью
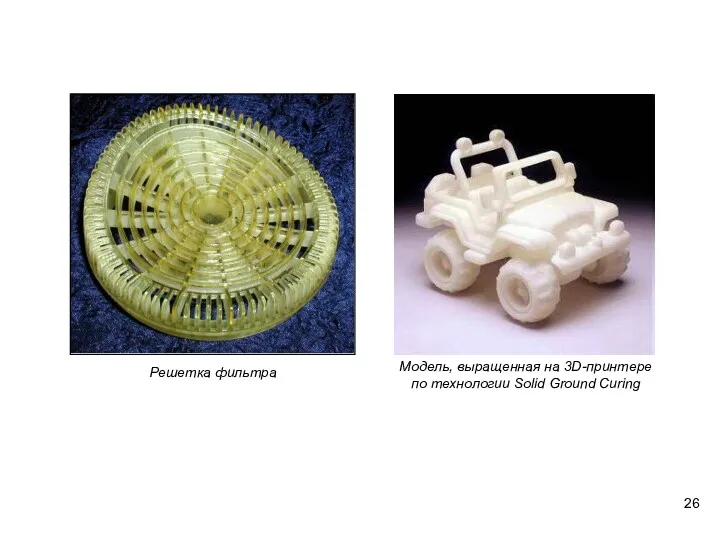
Решетка фильтра
Модель, выращенная на 3D-принтере по технологии Solid Ground Curing
Решетка фильтра
Модель, выращенная на 3D-принтере по технологии Solid Ground Curing
7.1.8 Изготовление моделей с помощью технологии селективного спекания порошковых материалов
EBM (Elektron
7.1.8 Изготовление моделей с помощью технологии селективного спекания порошковых материалов
EBM (Elektron
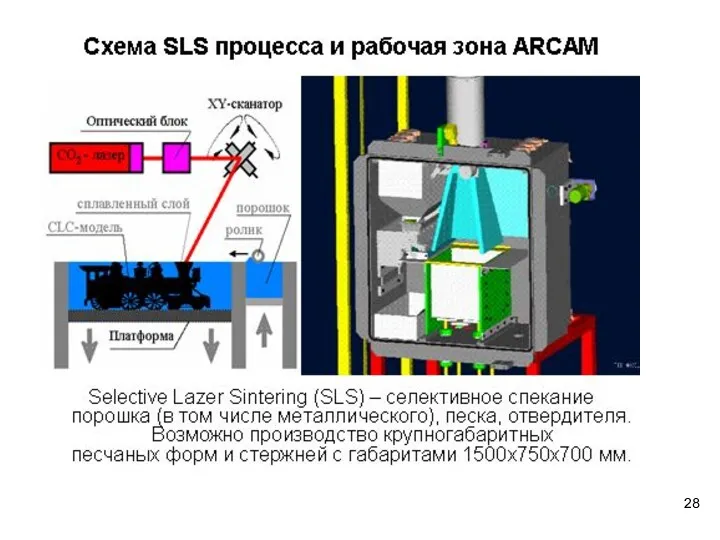
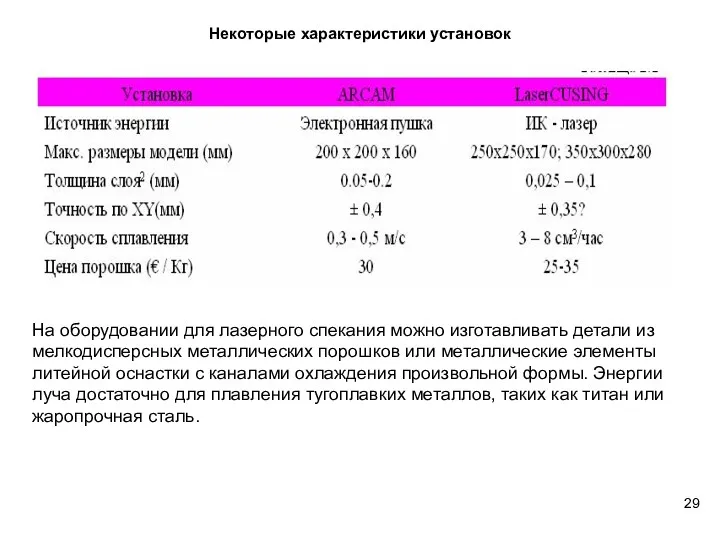
Некоторые характеристики установок
На оборудовании для лазерного спекания можно изготавливать детали из
Некоторые характеристики установок
На оборудовании для лазерного спекания можно изготавливать детали из

Модели при использовании технологии трехмерной струйной печати MJM (Multi-Jet Modeling) строятся
Модели при использовании технологии трехмерной струйной печати MJM (Multi-Jet Modeling) строятся
 Лекція 1/13. Організація таблиць та індексів впорядкування у вигляді масивів та структур з посиланнями
Лекція 1/13. Організація таблиць та індексів впорядкування у вигляді масивів та структур з посиланнями Создание сайта “IT Support ”
Создание сайта “IT Support ” ТП Microsoft Excel. Графічне подання даних та побудова діаграм. (Лекция 5. Тема 4)
ТП Microsoft Excel. Графічне подання даних та побудова діаграм. (Лекция 5. Тема 4) 3D моделирование и его применение
3D моделирование и его применение Что такое интерактивные игры
Что такое интерактивные игры Марафон Инструкция к себе. Азия. Энергия Луны
Марафон Инструкция к себе. Азия. Энергия Луны Основы языка программирования PHP
Основы языка программирования PHP Организация внеурочной деятельности по информатике в начальной школе
Организация внеурочной деятельности по информатике в начальной школе Linux – Offline установка пакетов
Linux – Offline установка пакетов Асинхронность в JS
Асинхронность в JS Табличные информационные модели. Моделирование и формализация
Табличные информационные модели. Моделирование и формализация Основы создания сайтов
Основы создания сайтов Базы данных
Базы данных Quicksort
Quicksort Создание игр в Scratch - 24 - Trex (часть 2)
Создание игр в Scratch - 24 - Trex (часть 2) Корпоративный документооборот. Проектирование документов
Корпоративный документооборот. Проектирование документов Основы облачных вычислений
Основы облачных вычислений Базы данных, как основа современных CALS-технологий
Базы данных, как основа современных CALS-технологий Верстка сайтов (html5, css3)
Верстка сайтов (html5, css3) Проектирование ПО ИС. Лекция 7
Проектирование ПО ИС. Лекция 7 Pegasus DCS Check-in - APIS Training
Pegasus DCS Check-in - APIS Training Дополнительные типы данных в Python. Множества, кортежи, словари
Дополнительные типы данных в Python. Множества, кортежи, словари Понятие информационной технологии
Понятие информационной технологии Динамически структуры данных. Односвязные списки
Динамически структуры данных. Односвязные списки Операционные системы. Архитектура ОС MS Windows 2000+
Операционные системы. Архитектура ОС MS Windows 2000+ Ежемесячные интернет пакеты
Ежемесячные интернет пакеты Взаимодействие клиента и сервера
Взаимодействие клиента и сервера Презентация Борьба с компьютерными вирусами при работе на ПК
Презентация Борьба с компьютерными вирусами при работе на ПК