- Программирование обработки на фрезерных станках с ЧПУ (08)

Содержание
- 2. Типовые схемы фрезерования а— в - зигзагообразные (а — ЗИГЗАГ, б — 1 ЗИГЗАГ, в —
- 3. Схемы врезания фрезы a— 3ACB; б— КАС; в— СПУСК
- 4. Программирование автоматического формирования траектории инструмента при фрезеровании Траектория движения центра инструмента должна быть эквидистантной этой поверхности.
- 5. Схема линейной (осевой) коррекции Величина коррекции со знаком плюс набрана на корректоре L17, закрепленном за данным
- 6. Схема линейной (осевой) коррекции N I G91 LF N2 GOI Z+IOO. L17 LF В кадре N2
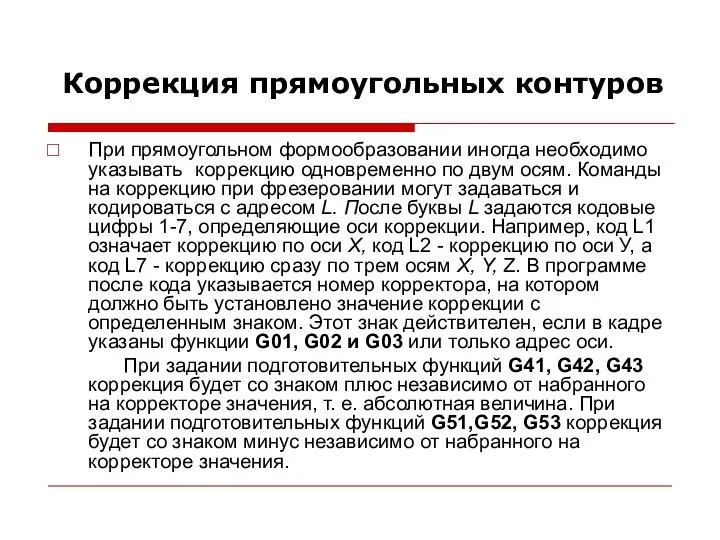
- 7. Коррекция прямоугольных контуров При прямоугольном формообразовании иногда необходимо указывать коррекцию одновременно по двум осям. Команды на
- 8. Пример. Обработка окна с коррекцией на радиус Необходимо обработать окно во фланце концевой фрезой, (код фрезы
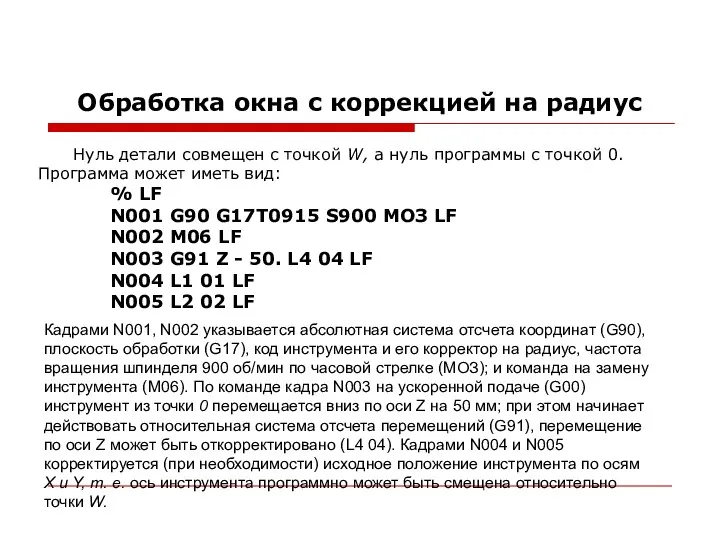
- 9. Обработка окна с коррекцией на радиус Нуль детали совмещен с точкой W, а нуль программы с
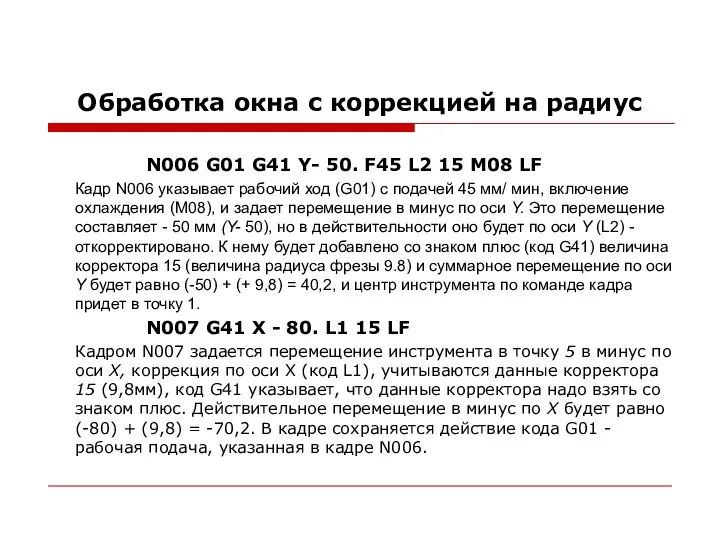
- 10. Обработка окна с коррекцией на радиус N006 G01 G41 Y- 50. F45 L2 15 М08 LF
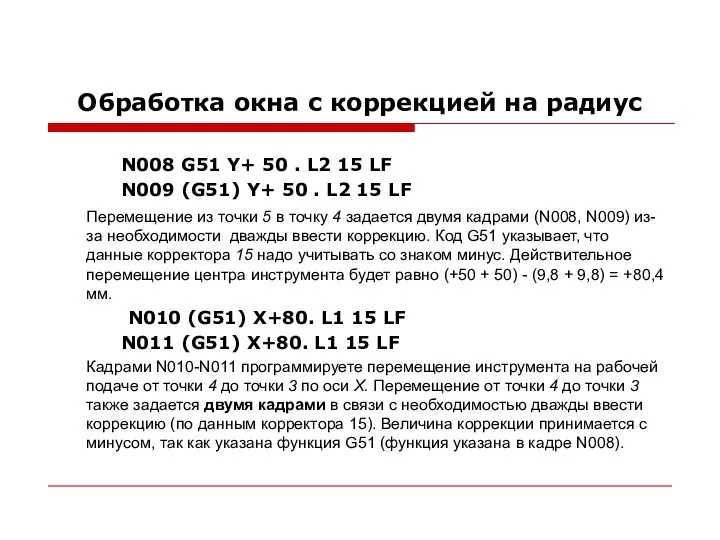
- 11. Обработка окна с коррекцией на радиус N008 G51 Y+ 50 . L2 15 LF N009 (G51)
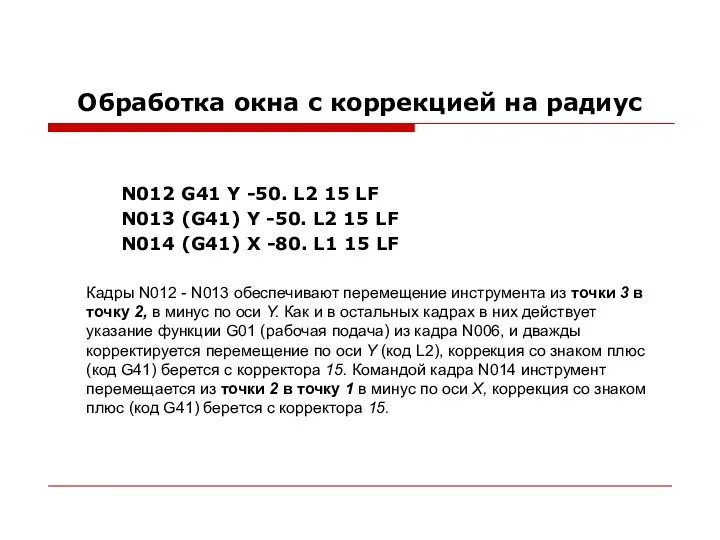
- 12. Обработка окна с коррекцией на радиус N012 G41 Y -50. L2 15 LF N013 (G41) Y
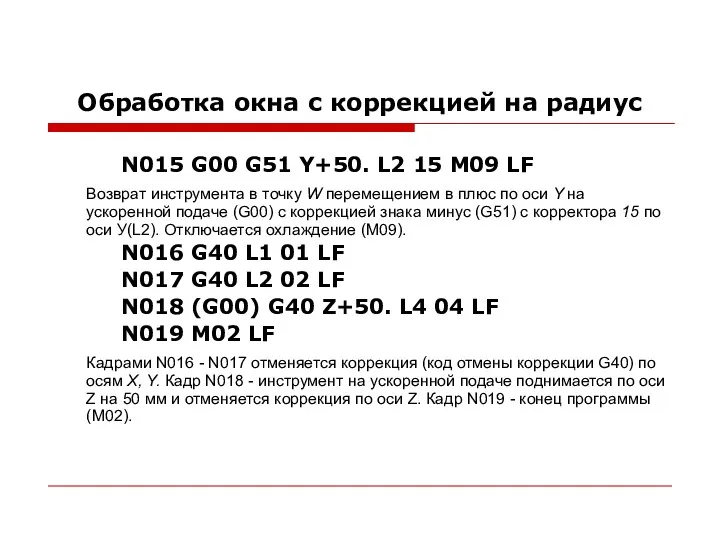
- 13. Обработка окна с коррекцией на радиус N015 G00 G51 Y+50. L2 15 М09 LF Возврат инструмента
- 14. Программирование методом подпрограмм Современные УЧПУ имеют достаточно большой набор (до 1000) постоянных подпрограмм. Постоянные подпрограммы, составленные
- 15. Пример Обработка прямоугольного паза Подпрограмма представлена как постоянный цикл, параметры которого задаются по определенным адресам, а
- 16. Обработка прямоугольного паза а - типовая схема; б - соосные пазы
- 18. Скачать презентацию

Типовые схемы фрезерования
а— в - зигзагообразные (а — ЗИГЗАГ, б
Типовые схемы фрезерования
а— в - зигзагообразные (а — ЗИГЗАГ, б
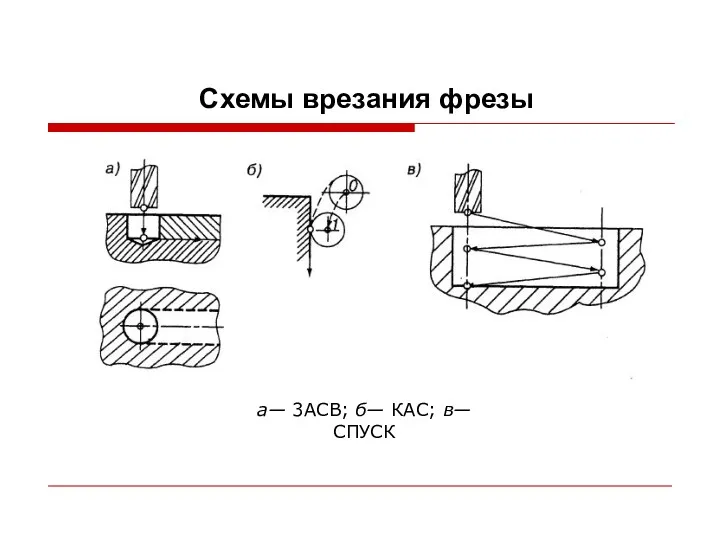
Схемы врезания фрезы
a— 3ACB; б— КАС; в— СПУСК
Схемы врезания фрезы
a— 3ACB; б— КАС; в— СПУСК
Программирование автоматического формирования траектории
инструмента при фрезеровании
Траектория движения центра инструмента
Программирование автоматического формирования траектории
инструмента при фрезеровании
Траектория движения центра инструмента
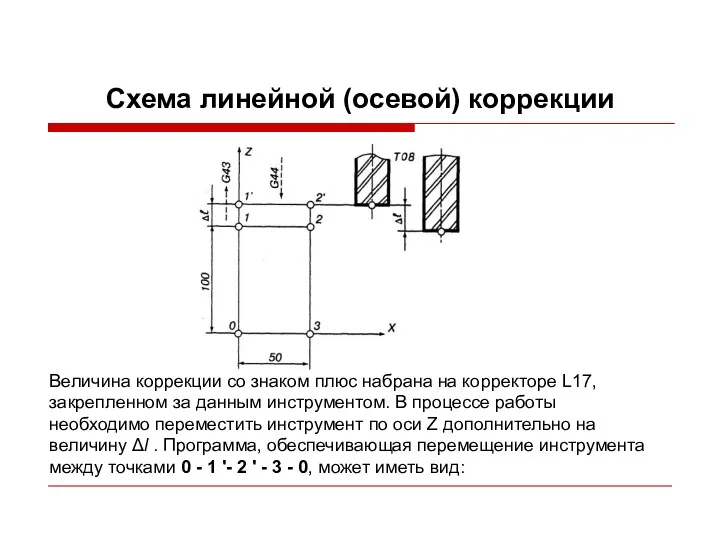
Схема линейной (осевой) коррекции
Величина коррекции со знаком плюс набрана на
Схема линейной (осевой) коррекции
Величина коррекции со знаком плюс набрана на
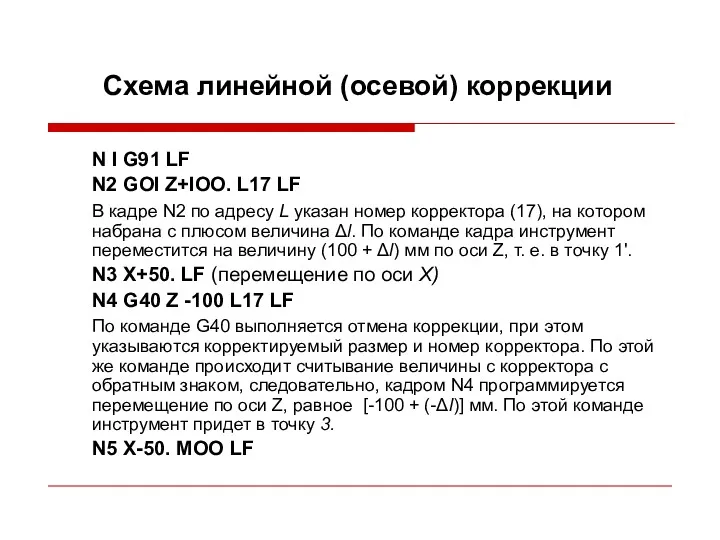
Схема линейной (осевой) коррекции
N I G91 LF
N2 GOI Z+IOO. L17 LF
В
Схема линейной (осевой) коррекции
N I G91 LF
N2 GOI Z+IOO. L17 LF
В
Коррекция прямоугольных контуров
При прямоугольном формообразовании иногда необходимо указывать коррекцию одновременно по двум
Коррекция прямоугольных контуров
При прямоугольном формообразовании иногда необходимо указывать коррекцию одновременно по двум

Пример.
Обработка окна с коррекцией на радиус
Необходимо обработать окно во
Пример.
Обработка окна с коррекцией на радиус
Необходимо обработать окно во
Обработка окна с коррекцией на радиус
Нуль детали совмещен с точкой W,
Обработка окна с коррекцией на радиус
Нуль детали совмещен с точкой W,
Обработка окна с коррекцией на радиус
N006 G01 G41 Y- 50. F45
Обработка окна с коррекцией на радиус
N006 G01 G41 Y- 50. F45
Обработка окна с коррекцией на радиус
N008 G51 Y+ 50 . L2
Обработка окна с коррекцией на радиус
N008 G51 Y+ 50 . L2
Обработка окна с коррекцией на радиус
N012 G41 Y -50. L2 15
Обработка окна с коррекцией на радиус
N012 G41 Y -50. L2 15
Обработка окна с коррекцией на радиус
N015 G00 G51 Y+50. L2 15
Обработка окна с коррекцией на радиус
N015 G00 G51 Y+50. L2 15
Программирование методом подпрограмм
Современные УЧПУ имеют достаточно большой набор (до 1000)
Программирование методом подпрограмм
Современные УЧПУ имеют достаточно большой набор (до 1000)
Пример
Обработка прямоугольного паза
Подпрограмма представлена как постоянный цикл, параметры
Пример
Обработка прямоугольного паза
Подпрограмма представлена как постоянный цикл, параметры
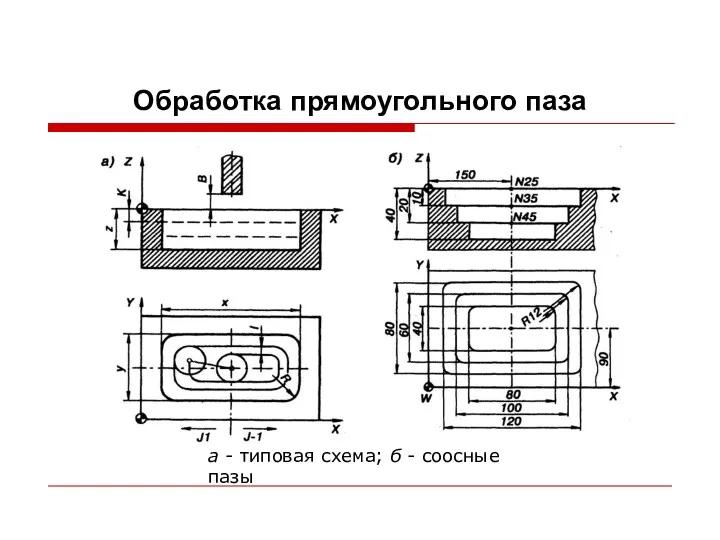
Обработка прямоугольного паза
а - типовая схема; б - соосные пазы
Обработка прямоугольного паза
а - типовая схема; б - соосные пазы
 Жизненный цикл ИС
Жизненный цикл ИС Алгоритмы. Понятие алгоритма
Алгоритмы. Понятие алгоритма Динамическое программирование. Лекция 20
Динамическое программирование. Лекция 20 История появления компьютера
История появления компьютера Microsoft Office. Характеристика программ
Microsoft Office. Характеристика программ Application layer. Computer networking. (Chapter 2)
Application layer. Computer networking. (Chapter 2) Поняття про мову розмітки, гіпертекстовий документ та його елементи. Поняття тегу й атрибуту, теги форматування шрифтів
Поняття про мову розмітки, гіпертекстовий документ та його елементи. Поняття тегу й атрибуту, теги форматування шрифтів Учет поступивших в библиотеку документов в схемах и таблицах
Учет поступивших в библиотеку документов в схемах и таблицах Diagnostic tool introduction
Diagnostic tool introduction Первые вычислительные машины
Первые вычислительные машины IoT – интернет вещей. 2 этап Олимпиады Кружкового движения НТИ
IoT – интернет вещей. 2 этап Олимпиады Кружкового движения НТИ Принципы юзабилити
Принципы юзабилити Рекламная подписка от Яндекс Бизнеса
Рекламная подписка от Яндекс Бизнеса Microsoft Access. Деректер базаларын өңдеу жүйесі
Microsoft Access. Деректер базаларын өңдеу жүйесі Простейшие способы шифрования текста. Основы программирования Лабораторная работа №11
Простейшие способы шифрования текста. Основы программирования Лабораторная работа №11 Динамические расчеты в системе SCAD
Динамические расчеты в системе SCAD Локальная компьютерная сеть
Локальная компьютерная сеть Интерфейс SPI
Интерфейс SPI Создание информационно-технологического профиля
Создание информационно-технологического профиля Програмні рішення обробки даних дистанційного зондування
Програмні рішення обробки даних дистанційного зондування Моделирование в электронных таблицах
Моделирование в электронных таблицах Урок по информатике в 9 классе
Урок по информатике в 9 классе Подготовка к ЕГЭ по информатике. Задачи с функциями.
Подготовка к ЕГЭ по информатике. Задачи с функциями. Модели информационных процессов
Модели информационных процессов Прототип мобильного приложения для обучения правильной технике свинга при помощи AI
Прототип мобильного приложения для обучения правильной технике свинга при помощи AI Перспективные направления развития базы данных
Перспективные направления развития базы данных Пролог. Управление поиском решения
Пролог. Управление поиском решения Электронная книга Моя малая Родина
Электронная книга Моя малая Родина