- Программирование обработки на многоцелевых станках

Содержание
- 2. Особенности программирования на многоцелевых станках Разнообразие операций в цикле обработки одной детали (фрезерование, сверление, точение, резьбонарезание
- 3. Формат кадра Особенности кодирования информации УП для многоцелевых станков во многом определены форматом кадра и использованием
- 4. Построение УП В начале каждой УП указывают номер или модель станка, номер программы и, если необходимо,
- 5. Главный кадр – (:) характеризует исходное состояние СЧПУ перед началом или возобновлением какой-либо обработки, устанавливает исходное
- 6. Выпадающие кадры (пропуски кадров с подтверждением) указывают символом (/). По необходимости они могут быть отработаны или
- 7. В первом случае необходимо заложить в УП число ходов фрезы по максимальному припуску, но первые ходы
- 8. Для занесения в текст программы информации, не предназначен-ной для считывания системой ЧПУ, но необходимой в распечатке,
- 9. . Команды, кодируемые подготовительными функциями 12 групп
- 10. или рабочие плоскости
- 13. G07,G10-G16,G20,G32,G36-G39,G60-G62,G64-G79,G98,G99 – резервные коды.
- 14. Вспомогательные функции М (9 групп и прочие)
- 17. Программирование размерных перемещений Слова «Размерное перемещение» предназначены для задания геометрической информации и записываются в кадре с
- 18. Позиционирование Под позиционированием подразумевают установочное пере-мещение рабочего органа станка к заданной точке на макси-мальной скорости. Позиционирование
- 19. При задании позиционирования в абсолютных размерах знаки (« + » или « —») координат опорных точек
- 20. В приращениях Все линейные перемещения должны быть выражены в миллиметрах и их десятичных долях. Все угловые
- 21. Линейная интерполяция Под линейной интерполяцией подразумевается согласован-ное движение рабочего органа станка, осуществляемое таким образом, что скорость
- 22. Задание линейной интерполяции В абсолютных размерах В относительных размерах
- 23. Вопросы для самоконтроля. 1. В чем заключаются особенности программирования на много-целевых станках и в чем состоит
- 24. Написать программу перемещения инструмента в абсолютных и относительных размерах по данным рисунка и таблицы
- 26. Скачать презентацию
 Операційна система. Її призначення та функції. Класифікація сучасних операційних систем
Операційна система. Її призначення та функції. Класифікація сучасних операційних систем Представление графической информации. Виды графики
Представление графической информации. Виды графики Системы счисления. Лекция 3
Системы счисления. Лекция 3 Итоговый тест по теме Компьютерная графика 5 класс Диск
Итоговый тест по теме Компьютерная графика 5 класс Диск Презентация к уроку информатики в 10 классе Глобальная компьютерная сеть Интернет
Презентация к уроку информатики в 10 классе Глобальная компьютерная сеть Интернет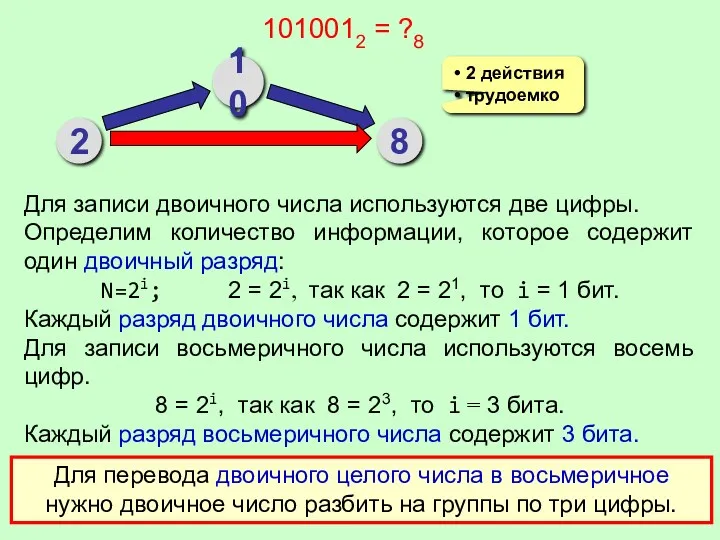 Перевод из двоичной системы в восьмеричную, шестнадцатеричную и обратно
Перевод из двоичной системы в восьмеричную, шестнадцатеричную и обратно Знакомство с графическим редактором Adobe Fhotoshop
Знакомство с графическим редактором Adobe Fhotoshop Breaking out of Garry’s Mod’s Lua sandbox
Breaking out of Garry’s Mod’s Lua sandbox Аномалии модификации данных
Аномалии модификации данных Файловая система. Лекция 7
Файловая система. Лекция 7 Сетевое оборудование. Виды сетевого оборудования
Сетевое оборудование. Виды сетевого оборудования Подходы к изучению сложных систем защиты информации
Подходы к изучению сложных систем защиты информации Понятие процесса. Лекция 3 Linux
Понятие процесса. Лекция 3 Linux Защита информации и информационная безопасность при внедрении электронного документооборота
Защита информации и информационная безопасность при внедрении электронного документооборота Программирование (Python) (§17-22). 8 класс
Программирование (Python) (§17-22). 8 класс Урок-игра по информатике
Урок-игра по информатике Поисковые системы
Поисковые системы Презентация Кодирование информации 8 класс
Презентация Кодирование информации 8 класс Методика подготовки учащихся к ЕГЭ по информатике
Методика подготовки учащихся к ЕГЭ по информатике Artificial intelligence
Artificial intelligence АЛГОРИТМЫ И МОДЕЛИ ТРАССИРОВКИ ПЕЧАТНЫХ СОЕДИНЕНИЙ В ЭА
АЛГОРИТМЫ И МОДЕЛИ ТРАССИРОВКИ ПЕЧАТНЫХ СОЕДИНЕНИЙ В ЭА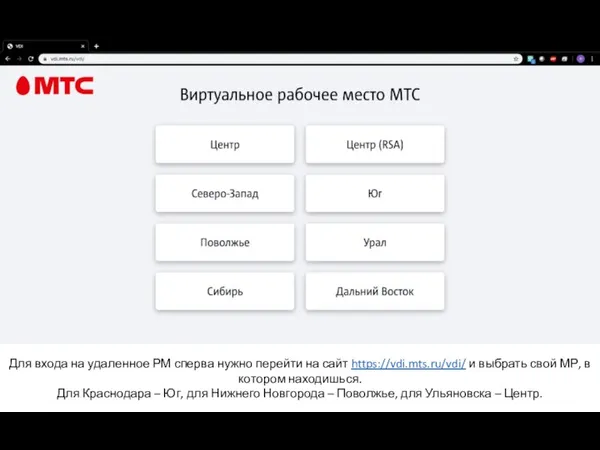 Инструкция по удаленному подключению[
Инструкция по удаленному подключению[ Load Balancing and Termination Detection
Load Balancing and Termination Detection Геоинформационные системы (ГИС) в современном мире
Геоинформационные системы (ГИС) в современном мире Знакомство с алгоритмическим языком стрелок
Знакомство с алгоритмическим языком стрелок История развития вычислительной техники
История развития вычислительной техники Средства обучения информатике
Средства обучения информатике Електронна пошта
Електронна пошта