- Программно-аппаратный комплекс Энергия ЛС

Содержание
- 2. Функционал ПАК «энергия ЛС» Календарное планирование работ на станках
- 3. Функционал ПАК «энергия ЛС» Формирование задания для станка
- 4. Функционал ПАК «энергия ЛС» Мониторинг загрузки станков на производственном участке
- 5. Функционал ПАК «энергия ЛС» Мониторинг работы станка за определенный период
- 6. Функционал ПАК «энергия ЛС» Отчет о работе группы станков
- 7. Преимущество ПАК «энергия ЛС» ПАК «Энергия ЛС» не устанавливает датчиков внутрь станка (не нарушаются эл. цепи
- 8. Перспектива развития ПАК «энергия ЛС» Прогнозирование потребления эл. энергии на планируемый месяц. Учет доли стоимости эл.
- 9. Прогнозирование потребление эл. энергии на планируемый месяц Автоматизированная система, ядром которой является самообучающейся мат.аппарат, позволяет осуществлять
- 10. Технология прогнозирования потребления эл. энергии Освещение Рабочий центр 1 Рабочий центр 2 Зона охвата устройства сбора
- 11. Результаты тестирование методики на ОАО «Промтрактор» участок МСЦ-6
- 12. Идентификация производственных циклов на станках с ЧПУ Модуль решает задачу по идентификации производственной операции на станках
- 13. Технология идентификации производственного процесса на станках с ЧПУ Шина эл. питания станка с ЧПУ Входные данные
- 14. Контроль выполнения сменно-суточного задания ERP системой предприятия выдается сменно-суточное задание (ССЗ) на бригаду. ПАК генерирует факт
- 16. Скачать презентацию

Функционал ПАК «энергия ЛС»
Календарное планирование работ на станках
Функционал ПАК «энергия ЛС»
Календарное планирование работ на станках

Функционал ПАК «энергия ЛС»
Формирование задания для станка
Функционал ПАК «энергия ЛС»
Формирование задания для станка

Функционал ПАК «энергия ЛС»
Мониторинг загрузки станков на производственном участке
Функционал ПАК «энергия ЛС»
Мониторинг загрузки станков на производственном участке

Функционал ПАК «энергия ЛС»
Мониторинг работы станка за определенный период
Функционал ПАК «энергия ЛС»
Мониторинг работы станка за определенный период

Функционал ПАК «энергия ЛС»
Отчет о работе группы станков
Функционал ПАК «энергия ЛС»
Отчет о работе группы станков

Преимущество ПАК «энергия ЛС»
ПАК «Энергия ЛС» не устанавливает датчиков внутрь станка
Преимущество ПАК «энергия ЛС»
ПАК «Энергия ЛС» не устанавливает датчиков внутрь станка

Перспектива развития
ПАК «энергия ЛС»
Прогнозирование потребления эл. энергии на планируемый месяц.
Перспектива развития
ПАК «энергия ЛС»
Прогнозирование потребления эл. энергии на планируемый месяц.

Прогнозирование потребление эл. энергии на планируемый месяц
Автоматизированная система, ядром которой является
Прогнозирование потребление эл. энергии на планируемый месяц
Автоматизированная система, ядром которой является

Технология прогнозирования потребления эл. энергии
Освещение
Рабочий центр 1
Рабочий центр 2
Зона охвата устройства
Технология прогнозирования потребления эл. энергии
Освещение
Рабочий центр 1
Рабочий центр 2
Зона охвата устройства

Результаты тестирование методики на ОАО «Промтрактор» участок МСЦ-6
Результаты тестирование методики на ОАО «Промтрактор» участок МСЦ-6

Идентификация производственных циклов на станках с ЧПУ
Модуль решает задачу по идентификации
Идентификация производственных циклов на станках с ЧПУ
Модуль решает задачу по идентификации

Технология идентификации производственного процесса на станках с ЧПУ
Шина эл. питания станка
Технология идентификации производственного процесса на станках с ЧПУ
Шина эл. питания станка

Контроль выполнения сменно-суточного задания
ERP системой предприятия выдается сменно-суточное задание (ССЗ) на
Контроль выполнения сменно-суточного задания
ERP системой предприятия выдается сменно-суточное задание (ССЗ) на
 Массивы
Массивы Қазақстан мен сыртқы әлем арасындағы байланыс құралдары
Қазақстан мен сыртқы әлем арасындағы байланыс құралдары Принципы представления данных и команд в компьютере
Принципы представления данных и команд в компьютере Переферійні пристрої
Переферійні пристрої Таргетированная реклама Вконтакте. Вводный курс
Таргетированная реклама Вконтакте. Вводный курс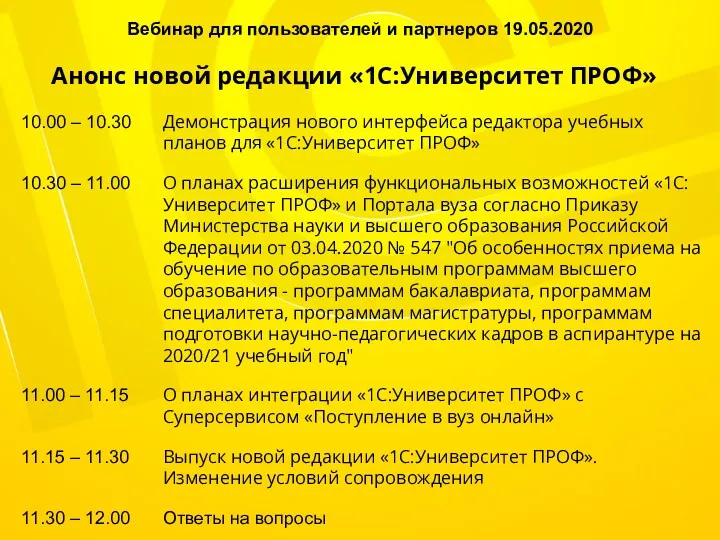 Анонс новой редакции 1С:Университет ПРОФ
Анонс новой редакции 1С:Университет ПРОФ Особенности восприятия графики посетителями сайтов
Особенности восприятия графики посетителями сайтов Автоматизированное тестирование
Автоматизированное тестирование Таблиці. Електронні таблиці. Формати даних та форматування таблиць
Таблиці. Електронні таблиці. Формати даних та форматування таблиць Внедрение в практику преподавания учителей-предметников технологии Web 2.0. с целью повышения эффективности урока
Внедрение в практику преподавания учителей-предметников технологии Web 2.0. с целью повышения эффективности урока Word мәтінідік құжатына графикалық кескіндерді кірістіру
Word мәтінідік құжатына графикалық кескіндерді кірістіру Проектирование баз данных и работа с ними веб-приложений. (Лекция 8)
Проектирование баз данных и работа с ними веб-приложений. (Лекция 8) JavaScript Basics
JavaScript Basics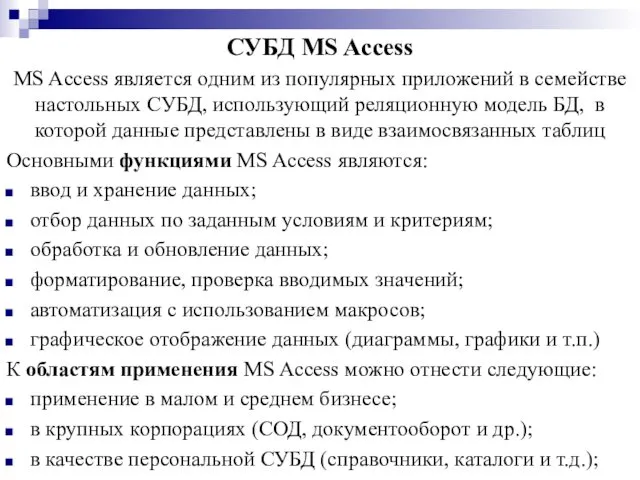 СУБД MS Access
СУБД MS Access Множества. Массивы (Delphi)
Множества. Массивы (Delphi) Система CRM - твой верный помощник
Система CRM - твой верный помощник Система сбора и анализа сведений о преподавателях
Система сбора и анализа сведений о преподавателях Створення розкладу
Створення розкладу Методи equals та hashcode
Методи equals та hashcode Ерекшеліктерді өңдеу. Java
Ерекшеліктерді өңдеу. Java Презентация по теме Табличные вычисления на компьютере к учебнику Семакина. 9 класс.
Презентация по теме Табличные вычисления на компьютере к учебнику Семакина. 9 класс. Отчет о прохождении учебной практики по модулю Эксплуатация и модификация информационных систем
Отчет о прохождении учебной практики по модулю Эксплуатация и модификация информационных систем Локальные компьютерные сети
Локальные компьютерные сети Module 28: Digital Forensics and Incident Analysis and Response
Module 28: Digital Forensics and Incident Analysis and Response Компьютерная грамотность и информационная культура
Компьютерная грамотность и информационная культура Презентация к уроку информатики в 9 классе по теме Информационное общество
Презентация к уроку информатики в 9 классе по теме Информационное общество викторина по информатике для 5-6 классов Информашка
викторина по информатике для 5-6 классов Информашка Антивирусные программы. Антивирусная защита информации
Антивирусные программы. Антивирусная защита информации