- Прототипирование и 3D печать

Содержание
- 2. Прототипированием и 3D печатью объектов называют процесс создания различных предметов и объектов при помощи специализированных печатных
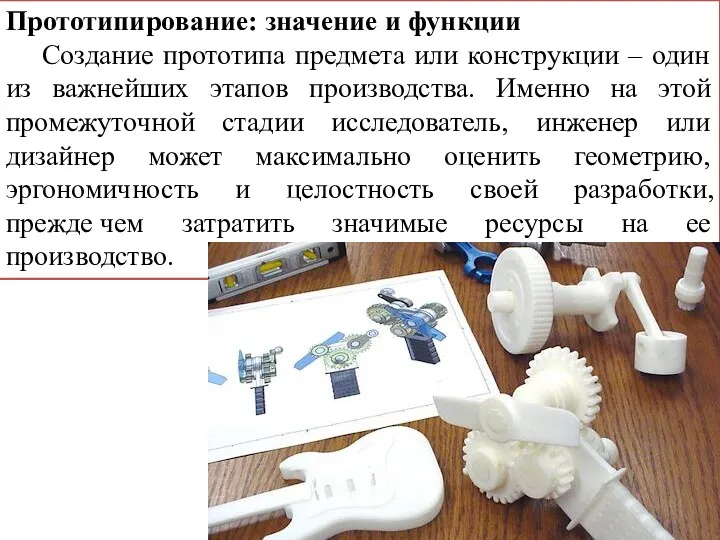
- 3. Прототипирование: значение и функции Создание прототипа предмета или конструкции – один из важнейших этапов производства. Именно
- 4. Применение 3D-прототипирования 3д-прототипирование нашло очень широкое применение: создание макетов в архитектуре и строительстве; печать образцов продукции
- 5. Принципы 3D-прототипирования Технология 3D-прототипирования позволила максимально сократить время, расходуемое на создание опытных моделей. По этой причине
- 6. Для получения вещественного макета перед печатью создается его компьютерная CAD-модель в STL-формате. Прототипирование 3D-моделей, чаще всего,
- 9. Основные виды трехмерного прототипирования: стереолитораграфия; послойное наплавление; выборочное лазерное спекание; многоструйное моделирование.
- 10. Методика SLA (Stereolithography) заключается в полимеризации жидких фотополимеров ультрафиолетовым лазером при последовательном построении слоев.
- 11. Основными преимуществами фотополимеризации являются: Изготовление сложных объемных моделей; Высокая точность изготовления; Качественная поверхность, с возможностью окраски
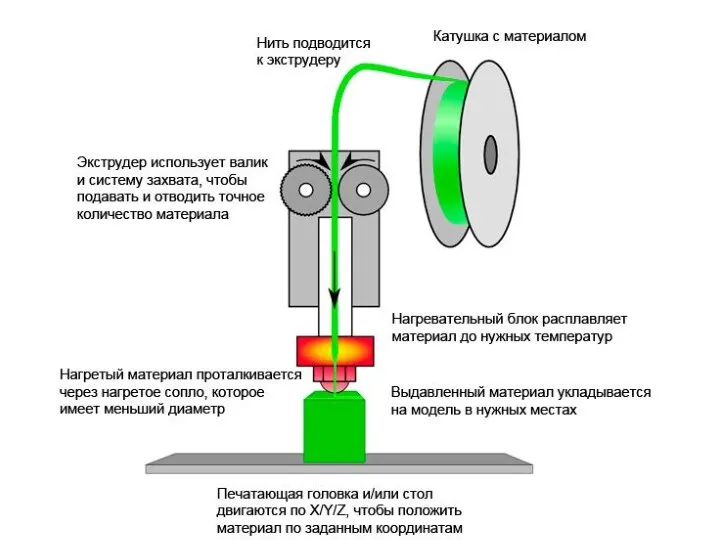
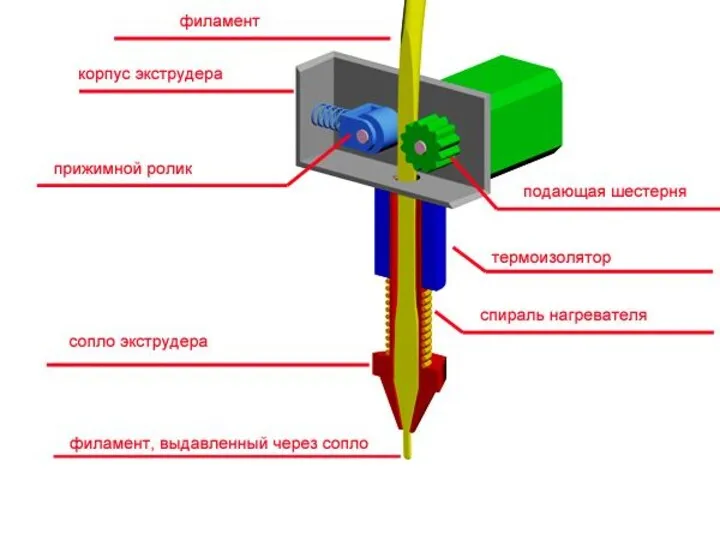
- 12. Технология FDM (Fused deposition modeling) предполагает послойное построение изделия из расплавленного сырья. Она наиболее популярна на
- 13. Причиной тому – довольно низкая стоимость пластиковых расходных материалов, которые чаще всего используются при этом типе
- 14. Свойства готовых изделий Детали, получаемые по технологии FDM – одноцветные, прочные и упругие, обладают стабильным набором
- 15. Точность построения Точность построения моделей по технологии FDM во многом зависит от толщины печатного слоя. Эта
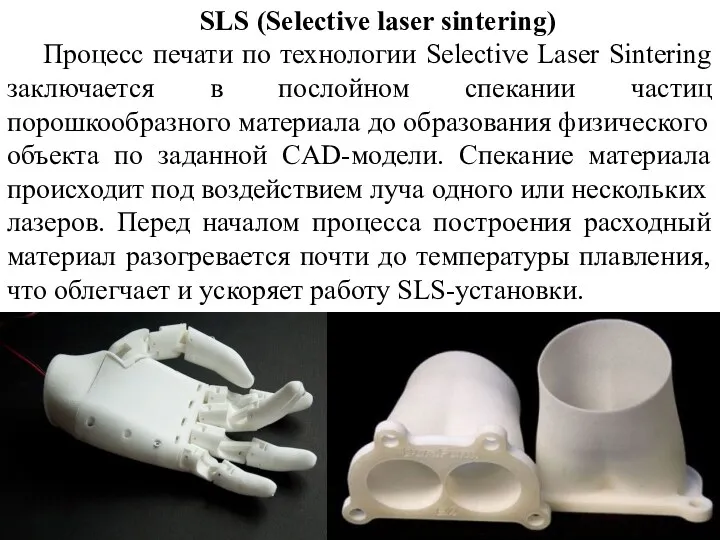
- 16. SLS (Selective laser sintering) Процесс печати по технологии Selective Laser Sintering заключается в послойном спекании частиц
- 17. Процесс изготовления объектов по технологии SLS
- 18. Преимущества технологии селективного лазерного спекания Прекрасные механические свойства готовой продукции: высокая прочность, точность построения, качественные поверхности.
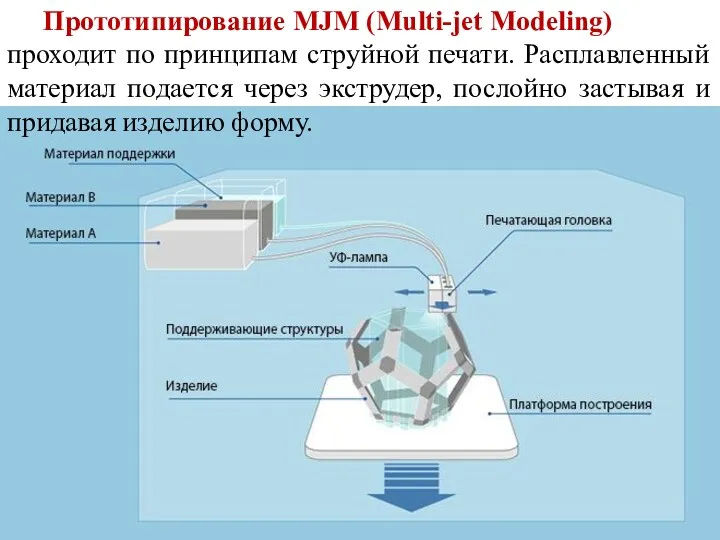
- 19. Прототипирование MJM (Multi-jet Modeling) проходит по принципам струйной печати. Расплавленный материал подается через экструдер, послойно застывая
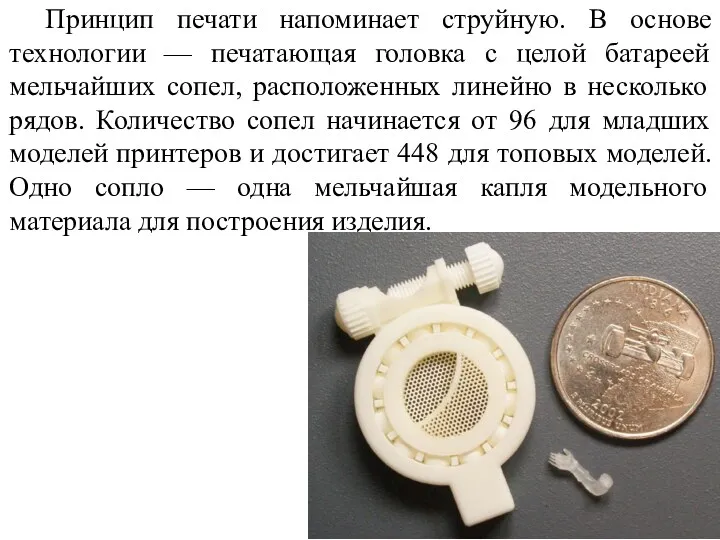
- 20. Принцип печати напоминает струйную. В основе технологии — печатающая головка c целой батареей мельчайших сопел, расположенных
- 21. Печатающий блок движется вдоль рабочей поверхности и наносит слоя жидкого полимера. Следом за печатным блоком следует
- 22. Многоструйная печать обеспечивает следующие преимущества: точность построения и исключительно качественная детализация изделий (толщина слоя – от
- 23. Преимущества 3D печати: Скорость построения моделей; Низкая стоимость по сравнению с изготовлением образца-модели в мастерских; Это
- 25. Скачать презентацию
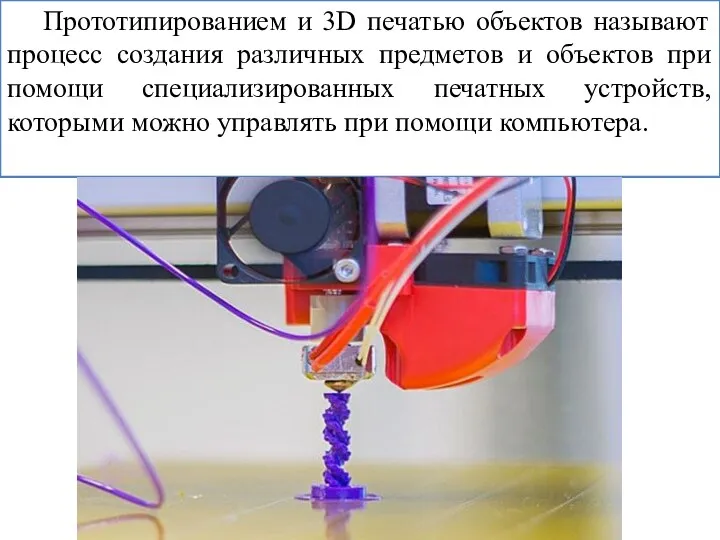
Прототипированием и 3D печатью объектов называют процесс создания различных предметов и
Прототипированием и 3D печатью объектов называют процесс создания различных предметов и
Прототипирование: значение и функции
Создание прототипа предмета или конструкции – один из
Прототипирование: значение и функции
Создание прототипа предмета или конструкции – один из

Применение 3D-прототипирования
3д-прототипирование нашло очень широкое применение:
создание макетов в архитектуре и строительстве;
печать
Применение 3D-прототипирования
3д-прототипирование нашло очень широкое применение:
создание макетов в архитектуре и строительстве;
печать

Принципы 3D-прототипирования
Технология 3D-прототипирования позволила максимально сократить время, расходуемое на создание опытных
Принципы 3D-прототипирования
Технология 3D-прототипирования позволила максимально сократить время, расходуемое на создание опытных

Для получения вещественного макета перед печатью создается его компьютерная CAD-модель в
Для получения вещественного макета перед печатью создается его компьютерная CAD-модель в

Основные виды трехмерного прототипирования:
стереолитораграфия;
послойное наплавление;
выборочное лазерное спекание;
многоструйное моделирование.
Основные виды трехмерного прототипирования:
стереолитораграфия;
послойное наплавление;
выборочное лазерное спекание;
многоструйное моделирование.

Методика SLA (Stereolithography) заключается в полимеризации жидких фотополимеров ультрафиолетовым лазером при последовательном построении
Методика SLA (Stereolithography) заключается в полимеризации жидких фотополимеров ультрафиолетовым лазером при последовательном построении
Основными преимуществами фотополимеризации являются:
Изготовление сложных объемных моделей;
Высокая точность изготовления;
Качественная поверхность, с
Основными преимуществами фотополимеризации являются:
Изготовление сложных объемных моделей;
Высокая точность изготовления;
Качественная поверхность, с
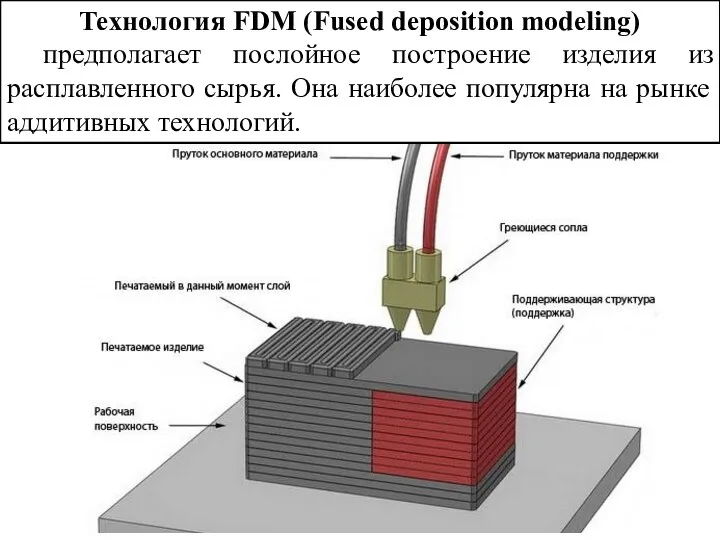
Технология FDM (Fused deposition modeling)
предполагает послойное построение изделия из расплавленного сырья.
Технология FDM (Fused deposition modeling)
предполагает послойное построение изделия из расплавленного сырья.
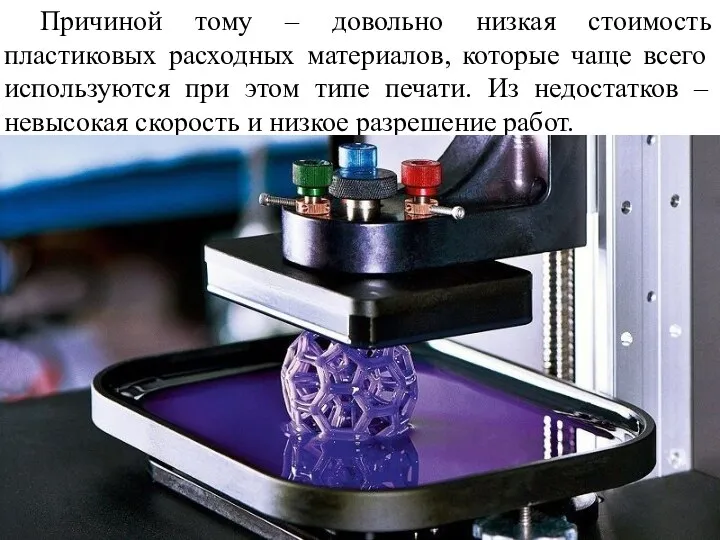
Причиной тому – довольно низкая стоимость пластиковых расходных материалов, которые чаще
Причиной тому – довольно низкая стоимость пластиковых расходных материалов, которые чаще

Свойства готовых изделий
Детали, получаемые по технологии FDM – одноцветные, прочные и
Свойства готовых изделий
Детали, получаемые по технологии FDM – одноцветные, прочные и
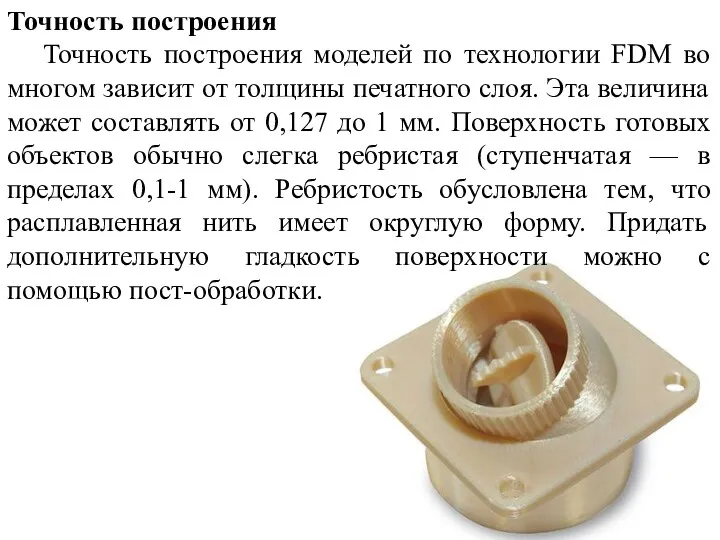
Точность построения
Точность построения моделей по технологии FDM во многом зависит от
Точность построения
Точность построения моделей по технологии FDM во многом зависит от
SLS (Selective laser sintering)
Процесс печати по технологии Selective Laser Sintering заключается
SLS (Selective laser sintering)
Процесс печати по технологии Selective Laser Sintering заключается

Процесс изготовления объектов по технологии SLS
Процесс изготовления объектов по технологии SLS
Преимущества технологии селективного лазерного спекания
Прекрасные механические свойства готовой продукции: высокая прочность,
Преимущества технологии селективного лазерного спекания
Прекрасные механические свойства готовой продукции: высокая прочность,
Прототипирование MJM (Multi-jet Modeling) проходит по принципам струйной печати. Расплавленный материал
Прототипирование MJM (Multi-jet Modeling) проходит по принципам струйной печати. Расплавленный материал
Принцип печати напоминает струйную. В основе технологии — печатающая головка c
Принцип печати напоминает струйную. В основе технологии — печатающая головка c
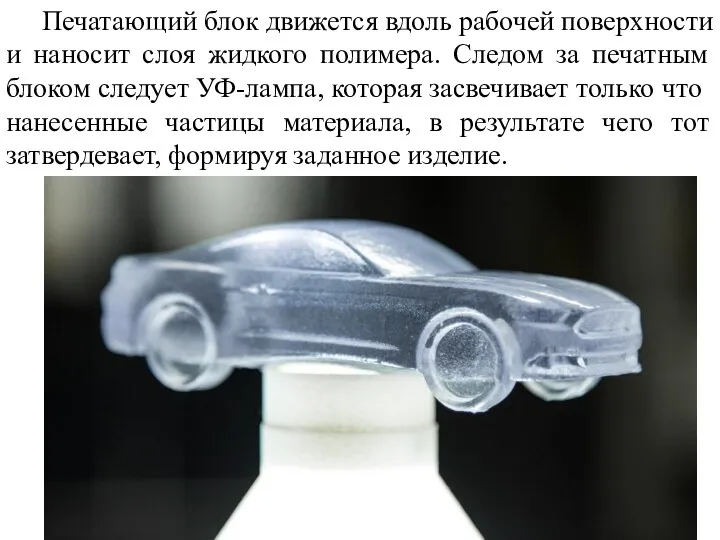
Печатающий блок движется вдоль рабочей поверхности и наносит слоя жидкого полимера.
Печатающий блок движется вдоль рабочей поверхности и наносит слоя жидкого полимера.
Многоструйная печать обеспечивает следующие преимущества:
точность построения и исключительно качественная детализация изделий
Многоструйная печать обеспечивает следующие преимущества:
точность построения и исключительно качественная детализация изделий
Преимущества 3D печати:
Скорость построения моделей;
Низкая стоимость по сравнению с изготовлением образца-модели
Преимущества 3D печати:
Скорость построения моделей;
Низкая стоимость по сравнению с изготовлением образца-модели
 Глобальная компьютерная сеть Интернет
Глобальная компьютерная сеть Интернет Инструкция по установке MS SQL SERVER
Инструкция по установке MS SQL SERVER Пошаговая инструкция по заполнению и отправке декларации 3-НДФЛ через онлайн-сервис
Пошаговая инструкция по заполнению и отправке декларации 3-НДФЛ через онлайн-сервис Решение задач с использованием ввода-вывода из файлов
Решение задач с использованием ввода-вывода из файлов Администрирование 1С
Администрирование 1С Интеграция приложений и информационных систем. (Тема 8)
Интеграция приложений и информационных систем. (Тема 8) Інноваційні рішення в галузі побутової техніки на прикладі 3D принтера
Інноваційні рішення в галузі побутової техніки на прикладі 3D принтера Проектирование баз данных. Преобразования запросов
Проектирование баз данных. Преобразования запросов Работа с базами данных PostgreSQL
Работа с базами данных PostgreSQL Основы монтажа видео в системе Windows
Основы монтажа видео в системе Windows Основные элементы языка программирования
Основные элементы языка программирования Виды информации
Виды информации Строки.Строковые массивы
Строки.Строковые массивы How to use newspapers and magazines in EFL class
How to use newspapers and magazines in EFL class Кранч. Основные этапы разработки видеоигры
Кранч. Основные этапы разработки видеоигры САПР Autocad 2015. Команды редактирования
САПР Autocad 2015. Команды редактирования Действия с информацией
Действия с информацией Установка WhatsApp на примере системы Android
Установка WhatsApp на примере системы Android Презентаци. Построение диаграмм в MS Excel 2007
Презентаци. Построение диаграмм в MS Excel 2007 Динамические структуры данных. Указатели
Динамические структуры данных. Указатели Индикаторы и показатели Программы РФ Информационное общество (2011-2020)
Индикаторы и показатели Программы РФ Информационное общество (2011-2020) Рецепт от очередей. Системы электронных очередей от компании Softmall
Рецепт от очередей. Системы электронных очередей от компании Softmall Транспортные технологии глобальных сетей
Транспортные технологии глобальных сетей Анализ алгоритмов решения математических задач (Работа с числами разных форматов)
Анализ алгоритмов решения математических задач (Работа с числами разных форматов) Циклический алгоритм. Форма организации действий
Циклический алгоритм. Форма организации действий Тестировщик программного обеспечения. Занятие 16. Собенности автоматизации тестирования. Преимущества и недостатки
Тестировщик программного обеспечения. Занятие 16. Собенности автоматизации тестирования. Преимущества и недостатки Банк бизнес-партнеров. Проверка контрагента. Онлайн-чат
Банк бизнес-партнеров. Проверка контрагента. Онлайн-чат Популяризация MMORPG
Популяризация MMORPG