- САПР – системы автоматизированного проектирования

Содержание
- 2. Введение Прогресс науки и техники, потребности в новых промышленных изделиях обусловливают необходимость выполнения проектных работ большого
- 3. Содержание 1 1. Основные понятия и определения 1.1 Проектирование как объект автоматизации 1.2 Аспекты и иерархические
- 4. 1 ОСНОВНЫЕ ПОНЯТИЯ И ОПРЕДЕЛЕНИЯ 1.1. Проектирование как объект автоматизации. Для создания любой системы автоматизации необходимо
- 5. 1 ОСНОВНЫЕ ПОНЯТИЯ И ОПРЕДЕЛЕНИЯ 1.1. Проектирование как объект автоматизации. Неавтоматизированное проектирование — это проектирование, при
- 6. 1 ОСНОВНЫЕ ПОНЯТИЯ И ОПРЕДЕЛЕНИЯ 1.1. Проектирование как объект автоматизации. Степень автоматизации проектирования оценивается долей d
- 7. 1 ОСНОВНЫЕ ПОНЯТИЯ И ОПРЕДЕЛЕНИЯ 1.2. Аспекты и иерархические уровни проектирования В представлениях инженера о сложных
- 8. 1 ОСНОВНЫЕ ПОНЯТИЯ И ОПРЕДЕЛЕНИЯ 1.2. Аспекты и иерархические уровни проектирования В соответствии с указанными аспектами
- 9. 1 ОСНОВНЫЕ ПОНЯТИЯ И ОПРЕДЕЛЕНИЯ 1.2. Аспекты и иерархические уровни проектирования Разделение описаний проектируемого объекта на
- 10. 1 ОСНОВНЫЕ ПОНЯТИЯ И ОПРЕДЕЛЕНИЯ 1.2. Аспекты и иерархические уровни проектирования Сборочные единицы являются элементами агрегатов
- 11. 1 ОСНОВНЫЕ ПОНЯТИЯ И ОПРЕДЕЛЕНИЯ 1.3. Стадии, этапы и процедуры проектирования. В проектировании принято выделять стадии
- 12. 1 ОСНОВНЫЕ ПОНЯТИЯ И ОПРЕДЕЛЕНИЯ 1.3. Стадии, этапы и процедуры проектирования. На стадии опытно-конструкторских работ создается
- 13. 1 ОСНОВНЫЕ ПОНЯТИЯ И ОПРЕДЕЛЕНИЯ 1.3. Стадии, этапы и процедуры проектирования. В ходе проектирования вырабатываются проектные
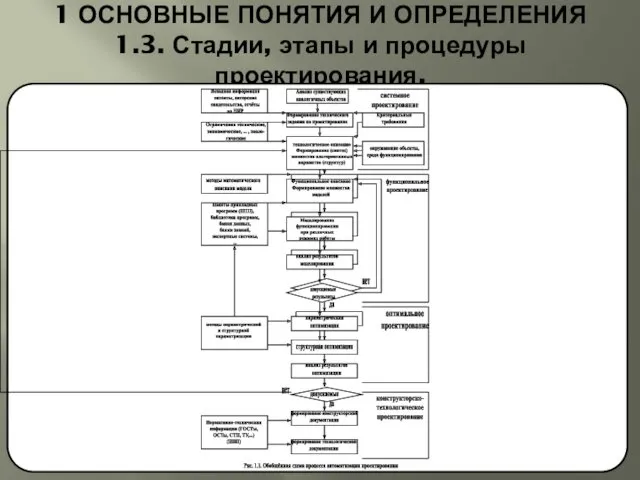
- 14. 1 ОСНОВНЫЕ ПОНЯТИЯ И ОПРЕДЕЛЕНИЯ 1.3. Стадии, этапы и процедуры проектирования. В частности, может быть выявлена
- 15. 1 ОСНОВНЫЕ ПОНЯТИЯ И ОПРЕДЕЛЕНИЯ 1.3. Стадии, этапы и процедуры проектирования.
- 16. 2. ПРИНЦИПЫ СОЗДАНИЯ САПР. Для создания САПР необходимы (необходимые условия создания): •совершенствование проектирования на основе применения
- 17. 2. ПРИНЦИПЫ СОЗДАНИЯ САПР. Принцип системного единства обеспечивает целостность системы и системную «свежесть» проектирования отдельных элементов
- 18. 2. ПРИНЦИПЫ СОЗДАНИЯ САПР. Накопленный опыт позволяет выделить следующие основные особенности построения САПР. САПР — человеко-машинная
- 19. 2. ПРИНЦИПЫ СОЗДАНИЯ САПР. Следует особо подчеркнуть целесообразность обеспечения комплексного характера САПР, так как автоматизация проектирования
- 20. 2. ПРИНЦИПЫ СОЗДАНИЯ САПР. Так, информационные связи могут проявляться в том, что результаты решения одной задачи
- 21. 2. ПРИНЦИПЫ СОЗДАНИЯ САПР. САПР - открытая и развивающаяся система. Существуют по крайней мере две причины,
- 22. 3. СОСТАВ И СТРУКТУРА САПР. Составными структурными частями САПР, жестко связанными с организационной структурой проектной организации,
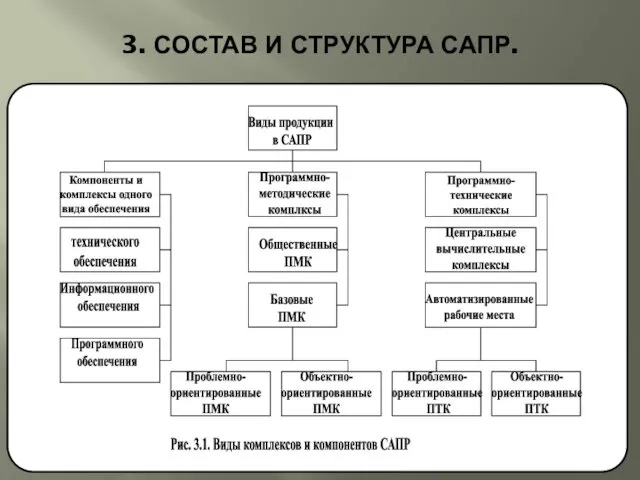
- 23. 3. СОСТАВ И СТРУКТУРА САПР. Формирование и использование моделей объекта проектирования в прикладных задачах осуществляется комплексом
- 24. 3. СОСТАВ И СТРУКТУРА САПР.
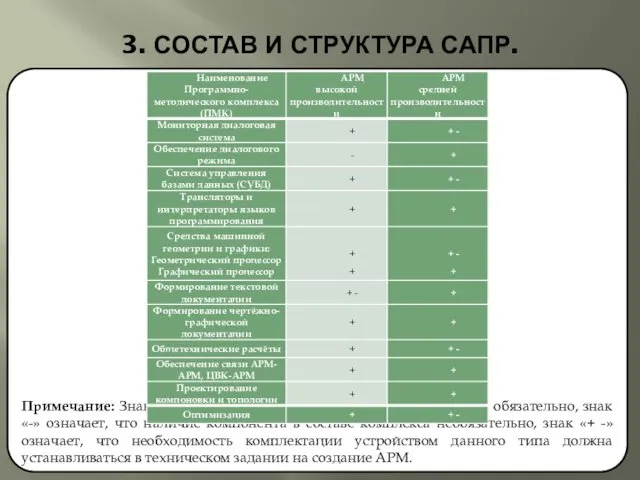
- 25. 3. СОСТАВ И СТРУКТУРА САПР. Комбинированные КСАП, относящиеся к продукции производственно-технического назначения, подразделяются на программно-методические (ПМК);
- 26. 3. СОСТАВ И СТРУКТУРА САПР. Проблемно-ориентированные ПМК могут включать программные средства, предназначенные для автоматизированного упорядочения исходных
- 27. 3. СОСТАВ И СТРУКТУРА САПР. Комплексы средств могут объединять свои вычислительные и информационные ресурсы, образуя локальные
- 28. 3. СОСТАВ И СТРУКТУРА САПР. Общесистемные ПМК включают в себя программное, информационное, методическое и другие виды
- 29. 3. СОСТАВ И СТРУКТУРА САПР. Мониторные системы управления функционированием технических средств в САПР. (Монитор - управляющая
- 30. 3. СОСТАВ И СТРУКТУРА САПР. Информационно-поисковые системы (ИПС) в САПР выполняют такие функции, как заполнение информационного
- 31. 3. СОСТАВ И СТРУКТУРА САПР. Система управления базами данных (СУБД) — программно-методический комплекс для обеспечения работы
- 32. 3. СОСТАВ И СТРУКТУРА САПР. Программно-методические комплексы машинной графики обеспечивают взаимодействие пользователя с компьютером при обмене
- 33. 3. СОСТАВ И СТРУКТУРА САПР. Диалоговый режим обеспечивается программно-методическими комплексами, осуществляющими ввод, контроль, редактирование, преобразование и
- 34. 3. СОСТАВ И СТРУКТУРА САПР. Примечание: Знак «+» означает, что наличие технического средства обязательно, знак «-»
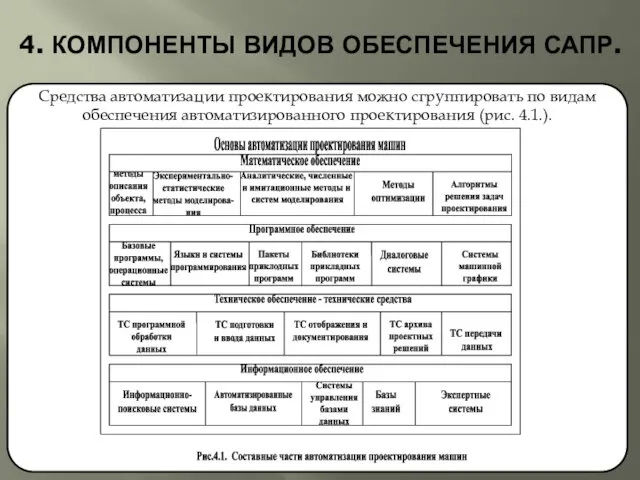
- 35. 4. КОМПОНЕНТЫ ВИДОВ ОБЕСПЕЧЕНИЯ САПР. Средства автоматизации проектирования можно сгруппировать по видам обеспечения автоматизированного проектирования (рис.
- 36. 4. КОМПОНЕНТЫ ВИДОВ ОБЕСПЕЧЕНИЯ САПР. Математическое обеспечение. Основу математического обеспечения (МО) САПР составляют алгоритмы, по которым
- 37. 4. КОМПОНЕНТЫ ВИДОВ ОБЕСПЕЧЕНИЯ САПР. Что касается второй части математического обеспечения, то формализация процессов автоматизированного проектирования
- 38. 4. КОМПОНЕНТЫ ВИДОВ ОБЕСПЕЧЕНИЯ САПР. Перспективной в совершенствовании и типизации технологии процессов автоматизированного проектирования является централизованная
- 39. 4. КОМПОНЕНТЫ ВИДОВ ОБЕСПЕЧЕНИЯ САПР. Рассмотрим принципиальные особенности ПО, влияющие на организацию и эффективность создания и
- 40. 4. КОМПОНЕНТЫ ВИДОВ ОБЕСПЕЧЕНИЯ САПР. Важным компонентом общесистемного ПО является базовое ПО. Базовое ПО не является
- 41. 4. КОМПОНЕНТЫ ВИДОВ ОБЕСПЕЧЕНИЯ САПР. Средства программной обработки данных представлены процессорами и запоминающими устройствами, т.е. Устройствами
- 42. 4. КОМПОНЕНТЫ ВИДОВ ОБЕСПЕЧЕНИЯ САПР. Основная составная часть информационного обеспечения САПР – банк данных, представляющий собой
- 43. 4. КОМПОНЕНТЫ ВИДОВ ОБЕСПЕЧЕНИЯ САПР. Организационное обеспечение САПР включает положения, инструкции, приказы, штатные расписания, квалификационные требования
- 44. 5. РАЗНОВИДНОСТИ САПР 5. Разновидности САПР 5.1. История САПР 5.2. Обзор машиностроительных САПР
- 45. 5. РАЗНОВИДНОСТИ САПР Сегодня под словом «САПР» понимается гораздо большее, нежели просто «программно-технический комплекс для выполнения
- 46. 5. РАЗНОВИДНОСТИ САПР Кроме того, известны более специализированные САПРы, или выделяемые в указанных группах, или представляющие
- 47. 5.1 ИСТОРИЯ САПР Под термином “САПР для машиностроения” в нашей стране обычно подразумеваются пакеты, выполняющие функции
- 48. 5.1 ИСТОРИЯ САПР Таким образом, к середине 80-х системы САПР для машиностроения обрели форму, которая существует
- 49. 5.1 ИСТОРИЯ САПР
- 50. 5.2 ОБЗОР МАШИНОСТРОИТЕЛЬНЫХ САПР Основными требованиями к промышленному производству являются сокращение срока выхода продукции на рынок,
- 51. 5.2 ОБЗОР МАШИНОСТРОИТЕЛЬНЫХ САПР На втором этапе (80-е годы) появились и начали использоваться графические рабочие станции
- 52. 5.2 ОБЗОР МАШИНОСТРОИТЕЛЬНЫХ САПР Принято делить CAD/CAM-системы по их функциональным характеристикам на три уровня (верхний, средний
- 53. 5.2 ОБЗОР МАШИНОСТРОИТЕЛЬНЫХ САПР Проектирование механических изделий заключается прежде всего в конструировании, т.е. в определении геометрических
- 54. 5.2 ОБЗОР МАШИНОСТРОИТЕЛЬНЫХ САПР Развитие компьютерной графики определялось не только возможностями аппаратных средств, но и характеристиками
- 55. 5.2 ОБЗОР МАШИНОСТРОИТЕЛЬНЫХ САПР В этих системах используются графические форматы для обмена данными, представляющие собой описание
- 56. 5.2 ОБЗОР МАШИНОСТРОИТЕЛЬНЫХ САПР Параллельно проводились работы по стандартизации описаний геометрических моделей для обмена данными между
- 57. 5.2 ОБЗОР МАШИНОСТРОИТЕЛЬНЫХ САПР Еще раньше система CADDS5 была приобретена компанией PTC (Parametric Technology Corp.). Эта
- 58. 5.2 ОБЗОР МАШИНОСТРОИТЕЛЬНЫХ САПР В 1993 г. в США создается компания Solidworks Corporation и уже через
- 59. 5.2 ОБЗОР МАШИНОСТРОИТЕЛЬНЫХ САПР В системах инженерных расчетов и анализа CAE центральное место занимают программы моделирования
- 60. 5.2 ОБЗОР МАШИНОСТРОИТЕЛЬНЫХ САПР К числу лидеров программ CAE следует отнести также комплекс Ansys. Интересно отметить,
- 61. 6. ИНТЕГРАЦИЯ CAD/САМ 6. Интеграция CAD\CAM 6.1. Производственный цикл детали 6.2. Технологическая подготовка производства 6.2.1. Неавтоматизированный
- 62. 6. ИНТЕГРАЦИЯ CAD/САМ Спроектированная деталь воплощается в готовый продукт средствами производства. Автоматизация производства обеспечивается соответствующим программным
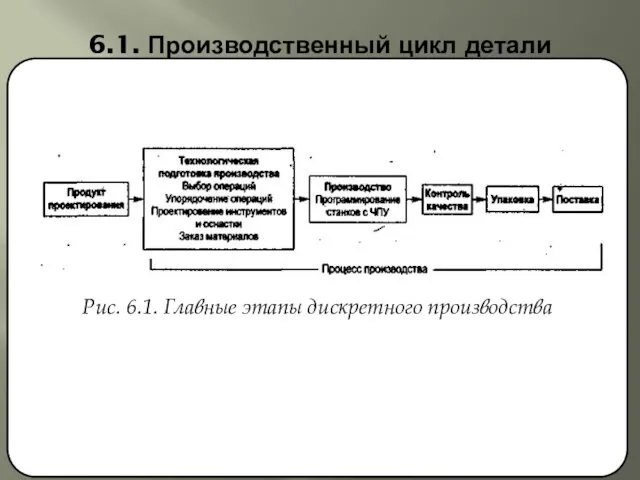
- 63. 6.1. Производственный цикл детали Все производство может быть поделено на дискретное и непрерывное. Под дискретным производством
- 64. 6.1. Производственный цикл детали Рис. 6.1. Главные этапы дискретного производства
- 65. 6.1. Производственный цикл детали Когда готовый проект передается в производственный отдел, инженер-технолог преобразует описание деталей и
- 66. 6.1. Производственный цикл детали После завершения фазы технологической подготовки начинается реальное производство детали в соответствии с
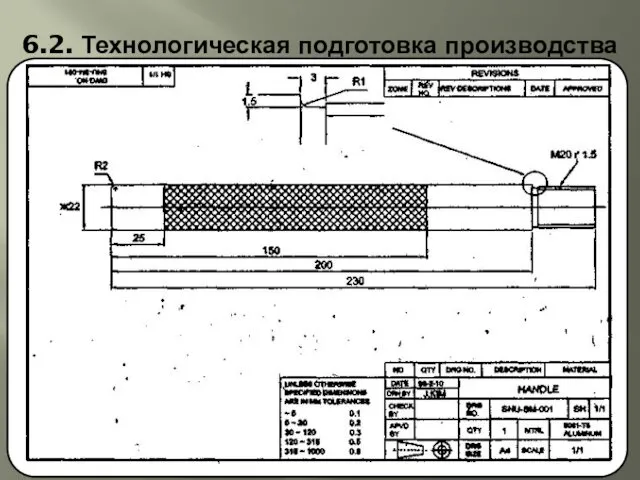
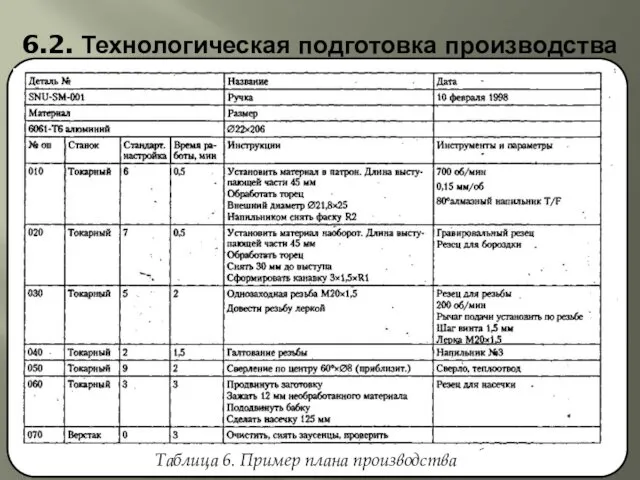
- 67. 6.2. Технологическая подготовка производства Технологическая подготовка производства (process planning) заключается в выборе технологических процессов и их
- 68. 6.2. Технологическая подготовка производства
- 69. 6.2. Технологическая подготовка производства План производства детали или агрегата зависит от множества факторов. К ним относятся
- 70. 6.2. Технологическая подготовка производства Таблица 6. Пример плана производства
- 71. 6.2.1. Неавтоматизированный подход Традиционно планирование производства всегда выполнялось вручную. Теперь это называется неавтоматизированным подходом. Состоит данный
- 72. 6.2.1. Неавтоматизированный подход В процессе разработки планов производства новых продуктов инженеры-технологи чаще всего действуют примерно одинаково.
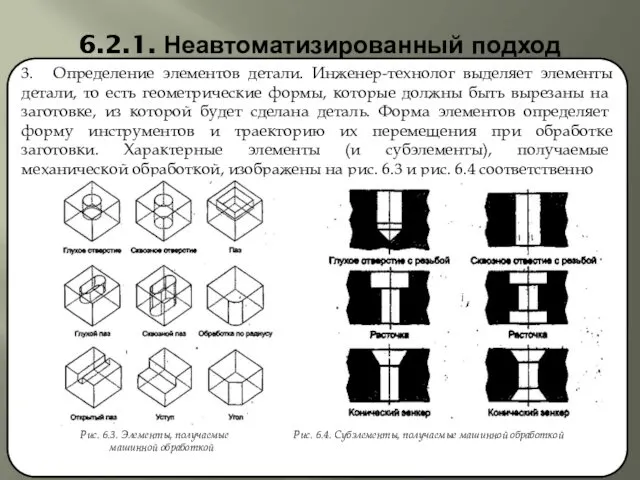
- 73. 6.2.1. Неавтоматизированный подход 3. Определение элементов детали. Инженер-технолог выделяет элементы детали, то есть геометрические формы, которые
- 74. 6.2.1. Неавтоматизированный подход 4. Группировка элементов по конфигурациям. Инженер-технолог группирует элементы таким образом, что каждая группа
- 75. 6.2.1. Неавтоматизированный подход 8. Итоговая проверка плана. Инженер-технолог проверяет осуществимость конкретных конфигураций, вероятность создания помех инструментам
- 76. 6.2.2. Модифицированный подход Модифицированный подход — это один из двух методов/используемых для разработки систем автоматизированной технологической
- 77. 6.2.2. Модифицированный подход Модифицированный подход к разработке плана производства выражается в следующем. Технологическая подготовка производства новой
- 78. 6.2.3. Генеративный подход Генеративный подход (generative approach) состоит в том, что технологический план вырабатывается автоматически на
- 79. 6.2.3. Генеративный подход Некоторые конструктивные элементы однозначно сопоставляются технологическим, тогда как преобразование других представляет собой не
- 80. 7. Быстрое прототипирование и изготовление 7. Быстрое прототипирование и изготовление 7.1. Обзор 7.2. Процессы быстрого прототипирования
- 81. 7. Быстрое прототипирование и изготовление Хотя геометрическая модель используется как источник общих данных, процессы проектирования и
- 82. 7.1. Обзор После появления систем твердотельного моделирования в начале 70-х гг. XX в. делались попытки генерировать
- 83. 7.1. Обзор Отпадает необходимость в топологическом проектировании и распознавании по элементам, поскольку планирование процессов, в ходе
- 84. 7.1. Обзор Таким образом, поскольку процессы БПИ позволяют создать физический объект без использования инструментов, они хорошо
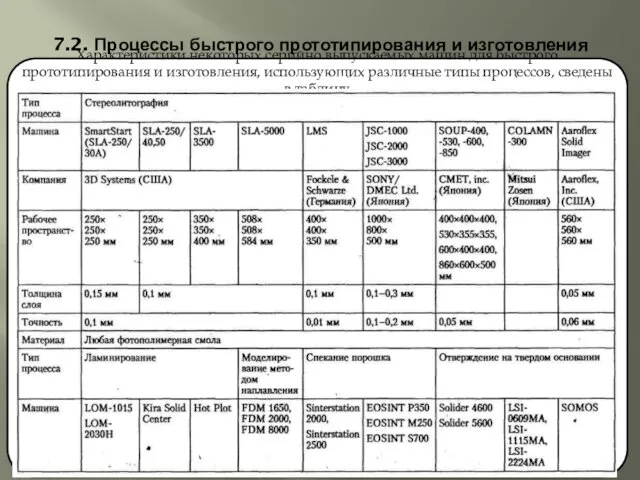
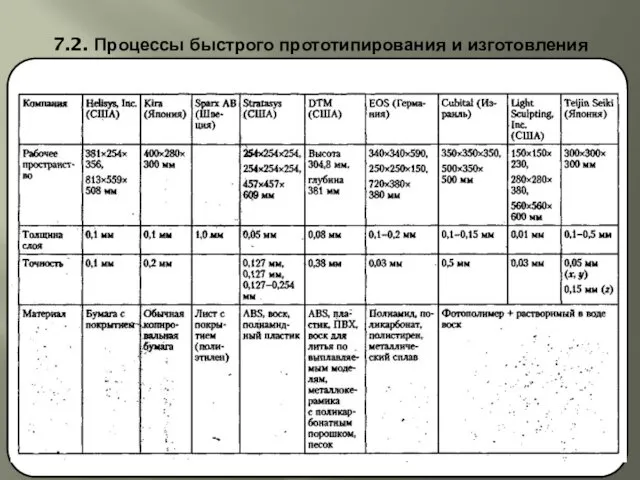
- 85. 7.2. Процессы быстрого прототипирования и изготовления Характеристики некоторых серийно выпускаемых машин для быстрого прототипирования и изготовления,
- 86. 7.2. Процессы быстрого прототипирования и изготовления
- 87. 7.2.1. Стереолитография В конце 70-х — начале 80-х гг. XX в. А. Герберт из корпорации ЗМ
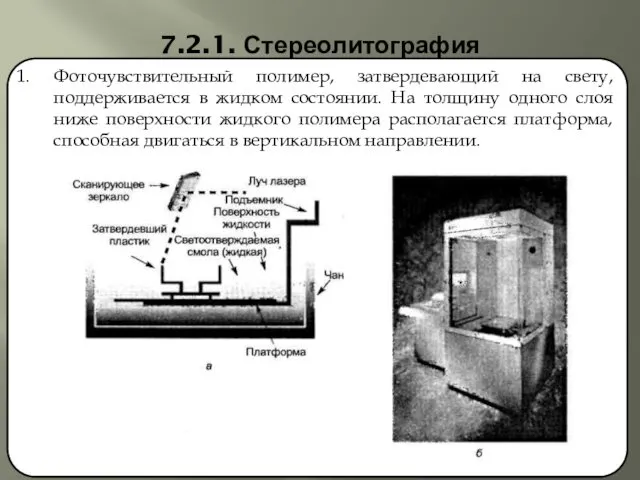
- 88. 7.2.1. Стереолитография Фоточувствительный полимер, затвердевающий на свету, поддерживается в жидком состоянии. На толщину одного слоя ниже
- 89. 7.2.1. Стереолитография 2. Ультрафиолетовый лазер сканирует слой полимера над платформой, отверждая полимер по форме соответствующего поперечного
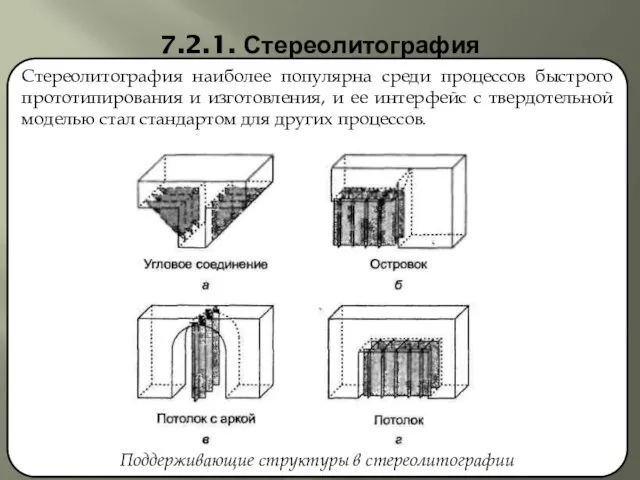
- 90. 7.2.1. Стереолитография Стереолитография наиболее популярна среди процессов быстрого прототипирования и изготовления, и ее интерфейс с твердотельной
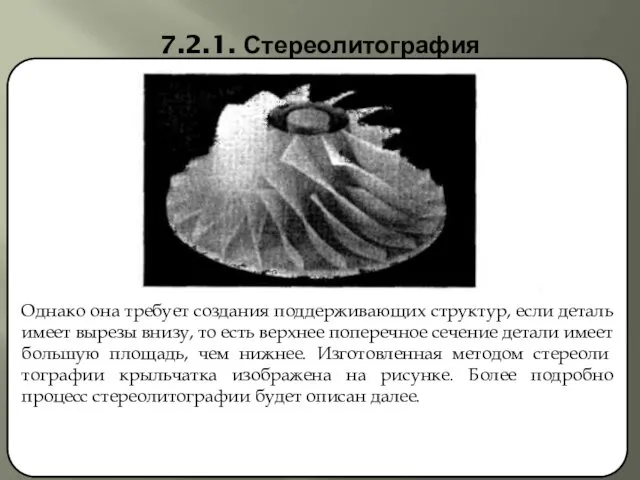
- 91. 7.2.1. Стереолитография Однако она требует создания поддерживающих структур, если деталь имеет вырезы внизу, то есть верхнее
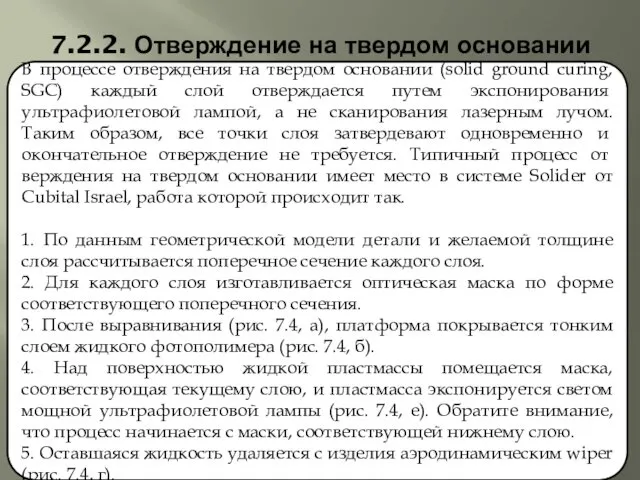
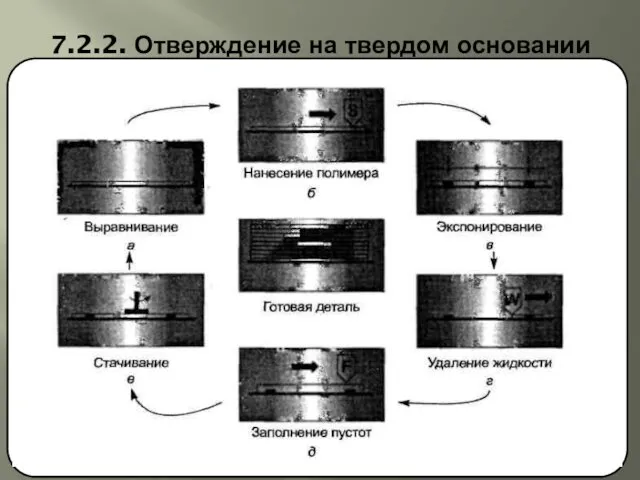
- 92. 7.2.2. Отверждение на твердом основании В процессе отверждения на твердом основании (solid ground curing, SGC) каждый
- 93. 7.2.2. Отверждение на твердом основании
- 94. 7.2.2. Отверждение на твердом основании 6. Изделие покрывается слоем жидкого воска, который заполняет пустоты (рис. 7.4,
- 95. 7.2.3. Избирательное лазерное спекание Процесс изготовления детали путем избирательного лазерного спекания, разработанный фирмой DTM (США), протекает
- 96. 7.2.3. Избирательное лазерное спекание
- 97. 7.2.3. Избирательное лазерное спекание Поддерживающая структура не требуется, потому что пустоты каждого слоя заполняются необработанным порошком.
- 98. 7.2.3. Избирательное лазерное спекание Получившаяся деталь носит название «коричневой детали» (brown part). Без дальнейшей обработки деталь
- 99. 7.2.4. Трехмерная печать Разработанный в Массачусетсом Технологическом институте процесс трехмерной печати был назван так из-за своей
- 100. 7.2.4. Трехмерная печать
- 101. 7.2.4. Трехмерная печать С помощью трехмерной печати было бы удобно изготавливать формы для литья, поскольку форма
- 102. 7.2.5. Ламинирование В процессе ламинирования (laminated object manufacturing — LOM), коммерциализированном фирмой Helisys, деталь изготавливается путем
- 103. 7.2.5. Ламинирование
- 104. 7.2.5. Ламинирование 3. Области слоя, выходящие за пределы контуров, штрихуются лазером (то есть рассекаются на маленькие
- 105. 7.2.5. Ламинирование Иными словами, ламинирование позволяет избежать создания специальных подпорок, которые точно фиксировали бы эти «островки»
- 106. 7.2.5. Ламинирование Рис. 7.8. Процесс удаления черепичек
- 107. 7.2.5. Ламинирование Помимо преимуществ и недостатков процесс ламинирования имеет следующие характеристики. - Это субтрактивный, а не
- 108. 7.2.5. Ламинирование Хотя процесс потенциально применим ко многим материалам, включая пластики, композиты и металлы, наиболее популярным
- 109. 7.2.6. Моделирование методом наплавления В процессе наплавления (fused-deposition modeling — FDM), коммерциализированном фирмой Stratasys, каждый слой
- 110. 7.2.6. Моделирование методом наплавления
- 111. 7.2.6. Моделирование методом наплавления
- 112. 7.2.6. Моделирование методом наплавления
- 114. Скачать презентацию
Введение
Прогресс науки и техники, потребности в новых промышленных изделиях обусловливают необходимость
Введение
Прогресс науки и техники, потребности в новых промышленных изделиях обусловливают необходимость
Содержание 1
1. Основные понятия и определения
1.1 Проектирование как объект автоматизации
1.2 Аспекты
Содержание 1
1. Основные понятия и определения
1.1 Проектирование как объект автоматизации
1.2 Аспекты
1 ОСНОВНЫЕ ПОНЯТИЯ И ОПРЕДЕЛЕНИЯ
1.1. Проектирование как объект автоматизации.
Для создания любой
1 ОСНОВНЫЕ ПОНЯТИЯ И ОПРЕДЕЛЕНИЯ
1.1. Проектирование как объект автоматизации.
Для создания любой
1 ОСНОВНЫЕ ПОНЯТИЯ И ОПРЕДЕЛЕНИЯ
1.1. Проектирование как объект автоматизации.
Неавтоматизированное проектирование —
1 ОСНОВНЫЕ ПОНЯТИЯ И ОПРЕДЕЛЕНИЯ
1.1. Проектирование как объект автоматизации.
Неавтоматизированное проектирование —
1 ОСНОВНЫЕ ПОНЯТИЯ И ОПРЕДЕЛЕНИЯ
1.1. Проектирование как объект автоматизации.
Степень автоматизации
1 ОСНОВНЫЕ ПОНЯТИЯ И ОПРЕДЕЛЕНИЯ
1.1. Проектирование как объект автоматизации.
Степень автоматизации
1 ОСНОВНЫЕ ПОНЯТИЯ И ОПРЕДЕЛЕНИЯ
1.2. Аспекты и иерархические уровни проектирования
В представлениях
1 ОСНОВНЫЕ ПОНЯТИЯ И ОПРЕДЕЛЕНИЯ
1.2. Аспекты и иерархические уровни проектирования
В представлениях
1 ОСНОВНЫЕ ПОНЯТИЯ И ОПРЕДЕЛЕНИЯ
1.2. Аспекты и иерархические уровни проектирования
В соответствии
1 ОСНОВНЫЕ ПОНЯТИЯ И ОПРЕДЕЛЕНИЯ
1.2. Аспекты и иерархические уровни проектирования
В соответствии
1 ОСНОВНЫЕ ПОНЯТИЯ И ОПРЕДЕЛЕНИЯ
1.2. Аспекты и иерархические уровни проектирования
Разделение описаний
1 ОСНОВНЫЕ ПОНЯТИЯ И ОПРЕДЕЛЕНИЯ
1.2. Аспекты и иерархические уровни проектирования
Разделение описаний
1 ОСНОВНЫЕ ПОНЯТИЯ И ОПРЕДЕЛЕНИЯ
1.2. Аспекты и иерархические уровни проектирования
Сборочные единицы
1 ОСНОВНЫЕ ПОНЯТИЯ И ОПРЕДЕЛЕНИЯ
1.2. Аспекты и иерархические уровни проектирования
Сборочные единицы
1 ОСНОВНЫЕ ПОНЯТИЯ И ОПРЕДЕЛЕНИЯ
1.3. Стадии, этапы и процедуры проектирования.
В проектировании
1 ОСНОВНЫЕ ПОНЯТИЯ И ОПРЕДЕЛЕНИЯ
1.3. Стадии, этапы и процедуры проектирования.
В проектировании
1 ОСНОВНЫЕ ПОНЯТИЯ И ОПРЕДЕЛЕНИЯ
1.3. Стадии, этапы и процедуры проектирования.
На стадии
1 ОСНОВНЫЕ ПОНЯТИЯ И ОПРЕДЕЛЕНИЯ
1.3. Стадии, этапы и процедуры проектирования.
На стадии
1 ОСНОВНЫЕ ПОНЯТИЯ И ОПРЕДЕЛЕНИЯ
1.3. Стадии, этапы и процедуры проектирования.
В ходе
1 ОСНОВНЫЕ ПОНЯТИЯ И ОПРЕДЕЛЕНИЯ
1.3. Стадии, этапы и процедуры проектирования.
В ходе
1 ОСНОВНЫЕ ПОНЯТИЯ И ОПРЕДЕЛЕНИЯ
1.3. Стадии, этапы и процедуры проектирования.
В частности,
1 ОСНОВНЫЕ ПОНЯТИЯ И ОПРЕДЕЛЕНИЯ
1.3. Стадии, этапы и процедуры проектирования.
В частности,
1 ОСНОВНЫЕ ПОНЯТИЯ И ОПРЕДЕЛЕНИЯ
1.3. Стадии, этапы и процедуры проектирования.
1 ОСНОВНЫЕ ПОНЯТИЯ И ОПРЕДЕЛЕНИЯ
1.3. Стадии, этапы и процедуры проектирования.
2. ПРИНЦИПЫ СОЗДАНИЯ САПР.
Для создания САПР необходимы (необходимые условия создания):
•совершенствование проектирования
2. ПРИНЦИПЫ СОЗДАНИЯ САПР.
Для создания САПР необходимы (необходимые условия создания):
•совершенствование проектирования
2. ПРИНЦИПЫ СОЗДАНИЯ САПР.
Принцип системного единства обеспечивает целостность системы и системную
2. ПРИНЦИПЫ СОЗДАНИЯ САПР.
Принцип системного единства обеспечивает целостность системы и системную
2. ПРИНЦИПЫ СОЗДАНИЯ САПР.
Накопленный опыт позволяет выделить следующие основные особенности построения
2. ПРИНЦИПЫ СОЗДАНИЯ САПР.
Накопленный опыт позволяет выделить следующие основные особенности построения
2. ПРИНЦИПЫ СОЗДАНИЯ САПР.
Следует особо подчеркнуть целесообразность обеспечения комплексного характера САПР,
2. ПРИНЦИПЫ СОЗДАНИЯ САПР.
Следует особо подчеркнуть целесообразность обеспечения комплексного характера САПР,
2. ПРИНЦИПЫ СОЗДАНИЯ САПР.
Так, информационные связи могут проявляться в том, что
2. ПРИНЦИПЫ СОЗДАНИЯ САПР.
Так, информационные связи могут проявляться в том, что
2. ПРИНЦИПЫ СОЗДАНИЯ САПР.
САПР - открытая и развивающаяся система. Существуют по
2. ПРИНЦИПЫ СОЗДАНИЯ САПР.
САПР - открытая и развивающаяся система. Существуют по
3. СОСТАВ И СТРУКТУРА САПР.
Составными структурными частями САПР, жестко связанными с
3. СОСТАВ И СТРУКТУРА САПР.
Составными структурными частями САПР, жестко связанными с
3. СОСТАВ И СТРУКТУРА САПР.
Формирование и использование моделей объекта проектирования в
3. СОСТАВ И СТРУКТУРА САПР.
Формирование и использование моделей объекта проектирования в
3. СОСТАВ И СТРУКТУРА САПР.
3. СОСТАВ И СТРУКТУРА САПР.
3. СОСТАВ И СТРУКТУРА САПР.
Комбинированные КСАП, относящиеся к продукции производственно-технического назначения,
3. СОСТАВ И СТРУКТУРА САПР.
Комбинированные КСАП, относящиеся к продукции производственно-технического назначения,
3. СОСТАВ И СТРУКТУРА САПР.
Проблемно-ориентированные ПМК могут включать программные средства, предназначенные
3. СОСТАВ И СТРУКТУРА САПР.
Проблемно-ориентированные ПМК могут включать программные средства, предназначенные
3. СОСТАВ И СТРУКТУРА САПР.
Комплексы средств могут объединять свои вычислительные и
3. СОСТАВ И СТРУКТУРА САПР.
Комплексы средств могут объединять свои вычислительные и
3. СОСТАВ И СТРУКТУРА САПР.
Общесистемные ПМК включают в себя программное, информационное,
3. СОСТАВ И СТРУКТУРА САПР.
Общесистемные ПМК включают в себя программное, информационное,
3. СОСТАВ И СТРУКТУРА САПР.
Мониторные системы управления функционированием технических средств в
3. СОСТАВ И СТРУКТУРА САПР.
Мониторные системы управления функционированием технических средств в
3. СОСТАВ И СТРУКТУРА САПР.
Информационно-поисковые системы (ИПС) в САПР выполняют такие
3. СОСТАВ И СТРУКТУРА САПР.
Информационно-поисковые системы (ИПС) в САПР выполняют такие
3. СОСТАВ И СТРУКТУРА САПР.
Система управления базами данных (СУБД) — программно-методический
3. СОСТАВ И СТРУКТУРА САПР.
Система управления базами данных (СУБД) — программно-методический
3. СОСТАВ И СТРУКТУРА САПР.
Программно-методические комплексы машинной графики обеспечивают взаимодействие пользователя
3. СОСТАВ И СТРУКТУРА САПР.
Программно-методические комплексы машинной графики обеспечивают взаимодействие пользователя
3. СОСТАВ И СТРУКТУРА САПР.
Диалоговый режим обеспечивается программно-методическими комплексами, осуществляющими ввод,
3. СОСТАВ И СТРУКТУРА САПР.
Диалоговый режим обеспечивается программно-методическими комплексами, осуществляющими ввод,
3. СОСТАВ И СТРУКТУРА САПР.
Примечание: Знак «+» означает, что наличие технического
3. СОСТАВ И СТРУКТУРА САПР.
Примечание: Знак «+» означает, что наличие технического
4. КОМПОНЕНТЫ ВИДОВ ОБЕСПЕЧЕНИЯ САПР.
Средства автоматизации проектирования можно сгруппировать по видам
4. КОМПОНЕНТЫ ВИДОВ ОБЕСПЕЧЕНИЯ САПР.
Средства автоматизации проектирования можно сгруппировать по видам
4. КОМПОНЕНТЫ ВИДОВ ОБЕСПЕЧЕНИЯ САПР.
Математическое обеспечение. Основу математического обеспечения (МО) САПР
4. КОМПОНЕНТЫ ВИДОВ ОБЕСПЕЧЕНИЯ САПР.
Математическое обеспечение. Основу математического обеспечения (МО) САПР
4. КОМПОНЕНТЫ ВИДОВ ОБЕСПЕЧЕНИЯ САПР.
Что касается второй части математического обеспечения, то
4. КОМПОНЕНТЫ ВИДОВ ОБЕСПЕЧЕНИЯ САПР.
Что касается второй части математического обеспечения, то
4. КОМПОНЕНТЫ ВИДОВ ОБЕСПЕЧЕНИЯ САПР.
Перспективной в совершенствовании и типизации технологии процессов
4. КОМПОНЕНТЫ ВИДОВ ОБЕСПЕЧЕНИЯ САПР.
Перспективной в совершенствовании и типизации технологии процессов
4. КОМПОНЕНТЫ ВИДОВ ОБЕСПЕЧЕНИЯ САПР.
Рассмотрим принципиальные особенности ПО, влияющие на организацию
4. КОМПОНЕНТЫ ВИДОВ ОБЕСПЕЧЕНИЯ САПР.
Рассмотрим принципиальные особенности ПО, влияющие на организацию
4. КОМПОНЕНТЫ ВИДОВ ОБЕСПЕЧЕНИЯ САПР.
Важным компонентом общесистемного ПО является базовое ПО.
4. КОМПОНЕНТЫ ВИДОВ ОБЕСПЕЧЕНИЯ САПР.
Важным компонентом общесистемного ПО является базовое ПО.
4. КОМПОНЕНТЫ ВИДОВ ОБЕСПЕЧЕНИЯ САПР.
Средства программной обработки данных представлены процессорами и
4. КОМПОНЕНТЫ ВИДОВ ОБЕСПЕЧЕНИЯ САПР.
Средства программной обработки данных представлены процессорами и
4. КОМПОНЕНТЫ ВИДОВ ОБЕСПЕЧЕНИЯ САПР.
Основная составная часть информационного обеспечения САПР –
4. КОМПОНЕНТЫ ВИДОВ ОБЕСПЕЧЕНИЯ САПР.
Основная составная часть информационного обеспечения САПР –
4. КОМПОНЕНТЫ ВИДОВ ОБЕСПЕЧЕНИЯ САПР.
Организационное обеспечение САПР включает положения, инструкции, приказы,
4. КОМПОНЕНТЫ ВИДОВ ОБЕСПЕЧЕНИЯ САПР.
Организационное обеспечение САПР включает положения, инструкции, приказы,
5. РАЗНОВИДНОСТИ САПР
5. Разновидности САПР
5.1. История САПР
5.2. Обзор машиностроительных САПР
5. РАЗНОВИДНОСТИ САПР
5. Разновидности САПР
5.1. История САПР
5.2. Обзор машиностроительных САПР
5. РАЗНОВИДНОСТИ САПР
Сегодня под словом «САПР» понимается гораздо большее, нежели просто
5. РАЗНОВИДНОСТИ САПР
Сегодня под словом «САПР» понимается гораздо большее, нежели просто
5. РАЗНОВИДНОСТИ САПР
Кроме того, известны более специализированные САПРы, или выделяемые в
5. РАЗНОВИДНОСТИ САПР
Кроме того, известны более специализированные САПРы, или выделяемые в
5.1 ИСТОРИЯ САПР
Под термином “САПР для машиностроения” в нашей стране обычно
5.1 ИСТОРИЯ САПР
Под термином “САПР для машиностроения” в нашей стране обычно
5.1 ИСТОРИЯ САПР
Таким образом, к середине 80-х системы САПР для машиностроения
5.1 ИСТОРИЯ САПР
Таким образом, к середине 80-х системы САПР для машиностроения
5.1 ИСТОРИЯ САПР
5.1 ИСТОРИЯ САПР
5.2 ОБЗОР МАШИНОСТРОИТЕЛЬНЫХ САПР
Основными требованиями к промышленному производству являются сокращение срока
5.2 ОБЗОР МАШИНОСТРОИТЕЛЬНЫХ САПР
Основными требованиями к промышленному производству являются сокращение срока
5.2 ОБЗОР МАШИНОСТРОИТЕЛЬНЫХ САПР
На втором этапе (80-е годы) появились и начали
5.2 ОБЗОР МАШИНОСТРОИТЕЛЬНЫХ САПР
На втором этапе (80-е годы) появились и начали
5.2 ОБЗОР МАШИНОСТРОИТЕЛЬНЫХ САПР
Принято делить CAD/CAM-системы по их функциональным характеристикам на
5.2 ОБЗОР МАШИНОСТРОИТЕЛЬНЫХ САПР
Принято делить CAD/CAM-системы по их функциональным характеристикам на
5.2 ОБЗОР МАШИНОСТРОИТЕЛЬНЫХ САПР
Проектирование механических изделий заключается прежде всего в конструировании,
5.2 ОБЗОР МАШИНОСТРОИТЕЛЬНЫХ САПР
Проектирование механических изделий заключается прежде всего в конструировании,
5.2 ОБЗОР МАШИНОСТРОИТЕЛЬНЫХ САПР
Развитие компьютерной графики определялось не только возможностями аппаратных
5.2 ОБЗОР МАШИНОСТРОИТЕЛЬНЫХ САПР
Развитие компьютерной графики определялось не только возможностями аппаратных
5.2 ОБЗОР МАШИНОСТРОИТЕЛЬНЫХ САПР
В этих системах используются графические форматы для обмена
5.2 ОБЗОР МАШИНОСТРОИТЕЛЬНЫХ САПР
В этих системах используются графические форматы для обмена
5.2 ОБЗОР МАШИНОСТРОИТЕЛЬНЫХ САПР
Параллельно проводились работы по стандартизации описаний геометрических моделей
5.2 ОБЗОР МАШИНОСТРОИТЕЛЬНЫХ САПР
Параллельно проводились работы по стандартизации описаний геометрических моделей
5.2 ОБЗОР МАШИНОСТРОИТЕЛЬНЫХ САПР
Еще раньше система CADDS5 была приобретена компанией PTC
5.2 ОБЗОР МАШИНОСТРОИТЕЛЬНЫХ САПР
Еще раньше система CADDS5 была приобретена компанией PTC
5.2 ОБЗОР МАШИНОСТРОИТЕЛЬНЫХ САПР
В 1993 г. в США создается компания Solidworks
5.2 ОБЗОР МАШИНОСТРОИТЕЛЬНЫХ САПР
В 1993 г. в США создается компания Solidworks
5.2 ОБЗОР МАШИНОСТРОИТЕЛЬНЫХ САПР
В системах инженерных расчетов и анализа CAE центральное
5.2 ОБЗОР МАШИНОСТРОИТЕЛЬНЫХ САПР
В системах инженерных расчетов и анализа CAE центральное
5.2 ОБЗОР МАШИНОСТРОИТЕЛЬНЫХ САПР
К числу лидеров программ CAE следует отнести также
5.2 ОБЗОР МАШИНОСТРОИТЕЛЬНЫХ САПР
К числу лидеров программ CAE следует отнести также
6. ИНТЕГРАЦИЯ CAD/САМ
6. Интеграция CAD\CAM
6.1. Производственный цикл детали
6.2. Технологическая подготовка производства
6.2.1.
6. ИНТЕГРАЦИЯ CAD/САМ
6. Интеграция CAD\CAM
6.1. Производственный цикл детали
6.2. Технологическая подготовка производства
6.2.1.
6. ИНТЕГРАЦИЯ CAD/САМ
Спроектированная деталь воплощается в готовый продукт средствами производства. Автоматизация
6. ИНТЕГРАЦИЯ CAD/САМ
Спроектированная деталь воплощается в готовый продукт средствами производства. Автоматизация
6.1. Производственный цикл детали
Все производство может быть поделено на дискретное и
6.1. Производственный цикл детали
Все производство может быть поделено на дискретное и
6.1. Производственный цикл детали
Рис. 6.1. Главные этапы дискретного производства
6.1. Производственный цикл детали
Рис. 6.1. Главные этапы дискретного производства
6.1. Производственный цикл детали
Когда готовый проект передается в производственный отдел, инженер-технолог
6.1. Производственный цикл детали
Когда готовый проект передается в производственный отдел, инженер-технолог
6.1. Производственный цикл детали
После завершения фазы технологической подготовки начинается реальное производство
6.1. Производственный цикл детали
После завершения фазы технологической подготовки начинается реальное производство
6.2. Технологическая подготовка производства
Технологическая подготовка производства (process planning) заключается в выборе
6.2. Технологическая подготовка производства
Технологическая подготовка производства (process planning) заключается в выборе
6.2. Технологическая подготовка производства
6.2. Технологическая подготовка производства
6.2. Технологическая подготовка производства
План производства детали или агрегата зависит от множества
6.2. Технологическая подготовка производства
План производства детали или агрегата зависит от множества
6.2. Технологическая подготовка производства
Таблица 6. Пример плана производства
6.2. Технологическая подготовка производства
Таблица 6. Пример плана производства
6.2.1. Неавтоматизированный подход
Традиционно планирование производства всегда выполнялось вручную. Теперь это называется
6.2.1. Неавтоматизированный подход
Традиционно планирование производства всегда выполнялось вручную. Теперь это называется
6.2.1. Неавтоматизированный подход
В процессе разработки планов производства новых продуктов инженеры-технологи чаще
6.2.1. Неавтоматизированный подход
В процессе разработки планов производства новых продуктов инженеры-технологи чаще
6.2.1. Неавтоматизированный подход
3. Определение элементов детали. Инженер-технолог выделяет элементы детали, то есть
6.2.1. Неавтоматизированный подход
3. Определение элементов детали. Инженер-технолог выделяет элементы детали, то есть
6.2.1. Неавтоматизированный подход
4. Группировка элементов по конфигурациям. Инженер-технолог группирует элементы таким образом,
6.2.1. Неавтоматизированный подход
4. Группировка элементов по конфигурациям. Инженер-технолог группирует элементы таким образом,
6.2.1. Неавтоматизированный подход
8. Итоговая проверка плана. Инженер-технолог проверяет осуществимость конкретных конфигураций, вероятность
6.2.1. Неавтоматизированный подход
8. Итоговая проверка плана. Инженер-технолог проверяет осуществимость конкретных конфигураций, вероятность
6.2.2. Модифицированный подход
Модифицированный подход — это один из двух методов/используемых для
6.2.2. Модифицированный подход
Модифицированный подход — это один из двух методов/используемых для
6.2.2. Модифицированный подход
Модифицированный подход к разработке плана производства выражается в следующем.
6.2.2. Модифицированный подход
Модифицированный подход к разработке плана производства выражается в следующем.
6.2.3. Генеративный подход
Генеративный подход (generative approach) состоит в том, что технологический
6.2.3. Генеративный подход
Генеративный подход (generative approach) состоит в том, что технологический
6.2.3. Генеративный подход
Некоторые конструктивные элементы однозначно сопоставляются технологическим, тогда как преобразование
6.2.3. Генеративный подход
Некоторые конструктивные элементы однозначно сопоставляются технологическим, тогда как преобразование
7. Быстрое прототипирование и изготовление
7. Быстрое прототипирование и изготовление
7.1. Обзор
7.2. Процессы
7. Быстрое прототипирование и изготовление
7. Быстрое прототипирование и изготовление
7.1. Обзор
7.2. Процессы
7. Быстрое прототипирование и изготовление
Хотя геометрическая модель используется как источник общих
7. Быстрое прототипирование и изготовление
Хотя геометрическая модель используется как источник общих
7.1. Обзор
После появления систем твердотельного моделирования в начале 70-х гг. XX
7.1. Обзор
После появления систем твердотельного моделирования в начале 70-х гг. XX
7.1. Обзор
Отпадает необходимость в топологическом проектировании и распознавании по элементам, поскольку
7.1. Обзор
Отпадает необходимость в топологическом проектировании и распознавании по элементам, поскольку
7.1. Обзор
Таким образом, поскольку процессы БПИ позволяют создать физический объект без
7.1. Обзор
Таким образом, поскольку процессы БПИ позволяют создать физический объект без
7.2. Процессы быстрого прототипирования и изготовления
Характеристики некоторых серийно выпускаемых машин для
7.2. Процессы быстрого прототипирования и изготовления
Характеристики некоторых серийно выпускаемых машин для
7.2. Процессы быстрого прототипирования и изготовления
7.2. Процессы быстрого прототипирования и изготовления
7.2.1. Стереолитография
В конце 70-х — начале 80-х гг. XX в. А.
7.2.1. Стереолитография
В конце 70-х — начале 80-х гг. XX в. А.
7.2.1. Стереолитография
Фоточувствительный полимер, затвердевающий на свету, поддерживается в жидком состоянии. На
7.2.1. Стереолитография
Фоточувствительный полимер, затвердевающий на свету, поддерживается в жидком состоянии. На
7.2.1. Стереолитография
2. Ультрафиолетовый лазер сканирует слой полимера над платформой, отверждая полимер
7.2.1. Стереолитография
2. Ультрафиолетовый лазер сканирует слой полимера над платформой, отверждая полимер
7.2.1. Стереолитография
Стереолитография наиболее популярна среди процессов быстрого прототипирования и изготовления, и
7.2.1. Стереолитография
Стереолитография наиболее популярна среди процессов быстрого прототипирования и изготовления, и
7.2.1. Стереолитография
Однако она требует создания поддерживающих структур, если деталь имеет вырезы
7.2.1. Стереолитография
Однако она требует создания поддерживающих структур, если деталь имеет вырезы
7.2.2. Отверждение на твердом основании
В процессе отверждения на твердом основании (solid
7.2.2. Отверждение на твердом основании
В процессе отверждения на твердом основании (solid
7.2.2. Отверждение на твердом основании
7.2.2. Отверждение на твердом основании
7.2.2. Отверждение на твердом основании
6. Изделие покрывается слоем жидкого воска, который
7.2.2. Отверждение на твердом основании
6. Изделие покрывается слоем жидкого воска, который
7.2.3. Избирательное лазерное спекание
Процесс изготовления детали путем избирательного лазерного спекания, разработанный
7.2.3. Избирательное лазерное спекание
Процесс изготовления детали путем избирательного лазерного спекания, разработанный

7.2.3. Избирательное лазерное спекание
7.2.3. Избирательное лазерное спекание
7.2.3. Избирательное лазерное спекание
Поддерживающая структура не требуется, потому что пустоты каждого
7.2.3. Избирательное лазерное спекание
Поддерживающая структура не требуется, потому что пустоты каждого
7.2.3. Избирательное лазерное спекание
Получившаяся деталь носит название «коричневой детали» (brown part).
7.2.3. Избирательное лазерное спекание
Получившаяся деталь носит название «коричневой детали» (brown part).
7.2.4. Трехмерная печать
Разработанный в Массачусетсом Технологическом институте процесс трехмерной печати был
7.2.4. Трехмерная печать
Разработанный в Массачусетсом Технологическом институте процесс трехмерной печати был

7.2.4. Трехмерная печать
7.2.4. Трехмерная печать
7.2.4. Трехмерная печать
С помощью трехмерной печати было бы удобно изготавливать формы
7.2.4. Трехмерная печать
С помощью трехмерной печати было бы удобно изготавливать формы
7.2.5. Ламинирование
В процессе ламинирования (laminated object manufacturing — LOM), коммерциализированном фирмой
7.2.5. Ламинирование
В процессе ламинирования (laminated object manufacturing — LOM), коммерциализированном фирмой

7.2.5. Ламинирование
7.2.5. Ламинирование
7.2.5. Ламинирование
3. Области слоя, выходящие за пределы контуров, штрихуются лазером (то
7.2.5. Ламинирование
3. Области слоя, выходящие за пределы контуров, штрихуются лазером (то
7.2.5. Ламинирование
Иными словами, ламинирование позволяет избежать создания специальных подпорок, которые точно
7.2.5. Ламинирование
Иными словами, ламинирование позволяет избежать создания специальных подпорок, которые точно

7.2.5. Ламинирование
Рис. 7.8. Процесс удаления черепичек
7.2.5. Ламинирование
Рис. 7.8. Процесс удаления черепичек
7.2.5. Ламинирование
Помимо преимуществ и недостатков процесс ламинирования имеет следующие характеристики.
- Это
7.2.5. Ламинирование
Помимо преимуществ и недостатков процесс ламинирования имеет следующие характеристики.
- Это
7.2.5. Ламинирование
Хотя процесс потенциально применим ко многим материалам, включая пластики, композиты
7.2.5. Ламинирование
Хотя процесс потенциально применим ко многим материалам, включая пластики, композиты
7.2.6. Моделирование методом наплавления
В процессе наплавления (fused-deposition modeling — FDM), коммерциализированном
7.2.6. Моделирование методом наплавления
В процессе наплавления (fused-deposition modeling — FDM), коммерциализированном

7.2.6. Моделирование методом наплавления
7.2.6. Моделирование методом наплавления
7.2.6. Моделирование методом наплавления
7.2.6. Моделирование методом наплавления
7.2.6. Моделирование методом наплавления
7.2.6. Моделирование методом наплавления
 Автоматизированный выбор заготовки
Автоматизированный выбор заготовки MS Excel Проміжні підсумки. Зведені таблиці
MS Excel Проміжні підсумки. Зведені таблиці Особливості викладання інформатики
Особливості викладання інформатики Модели распространения мультимедийного контента
Модели распространения мультимедийного контента Спілкування з однолітками. Стосунки між хлопцями й дівчатами. Безпека спілкування в Інтернеті. Урок 28
Спілкування з однолітками. Стосунки між хлопцями й дівчатами. Безпека спілкування в Інтернеті. Урок 28 Электронные журналы Karger
Электронные журналы Karger Аватария - мир, где сбываются мечты
Аватария - мир, где сбываются мечты Электронные таблицы Excel
Электронные таблицы Excel Презентация Текстовый редактор
Презентация Текстовый редактор Информатика. Этимология и значение слова
Информатика. Этимология и значение слова Создание базы данных Приемная комиссия
Создание базы данных Приемная комиссия Сравнительный анализ дизайна интернет-сайтов
Сравнительный анализ дизайна интернет-сайтов Глава 3. Модульное программирование (ассемблер)
Глава 3. Модульное программирование (ассемблер) Инструменты выделения в Adobe Photoshop
Инструменты выделения в Adobe Photoshop Анализ затрат на информационное обеспечение деятельности компании
Анализ затрат на информационное обеспечение деятельности компании Основные этапы моделирования
Основные этапы моделирования Системы счисления. Двоичная система счисления
Системы счисления. Двоичная система счисления Сообщество ВКонтакте: Мульты Disney
Сообщество ВКонтакте: Мульты Disney Многопользовательская компьютерная игра Counter-Strike: Global Offensive
Многопользовательская компьютерная игра Counter-Strike: Global Offensive Международный интегратор эффективных ИТ-решений
Международный интегратор эффективных ИТ-решений Применение здоровьесберегающих технологий на уроках информатики и ИКТ
Применение здоровьесберегающих технологий на уроках информатики и ИКТ Кодирование информации. Двоичное кодирование
Кодирование информации. Двоичное кодирование Объект и его свойства
Объект и его свойства Что такое личный бренд?
Что такое личный бренд? Язык РНР Управляющие конструкции
Язык РНР Управляющие конструкции Составные типы данных
Составные типы данных Сети Ethernet. Канальный уровень, коммутация, VLAN
Сети Ethernet. Канальный уровень, коммутация, VLAN Программа профессиональной пробы Информационные технологии
Программа профессиональной пробы Информационные технологии