- Мерительный инструмент

Содержание
- 2. Штангенциркуль
- 3. Устройство штангенциркуля ШЦ-1-125 Штангенциркуль является универсальным инструментом, так как данный прибор способен с высокой точностью измерить
- 4. Штангенциркуль ШЦК шцк - на данном приборе также имеется круговая шкала, для считывания данных показаний следует
- 5. Штангенциркуль ШЦЦ шцц - этот прибор отличается наличием цифровой индикации.
- 6. Штангенциркуль ШЦ-2-250-0,05 К основным функциям, которыми обладает данное изделие, можно отнести: Измерение внешних размеров, для этого
- 8. Дробная величина 0,35 мм получена в результате умножения величины отсчета (0,05 мм) на порядковый номер штриха
- 9. Штангенциркуль ШЦ-III-630 Принцип работы тот же самый как у ШЦ-1 используется для измерения деталей имеющих большие
- 10. МИКРОМЕТР Скоба. Пятка. Она может быть запрессована в корпус, а может быть сменной у микрометров с
- 11. Определение показаний микрометра Отметим последний полностью открытый барабаном штрих миллиметровой шкалы стебля. Его значение составляет целое
- 12. Нутромеры 1. Индикаторный нутромер Нутромер предназначен для проведения точных измерений внутри отверстий. Нутромер еще называют по
- 14. Измерение индикаторным нутромером Подобрать и притереть блок КМД в размер Dн с боковиками и установить все
- 15. Кроме того бывают трехконтактные индикаторные нутромеры. Преимущество трехконтактных нутромеров в том, что их не надо покачивать,
- 16. Устройство микрометрического нутромера
- 17. КАЛИБРЫ Калибрами называются такие измерительные инструменты, которыми проверяются правильность размеров и формы изделий и при помощи
- 18. Предельные калибры имеют два размера: один размер калибра равен наименьшему предельному размеру детали, второй - наибольшему.
- 19. Предельные калибры для отверстий называются калибрами-пробками и представляют собой стержень с двумя цилиндрами. Проходные калибры-пробки при
- 20. Предельными калибрами для валов служат калибры-скобы. Один конец скобы проходной, другой - непроходной. Размер проходной стороны
- 21. Предельные размеры изделий, для которых предназначены калибры, называются номинальными размерами калибров. Калибры для контроля изделий называются
- 22. Шаблоны Шаблоны бывают различными, в зависимости от измеряемых поверхностей и формы деталей.
- 23. Шаблон для определения шага резьбы. После того как профиль резбы шаблона точно совпадает с резьбой болта,
- 24. Шаблон радиусный
- 25. Шаблоны для измерения фасонных поверхностей. Прикладывают так, чтобы поверхности максимально совпадали.
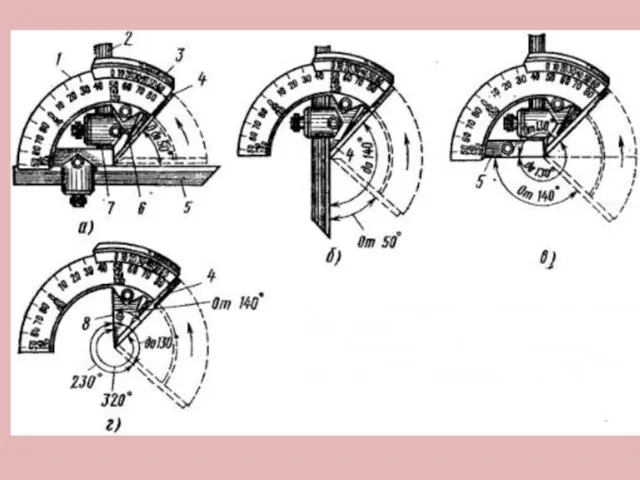
- 26. УГЛОМЕРЫ Угломер с нониусом является многомерным инструментом, предназначенным для измерения наружных и внутренних углов с точностью
- 28. При измерении наружных углов 0—50° применяют наладку, показанную на (рис.а), где измерительными сторонами угломера являются ребра
- 29. Угломер с нониусом 4УМ типа 4 Предназначен для измерения наружных углов от 0° до 180°. Значение
- 30. Угломер с нониусом 2УМ тип 1 (ГОСТ 8378) Предназначен для измерения наружных углов изделий от 0°
- 31. Угломер маятниковый 3УРИ Предназначен для измерений углов режущих инструментов. Угломер пригоден для измерения различных углов большинства
- 32. Работа угломера основана на принципе действия массы маятника, жестко соединенного с показывающей стрелкой и имеющего общую
- 33. Контроль конусов С помощью калибров
- 35. Угол конуса конических поверхностей контролируют нерегулируемыми (жесткими) (рис. 1, а) или регулируемыми угловыми шаблонами (рис. 1,б).
- 36. В условиях единичного производства широко применяют контроль конусов «на краску». Контрольный конус с нанесенной на его
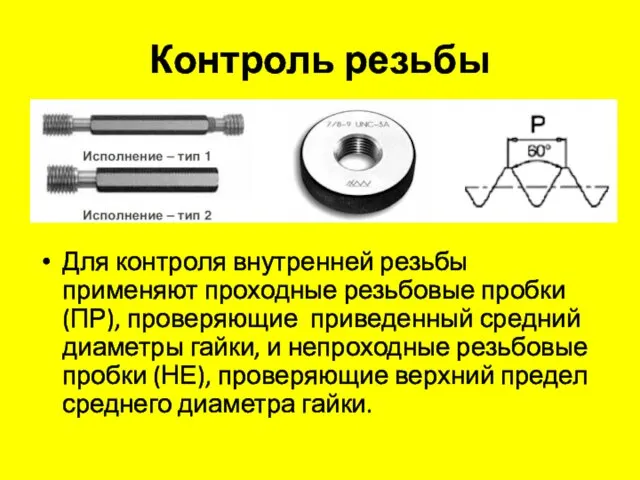
- 37. Контроль резьбы Для контроля внутренней резьбы применяют проходные резьбовые пробки (ПР), проверяющие приведенный средний диаметры гайки,
- 38. Резьбовые калибры Калибр-пробка резьбовой проходной ПР должен свободно ввинчиваться в контролируемую внутреннюю резьбу. Свинчиваемость калибра с
- 39. Шаблон для определения шага резьбы. После того как профиль резбы шаблона точно совпадает с резьбой болта,
- 41. Скачать презентацию

Штангенциркуль
Штангенциркуль
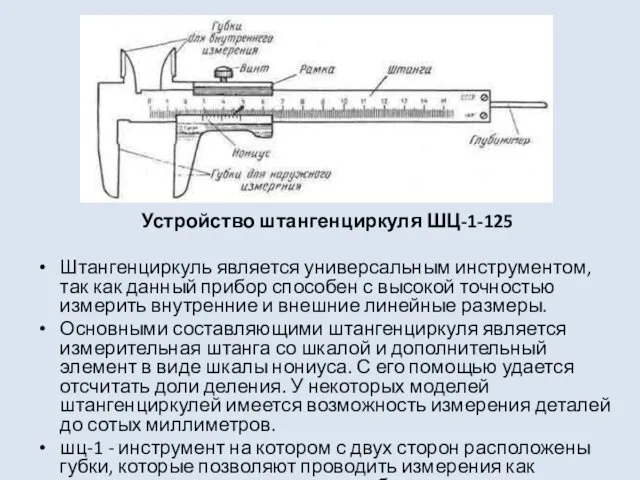
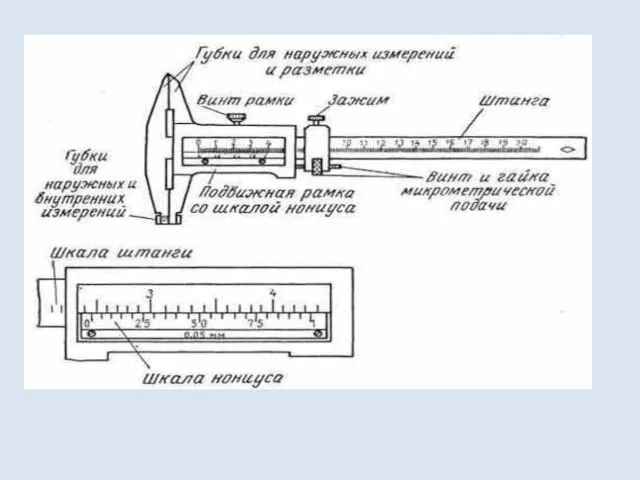
Устройство штангенциркуля ШЦ-1-125
Штангенциркуль является универсальным инструментом, так как данный прибор способен
Устройство штангенциркуля ШЦ-1-125
Штангенциркуль является универсальным инструментом, так как данный прибор способен

Штангенциркуль ШЦК
шцк - на данном приборе также имеется круговая шкала, для
Штангенциркуль ШЦК
шцк - на данном приборе также имеется круговая шкала, для

Штангенциркуль ШЦЦ
шцц - этот прибор отличается наличием цифровой индикации.
Штангенциркуль ШЦЦ
шцц - этот прибор отличается наличием цифровой индикации.
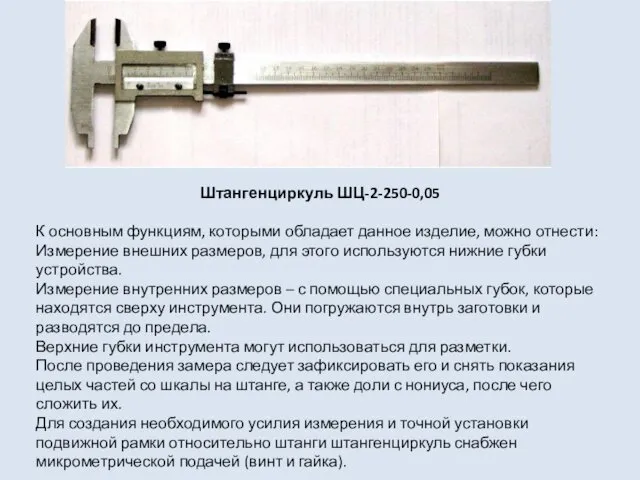
Штангенциркуль ШЦ-2-250-0,05
К основным функциям, которыми обладает данное изделие, можно отнести:
Измерение внешних
Штангенциркуль ШЦ-2-250-0,05
К основным функциям, которыми обладает данное изделие, можно отнести:
Измерение внешних
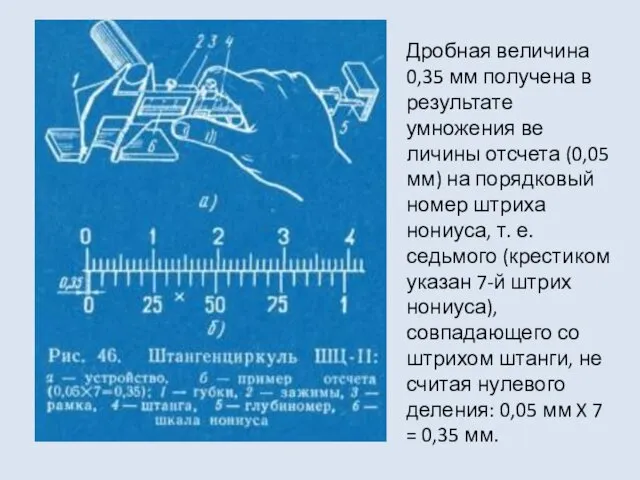
Дробная величина 0,35 мм получена в результате умножения величины отсчета (0,05
Дробная величина 0,35 мм получена в результате умножения величины отсчета (0,05
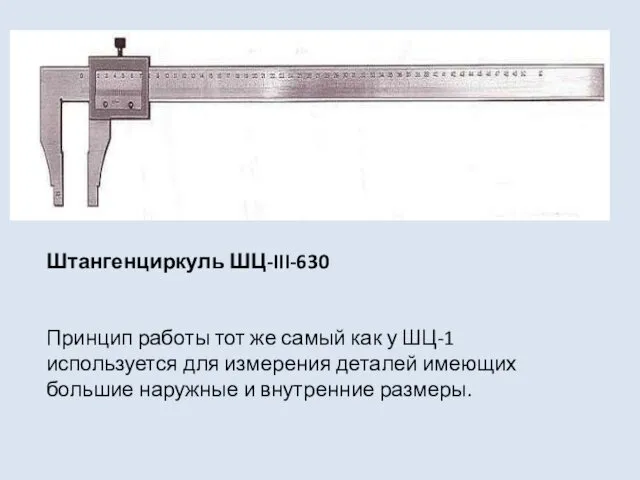
Штангенциркуль ШЦ-III-630
Принцип работы тот же самый как у ШЦ-1 используется для
Штангенциркуль ШЦ-III-630
Принцип работы тот же самый как у ШЦ-1 используется для

МИКРОМЕТР
Скоба.
Пятка. Она может быть запрессована в корпус, а может быть сменной
МИКРОМЕТР
Скоба.
Пятка. Она может быть запрессована в корпус, а может быть сменной
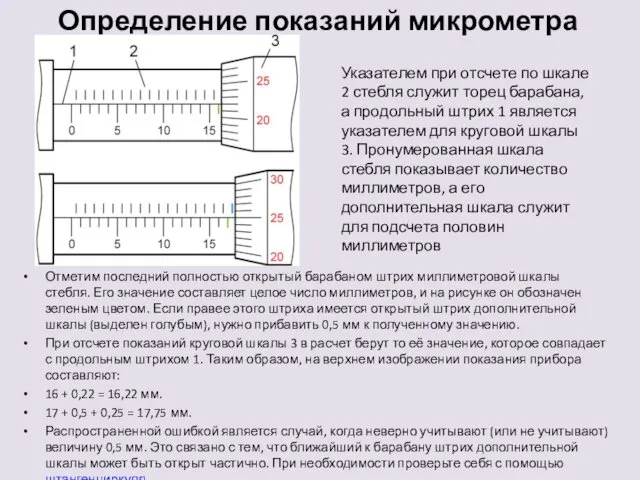
Определение показаний микрометра
Отметим последний полностью открытый барабаном штрих миллиметровой шкалы стебля.
Определение показаний микрометра
Отметим последний полностью открытый барабаном штрих миллиметровой шкалы стебля.

Нутромеры
1. Индикаторный нутромер
Нутромер предназначен для проведения точных измерений внутри отверстий.
Нутромер
Нутромеры
1. Индикаторный нутромер
Нутромер предназначен для проведения точных измерений внутри отверстий.
Нутромер
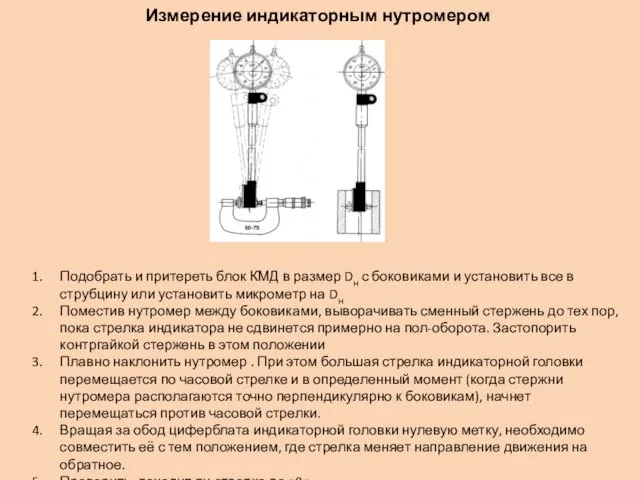
Измерение индикаторным нутромером
Подобрать и притереть блок КМД в размер Dн с боковиками
Измерение индикаторным нутромером
Подобрать и притереть блок КМД в размер Dн с боковиками
Кроме того бывают трехконтактные индикаторные нутромеры.
Преимущество трехконтактных нутромеров в том,
Кроме того бывают трехконтактные индикаторные нутромеры.
Преимущество трехконтактных нутромеров в том,
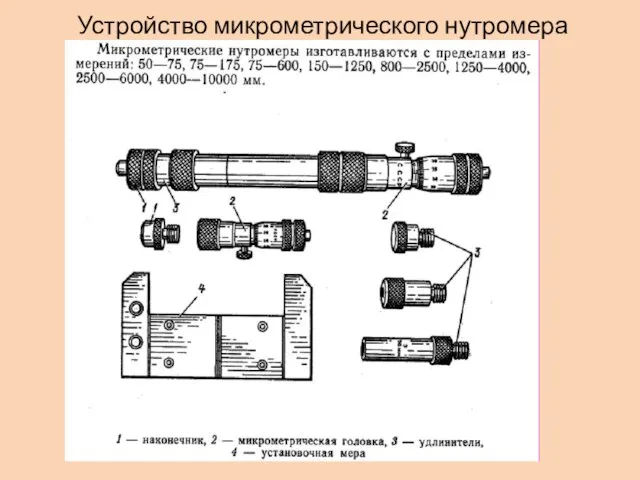
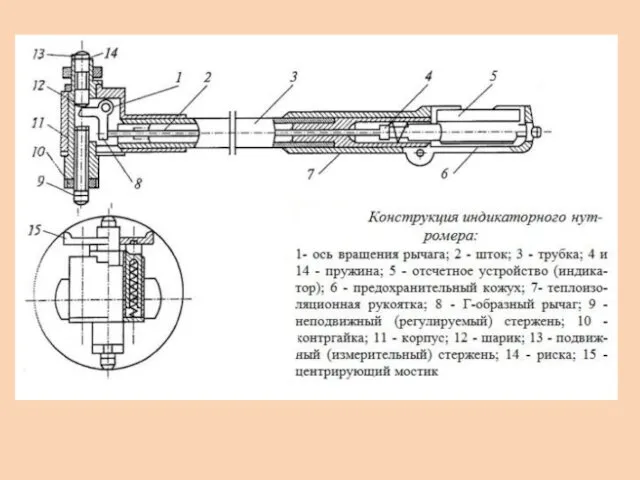
Устройство микрометрического нутромера
Устройство микрометрического нутромера
КАЛИБРЫ
Калибрами называются такие измерительные инструменты, которыми проверяются правильность размеров и формы
КАЛИБРЫ
Калибрами называются такие измерительные инструменты, которыми проверяются правильность размеров и формы
Предельные калибры имеют два размера: один размер калибра равен наименьшему предельному
Предельные калибры имеют два размера: один размер калибра равен наименьшему предельному
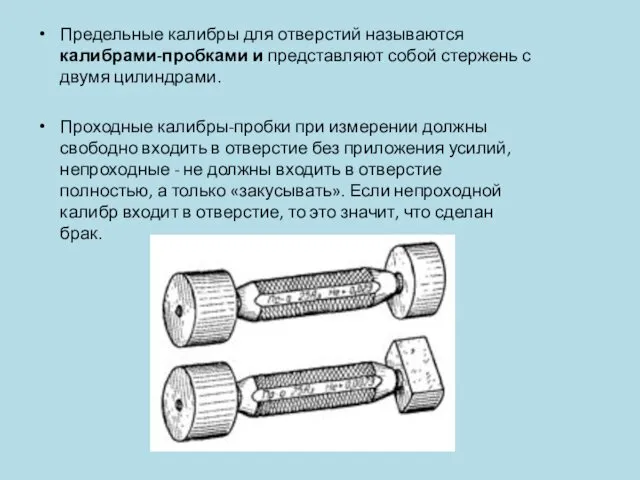
Предельные калибры для отверстий называются калибрами-пробками и представляют собой стержень с
Предельные калибры для отверстий называются калибрами-пробками и представляют собой стержень с
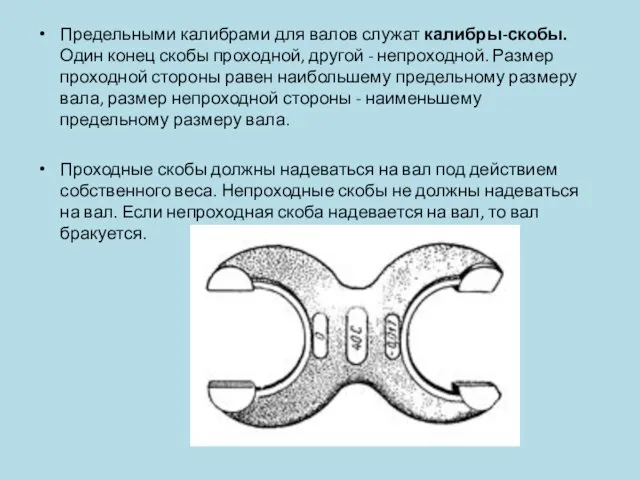
Предельными калибрами для валов служат калибры-скобы. Один конец скобы проходной, другой
Предельными калибрами для валов служат калибры-скобы. Один конец скобы проходной, другой
Предельные размеры изделий, для которых предназначены калибры, называются номинальными размерами калибров.
Калибры
Предельные размеры изделий, для которых предназначены калибры, называются номинальными размерами калибров.
Калибры
Шаблоны
Шаблоны бывают различными, в зависимости от измеряемых поверхностей и формы деталей.
Шаблоны
Шаблоны бывают различными, в зависимости от измеряемых поверхностей и формы деталей.

Шаблон для определения шага резьбы.
После того как профиль резбы шаблона точно
Шаблон для определения шага резьбы.
После того как профиль резбы шаблона точно

Шаблон радиусный
Шаблон радиусный
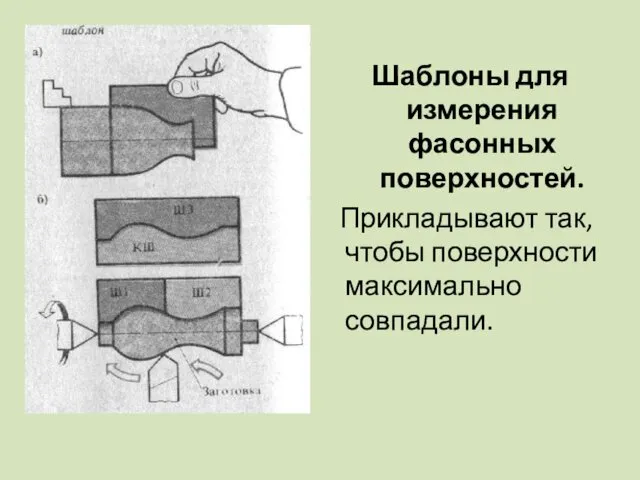
Шаблоны для измерения фасонных поверхностей.
Прикладывают так, чтобы поверхности максимально совпадали.
Шаблоны для измерения фасонных поверхностей.
Прикладывают так, чтобы поверхности максимально совпадали.

УГЛОМЕРЫ
Угломер с нониусом является многомерным инструментом, предназначенным для измерения наружных и
УГЛОМЕРЫ
Угломер с нониусом является многомерным инструментом, предназначенным для измерения наружных и
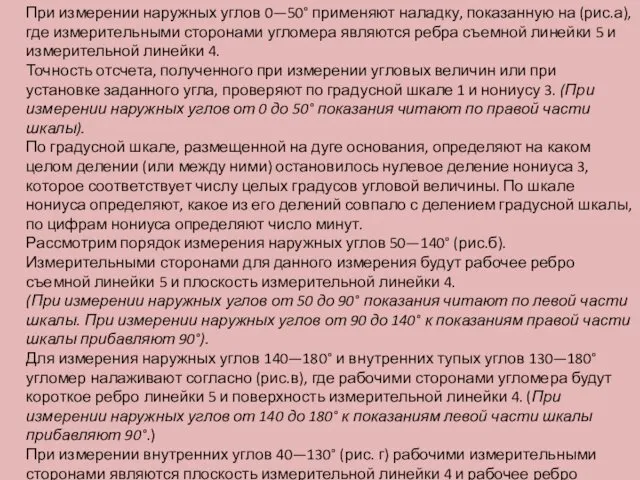
При измерении наружных углов 0—50° применяют наладку, показанную на (рис.а), где
При измерении наружных углов 0—50° применяют наладку, показанную на (рис.а), где

Угломер с нониусом 4УМ типа 4
Предназначен для измерения наружных углов от
Угломер с нониусом 4УМ типа 4
Предназначен для измерения наружных углов от
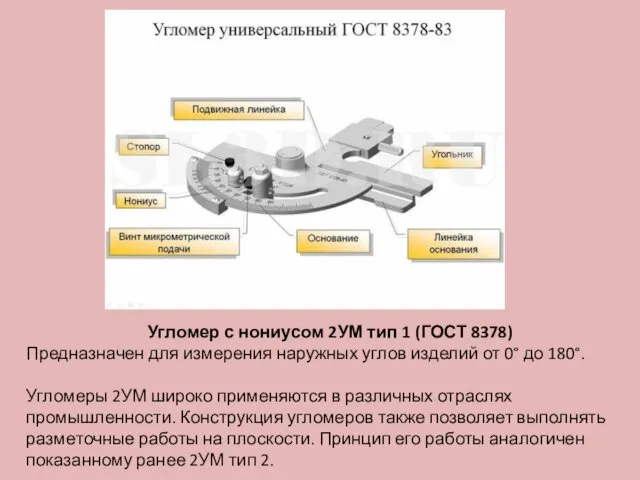
Угломер с нониусом 2УМ тип 1 (ГОСТ 8378)
Предназначен для измерения наружных
Угломер с нониусом 2УМ тип 1 (ГОСТ 8378)
Предназначен для измерения наружных
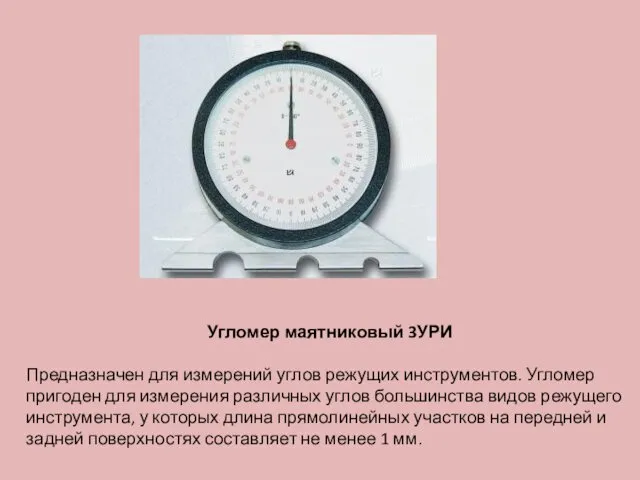
Угломер маятниковый 3УРИ
Предназначен для измерений углов режущих инструментов. Угломер пригоден для
Угломер маятниковый 3УРИ
Предназначен для измерений углов режущих инструментов. Угломер пригоден для
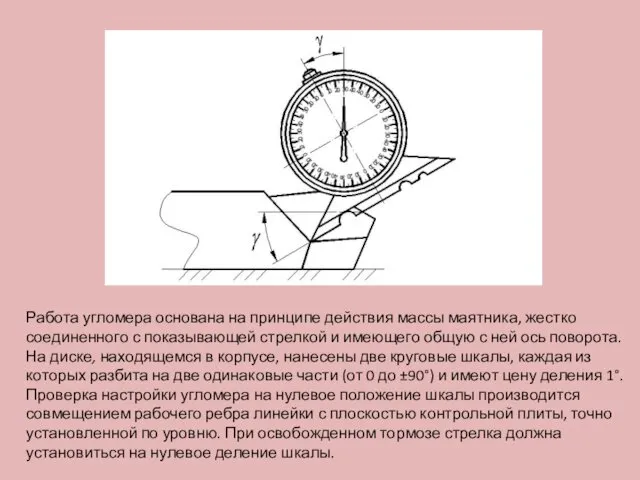
Работа угломера основана на принципе действия массы маятника, жестко соединенного с
Работа угломера основана на принципе действия массы маятника, жестко соединенного с
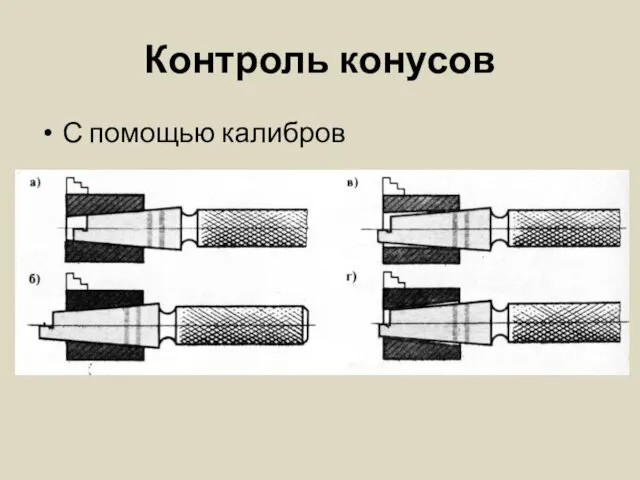
Контроль конусов
С помощью калибров
Контроль конусов
С помощью калибров
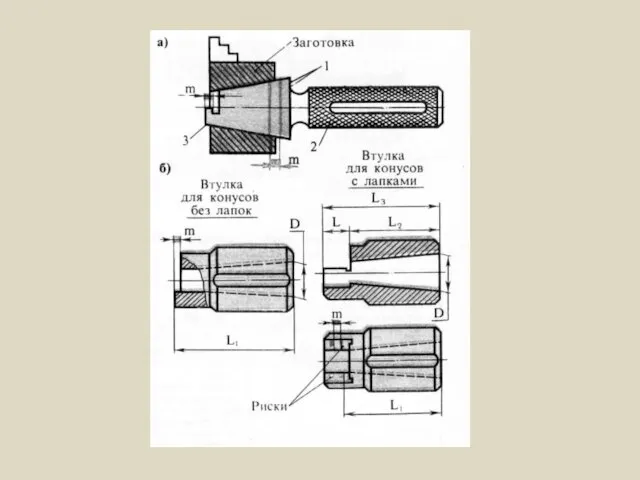
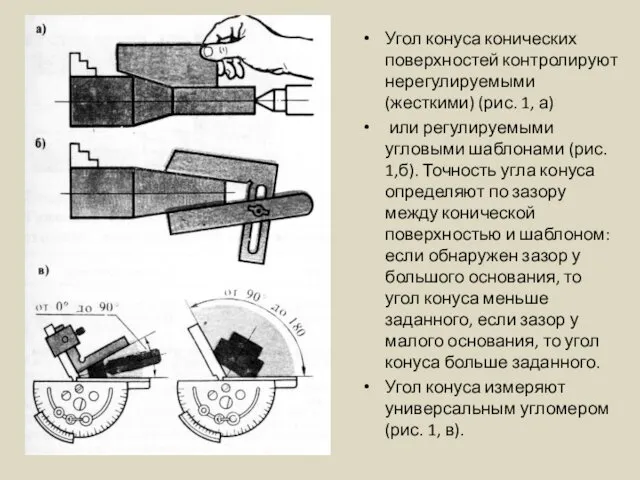
Угол конуса конических поверхностей контролируют нерегулируемыми (жесткими) (рис. 1, а)
или
Угол конуса конических поверхностей контролируют нерегулируемыми (жесткими) (рис. 1, а)
или
В условиях единичного производства широко применяют контроль конусов «на краску». Контрольный
В условиях единичного производства широко применяют контроль конусов «на краску». Контрольный
Контроль резьбы
Для контроля внутренней резьбы применяют проходные резьбовые пробки (ПР), проверяющие
Контроль резьбы
Для контроля внутренней резьбы применяют проходные резьбовые пробки (ПР), проверяющие
Резьбовые калибры
Калибр-пробка резьбовой проходной ПР должен свободно ввинчиваться в контролируемую внутреннюю
Резьбовые калибры
Калибр-пробка резьбовой проходной ПР должен свободно ввинчиваться в контролируемую внутреннюю

Шаблон для определения шага резьбы.
После того как профиль резбы шаблона точно
Шаблон для определения шага резьбы.
После того как профиль резбы шаблона точно
 Открытый банк заданий ОГЭ на подобие треугольников
Открытый банк заданий ОГЭ на подобие треугольников Доли и части от числа
Доли и части от числа Столбчатые диаграммы, графики. Задание 8, ОГЭ
Столбчатые диаграммы, графики. Задание 8, ОГЭ Евклид Александрийский
Евклид Александрийский Путешествие в страну Геометрию: Прямой угол
Путешествие в страну Геометрию: Прямой угол Тригонометрические уравнения. Практикум по решению
Тригонометрические уравнения. Практикум по решению Функции: свойства, графики
Функции: свойства, графики Синус, косинус и тангенс острого угла прямоугольного треугольника
Синус, косинус и тангенс острого угла прямоугольного треугольника Теория множеств
Теория множеств Прямой счёт
Прямой счёт Решение задач на совместную работу
Решение задач на совместную работу Матриці та дії над ними
Матриці та дії над ними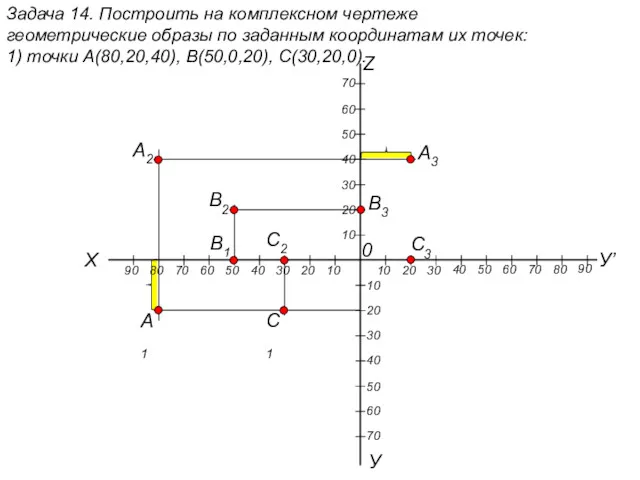 Построить на комплексном чертеже геометрические образы по заданным координатам их точек. (задача 14)
Построить на комплексном чертеже геометрические образы по заданным координатам их точек. (задача 14) Ментальная арифметика
Ментальная арифметика Обратные тригонометрические функции и их свойства. (10 класс)
Обратные тригонометрические функции и их свойства. (10 класс) Динамические эконометрические модели
Динамические эконометрические модели Радианная мера угла
Радианная мера угла Площадь прямоугольника. 8 класс
Площадь прямоугольника. 8 класс Векторы в пространстве. Тест
Векторы в пространстве. Тест Площа трикутника
Площа трикутника Sisteme determinate de ecuaţii algebrice liniare
Sisteme determinate de ecuaţii algebrice liniare Координаты вектора
Координаты вектора Теория кривых. Плоские кривые
Теория кривых. Плоские кривые Учимся определять время по часам
Учимся определять время по часам Доба. Замкнені і незамкнені лінії. Повторення вивченого. Урок №28
Доба. Замкнені і незамкнені лінії. Повторення вивченого. Урок №28 Подобные слагаемые. 6 класс
Подобные слагаемые. 6 класс презентация к уроку математики в 0 кл.школы II вида по теме Круг.
презентация к уроку математики в 0 кл.школы II вида по теме Круг. Устное умножение круглых сотен. 1 часть
Устное умножение круглых сотен. 1 часть