Ампулаларды этикеттеу. Ампулалар өндірісінде кешенді механизациялау және автоматтандыру проблемалары презентация
- Ампулаларды этикеттеу. Ампулалар өндірісінде кешенді механизациялау және автоматтандыру проблемалары

Содержание
- 2. Жоспар Кіріспе Негізгі бөлім Шаншуға арналған ерітінділерді ампулаларда босату ерекшелігі; Ампулаларға жазу түсіретін Симхович машинасы; Ампулалар
- 3. Инъекциялық ерітінді Инъекциялық ерітінді – бір немесе бірнеше дәрілік заттарды еріту жолымен алынған, парентеральды қолдануға арналған
- 4. Орамдауышқа ауыспалы деректерді (шығарылған күні, серия нөмірі және т. б.) енгізе отырып, ампулаға өзі желімделетін орамдауыштарды
- 5. Техникалық сипаттамалары : Орамдауыштардың өлшемдері: биіктігі — 18 мм, ұзындығы 28 мм. лентаның биіктігі — 20
- 6. Жұмыс істеу принципі Ампулалар арнайы латокқа тиеледі, содан кейін лактоктан тік қалыпта беретін үстелге түсіріледі. Ампула
- 7. Ампулаларға жазу түсіру жартылай автоматтарда жүргізіледі. 1 - корпус 2 - реттегіш қондырғы 3 - ванна
- 8. Бункерге ампулаларды салып, бергіш барабан көмегімен офсетті цилиндрге жібереді. Бұл офсетті цилиндрге жазбаның әріптері мен сандары
- 9. Дайын ампулалар ұялары бар қораптарға салынып оралады. Қораптың бетіне препараттың аты, саны және ерітіндінің концентрациясы көрсетілген,
- 10. Инъекциялық дәрілік сауыттарды орау перспективалары полиэтилен бөтелкелер BFS-Blow-Fiil-Seal Қаптар ( + ) термиялық стерильдеуге болады, (
- 11. Дайын өнімді таңбалау, орамдау (ампулалар) 1.Картон қораптар гофрированными қағаз бөгеттермен 2.Картон қораптар полимерлік ұяшығы бар-конструктор ампулалар
- 12. Таңбаланған қаптамада: Препараттың саудалық атауы Ампуладағы белсенді заттың құрамы номиналдық көлемі қолдану және енгізу тәсілі (ішкі)
- 13. BFS технологиясы Негізгі кемшіліктері: ұсақ үгінділер, сыну , үлкен салмақ, қолдану алдында қосымша цикл , резеңке
- 14. Артықшылықтары Көмірқышқыл газының салыстырмалы төмен шығарындыларынан тұратын технологияның экологиялық қауіпсіздігі және өндірісте одан әрі өңдеуге жарамды
- 15. Дәстүрлі орау технологиясымен салыстырғанда аз шығындар мен үлкен өнімділік Дайын өнімнің стерильділігінің жоғары деңгейі қамтамасыз етіледі
- 16. Орамдау дз шынының құрамдас бөліктерін ерітіп, оның коррозиясын тудыруы мүмкін(шыны силикаттар мен металл оксидтері қоспасының қатты
- 18. Жарамсыз ампулалардағы ерітінділерді қайта өңдеу Ампулдау процессінің барлық сатыларында жарамсыз болған ампулаларды жинстырып, жек лотоктарға салады
- 19. Еңбек өнімділігін арттыру дайындау, құрастыру, өңдеу, көліктік және қосалқы жұмыстарды қоса алғанда, дәнекерленген құрылымдарды дайындаудың барлық
- 20. Дәнекерлеу өндірісін кешенді автоматтандыру жүйесі дәнекерлеу процестерін автоматтандыру, дайындау, құрастыру, термиялық, бақылау, Көліктік және басқа да
- 22. Ерітіндінің атауы мен концентрациясы тікелей ампулада басылады. Осы мақсатта жетілдірілген Симхович машинасын қолданады (33-сурет). Тексерілген ампулалармен
- 23. Сауыттарға этикеткаларды жапсыруға арналған Машина НЕ-10.Marcopack таңбалау машиналары
- 24. Ампулаға өзі жабысатын затбелгіні салу машинасы
- 25. Қорытынды Өнеркәсіптік процестерді автоматтандыру мәселесі Жекелеген салалардағы жинақтау жұмыстары жұмсалған энергияның жалпы санының 20-50% көрсеткішіне жетуі
- 27. Скачать презентацию
Жоспар
Кіріспе
Негізгі бөлім
Шаншуға арналған ерітінділерді ампулаларда босату ерекшелігі;
Ампулаларға жазу түсіретін Симхович машинасы;
Ампулалар
Жоспар
Кіріспе
Негізгі бөлім
Шаншуға арналған ерітінділерді ампулаларда босату ерекшелігі;
Ампулаларға жазу түсіретін Симхович машинасы;
Ампулалар
Инъекциялық ерітінді
Инъекциялық ерітінді – бір немесе бірнеше дәрілік заттарды еріту жолымен
Инъекциялық ерітінді
Инъекциялық ерітінді – бір немесе бірнеше дәрілік заттарды еріту жолымен
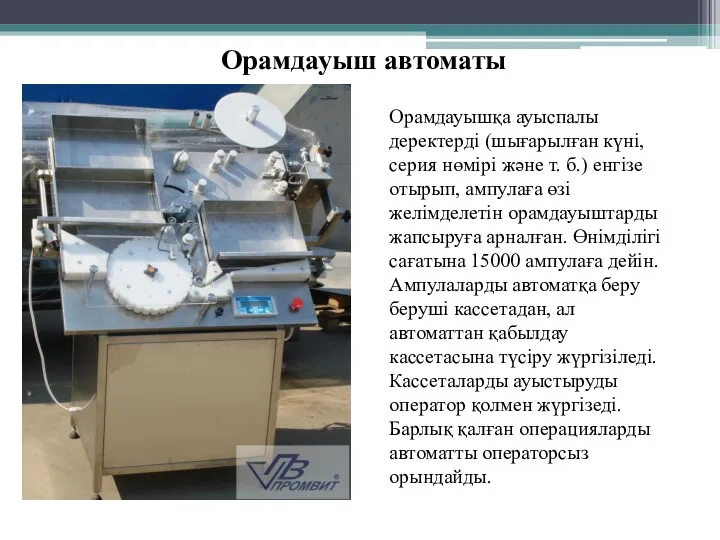
Орамдауышқа ауыспалы деректерді (шығарылған күні, серия нөмірі және т. б.) енгізе
Орамдауышқа ауыспалы деректерді (шығарылған күні, серия нөмірі және т. б.) енгізе
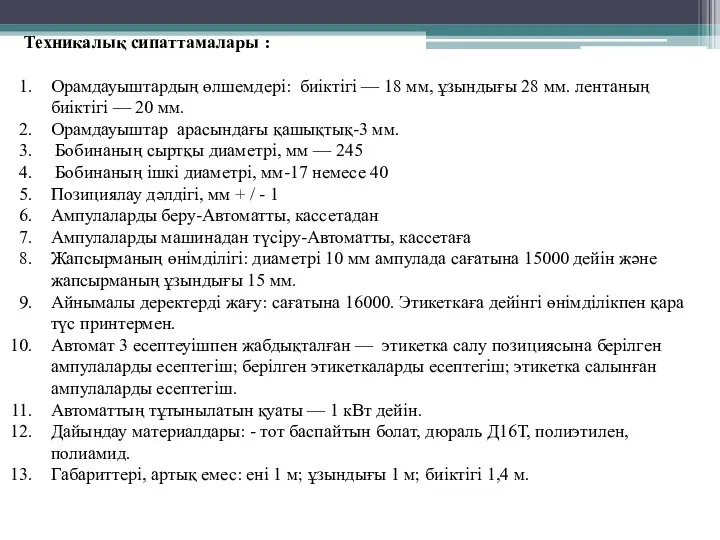
Техникалық сипаттамалары :
Орамдауыштардың өлшемдері: биіктігі — 18 мм, ұзындығы 28 мм.
Техникалық сипаттамалары :
Орамдауыштардың өлшемдері: биіктігі — 18 мм, ұзындығы 28 мм.
Жұмыс істеу принципі
Ампулалар арнайы латокқа тиеледі, содан кейін лактоктан тік қалыпта
Жұмыс істеу принципі
Ампулалар арнайы латокқа тиеледі, содан кейін лактоктан тік қалыпта
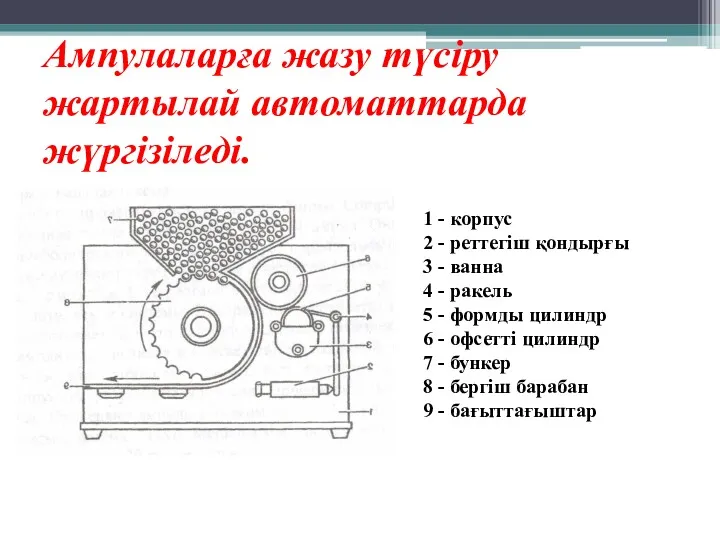
Ампулаларға жазу түсіру жартылай автоматтарда жүргізіледі.
1 - корпус
2 - реттегіш қондырғы
Ампулаларға жазу түсіру жартылай автоматтарда жүргізіледі.
1 - корпус
2 - реттегіш қондырғы
Бункерге ампулаларды салып, бергіш барабан көмегімен офсетті цилиндрге жібереді. Бұл офсетті
Бункерге ампулаларды салып, бергіш барабан көмегімен офсетті цилиндрге жібереді. Бұл офсетті
Дайын ампулалар ұялары бар қораптарға салынып оралады. Қораптың бетіне препараттың аты,
Дайын ампулалар ұялары бар қораптарға салынып оралады. Қораптың бетіне препараттың аты,
Инъекциялық дәрілік сауыттарды орау перспективалары
полиэтилен бөтелкелер BFS-Blow-Fiil-Seal
Қаптар
( + ) термиялық
Инъекциялық дәрілік сауыттарды орау перспективалары
полиэтилен бөтелкелер BFS-Blow-Fiil-Seal
Қаптар
( + ) термиялық
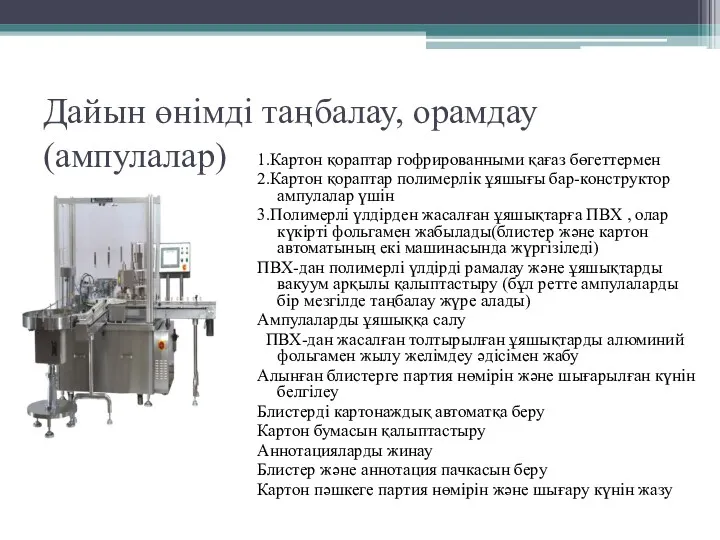
Дайын өнімді таңбалау, орамдау (ампулалар)
1.Картон қораптар гофрированными қағаз бөгеттермен
2.Картон қораптар полимерлік
Дайын өнімді таңбалау, орамдау (ампулалар)
1.Картон қораптар гофрированными қағаз бөгеттермен
2.Картон қораптар полимерлік
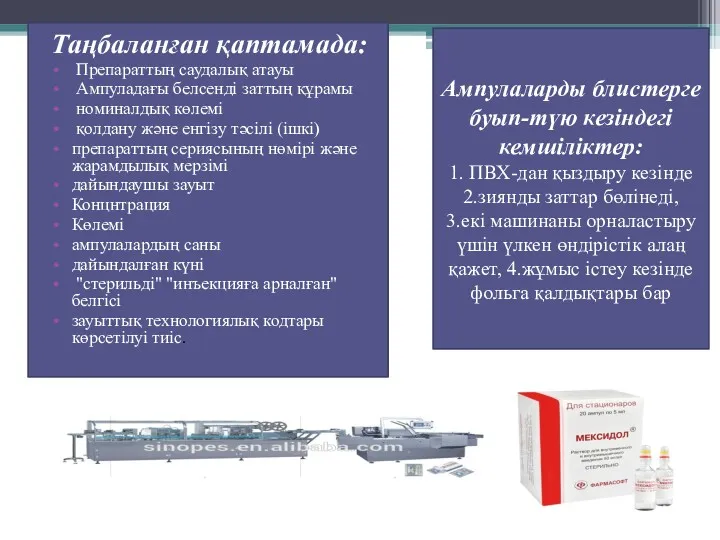
Таңбаланған қаптамада:
Препараттың саудалық атауы
Ампуладағы белсенді заттың құрамы
номиналдық көлемі
Таңбаланған қаптамада:
Препараттың саудалық атауы
Ампуладағы белсенді заттың құрамы
номиналдық көлемі
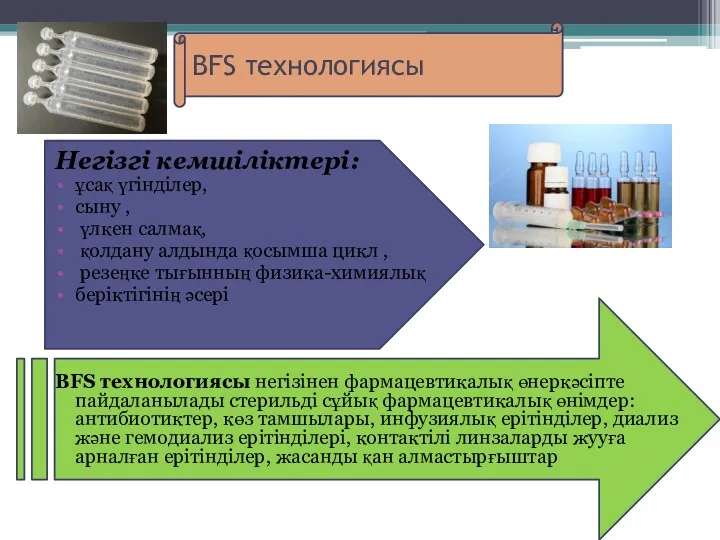
BFS технологиясы
Негізгі кемшіліктері:
ұсақ үгінділер,
сыну ,
үлкен салмақ,
қолдану
BFS технологиясы
Негізгі кемшіліктері:
ұсақ үгінділер,
сыну ,
үлкен салмақ,
қолдану
Артықшылықтары
Көмірқышқыл газының салыстырмалы төмен шығарындыларынан тұратын технологияның экологиялық қауіпсіздігі және
Артықшылықтары
Көмірқышқыл газының салыстырмалы төмен шығарындыларынан тұратын технологияның экологиялық қауіпсіздігі және
Дәстүрлі орау технологиясымен салыстырғанда аз шығындар мен үлкен өнімділік
Дайын өнімнің стерильділігінің
Дайын өнімнің стерильділігінің
Орамдау
дз шынының құрамдас бөліктерін ерітіп, оның коррозиясын тудыруы мүмкін(шыны силикаттар мен
Орамдау
дз шынының құрамдас бөліктерін ерітіп, оның коррозиясын тудыруы мүмкін(шыны силикаттар мен
Жарамсыз ампулалардағы ерітінділерді қайта өңдеу
Ампулдау процессінің барлық сатыларында жарамсыз болған ампулаларды
Жарамсыз ампулалардағы ерітінділерді қайта өңдеу
Ампулдау процессінің барлық сатыларында жарамсыз болған ампулаларды
Еңбек өнімділігін арттыру дайындау, құрастыру, өңдеу, көліктік және қосалқы жұмыстарды
Еңбек өнімділігін арттыру дайындау, құрастыру, өңдеу, көліктік және қосалқы жұмыстарды
Дәнекерлеу өндірісін кешенді автоматтандыру жүйесі дәнекерлеу процестерін автоматтандыру, дайындау, құрастыру,
Дәнекерлеу өндірісін кешенді автоматтандыру жүйесі дәнекерлеу процестерін автоматтандыру, дайындау, құрастыру,
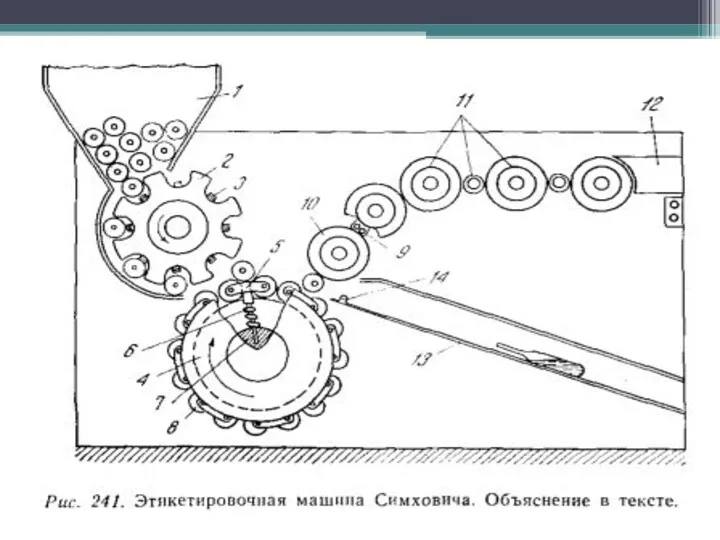
Ерітіндінің атауы мен концентрациясы тікелей ампулада басылады. Осы мақсатта жетілдірілген Симхович
Ерітіндінің атауы мен концентрациясы тікелей ампулада басылады. Осы мақсатта жетілдірілген Симхович

Сауыттарға этикеткаларды жапсыруға арналған Машина НЕ-10.Marcopack таңбалау машиналары
Сауыттарға этикеткаларды жапсыруға арналған Машина НЕ-10.Marcopack таңбалау машиналары

Ампулаға өзі жабысатын затбелгіні салу машинасы
Ампулаға өзі жабысатын затбелгіні салу машинасы
Қорытынды
Өнеркәсіптік процестерді автоматтандыру мәселесі Жекелеген салалардағы жинақтау жұмыстары жұмсалған энергияның жалпы
Қорытынды
Өнеркәсіптік процестерді автоматтандыру мәселесі Жекелеген салалардағы жинақтау жұмыстары жұмсалған энергияның жалпы
 Факторы патогенности микроорганизмов
Факторы патогенности микроорганизмов Анализ ассортимента и порядка отпуска антидепрессантов, используемых с целью злоупотребления
Анализ ассортимента и порядка отпуска антидепрессантов, используемых с целью злоупотребления Генетика пола. Наследование, сцепленное с полом
Генетика пола. Наследование, сцепленное с полом prezentatsiya_sibirskaya_yazva
prezentatsiya_sibirskaya_yazva Рак шейки матки и беременость
Рак шейки матки и беременость Ұлпа қабынуының этиологиясы мен патогенезі, патологиялық анатомиясы
Ұлпа қабынуының этиологиясы мен патогенезі, патологиялық анатомиясы Возбудитель сибирской язвы
Возбудитель сибирской язвы Үйреншікті жүктілікті көтере алмаушылық
Үйреншікті жүктілікті көтере алмаушылық Современные подходы к лечению эндометриоидных кист яичников
Современные подходы к лечению эндометриоидных кист яичников Некроз, Апоптоз
Некроз, Апоптоз Опухоли слюнных желез
Опухоли слюнных желез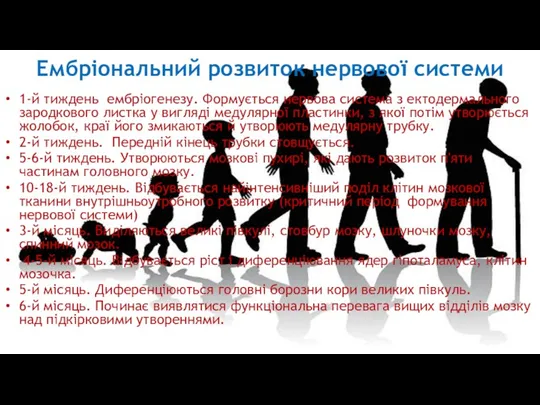 Ембріональний розвиток нервової системи
Ембріональний розвиток нервової системи Особенности визуального исследования органов кроветворения в детском возрасте
Особенности визуального исследования органов кроветворения в детском возрасте Аппендицит у беременных
Аппендицит у беременных Бешенство
Бешенство Вирусные заболевания слизистой полости рта у детей. Этиология патогенез. Методы диагностики, клиника
Вирусные заболевания слизистой полости рта у детей. Этиология патогенез. Методы диагностики, клиника Наркотические и ненаркотические анальгетики
Наркотические и ненаркотические анальгетики Бактериялық вагиноз (гарднереллалар)
Бактериялық вагиноз (гарднереллалар) Этика и деонтология в педиатрии. Периоды детского возраста. Особенности ухода за детьми различного возраста
Этика и деонтология в педиатрии. Периоды детского возраста. Особенности ухода за детьми различного возраста Чума́ (лат. pestis) — острое природно-очаговое инфекционное заболевание группы карантинных инфекций
Чума́ (лат. pestis) — острое природно-очаговое инфекционное заболевание группы карантинных инфекций Если хочешь быть здоровым - закаляйся
Если хочешь быть здоровым - закаляйся Клещевой энцефалит
Клещевой энцефалит Первая помощь при утоплении
Первая помощь при утоплении Вибриондар
Вибриондар Патофизиология эндокринной системы. (Лекция 34, 35)
Патофизиология эндокринной системы. (Лекция 34, 35) 3D моделирование в медицине
3D моделирование в медицине Коронавирусная инфекция
Коронавирусная инфекция Гиперпластические процессы эндометрия. Определение. Этиология. Патогенез
Гиперпластические процессы эндометрия. Определение. Этиология. Патогенез