- Организация технического сервиса. Государственный экзамен

Содержание
- 2. Основная литература 1. Проектирование предприятий технического сервиса / Под ред. И.Н. Кравченко: Учеб. Пособие. – СПб.:
- 3. Режим работы и годовой фонд времени (номинальный и действительный) предприятия технического сервиса. Методика расчета штатов ПТС
- 4. Методика определения состава и количества технологического оборудования. Расчет и обоснование потребности в технологическом оборудовании. (ВКР, методичка,
- 5. Изложить принципиальные подходы к планировке участков и технологического оборудования на участке. Способы расчета производственных площадей. (ВКР,
- 6. Принципы организации производства на предприятиях ТС (специализации, прямоточности, пропорциональности, параллельности, непрерывности, ритмичности, синхронности, механизации, автоматизации). Дать
- 7. Специализация предприятия - это сосредоточение его деятельности на выполнении определенного вида работ ограниченной номенклатуры объектов технического
- 8. Принцип параллельности требует параллельного (одновременного) выполнения отдельных частей производственного процесса, когда в каждый данный момент на
- 9. Принцип механизации требует замены ручного труда механизированным. При механизации значительно сокращается время работ и увеличивается производительность
- 10. Цель и формы развития ремонтно-обслуживающей базы предприятий ТС (новое строительство, расширение, реконструкция, техническое перевооружения). Привести примеры.
- 11. Формы развития РОБ В условиях деятельности предприятий технического сервиса значительная часть капитальных вложений направляется на новое
- 12. При новом строительстве осуществляется возведение комплекса объектов основного, подсобного и обслуживающего назначения вновь создаваемых предприятий, зданий
- 13. При расширении действующих предприятий производится строительство дополнительных производств на ранее созданном предприятии, возведение новых и расширение
- 14. Реконструкция действующих предприятий представляет собой обновление фондов на новой технической и технологической основе, которое обеспечивает увеличение
- 15. Техническое перевооружение действующих предприятий рассматривается как комплекс мероприятий по повышению технико-экономического уровня отдельных производств, цехов и
- 16. Все формы развития РОБ должны обеспечивать: высокую эффективность капитальных вложений путем наращивания мощности предприятий расширением, техническим
- 17. Совершенствование и развитие предприятий ТС на основе концентрации, специализации и кооперирования производства. Дать определения, привести примеры.
- 18. Основными направлениями совершенствования и развития ремонтно-обслуживающей базы сельского хозяйства, обеспечивающими повышение производительности труда, снижение затрат и
- 19. Концентрация производства - это процесс, когда, несмотря на рост объемов работ по ТО и ремонту машин,
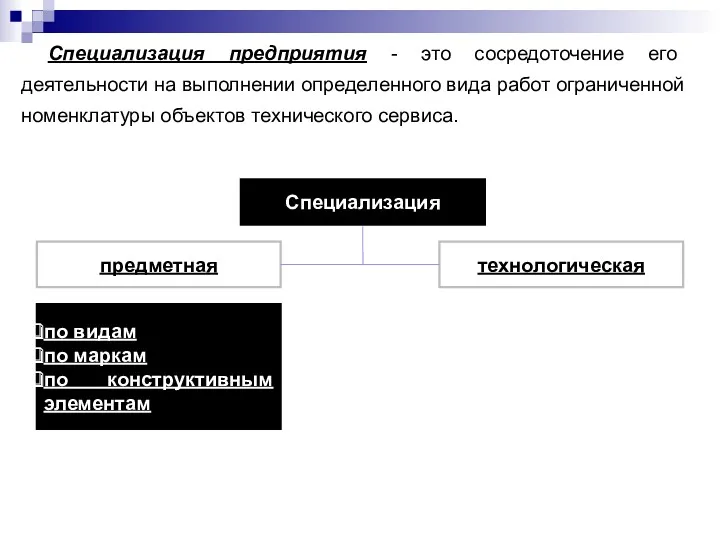
- 20. Специализация предприятия - это сосредоточение его деятельности на выполнении определенного вида работ ограниченной номенклатуры объектов технического
- 21. Специализация по видам предусматривает ТО и ремонт машин или оборудования какого-либо вида (тракторов, автомобилей, комбайнов, мелиоративных
- 22. Специализация по конструктивным элементам – при этом на одном предприятии сосредотачивают однотипные сборочные единицы или детали
- 23. Специализация по технологическим процессам предусматривает выполнение на предприятии объемов работ одного вида: нанесение различных покрытий, автоматическую
- 24. Кооперирование предприятий - это такая форма организации производства, при которой в обслуживании и ремонте одного объекта
- 25. Способы (тупиковый и поточный) и методы (обезличенный и необезличенный, агрегатный и узловой) организации ремонта. Область применения.
- 26. При тупиковом способе машины разбирают и собирают на одном месте. В этом случае приходится транспортировать большое
- 27. При поточном способе машины разбирают и собирают на специализированных рабочих местах поточных линий с определенной технологической
- 28. По сохранению принадлежности составных частей к конкретному экземпляру ремонтируемой машины различают обезличенный и необезличенный методы ремонта.
- 29. Необезличенный метод ремонта (ГОСТ 18322) - это метод ремонта, при котором сохраняется принадлежность восстанавливаемых деталей и
- 30. Агрегатный метод (ГОСТ 18322) - это метод ремонта, при котором неисправные сборочные единицы заменяются новыми или
- 31. Узловой метод ремонта характеризуется тем, что разборку машины производят в основном узлами и частично деталями. Узлы
- 32. Производственный процесс ремонтного предприятия (основные, вспомогательные и обслуживающие процессы), технологические процессы и операции. Дать определения понятиям
- 33. Производственный процесс - совокупность всех действий людей и орудий труда, необходимых на данном предприятии для изготовления
- 34. Производственный процесс ремонтного предприятия характеризуется совокупностью организационно-технических и технологических действий, в результате которых восстанавливается работоспособность (исправность)
- 35. Дать определение основным организационным показателям производственного процесса ремонта объектов на предприятии (производственная программа, такт (ритм) ремонта,
- 36. Производственная программа ремонтного предприятия Характеризуется номенклатурой работ, предусматриваемой производственно-финансовым планом предприятия. Производственная программа исчисляется в: физических
- 37. Такт ремонта При организации производства специализированного ремонтного предприятия особое внимание уделяют организации ритмичности производства, т.е. соблюдению
- 38. Общий такт ремонта – это отношение действительного фонда времени работы рабочих на сборочных операциях (ч.) к
- 39. Длительность производственного цикла ремонта объекта Является важнейшим показателем совершенства организации производственного процесса на ремонтном предприятии. Характеризуется
- 40. Фронт ремонта Фронтом ремонта называется количество объектов, одновременно находящихся в ремонте (охваченных ремонтом) на предприятии. Фронт
- 41. Пропускная способность предприятия Под пропускной способностью ремонтного предприятия понимается количество объектов, которое можно отремонтировать в нем
- 42. Пропускная способность предприятия (Впр) определяется формулой: где Ф’д - действительный фонд времени разборочно-сборочных отделений на планируемый
- 43. Методы определения длительности производственного цикла ремонта объекта (аналитический, графический, по отчетным данным). Исходные данные для построения
- 44. Длительность технологического процесса зависит от суммарной длительности взаимосвязанных операций, которые по конструктивным и технологическим особенностям ремонтируемого
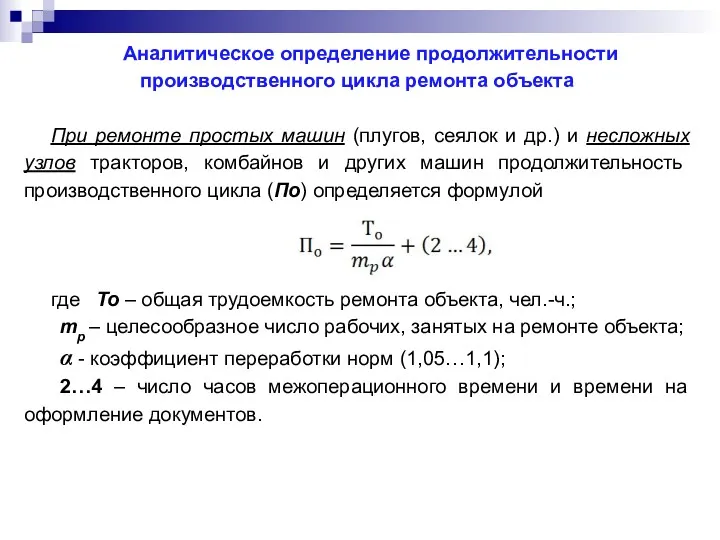
- 45. Аналитическое определение продолжительности производственного цикла ремонта объекта При ремонте простых машин (плугов, сеялок и др.) и
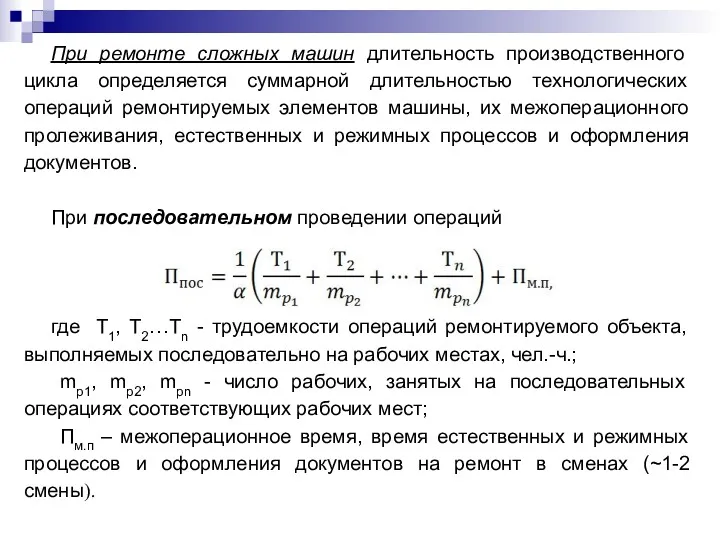
- 46. При ремонте сложных машин длительность производственного цикла определяется суммарной длительностью технологических операций ремонтируемых элементов машины, их
- 47. При последовательно-параллельном сочетании операций где То1, То2…Тоn - общие трудоемкости работ при ремонте отдельных конструктивных элементов,
- 48. Графический способ определения продолжительности производственного цикла ремонта объекта Длительность цикла ремонта изделия наиболее точно определяется графическим
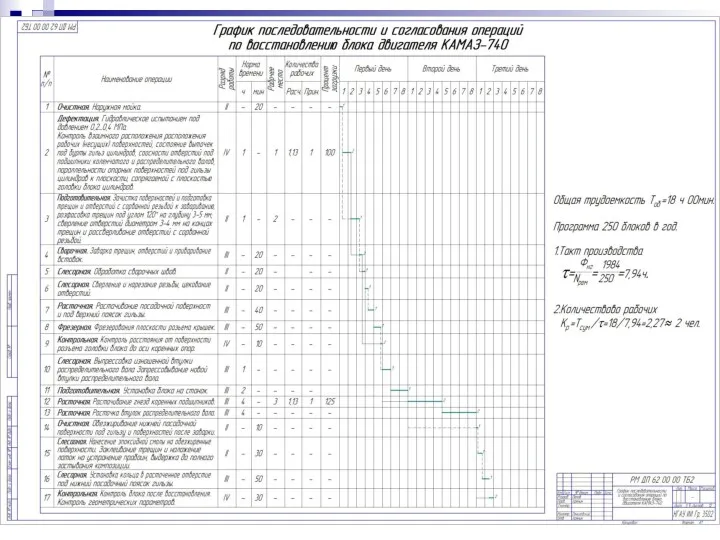
- 49. График согласования ремонтных работ
- 51. Сетевое планирование ремонтных работ
- 52. Методы организации производственного процесса предприятий ТС (бригадный, узловой, поточно-узловой, поточный). Перечислить основные достоинства и недостатки и
- 53. Бригадная форма - это такая форма организации труда, при которой весь объем работ (разборочно-сборочных, слесарных, регулировочных)
- 54. Узловой метод ремонта характеризуется тем, что разборку машины производят в основном узлами и частично деталями. Узлы
- 55. При поточном способе машины разбирают и собирают на специализированных рабочих местах поточных линий с определенной технологической
- 56. Поточно-узловой метод ремонта отличается от поточного тем, что на общей линии осуществляют сборку объектов только из
- 57. Выбор схемы потока – пути движения основной базовой детали при организации ремонта (прямоточная, П-образная, Г-образная). Влияние
- 58. Дать определения понятиям: нормирование труда, нормируемое и ненормируемое время. Методы разработки норм времени (опытно-статистический, расчетно-аналитический, аналитически-исследовательский,
- 59. Особенности организации технологических участков (специализированных постов) утилизации изношенной техники в структуре ремонтно-обслуживающей базы АПК (на предприятиях
- 61. Скачать презентацию
Основная литература
1. Проектирование предприятий технического сервиса / Под ред. И.Н. Кравченко:
Основная литература
1. Проектирование предприятий технического сервиса / Под ред. И.Н. Кравченко:
Режим работы и годовой фонд времени (номинальный и действительный) предприятия технического
Режим работы и годовой фонд времени (номинальный и действительный) предприятия технического
Методика определения состава и количества технологического оборудования. Расчет и обоснование потребности
Методика определения состава и количества технологического оборудования. Расчет и обоснование потребности
Изложить принципиальные подходы к планировке участков и технологического оборудования на участке.
Изложить принципиальные подходы к планировке участков и технологического оборудования на участке.
Принципы организации производства на предприятиях ТС (специализации, прямоточности, пропорциональности, параллельности, непрерывности,
Принципы организации производства на предприятиях ТС (специализации, прямоточности, пропорциональности, параллельности, непрерывности,
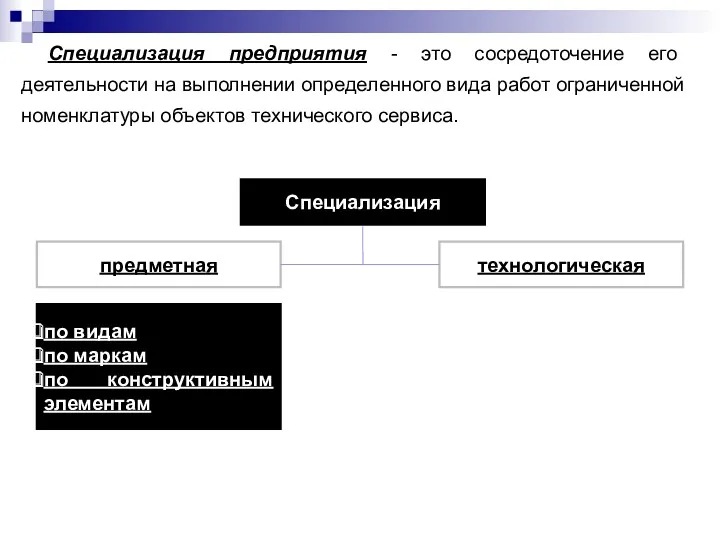
Специализация предприятия - это сосредоточение его деятельности на выполнении определенного вида
Специализация предприятия - это сосредоточение его деятельности на выполнении определенного вида
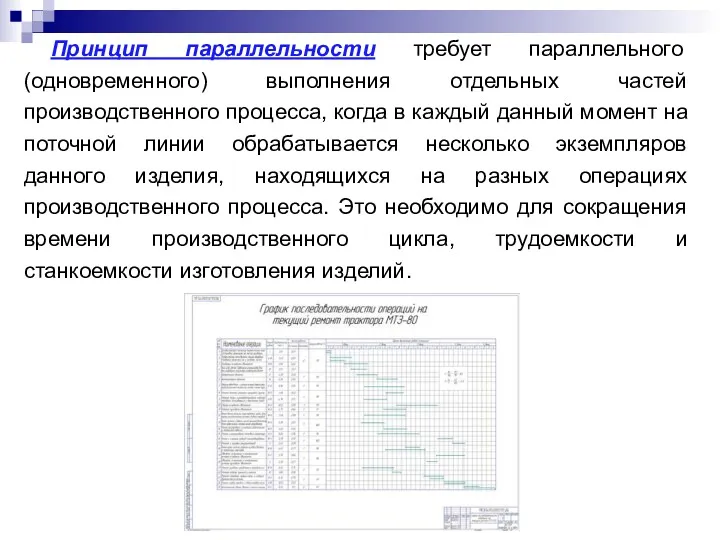
Принцип параллельности требует параллельного (одновременного) выполнения отдельных частей производственного процесса, когда
Принцип параллельности требует параллельного (одновременного) выполнения отдельных частей производственного процесса, когда

Принцип механизации требует замены ручного труда механизированным. При механизации значительно сокращается
Принцип механизации требует замены ручного труда механизированным. При механизации значительно сокращается
Цель и формы развития ремонтно-обслуживающей базы предприятий ТС (новое строительство, расширение,
Цель и формы развития ремонтно-обслуживающей базы предприятий ТС (новое строительство, расширение,
Формы развития РОБ
В условиях деятельности предприятий технического сервиса значительная часть капитальных
Формы развития РОБ
В условиях деятельности предприятий технического сервиса значительная часть капитальных

При новом строительстве осуществляется возведение комплекса объектов основного, подсобного и обслуживающего
При новом строительстве осуществляется возведение комплекса объектов основного, подсобного и обслуживающего
При расширении действующих предприятий производится строительство дополнительных производств на ранее созданном
При расширении действующих предприятий производится строительство дополнительных производств на ранее созданном

Реконструкция действующих предприятий представляет собой обновление фондов на новой технической и
Реконструкция действующих предприятий представляет собой обновление фондов на новой технической и
Техническое перевооружение действующих предприятий рассматривается как комплекс мероприятий по повышению технико-экономического
Техническое перевооружение действующих предприятий рассматривается как комплекс мероприятий по повышению технико-экономического
Все формы развития РОБ должны обеспечивать:
высокую эффективность капитальных вложений путем наращивания
Все формы развития РОБ должны обеспечивать:
высокую эффективность капитальных вложений путем наращивания
Совершенствование и развитие предприятий ТС на основе концентрации, специализации и кооперирования
Совершенствование и развитие предприятий ТС на основе концентрации, специализации и кооперирования
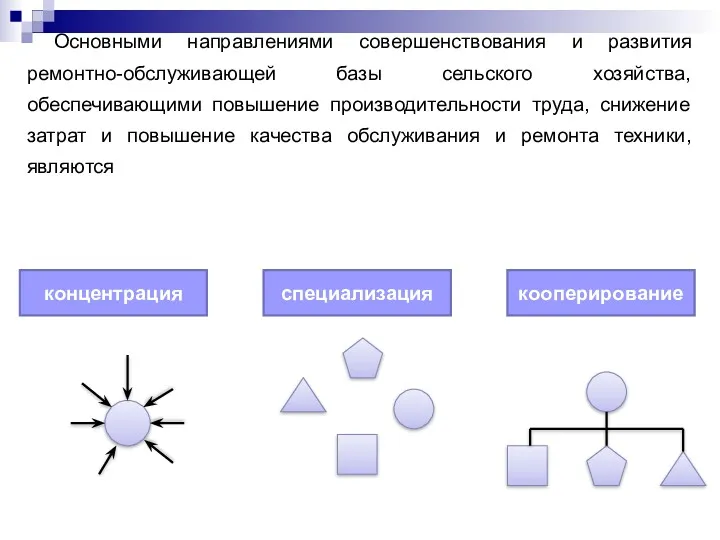
Основными направлениями совершенствования и развития ремонтно-обслуживающей базы сельского хозяйства, обеспечивающими повышение
Основными направлениями совершенствования и развития ремонтно-обслуживающей базы сельского хозяйства, обеспечивающими повышение
Концентрация производства - это процесс, когда, несмотря на рост объемов работ
Концентрация производства - это процесс, когда, несмотря на рост объемов работ
Специализация предприятия - это сосредоточение его деятельности на выполнении определенного вида
Специализация предприятия - это сосредоточение его деятельности на выполнении определенного вида

Специализация по видам предусматривает ТО и ремонт машин или оборудования какого-либо
Специализация по видам предусматривает ТО и ремонт машин или оборудования какого-либо

Специализация по конструктивным элементам – при этом на одном предприятии сосредотачивают
Специализация по конструктивным элементам – при этом на одном предприятии сосредотачивают

Специализация по технологическим процессам предусматривает выполнение на предприятии объемов работ одного
Специализация по технологическим процессам предусматривает выполнение на предприятии объемов работ одного
Кооперирование предприятий - это такая форма организации производства, при которой в
Кооперирование предприятий - это такая форма организации производства, при которой в
Способы (тупиковый и поточный) и методы (обезличенный и необезличенный, агрегатный и
Способы (тупиковый и поточный) и методы (обезличенный и необезличенный, агрегатный и

При тупиковом способе машины разбирают и собирают на одном месте. В
При тупиковом способе машины разбирают и собирают на одном месте. В

При поточном способе машины разбирают и собирают на специализированных рабочих местах
При поточном способе машины разбирают и собирают на специализированных рабочих местах
По сохранению принадлежности составных частей к конкретному экземпляру ремонтируемой машины различают
По сохранению принадлежности составных частей к конкретному экземпляру ремонтируемой машины различают
Необезличенный метод ремонта (ГОСТ 18322) - это метод ремонта, при котором

Агрегатный метод (ГОСТ 18322) - это метод ремонта, при котором неисправные
Агрегатный метод (ГОСТ 18322) - это метод ремонта, при котором неисправные
Узловой метод ремонта характеризуется тем, что разборку машины производят в основном узлами
Узловой метод ремонта характеризуется тем, что разборку машины производят в основном узлами
Производственный процесс ремонтного предприятия (основные, вспомогательные и обслуживающие процессы), технологические процессы
Производственный процесс ремонтного предприятия (основные, вспомогательные и обслуживающие процессы), технологические процессы
Производственный процесс - совокупность всех действий людей и орудий труда, необходимых на
Производственный процесс - совокупность всех действий людей и орудий труда, необходимых на
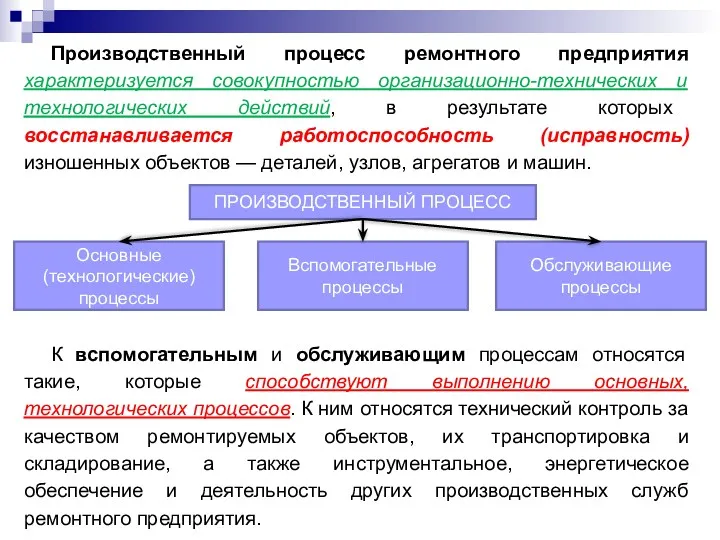
Производственный процесс ремонтного предприятия характеризуется совокупностью организационно-технических и технологических действий, в
Производственный процесс ремонтного предприятия характеризуется совокупностью организационно-технических и технологических действий, в
Дать определение основным организационным показателям производственного процесса ремонта объектов на предприятии
Дать определение основным организационным показателям производственного процесса ремонта объектов на предприятии
Производственная программа ремонтного предприятия
Характеризуется номенклатурой работ, предусматриваемой производственно-финансовым планом предприятия.
Производственная
Производственная программа ремонтного предприятия
Характеризуется номенклатурой работ, предусматриваемой производственно-финансовым планом предприятия.
Производственная
Такт ремонта
При организации производства специализированного ремонтного предприятия особое внимание уделяют организации
Такт ремонта
При организации производства специализированного ремонтного предприятия особое внимание уделяют организации
Общий такт ремонта – это отношение действительного фонда времени работы рабочих
Общий такт ремонта – это отношение действительного фонда времени работы рабочих
Длительность производственного цикла ремонта объекта
Является важнейшим показателем совершенства организации производственного процесса
Длительность производственного цикла ремонта объекта
Является важнейшим показателем совершенства организации производственного процесса
Фронт ремонта
Фронтом ремонта называется количество объектов, одновременно находящихся в ремонте (охваченных
Фронт ремонта
Фронтом ремонта называется количество объектов, одновременно находящихся в ремонте (охваченных
Пропускная способность предприятия
Под пропускной способностью ремонтного предприятия понимается количество объектов, которое
Пропускная способность предприятия
Под пропускной способностью ремонтного предприятия понимается количество объектов, которое
Пропускная способность предприятия (Впр) определяется формулой:
где Ф’д - действительный фонд времени разборочно-сборочных
Пропускная способность предприятия (Впр) определяется формулой:
где Ф’д - действительный фонд времени разборочно-сборочных
Методы определения длительности производственного цикла ремонта объекта (аналитический, графический, по отчетным
Методы определения длительности производственного цикла ремонта объекта (аналитический, графический, по отчетным
Длительность технологического процесса зависит от суммарной длительности взаимосвязанных операций, которые по
Длительность технологического процесса зависит от суммарной длительности взаимосвязанных операций, которые по
Аналитическое определение продолжительности производственного цикла ремонта объекта
При ремонте простых машин (плугов,
Аналитическое определение продолжительности производственного цикла ремонта объекта
При ремонте простых машин (плугов,
При ремонте сложных машин длительность производственного цикла определяется суммарной длительностью технологических
При ремонте сложных машин длительность производственного цикла определяется суммарной длительностью технологических
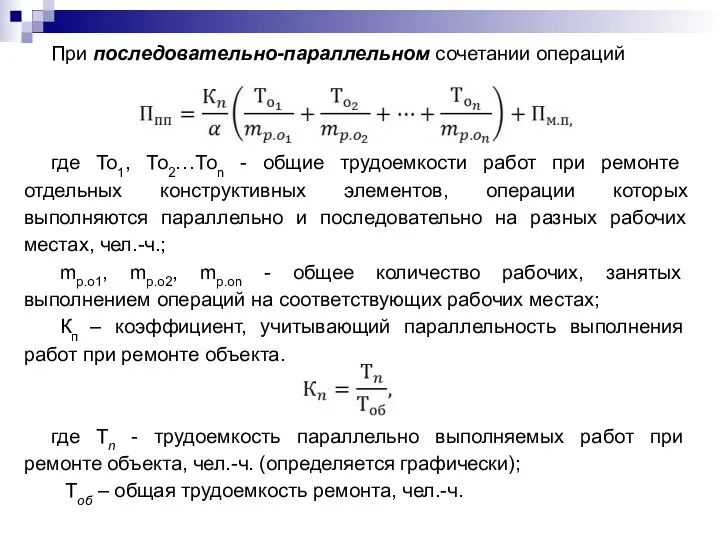
При последовательно-параллельном сочетании операций
где То1, То2…Тоn - общие трудоемкости работ при ремонте
При последовательно-параллельном сочетании операций
где То1, То2…Тоn - общие трудоемкости работ при ремонте
Графический способ определения продолжительности производственного цикла ремонта объекта
Длительность цикла ремонта изделия
Графический способ определения продолжительности производственного цикла ремонта объекта
Длительность цикла ремонта изделия
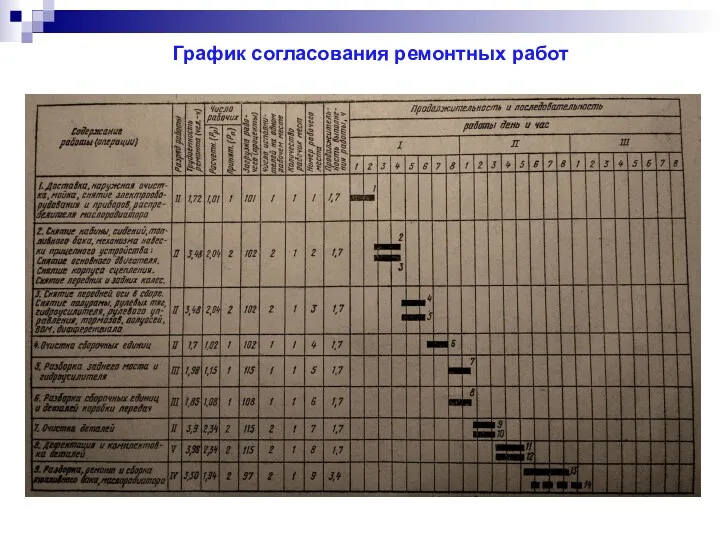
График согласования ремонтных работ
График согласования ремонтных работ

Сетевое планирование ремонтных работ
Сетевое планирование ремонтных работ
Методы организации производственного процесса предприятий ТС (бригадный, узловой, поточно-узловой, поточный). Перечислить
Методы организации производственного процесса предприятий ТС (бригадный, узловой, поточно-узловой, поточный). Перечислить
Бригадная форма - это такая форма организации труда, при которой весь
Бригадная форма - это такая форма организации труда, при которой весь
Узловой метод ремонта характеризуется тем, что разборку машины производят в основном узлами
Узловой метод ремонта характеризуется тем, что разборку машины производят в основном узлами

При поточном способе машины разбирают и собирают на специализированных рабочих местах
При поточном способе машины разбирают и собирают на специализированных рабочих местах
Поточно-узловой метод ремонта отличается от поточного тем, что на общей линии осуществляют
Поточно-узловой метод ремонта отличается от поточного тем, что на общей линии осуществляют
Выбор схемы потока – пути движения основной базовой детали при организации
Выбор схемы потока – пути движения основной базовой детали при организации
Дать определения понятиям: нормирование труда, нормируемое и ненормируемое время. Методы разработки
Дать определения понятиям: нормирование труда, нормируемое и ненормируемое время. Методы разработки
Особенности организации технологических участков (специализированных постов) утилизации изношенной техники в структуре
Особенности организации технологических участков (специализированных постов) утилизации изношенной техники в структуре
 Описание спецификации процессов. Часть стандарта IDEF 3 реализованная в программном пакете BPWin
Описание спецификации процессов. Часть стандарта IDEF 3 реализованная в программном пакете BPWin Подбор и отбор персонала. Кадровые риски
Подбор и отбор персонала. Кадровые риски Премия качества Э. Деминга
Премия качества Э. Деминга Особенности управления персоналом в малом бизнесе: проблемы и пути их решения
Особенности управления персоналом в малом бизнесе: проблемы и пути их решения 5 этапов продаж или путь к профессиональным продажам
5 этапов продаж или путь к профессиональным продажам Система внутреннего контроля. Актуализация процессных контролей (обучающая презентация)
Система внутреннего контроля. Актуализация процессных контролей (обучающая презентация) Антикризисное регулирование состояния предприятий. (Лекция 8)
Антикризисное регулирование состояния предприятий. (Лекция 8) Загальні відомості про управління якістю
Загальні відомості про управління якістю Организация как объект управления
Организация как объект управления Объект знаний – связующее звено между двумя подходами знание как поток и знание как продукт
Объект знаний – связующее звено между двумя подходами знание как поток и знание как продукт Профиль российского менеджера
Профиль российского менеджера Conflict management. (Session 9.16)
Conflict management. (Session 9.16) Оценка качества обслуживания
Оценка качества обслуживания Проект DPD
Проект DPD Управление реализацией проекта
Управление реализацией проекта Управление проектами
Управление проектами Планирование карьеры с учетом ценностных ориентаций сотрудников ООО Рубин
Планирование карьеры с учетом ценностных ориентаций сотрудников ООО Рубин Проектирование организационных структур в гостинице. Содержание и особенности управленческого труда в туризме
Проектирование организационных структур в гостинице. Содержание и особенности управленческого труда в туризме Сутність і значення управлінської комунікації
Сутність і значення управлінської комунікації Оценка эффективности кадровой политики организации
Оценка эффективности кадровой политики организации Определение системы. Классы систем
Определение системы. Классы систем Система персонального учета и анализа Версия 4.1 с использованием базы знаний. Система для поддержки деятельности кадровых служб
Система персонального учета и анализа Версия 4.1 с использованием базы знаний. Система для поддержки деятельности кадровых служб Лінійна формальна структура
Лінійна формальна структура Аналитические технологии для Рельеф-Центр
Аналитические технологии для Рельеф-Центр Стандарты и процедуры в работе FО front office policies and procedures
Стандарты и процедуры в работе FО front office policies and procedures Взаимодействие при повышении производственной эффективности
Взаимодействие при повышении производственной эффективности Управление и самоорганизация. (Тема 1)
Управление и самоорганизация. (Тема 1) Внедрение процессного управления с элементами клиентоцентричности
Внедрение процессного управления с элементами клиентоцентричности