- Производственная логистика

Содержание
- 2. Тема №3: «Производственная логистика»
- 3. СОДЕРЖАНИЕ ТЕМЫ №3: Сущность производственной логистики. Концепции организации управления производством. Функции производственной логистики. Воронкообразная модель логистической
- 4. Материальный поток на своем пути от первичного источника сырья до конечного потребителя проходит ряд производственных звеньев.
- 5. Логистические системы, рассматриваемые производственной логис-тикой, а так же являющиеся объектом ее изучения, носят название внутрипроизводственных логистических
- 6. Принятие управленческих решений в производственной логистике осуществляется на основе данных о ходе выполнения производственных заказов, информации
- 7. СИСТЕМА УПРАВЛЕНИЯ МАТЕРИАЛЬНЫМИ ПОТОКАМИ Орган управления Информация о потребительском спросе Информация о ресурсах Информация о ходе
- 8. КОНЦЕПЦИИ ЛОГИСТИКИ ОРГАНИЗАЦИИ ПРОИЗВОДСТВА Логистическая концепция (приемлема для условий «рынка покупателя») организации производства включает в себя
- 9. ФУНКЦИИ ПРОИЗВОДСТВЕННОЙ ЛОГИСТИКИ 1. Координация действий участников логистического процесса заключается в форму-лировании и доведении целей управления
- 10. ФУНКЦИИ ПРОИЗВОДСТВЕННОЙ ЛОГИСТИКИ 4. Контроль за ходом процесса товародвижения в рамках внутри-производственной логистической системы, как функция
- 11. УПРАВЛЕНИЕ МАТЕРИАЛЬНЫМИ ПОТОКАМИ В РАМКАХ ВНУТРИПРОИЗ-ВОДСТВЕННЫХ ЛОГИСТИЧЕСКИХ СИСТЕМ ВОРОНКООБРАЗНАЯ МОДЕЛЬ ЛОГИСТИЧЕСКОЙ СИСТЕМЫ Управление движением материальных потоков
- 12. ВОРОНКООБРАЗНАЯ МОДЕЛЬ ЛОГИСТИЧЕСКОЙ СИСТЕМЫ Время Запуск Исследуемый период Трудоемкость работ , час. Выпуск Незавершенное производство Длительность
- 13. ПОЯСНЕНИЯ К ГРАФИКУ (РИСУНКУ) Поступающие в воронку заказы изображены в виде шаров различной величины. Объем шара
- 14. ПРАВИЛА ПРИОРИТЕТОВ В ВЫПОЛНЕНИИ ЗАКАЗОВ Правила приоритетов, позволяющие сократить время ожидания и среднюю длительность цикла выполнения
- 15. СПОСОБЫ УПРАВЛЕНИЯ МАТЕРИАЛЬНЫМИ ПОТОКАМИ В РАМКАХ ВНУТРИПРОИЗВОДСТВЕННЫХ ЛОГИСТИЧЕСКИХ СИСТЕМ Управление материальными потоками в рамках внутрипроизводственных логистических
- 16. ВЫТАЛКИВАЮЩАЯ СИСТЕМА (ТОЛКАЮЩАЯ СИСТЕМА) «Выталкивающая» система управления материальными потоками основана на прогнозировании размера запасов сырья, материалов,
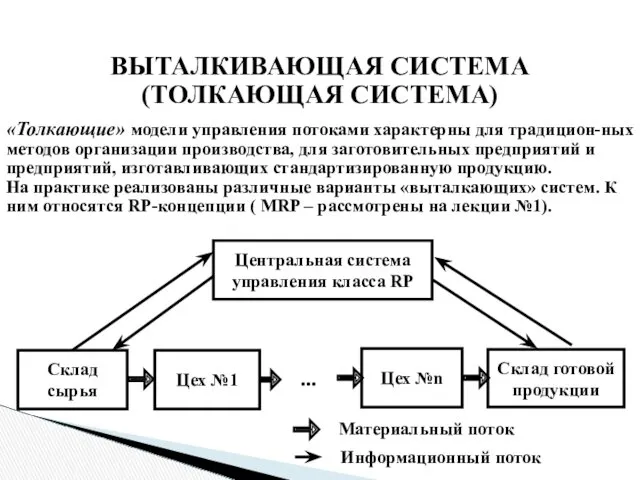
- 17. ВЫТАЛКИВАЮЩАЯ СИСТЕМА (ТОЛКАЮЩАЯ СИСТЕМА) «Толкающие» модели управления потоками характерны для традицион-ных методов организации производства, для заготовительных
- 18. ВЫТЯГИВАЮЩАЯ СИСТЕМА (ТЯНУЩАЯ СИСТЕМА) «Вытягивающая» система предполагает сохранение минимально-го уровня запасов на каждом этапе производства и
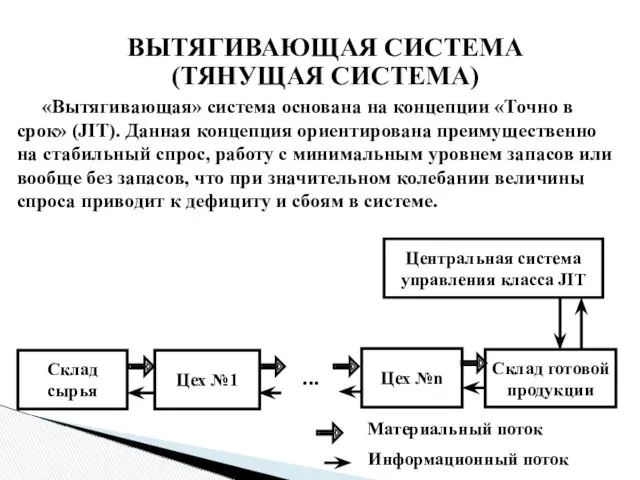
- 19. ВЫТЯГИВАЮЩАЯ СИСТЕМА (ТЯНУЩАЯ СИСТЕМА) Центральная система управления класса JIT «Вытягивающая» система основана на концепции «Точно в
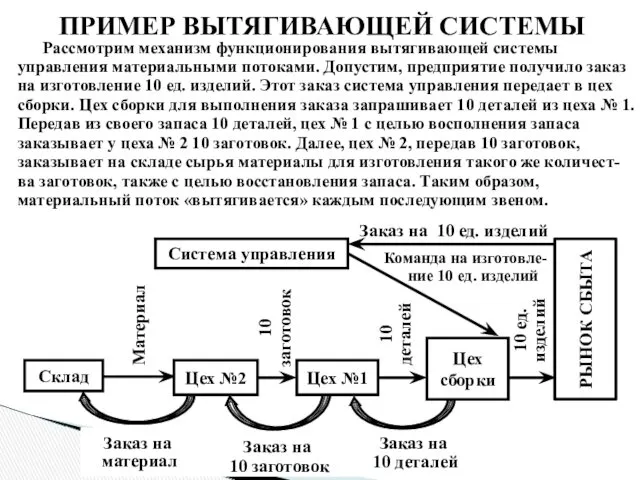
- 20. ПРИМЕР ВЫТЯГИВАЮЩЕЙ СИСТЕМЫ Рассмотрим механизм функционирования вытягивающей системы управления материальными потоками. Допустим, предприятие получило заказ на
- 21. ВЫТЯГИВАЮЩАЯ СИСТЕМА (ТЯНУЩАЯ СИСТЕМА) Для того, чтобы исключить все недостатки при внедрении концепции «Точно в срок»,
- 22. ОРГАНИЗАЦИЯ И УПРАВЛЕНИЕ МАТЕРИАЛЬНЫМИ ПОТОКАМИ Организация материальных потоков и управление ими на предприятии неразрывно связаны между
- 23. Для характеристики временного аспекта организации материальных потоков используются следующие понятия: цикл выполнения заказа – это комплекс
- 24. ФОРМАЛИЗОВАННЫЙ ПРИМЕР СТРУКТУРЫ ЦИКЛА ВЫПОЛНЕНИЯ ЗАКАЗА ДЛЯ ПЛ
- 25. Совокупность технических средств, которая создает возможность потока материалов, и расположение производственных участков и складов (накопителей) по
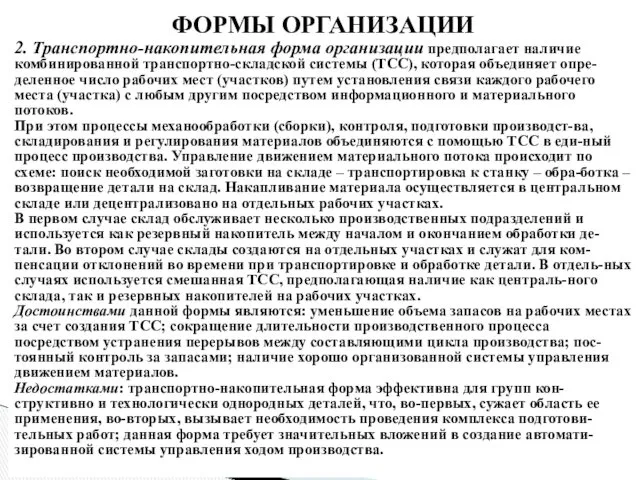
- 26. ФОРМЫ ОРГАНИЗАЦИИ 2. Транспортно-накопительная форма организации предполагает наличие комбинированной транспортно-складской системы (ТСС), которая объединяет опре-деленное число
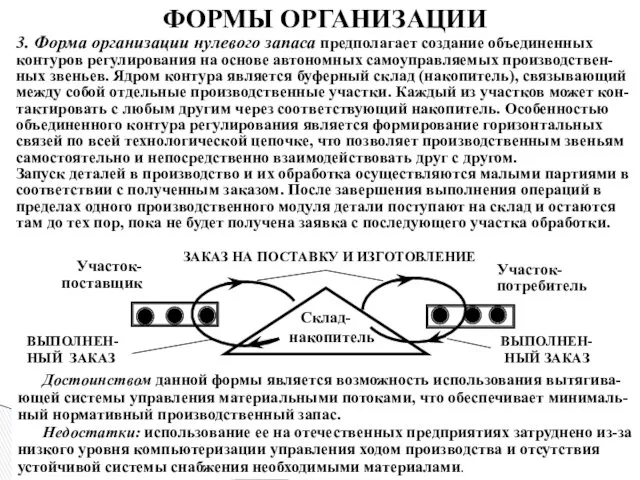
- 27. ФОРМЫ ОРГАНИЗАЦИИ 3. Форма организации нулевого запаса предполагает создание объединенных контуров регулирования на основе автономных самоуправляемых
- 29. Скачать презентацию
Тема №3:
«Производственная логистика»
Тема №3:
«Производственная логистика»
СОДЕРЖАНИЕ ТЕМЫ №3:
Сущность производственной логистики.
Концепции организации управления производством.
Функции производственной
СОДЕРЖАНИЕ ТЕМЫ №3:
Сущность производственной логистики.
Концепции организации управления производством.
Функции производственной
Материальный поток на своем пути от первичного
источника сырья до конечного
Материальный поток на своем пути от первичного
источника сырья до конечного
Логистические системы, рассматриваемые производственной логис-тикой, а так же являющиеся объектом ее
Логистические системы, рассматриваемые производственной логис-тикой, а так же являющиеся объектом ее
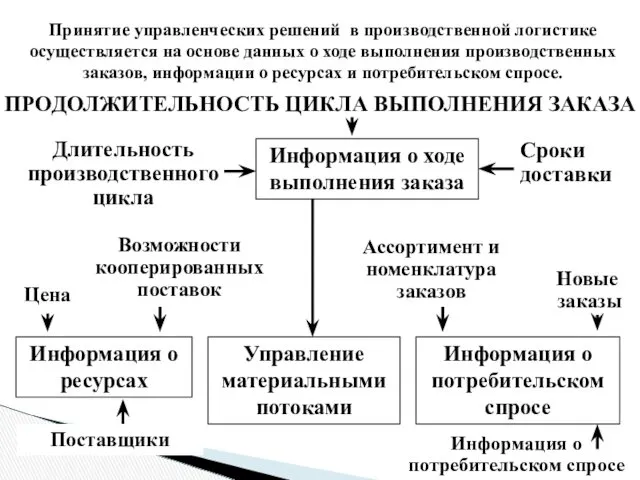
Принятие управленческих решений в производственной логистике осуществляется на основе данных о
Принятие управленческих решений в производственной логистике осуществляется на основе данных о
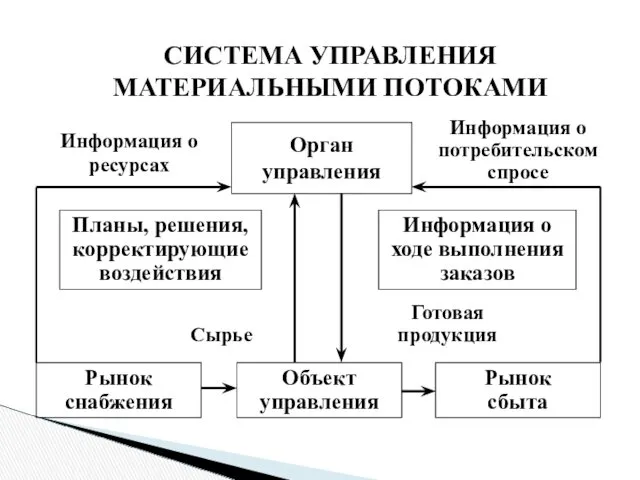
СИСТЕМА УПРАВЛЕНИЯ
МАТЕРИАЛЬНЫМИ ПОТОКАМИ
Орган
управления
Информация о потребительском спросе
Информация о ресурсах
Информация о
СИСТЕМА УПРАВЛЕНИЯ
МАТЕРИАЛЬНЫМИ ПОТОКАМИ
Орган
управления
Информация о потребительском спросе
Информация о ресурсах
Информация о
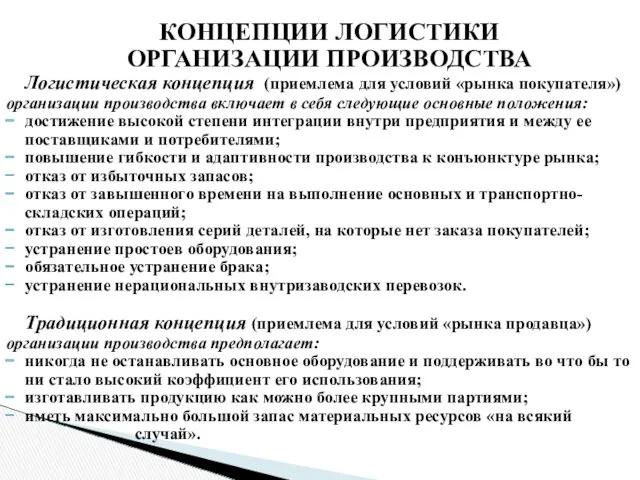
КОНЦЕПЦИИ ЛОГИСТИКИ
ОРГАНИЗАЦИИ ПРОИЗВОДСТВА
Логистическая концепция (приемлема для условий «рынка покупателя») организации
КОНЦЕПЦИИ ЛОГИСТИКИ
ОРГАНИЗАЦИИ ПРОИЗВОДСТВА
Логистическая концепция (приемлема для условий «рынка покупателя») организации
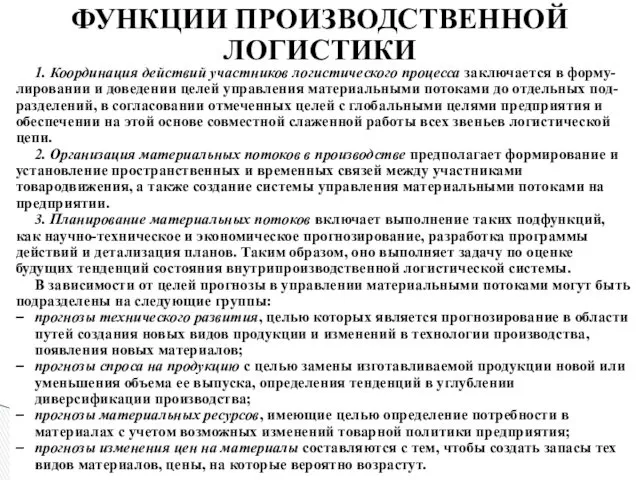
ФУНКЦИИ ПРОИЗВОДСТВЕННОЙ ЛОГИСТИКИ
1. Координация действий участников логистического процесса заключается в форму-лировании
ФУНКЦИИ ПРОИЗВОДСТВЕННОЙ ЛОГИСТИКИ
1. Координация действий участников логистического процесса заключается в форму-лировании
ФУНКЦИИ ПРОИЗВОДСТВЕННОЙ ЛОГИСТИКИ
4. Контроль за ходом процесса товародвижения в рамках внутри-производственной
ФУНКЦИИ ПРОИЗВОДСТВЕННОЙ ЛОГИСТИКИ
4. Контроль за ходом процесса товародвижения в рамках внутри-производственной
УПРАВЛЕНИЕ МАТЕРИАЛЬНЫМИ ПОТОКАМИ В РАМКАХ ВНУТРИПРОИЗ-ВОДСТВЕННЫХ ЛОГИСТИЧЕСКИХ СИСТЕМ
ВОРОНКООБРАЗНАЯ МОДЕЛЬ ЛОГИСТИЧЕСКОЙ СИСТЕМЫ
Управление
УПРАВЛЕНИЕ МАТЕРИАЛЬНЫМИ ПОТОКАМИ В РАМКАХ ВНУТРИПРОИЗ-ВОДСТВЕННЫХ ЛОГИСТИЧЕСКИХ СИСТЕМ
ВОРОНКООБРАЗНАЯ МОДЕЛЬ ЛОГИСТИЧЕСКОЙ СИСТЕМЫ
Управление

ВОРОНКООБРАЗНАЯ МОДЕЛЬ ЛОГИСТИЧЕСКОЙ СИСТЕМЫ
Время
Запуск
Исследуемый период
Трудоемкость
работ , час.
Выпуск
Незавершенное
производство
Длительность
цикла
ВОРОНКООБРАЗНАЯ МОДЕЛЬ ЛОГИСТИЧЕСКОЙ СИСТЕМЫ
Время
Запуск
Исследуемый период
Трудоемкость
работ , час.
Выпуск
Незавершенное
производство
Длительность
цикла
ПОЯСНЕНИЯ К ГРАФИКУ (РИСУНКУ)
Поступающие в воронку заказы изображены в виде шаров
ПОЯСНЕНИЯ К ГРАФИКУ (РИСУНКУ)
Поступающие в воронку заказы изображены в виде шаров
ПРАВИЛА ПРИОРИТЕТОВ В ВЫПОЛНЕНИИ ЗАКАЗОВ
Правила приоритетов, позволяющие сократить время ожидания и
Правила приоритетов, позволяющие сократить время ожидания и
СПОСОБЫ УПРАВЛЕНИЯ МАТЕРИАЛЬНЫМИ ПОТОКАМИ В
РАМКАХ ВНУТРИПРОИЗВОДСТВЕННЫХ ЛОГИСТИЧЕСКИХ СИСТЕМ
Управление материальными потоками
СПОСОБЫ УПРАВЛЕНИЯ МАТЕРИАЛЬНЫМИ ПОТОКАМИ В
РАМКАХ ВНУТРИПРОИЗВОДСТВЕННЫХ ЛОГИСТИЧЕСКИХ СИСТЕМ
Управление материальными потоками
ВЫТАЛКИВАЮЩАЯ СИСТЕМА
(ТОЛКАЮЩАЯ СИСТЕМА)
«Выталкивающая» система управления материальными потоками основана на прогнозировании
(ТОЛКАЮЩАЯ СИСТЕМА)
«Выталкивающая» система управления материальными потоками основана на прогнозировании
ВЫТАЛКИВАЮЩАЯ СИСТЕМА (ТОЛКАЮЩАЯ СИСТЕМА)
«Толкающие» модели управления потоками характерны для традицион-ных методов
ВЫТАЛКИВАЮЩАЯ СИСТЕМА (ТОЛКАЮЩАЯ СИСТЕМА)
«Толкающие» модели управления потоками характерны для традицион-ных методов
ВЫТЯГИВАЮЩАЯ СИСТЕМА
(ТЯНУЩАЯ СИСТЕМА)
«Вытягивающая» система предполагает сохранение минимально-го уровня запасов на
(ТЯНУЩАЯ СИСТЕМА)
«Вытягивающая» система предполагает сохранение минимально-го уровня запасов на
ВЫТЯГИВАЮЩАЯ СИСТЕМА
(ТЯНУЩАЯ СИСТЕМА)
Центральная система управления класса JIT
«Вытягивающая» система основана на
(ТЯНУЩАЯ СИСТЕМА)
Центральная система управления класса JIT
«Вытягивающая» система основана на
ПРИМЕР ВЫТЯГИВАЮЩЕЙ СИСТЕМЫ
Рассмотрим механизм функционирования вытягивающей системы управления материальными потоками.
Рассмотрим механизм функционирования вытягивающей системы управления материальными потоками.
ВЫТЯГИВАЮЩАЯ СИСТЕМА
(ТЯНУЩАЯ СИСТЕМА)
Для того, чтобы исключить все недостатки при внедрении
(ТЯНУЩАЯ СИСТЕМА)
Для того, чтобы исключить все недостатки при внедрении
ОРГАНИЗАЦИЯ И УПРАВЛЕНИЕ МАТЕРИАЛЬНЫМИ ПОТОКАМИ
Организация материальных потоков и управление ими на
ОРГАНИЗАЦИЯ И УПРАВЛЕНИЕ МАТЕРИАЛЬНЫМИ ПОТОКАМИ
Организация материальных потоков и управление ими на
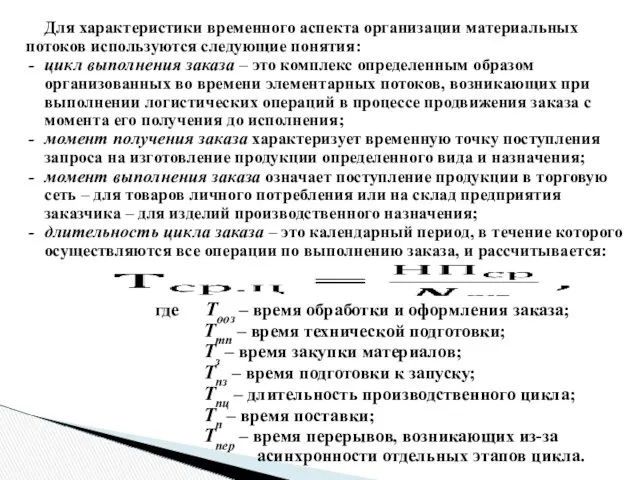
Для характеристики временного аспекта организации материальных потоков используются следующие понятия:
цикл
Для характеристики временного аспекта организации материальных потоков используются следующие понятия:
цикл
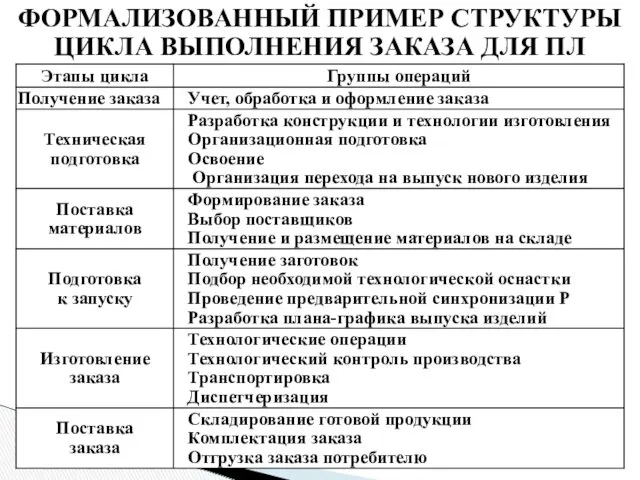
ФОРМАЛИЗОВАННЫЙ ПРИМЕР СТРУКТУРЫ ЦИКЛА ВЫПОЛНЕНИЯ ЗАКАЗА ДЛЯ ПЛ
ФОРМАЛИЗОВАННЫЙ ПРИМЕР СТРУКТУРЫ ЦИКЛА ВЫПОЛНЕНИЯ ЗАКАЗА ДЛЯ ПЛ
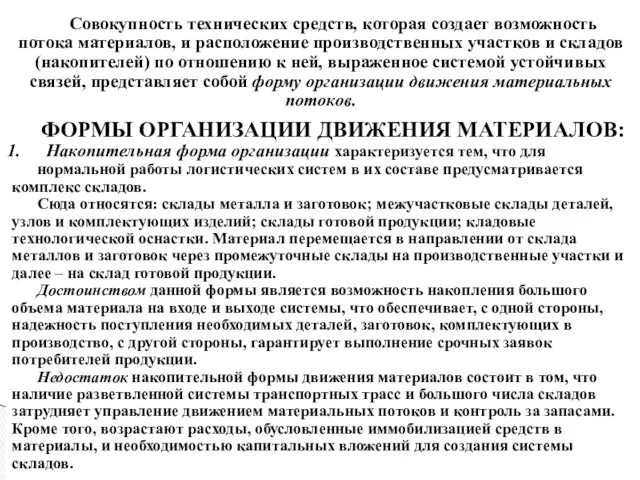
Совокупность технических средств, которая создает возможность потока материалов, и расположение производственных
Совокупность технических средств, которая создает возможность потока материалов, и расположение производственных
ФОРМЫ ОРГАНИЗАЦИИ
2. Транспортно-накопительная форма организации предполагает наличие комбинированной транспортно-складской системы (ТСС),
ФОРМЫ ОРГАНИЗАЦИИ
2. Транспортно-накопительная форма организации предполагает наличие комбинированной транспортно-складской системы (ТСС),
ФОРМЫ ОРГАНИЗАЦИИ
3. Форма организации нулевого запаса предполагает создание объединенных контуров регулирования
ФОРМЫ ОРГАНИЗАЦИИ
3. Форма организации нулевого запаса предполагает создание объединенных контуров регулирования
 Сопротивление изменениям в организации: причины, формы, методы преодоления
Сопротивление изменениям в организации: причины, формы, методы преодоления Вітчизняний і міжнародний досвід та розвиток управління якістю продукції
Вітчизняний і міжнародний досвід та розвиток управління якістю продукції Стратегия развития предприятия ООО Калифорния
Стратегия развития предприятия ООО Калифорния Материальные потоки
Материальные потоки Стандартная рабочая инструкция (SWI)
Стандартная рабочая инструкция (SWI) Личностные качества руководителя
Личностные качества руководителя Информационные технологии принятия управленческих решений
Информационные технологии принятия управленческих решений Internal communication audit
Internal communication audit Службова телефонна розмова: вимоги, композиція, мовні особливості
Службова телефонна розмова: вимоги, композиція, мовні особливості Менеджмент негіздері
Менеджмент негіздері Участники проекта. Управление человеческими ресурсами проекта
Участники проекта. Управление человеческими ресурсами проекта Сущность и общая характеристика целевых программ
Сущность и общая характеристика целевых программ Risk Management
Risk Management Формирование эффективной рабочей группы в организации
Формирование эффективной рабочей группы в организации Управление персоналом
Управление персоналом Team building
Team building Электронный документооборот
Электронный документооборот Методологические основы менеджмента. Развитие теории и практики менеджмента
Методологические основы менеджмента. Развитие теории и практики менеджмента Разработка бизнес-плана создания малого предприятия
Разработка бизнес-плана создания малого предприятия Управление конфликтом
Управление конфликтом EMC Corporation
EMC Corporation Басқару ғылымының негізгі мектептері
Басқару ғылымының негізгі мектептері Loeng 2. Riskihaldamine, hindamine, analuus
Loeng 2. Riskihaldamine, hindamine, analuus Статистический контроль качества в СМК
Статистический контроль качества в СМК Законы организации
Законы организации Анализ внешней среды организации
Анализ внешней среды организации Основы менеджмента. Курс лекций
Основы менеджмента. Курс лекций Документальная регламентация деятельности управленцев. Тема 14
Документальная регламентация деятельности управленцев. Тема 14