Статистические методы оценки качества бизнес-процессов организации (SPC бизнес-процессов) и их анализ презентация
- Статистические методы оценки качества бизнес-процессов организации (SPC бизнес-процессов) и их анализ

Содержание
- 2. Объект регламентации качества – операции бизнес-процессов, их входной и выходной процессы. Предмет регламентации – эффективность (качество)
- 3. Формальное (математическое) описание операции: где: R1 - ресурсы, затрачиваемые в процессе выполнения операции; R2 - результат
- 4. Характеристики операции: А) Это процесс преобразования ресурсов в результаты при достижении цели. Б) Целевой эффект -
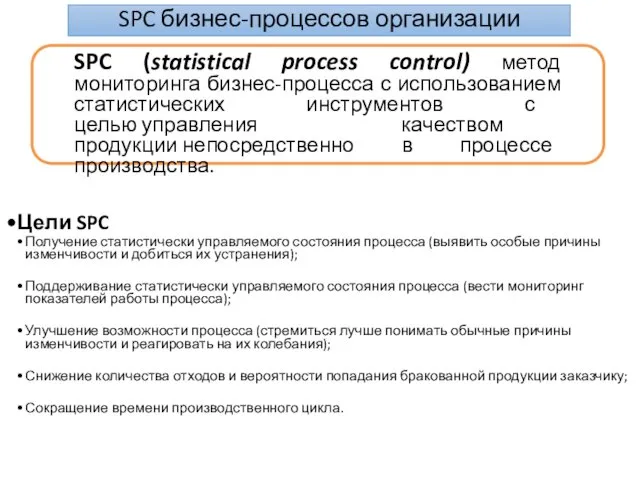
- 5. SPC бизнес-процессов организации SPC (statistical process control) метод мониторинга бизнес-процесса с использованием статистических инструментов с целью
- 6. SPC бизнес-процессов организации SPC (statistical process control) метод мониторинга бизнес-процесса с использованием статистических инструментов с целью
- 7. Основные инструменты SPC бизнес-процессов SPC использует 7 основных приемов фиксации качества бизнес-процессов: Контрольный листок – инструмент
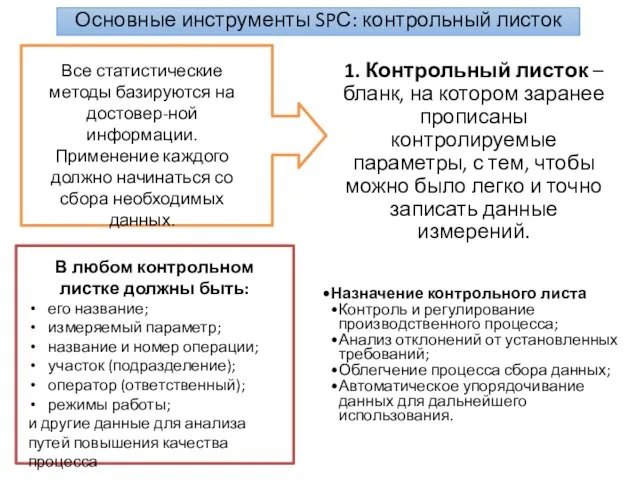
- 8. Основные инструменты SPС: контрольный листок Все статистические методы базируются на достовер-ной информации. Применение каждого должно начинаться
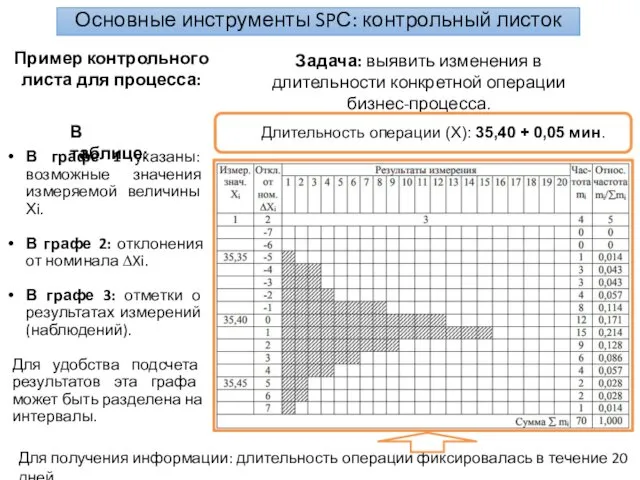
- 9. Основные инструменты SPС: контрольный листок Пример контрольного листа для процесса: Задача: выявить изменения в длительности конкретной
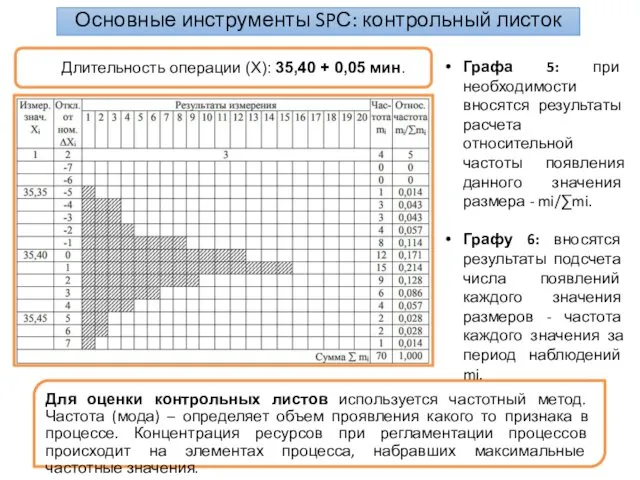
- 10. Основные инструменты SPС: контрольный листок Длительность операции (X): 35,40 + 0,05 мин. Графа 5: при необходимости
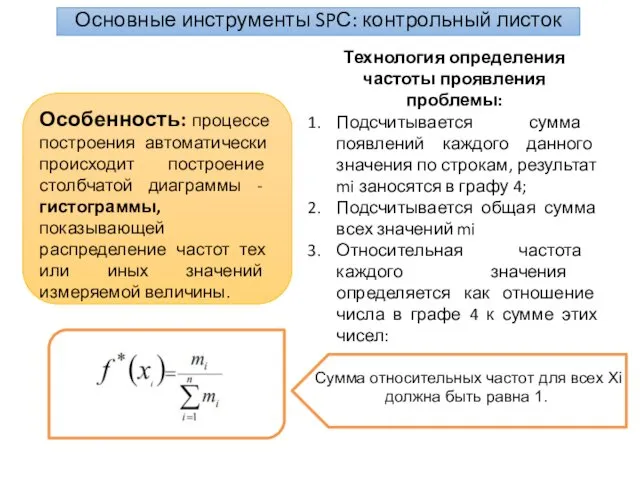
- 11. Основные инструменты SPС: контрольный листок Особенность: процессе построения автоматически происходит построение столбчатой диаграммы - гистограммы, показывающей
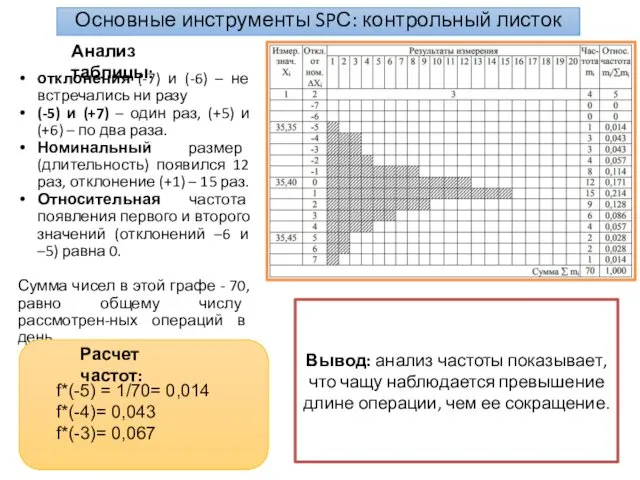
- 12. Основные инструменты SPС: контрольный листок Анализ таблицы: отклонения (-7) и (-6) – не встречались ни разу
- 13. Основные инструменты SPС: контрольный листок Контрольный лист может использоваться для причинного и проблемного анализов: Пример фиксации
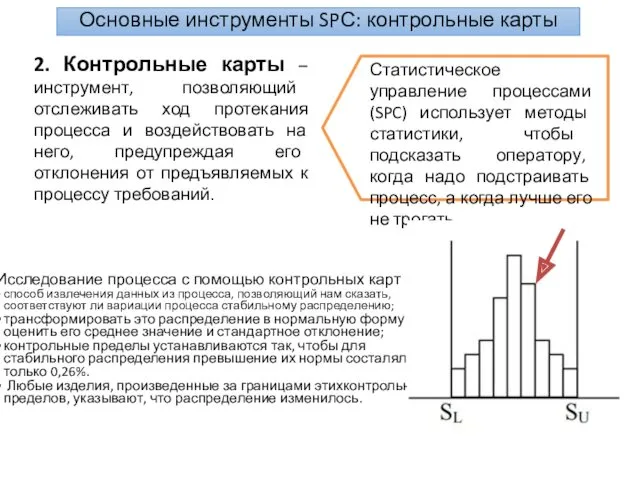
- 14. Основные инструменты SPС: контрольные карты 2. Контрольные карты – инструмент, позволяющий отслеживать ход протекания процесса и
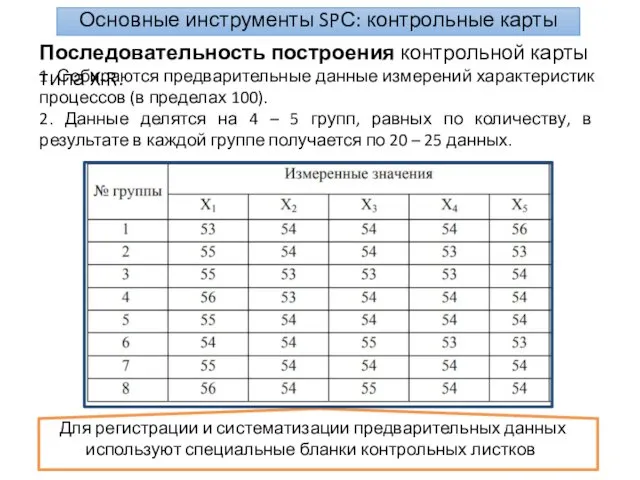
- 15. Основные инструменты SPС: контрольные карты 1. Собираются предварительные данные измерений характеристик процессов (в пределах 100). 2.
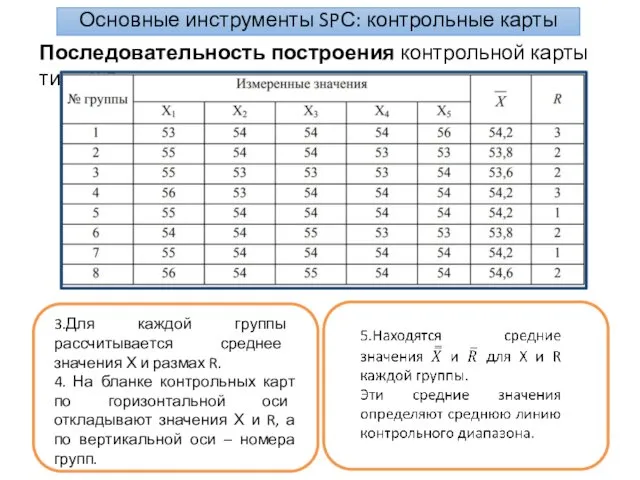
- 16. Основные инструменты SPС: контрольные карты Последовательность построения контрольной карты типа X-R. 3.Для каждой группы рассчитывается среднее
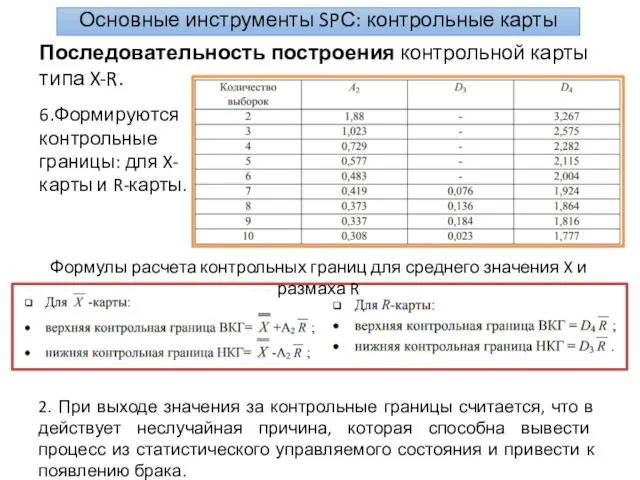
- 17. Основные инструменты SPС: контрольные карты Последовательность построения контрольной карты типа X-R. 6.Формируются контрольные границы: для X-карты
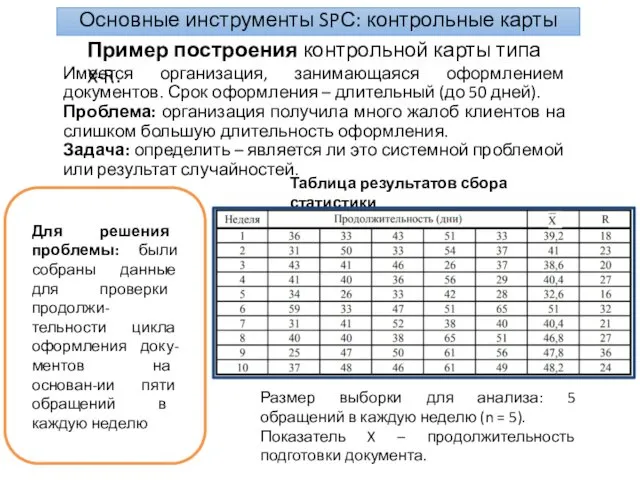
- 18. Основные инструменты SPС: контрольные карты Пример построения контрольной карты типа X-R. Имеется организация, занимающаяся оформлением документов.
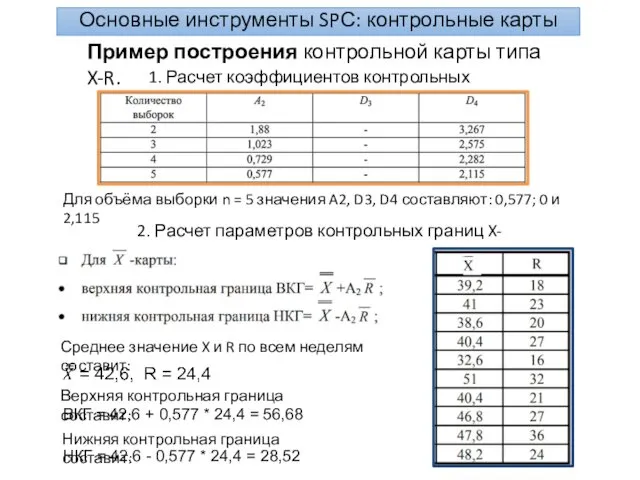
- 19. Основные инструменты SPС: контрольные карты Пример построения контрольной карты типа X-R. 1. Расчет коэффициентов контрольных границ.
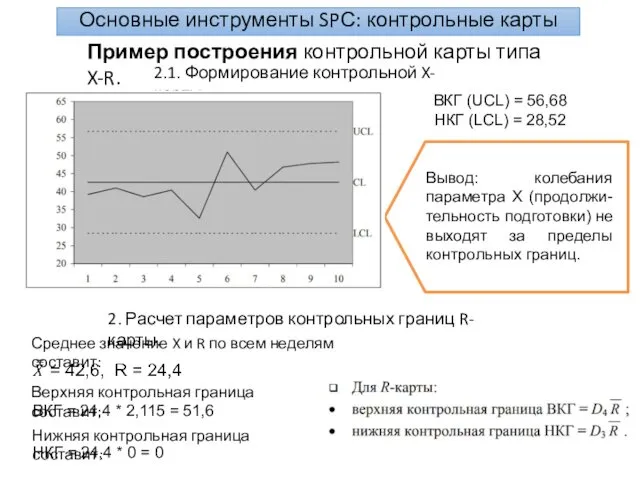
- 20. Основные инструменты SPС: контрольные карты Пример построения контрольной карты типа X-R. 2.1. Формирование контрольной X-карты. ВКГ
- 21. Основные инструменты SPС: контрольные карты Пример построения контрольной карты типа X-R. 2.1. Формирование контрольной R-карты. ВКГ
- 22. Анализ индексов воспроизводимости качества Основа определения уровня качества: понимание требований потребителя, относительно результатов выходного процесса. Соответствие
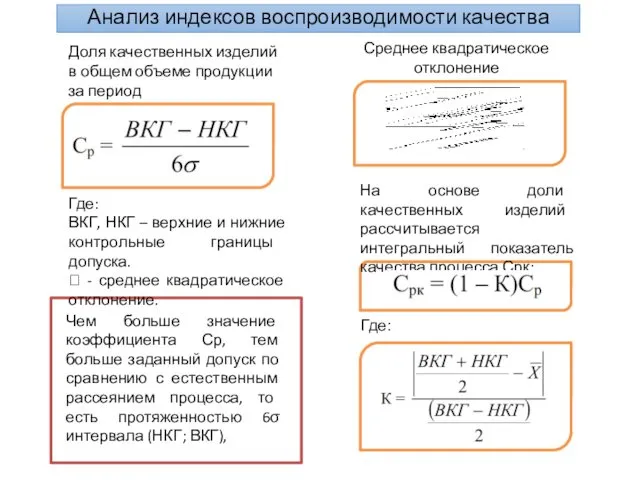
- 23. Анализ индексов воспроизводимости качества Доля качественных изделий в общем объеме продукции за период Где: ВКГ, НКГ
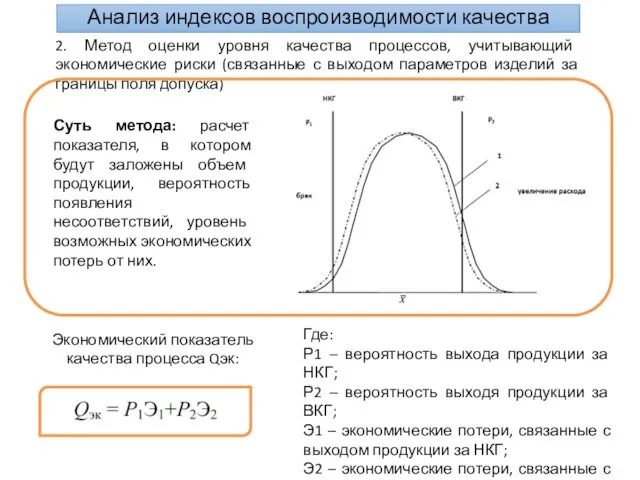
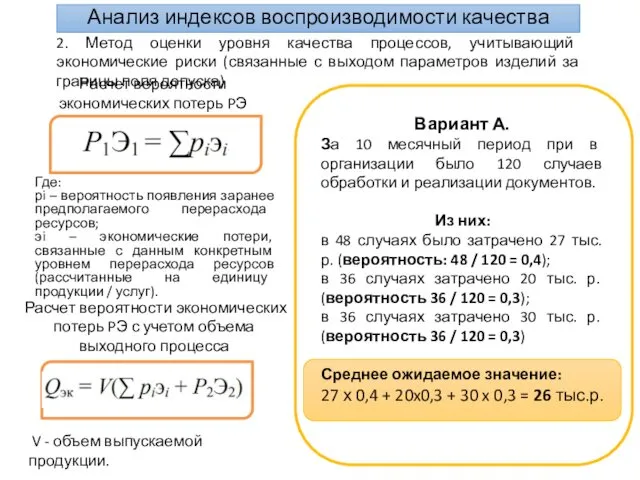
- 24. Анализ индексов воспроизводимости качества 2. Метод оценки уровня качества процессов, учитывающий экономические риски (связанные с выходом
- 25. Анализ индексов воспроизводимости качества 2. Метод оценки уровня качества процессов, учитывающий экономические риски (связанные с выходом
- 26. 1. Расчет средней арифметической: 2. Расчет средней арифметической взвешенной (применяется, если варианты повторяются некоторое число раз
- 27. Пример расчета средних величин: найти среднюю взвешенную заработную плату работников организации за месяц. Средняя заработная плата
- 28. Cредний уровень ряда. Cредний абсолютный прирост. Для статистического анализа процесса в динамике рассчитываются показатели: средний уровень
- 29. 4.Средний абсолютный прирост – обобщающая характеристика индивидуальных абсолютных приростов ряда динамики. Метод расчета: сумму цепных приростов
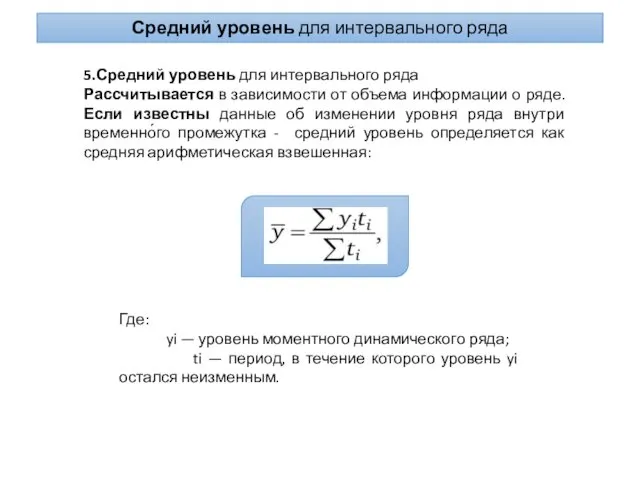
- 30. Средний уровень для интервального ряда 5.Средний уровень для интервального ряда Рассчитывается в зависимости от объема информации
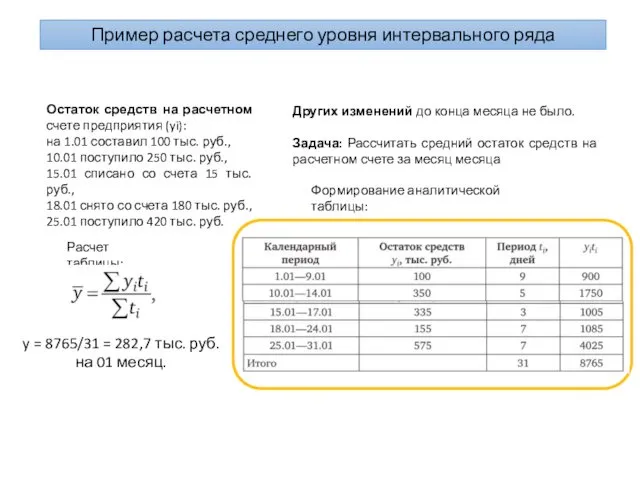
- 31. Пример расчета среднего уровня интервального ряда Остаток средств на расчетном счете предприятия (yi): на 1.01 составил
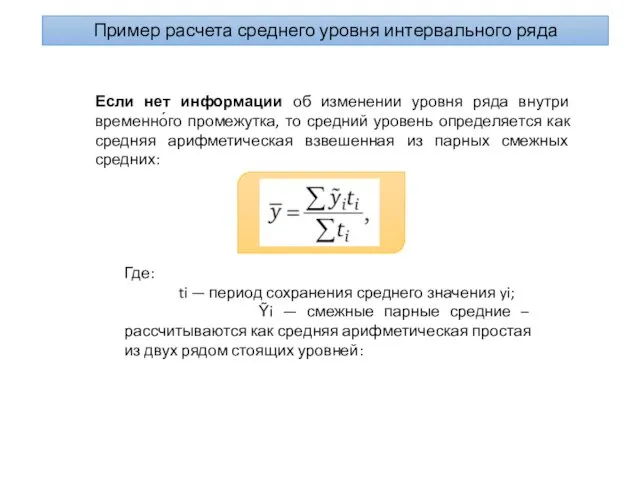
- 32. Пример расчета среднего уровня интервального ряда Если нет информации об изменении уровня ряда внутри временно́го промежутка,
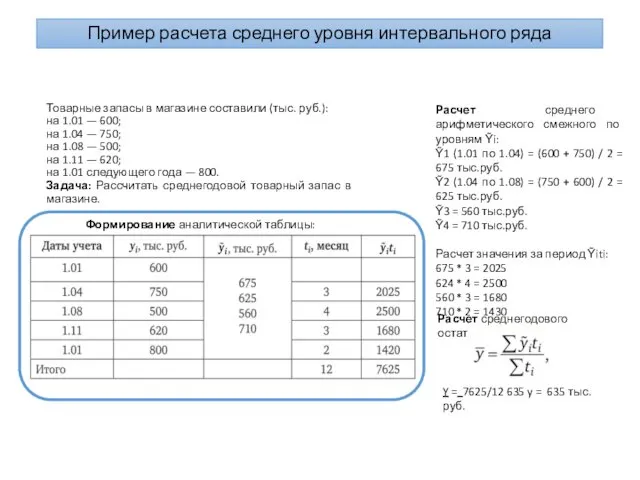
- 33. Пример расчета среднего уровня интервального ряда Товарные запасы в магазине составили (тыс. руб.): на 1.01 —
- 35. Скачать презентацию
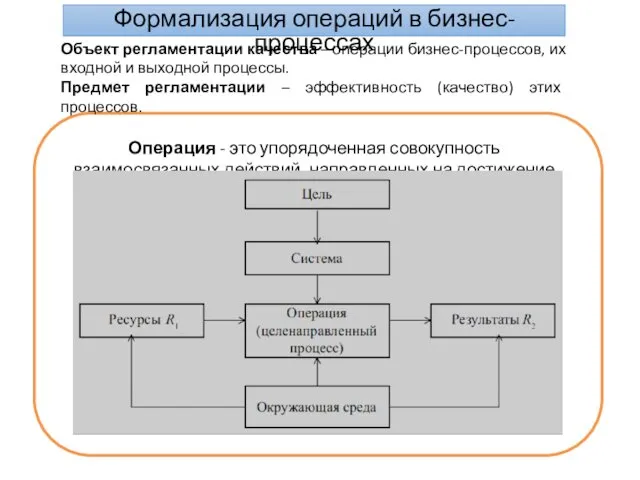
Объект регламентации качества – операции бизнес-процессов, их входной и выходной
Объект регламентации качества – операции бизнес-процессов, их входной и выходной
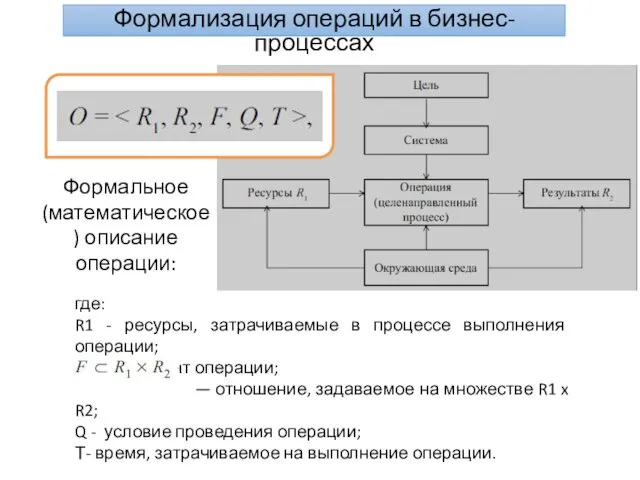
Формальное (математическое) описание операции:
где:
R1 - ресурсы, затрачиваемые в процессе выполнения
Формальное (математическое) описание операции:
где:
R1 - ресурсы, затрачиваемые в процессе выполнения

Характеристики операции:
А) Это процесс преобразования ресурсов в результаты при достижении
Характеристики операции:
А) Это процесс преобразования ресурсов в результаты при достижении
SPC бизнес-процессов организации
SPC (statistical process control) метод мониторинга бизнес-процесса с использованием
SPC бизнес-процессов организации
SPC (statistical process control) метод мониторинга бизнес-процесса с использованием
SPC бизнес-процессов организации
SPC (statistical process control) метод мониторинга бизнес-процесса с использованием
SPC бизнес-процессов организации
SPC (statistical process control) метод мониторинга бизнес-процесса с использованием
Основные инструменты SPC бизнес-процессов
SPC использует 7 основных приемов фиксации качества бизнес-процессов:
Контрольный
Основные инструменты SPC бизнес-процессов
SPC использует 7 основных приемов фиксации качества бизнес-процессов:
Контрольный
Основные инструменты SPС: контрольный листок
Все статистические методы базируются на достовер-ной информации.
Основные инструменты SPС: контрольный листок
Все статистические методы базируются на достовер-ной информации.
Основные инструменты SPС: контрольный листок
Пример контрольного листа для процесса:
Задача: выявить изменения
Основные инструменты SPС: контрольный листок
Пример контрольного листа для процесса:
Задача: выявить изменения
Основные инструменты SPС: контрольный листок
Длительность операции (X): 35,40 + 0,05 мин.
Основные инструменты SPС: контрольный листок
Длительность операции (X): 35,40 + 0,05 мин.
Основные инструменты SPС: контрольный листок
Особенность: процессе построения автоматически происходит построение столбчатой
Основные инструменты SPС: контрольный листок
Особенность: процессе построения автоматически происходит построение столбчатой
Основные инструменты SPС: контрольный листок
Анализ таблицы:
отклонения (-7) и (-6) – не
Основные инструменты SPС: контрольный листок
Анализ таблицы:
отклонения (-7) и (-6) – не

Основные инструменты SPС: контрольный листок
Контрольный лист может использоваться для причинного и
Основные инструменты SPС: контрольный листок
Контрольный лист может использоваться для причинного и
Основные инструменты SPС: контрольные карты
2. Контрольные карты – инструмент, позволяющий отслеживать
Основные инструменты SPС: контрольные карты
2. Контрольные карты – инструмент, позволяющий отслеживать
Основные инструменты SPС: контрольные карты
1. Собираются предварительные данные измерений характеристик процессов
Основные инструменты SPС: контрольные карты
1. Собираются предварительные данные измерений характеристик процессов
Основные инструменты SPС: контрольные карты
Последовательность построения контрольной карты типа X-R.
3.Для
Основные инструменты SPС: контрольные карты
Последовательность построения контрольной карты типа X-R.
3.Для
Основные инструменты SPС: контрольные карты
Последовательность построения контрольной карты типа X-R.
6.Формируются
Основные инструменты SPС: контрольные карты
Последовательность построения контрольной карты типа X-R.
6.Формируются
Основные инструменты SPС: контрольные карты
Пример построения контрольной карты типа X-R.
Имеется
Основные инструменты SPС: контрольные карты
Пример построения контрольной карты типа X-R.
Имеется
Основные инструменты SPС: контрольные карты
Пример построения контрольной карты типа X-R.
1.
Основные инструменты SPС: контрольные карты
Пример построения контрольной карты типа X-R.
1.
Основные инструменты SPС: контрольные карты
Пример построения контрольной карты типа X-R.
2.1.
Основные инструменты SPС: контрольные карты
Пример построения контрольной карты типа X-R.
2.1.
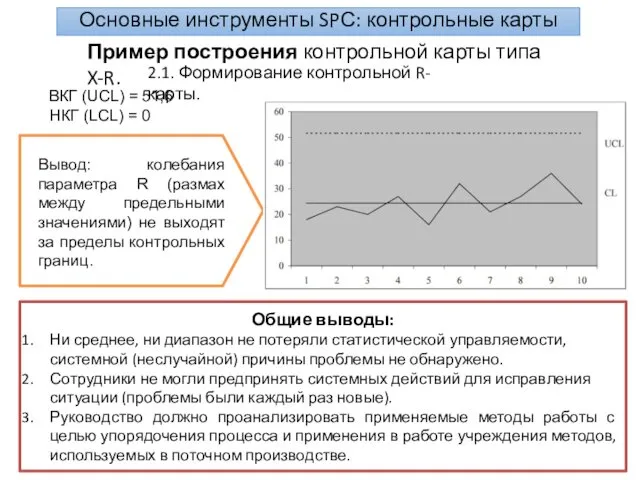
Основные инструменты SPС: контрольные карты
Пример построения контрольной карты типа X-R.
2.1.
Основные инструменты SPС: контрольные карты
Пример построения контрольной карты типа X-R.
2.1.
Анализ индексов воспроизводимости качества
Основа определения уровня качества: понимание требований потребителя, относительно
Анализ индексов воспроизводимости качества
Основа определения уровня качества: понимание требований потребителя, относительно
Анализ индексов воспроизводимости качества
Доля качественных изделий в общем объеме продукции за
Анализ индексов воспроизводимости качества
Доля качественных изделий в общем объеме продукции за
Анализ индексов воспроизводимости качества
2. Метод оценки уровня качества процессов, учитывающий экономические
Анализ индексов воспроизводимости качества
2. Метод оценки уровня качества процессов, учитывающий экономические
Анализ индексов воспроизводимости качества
2. Метод оценки уровня качества процессов, учитывающий экономические
Анализ индексов воспроизводимости качества
2. Метод оценки уровня качества процессов, учитывающий экономические

1. Расчет средней арифметической:
2. Расчет средней арифметической взвешенной (применяется, если варианты
1. Расчет средней арифметической:
2. Расчет средней арифметической взвешенной (применяется, если варианты
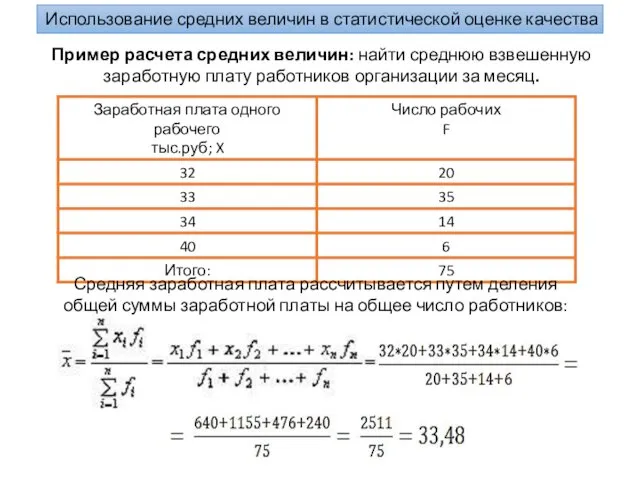
Пример расчета средних величин: найти среднюю взвешенную заработную плату работников организации
Пример расчета средних величин: найти среднюю взвешенную заработную плату работников организации
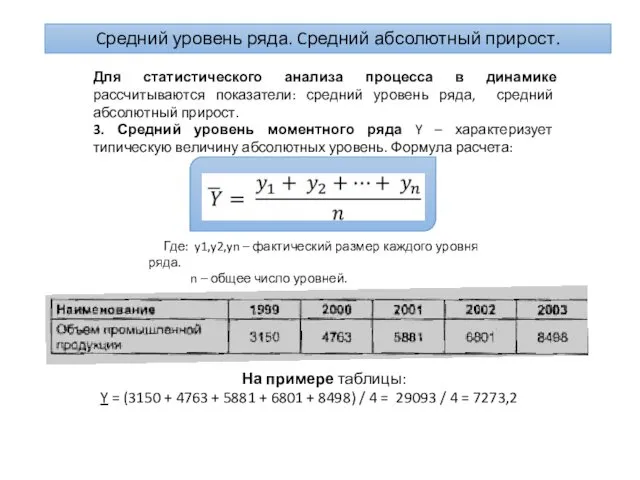
Cредний уровень ряда. Cредний абсолютный прирост.
Для статистического анализа процесса в
Cредний уровень ряда. Cредний абсолютный прирост.
Для статистического анализа процесса в
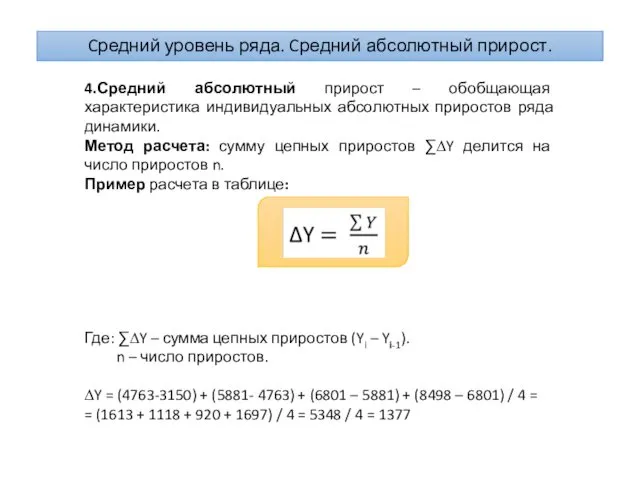
4.Средний абсолютный прирост – обобщающая характеристика индивидуальных абсолютных приростов ряда динамики.
4.Средний абсолютный прирост – обобщающая характеристика индивидуальных абсолютных приростов ряда динамики.
Средний уровень для интервального ряда
5.Средний уровень для интервального ряда
Рассчитывается в зависимости
Средний уровень для интервального ряда
5.Средний уровень для интервального ряда
Рассчитывается в зависимости
Пример расчета среднего уровня интервального ряда
Остаток средств на расчетном счете предприятия
Пример расчета среднего уровня интервального ряда
Остаток средств на расчетном счете предприятия
Пример расчета среднего уровня интервального ряда
Если нет информации об изменении уровня
Пример расчета среднего уровня интервального ряда
Если нет информации об изменении уровня
Пример расчета среднего уровня интервального ряда
Товарные запасы в магазине составили (тыс.
Пример расчета среднего уровня интервального ряда
Товарные запасы в магазине составили (тыс.
 Организационные основы управления информационной безопасностью
Организационные основы управления информационной безопасностью Разработка системы качества для предприятия
Разработка системы качества для предприятия Managers and Managing
Managers and Managing Организация грузовых перевозок
Организация грузовых перевозок Методы и инструменты планирования. Иерархическая структура работ (WBS)
Методы и инструменты планирования. Иерархическая структура работ (WBS) Civil service in public administration in Russia
Civil service in public administration in Russia Управление проектами
Управление проектами Антикризове управління на підприємствію. (Тема 16.2)
Антикризове управління на підприємствію. (Тема 16.2) Управление рисками
Управление рисками Командная работа (распределение ролей в группе по Р.М.Белбину)
Командная работа (распределение ролей в группе по Р.М.Белбину) Business Etiquette in China
Business Etiquette in China Методы исследования в менеджменте. Вводная лекция
Методы исследования в менеджменте. Вводная лекция Телефонные переговоры или Ваши клиенты на расстоянии вытянутой руки
Телефонные переговоры или Ваши клиенты на расстоянии вытянутой руки Профессия Менеджер по персоналу на рынке труда Самары
Профессия Менеджер по персоналу на рынке труда Самары Квалификационная работа. Организационный менеджмент хоккейного клуба Прогресс в сравнении с ведущими клубами КХЛ
Квалификационная работа. Организационный менеджмент хоккейного клуба Прогресс в сравнении с ведущими клубами КХЛ Основы менеджмента. Введение в менеджмент
Основы менеджмента. Введение в менеджмент Іскерлік этика кодексі
Іскерлік этика кодексі Экономическое обоснование рейса Санкт-Петербург-Воркута, самолетом CRG200 авиакомпанией Трансаэро
Экономическое обоснование рейса Санкт-Петербург-Воркута, самолетом CRG200 авиакомпанией Трансаэро Методы исследования в менеджменте образования
Методы исследования в менеджменте образования Методологические основы менеджмента
Методологические основы менеджмента Структура и оценка затрат на персонал
Структура и оценка затрат на персонал Видение и миссия организации
Видение и миссия организации Стратегия голубого океана (Blue ocean strategy – BOS)
Стратегия голубого океана (Blue ocean strategy – BOS) Удосконалення управління на підприємствах готельноресторанного бізнесу: стратегічний підхід
Удосконалення управління на підприємствах готельноресторанного бізнесу: стратегічний підхід Тьюториал. Управление организацией и персоналом. Власть, лидерство и изменения. (Книга 4)
Тьюториал. Управление организацией и персоналом. Власть, лидерство и изменения. (Книга 4) Сетевое планирование и управление. Лекция - семинар
Сетевое планирование и управление. Лекция - семинар Даяшы. Даяшы даярлығы
Даяшы. Даяшы даярлығы Управление проектами и бизнес-планирование
Управление проектами и бизнес-планирование