- Статистические методы управления качеством

Содержание
- 2. Данное методическое пособие предназначено для введения в теорию статистических методов управления качеством и ознакомления с применением
- 3. СТАТИСТИЧЕСКИЕ МЕТОДЫ УПРАВЛЕНИЯ КАЧЕСТВОМ «В течение длительного времени эффективность статистики будет зависеть в меньшей степени от
- 4. СТАТИСТИЧЕСКИЕ МЕТОДЫ УПРАВЛЕНИЯ КАЧЕСТВОМ Обострение конкуренции на национальном и международном уровнях заставило многих обратиться к статистическим
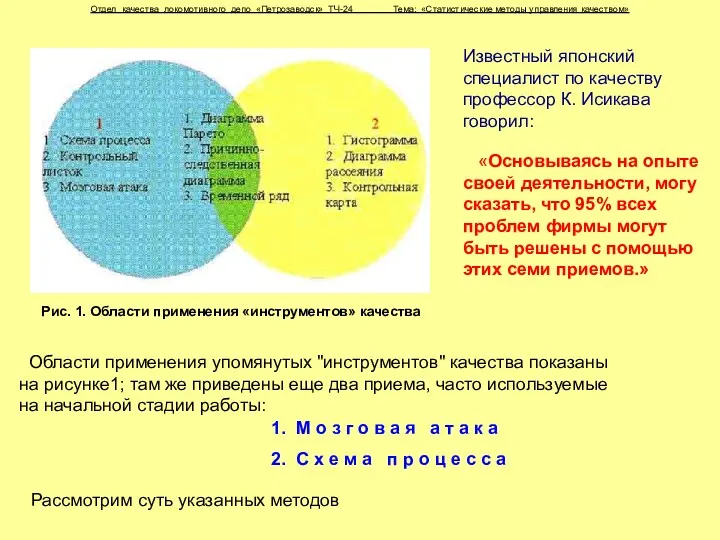
- 5. Отдел качества локомотивного депо «Петрозаводск» ТЧ-24 Тема: «Статистические методы управления качеством» Для решения проблем, связанных с
- 6. Отдел качества локомотивного депо «Петрозаводск» ТЧ-24 Тема: «Статистические методы управления качеством» Области применения упомянутых "инструментов" качества
- 7. Отдел качества локомотивного депо «Петрозаводск» ТЧ-24 Тема: «Статистические методы управления качеством» М О З Г О
- 8. Отдел качества локомотивного депо «Петрозаводск» ТЧ-24 Тема: «Статистические методы управления качеством» СХЕМА ПРОЦЕССА Схема процесса (последовательности
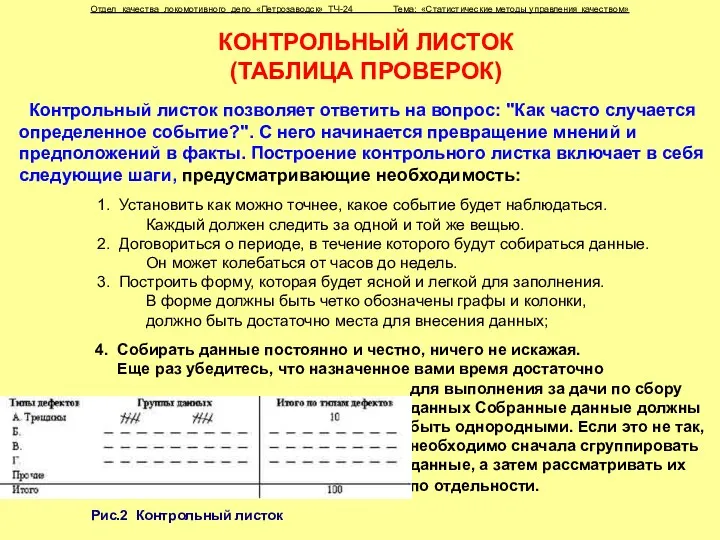
- 9. 4. Собирать данные постоянно и честно, ничего не искажая. Еще раз убедитесь, что назначенное вами время
- 10. Рис. 3. Временной ряд ВРЕМЕННОЙ РЯД (ЛИНЕЙНЫЙ ГРАФИК) Отдел качества локомотивного депо «Петрозаводск» ТЧ-24 Тема: «Статистические
- 11. ДИАГРАММА ПАРЕТО Диаграмма Парето - это особая форма вертикального столбикового графика, которая помогает определить, какие имеются
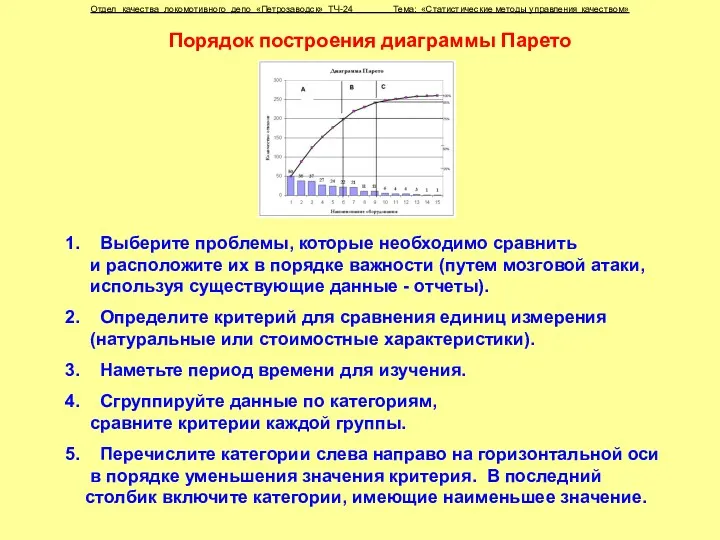
- 12. Порядок построения диаграммы Парето 1. Выберите проблемы, которые необходимо сравнить и расположите их в порядке важности
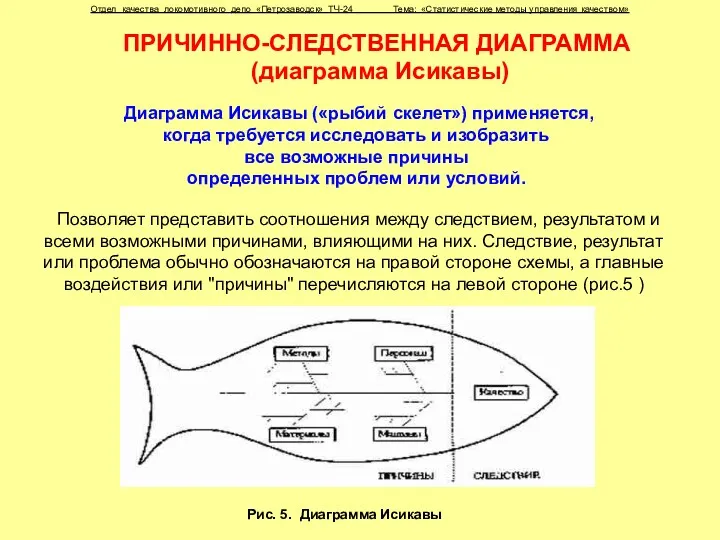
- 13. ПРИЧИННО-СЛЕДСТВЕННАЯ ДИАГРАММА (диаграмма Исикавы) Диаграмма Исикавы («рыбий скелет») применяется, когда требуется исследовать и изобразить все возможные
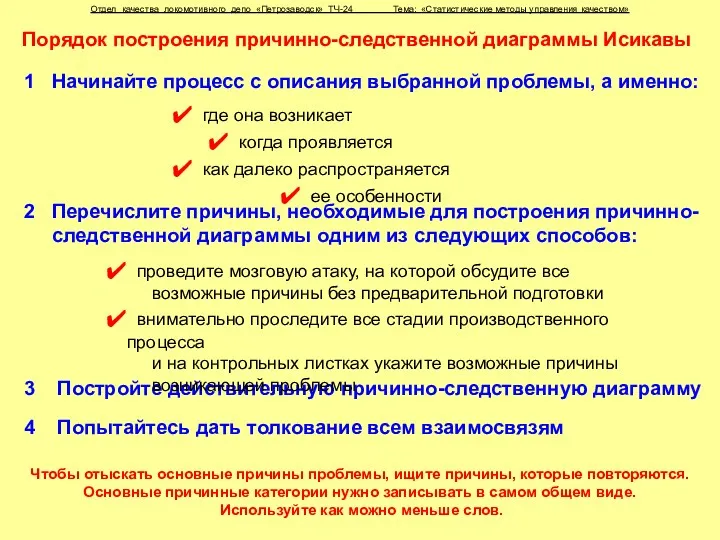
- 14. Отдел качества локомотивного депо «Петрозаводск» ТЧ-24 Тема: «Статистические методы управления качеством» Порядок построения причинно-следственной диаграммы Исикавы
- 15. Применяется, когда требуется исследовать и представить распределение данных о числе единиц в каждой категории с помощью
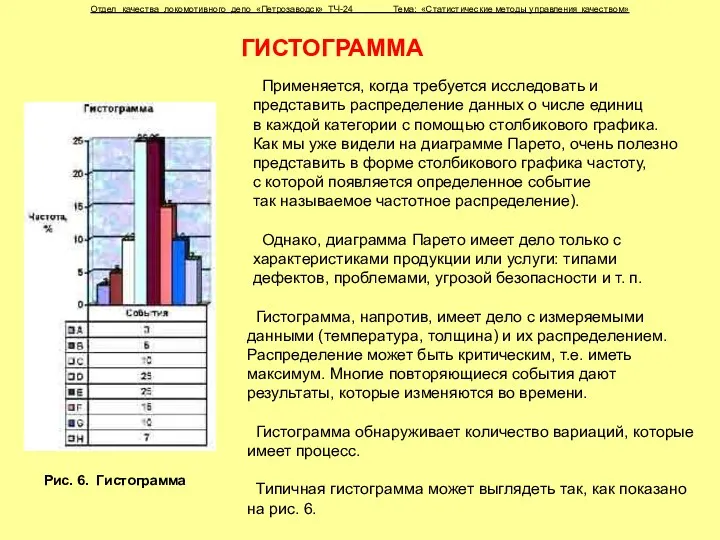
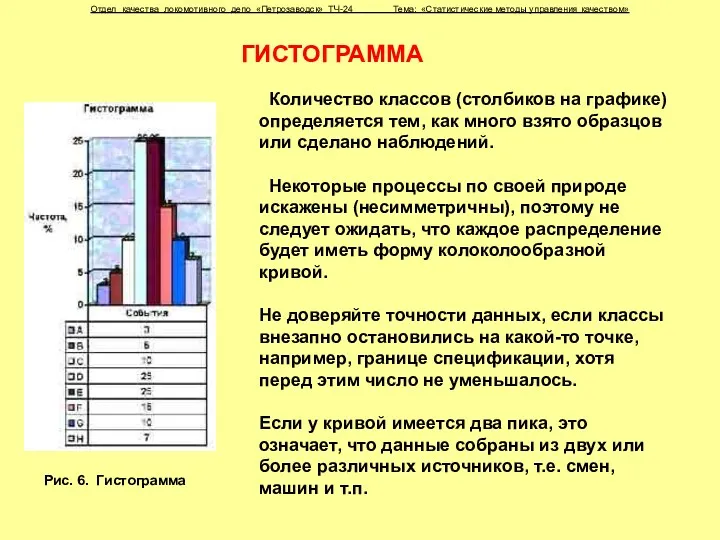
- 16. Отдел качества локомотивного депо «Петрозаводск» ТЧ-24 Тема: «Статистические методы управления качеством» ГИСТОГРАММА Рис. 6. Гистограмма Количество
- 17. ДИАГРАММА РАЗБРОСА (РАССЕЯНИЯ) Применяется, когда требуется представить, что происходит с одной из переменных величин, если другая
- 18. КОНТРОЛЬНАЯ КАРТА Отдел качества локомотивного депо «Петрозаводск» ТЧ-24 Тема: «Статистические методы управления качеством» Одним из основных
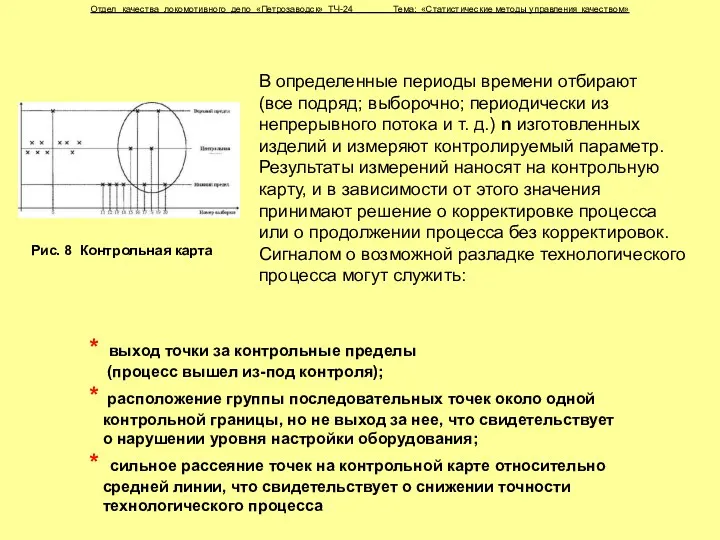
- 19. Рис. 8 Контрольная карта Отдел качества локомотивного депо «Петрозаводск» ТЧ-24 Тема: «Статистические методы управления качеством» Контрольная
- 20. * выход точки за контрольные пределы (процесс вышел из-под контроля); * расположение группы последовательных точек около
- 21. Отдел качества локомотивного депо «Петрозаводск» ТЧ-24 Тема: «Статистические методы управления качеством» Существуют два основных типа контрольных
- 22. ПРИМЕР ПРИМЕНЕНИЯ СТАТИСТИЧЕСКИХ МЕТОДОВ УПРАВЛЕНИЯ Отдел качества локомотивного депо «Петрозаводск» ТЧ-24 Тема: «Статистические методы управления качеством»
- 23. Составляем контрольный листок Отдел качества локомотивного депо «Петрозаводск» ТЧ-24 Тема: «Статистические методы управления качеством»
- 24. Преобразуем таблицу, выстроив строки по мере убывания. Отдел качества локомотивного депо «Петрозаводск» ТЧ-24 Тема: «Статистические методы
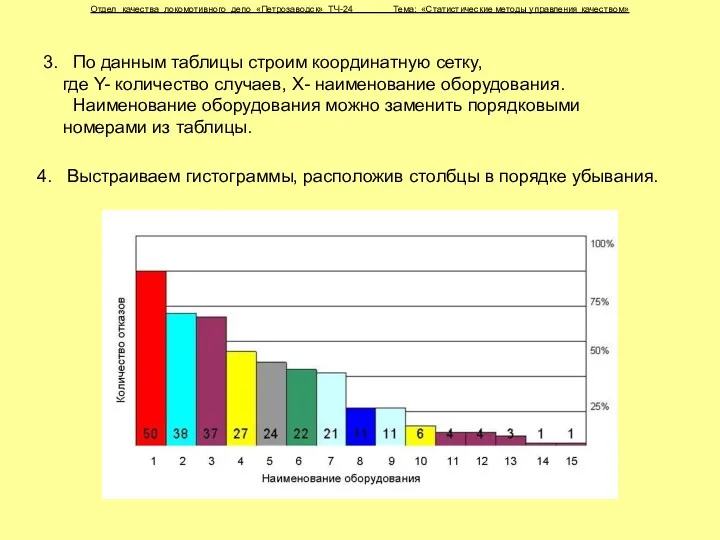
- 25. Отдел качества локомотивного депо «Петрозаводск» ТЧ-24 Тема: «Статистические методы управления качеством» 4. Выстраиваем гистограммы, расположив столбцы
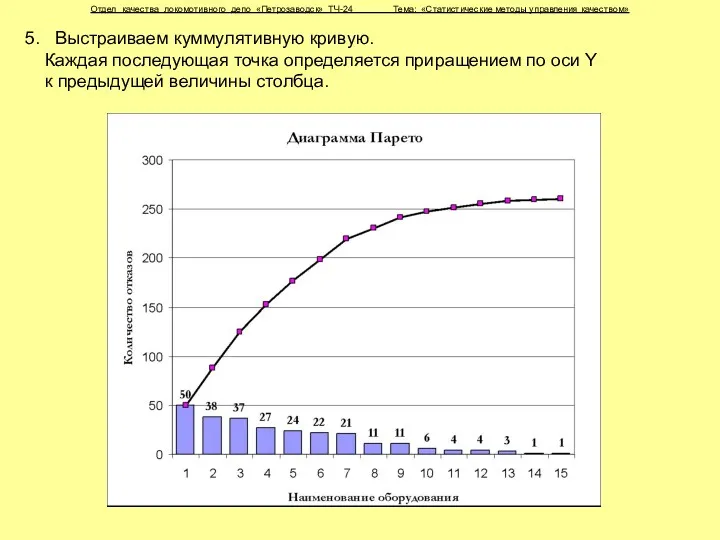
- 26. Отдел качества локомотивного депо «Петрозаводск» ТЧ-24 Тема: «Статистические методы управления качеством» 5. Выстраиваем куммулятивную кривую. Каждая
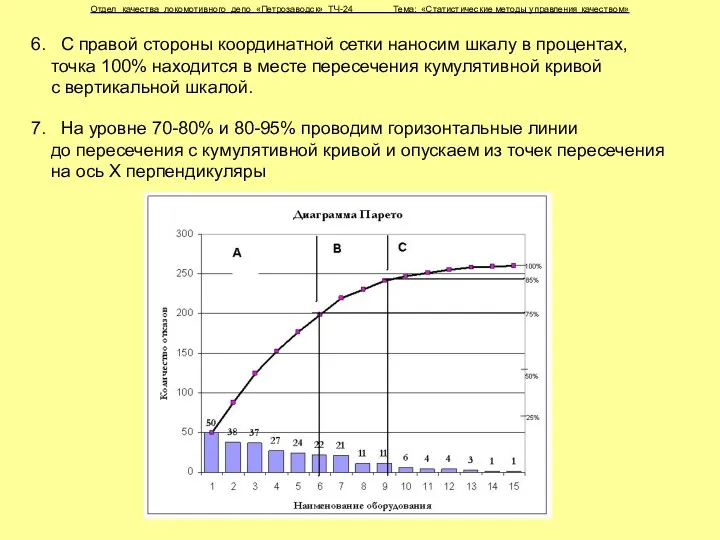
- 27. Отдел качества локомотивного депо «Петрозаводск» ТЧ-24 Тема: «Статистические методы управления качеством» 6. С правой стороны координатной
- 28. Отдел качества локомотивного депо «Петрозаводск» ТЧ-24 Тема: «Статистические методы управления качеством»
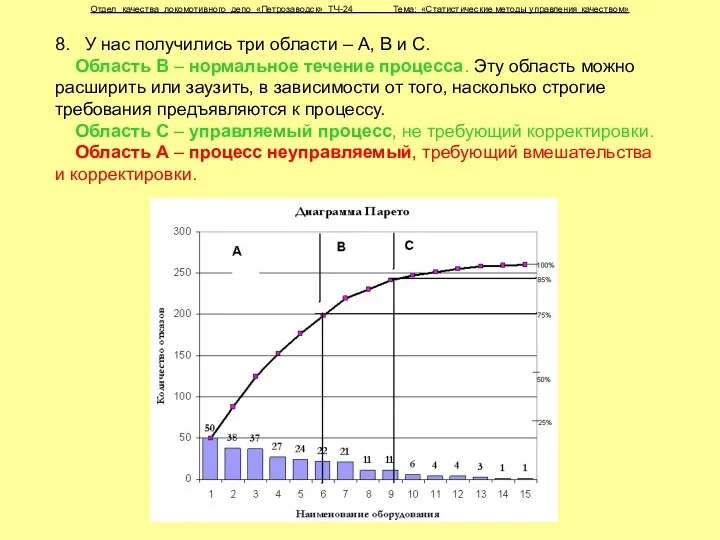
- 29. Отдел качества локомотивного депо «Петрозаводск» ТЧ-24 Тема: «Статистические методы управления качеством» 8. У нас получились три
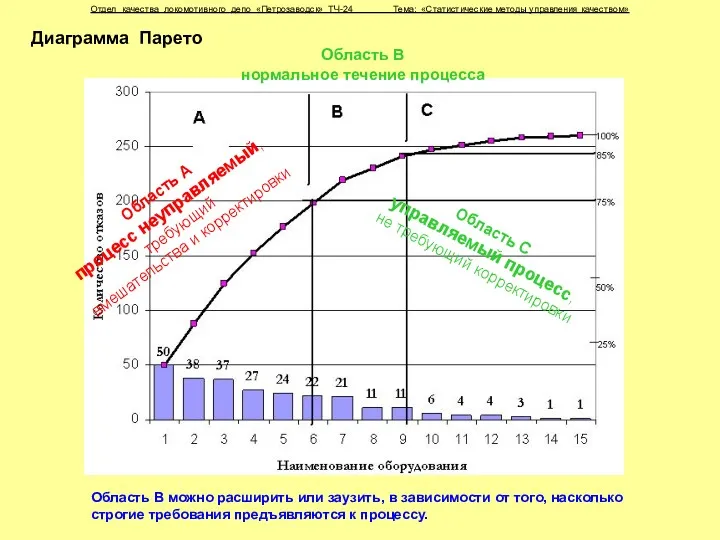
- 30. Отдел качества локомотивного депо «Петрозаводск» ТЧ-24 Тема: «Статистические методы управления качеством» Область А процесс неуправляемый, требующий
- 31. 9. На диаграмме видно, что вмешательства требуют первые пять процессов ремонта оборудования: Отдел качества локомотивного депо
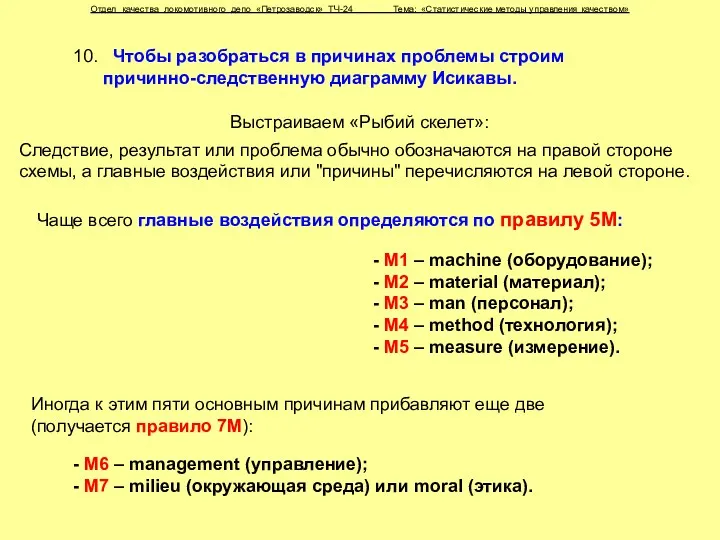
- 32. Отдел качества локомотивного депо «Петрозаводск» ТЧ-24 Тема: «Статистические методы управления качеством» 10. Чтобы разобраться в причинах
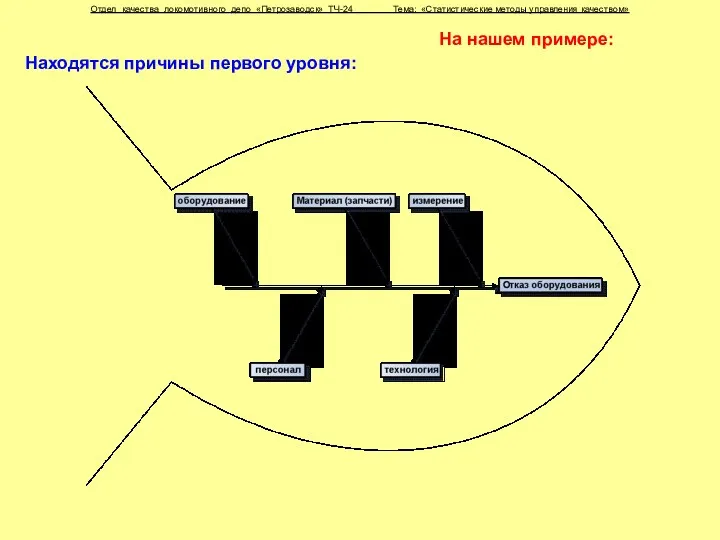
- 33. На нашем примере: Отдел качества локомотивного депо «Петрозаводск» ТЧ-24 Тема: «Статистические методы управления качеством» Находятся причины
- 34. Далее находятся причины второго уровня: Отдел качества локомотивного депо «Петрозаводск» ТЧ-24 Тема: «Статистические методы управления качеством»
- 35. Затем третьего уровня: Отдел качества локомотивного депо «Петрозаводск» ТЧ-24 Тема: «Статистические методы управления качеством»
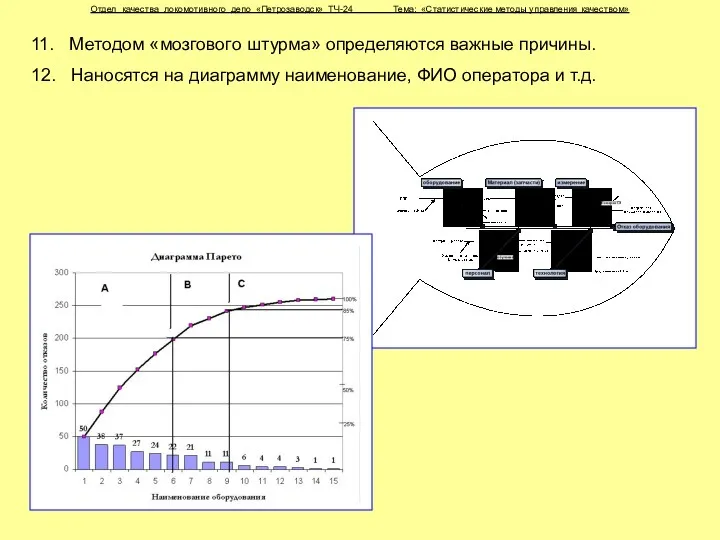
- 36. Отдел качества локомотивного депо «Петрозаводск» ТЧ-24 Тема: «Статистические методы управления качеством» 11. Методом «мозгового штурма» определяются
- 38. Скачать презентацию
Данное методическое пособие предназначено для введения в теорию статистических методов
Данное методическое пособие предназначено для введения в теорию статистических методов
СТАТИСТИЧЕСКИЕ МЕТОДЫ УПРАВЛЕНИЯ КАЧЕСТВОМ
«В течение длительного времени эффективность статистики
СТАТИСТИЧЕСКИЕ МЕТОДЫ УПРАВЛЕНИЯ КАЧЕСТВОМ
«В течение длительного времени эффективность статистики
СТАТИСТИЧЕСКИЕ МЕТОДЫ УПРАВЛЕНИЯ КАЧЕСТВОМ
Обострение конкуренции на национальном и международном уровнях
СТАТИСТИЧЕСКИЕ МЕТОДЫ УПРАВЛЕНИЯ КАЧЕСТВОМ
Обострение конкуренции на национальном и международном уровнях
Отдел качества локомотивного депо «Петрозаводск» ТЧ-24 Тема: «Статистические методы управления качеством»
Для
Отдел качества локомотивного депо «Петрозаводск» ТЧ-24 Тема: «Статистические методы управления качеством»
Для
Отдел качества локомотивного депо «Петрозаводск» ТЧ-24 Тема: «Статистические методы управления качеством»
Отдел качества локомотивного депо «Петрозаводск» ТЧ-24 Тема: «Статистические методы управления качеством»
Отдел качества локомотивного депо «Петрозаводск» ТЧ-24 Тема: «Статистические методы управления качеством»
М
Отдел качества локомотивного депо «Петрозаводск» ТЧ-24 Тема: «Статистические методы управления качеством»
М
Отдел качества локомотивного депо «Петрозаводск» ТЧ-24 Тема: «Статистические методы управления качеством»
СХЕМА
Отдел качества локомотивного депо «Петрозаводск» ТЧ-24 Тема: «Статистические методы управления качеством»
СХЕМА
4. Собирать данные постоянно и честно, ничего не искажая.
Еще
4. Собирать данные постоянно и честно, ничего не искажая. Еще
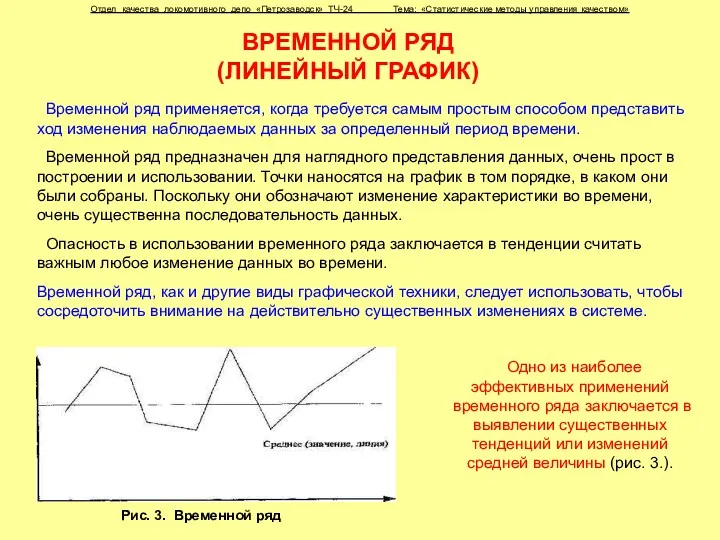
Рис. 3. Временной ряд
ВРЕМЕННОЙ РЯД
(ЛИНЕЙНЫЙ ГРАФИК)
Отдел качества локомотивного депо «Петрозаводск» ТЧ-24
Рис. 3. Временной ряд
ВРЕМЕННОЙ РЯД
(ЛИНЕЙНЫЙ ГРАФИК)
Отдел качества локомотивного депо «Петрозаводск» ТЧ-24
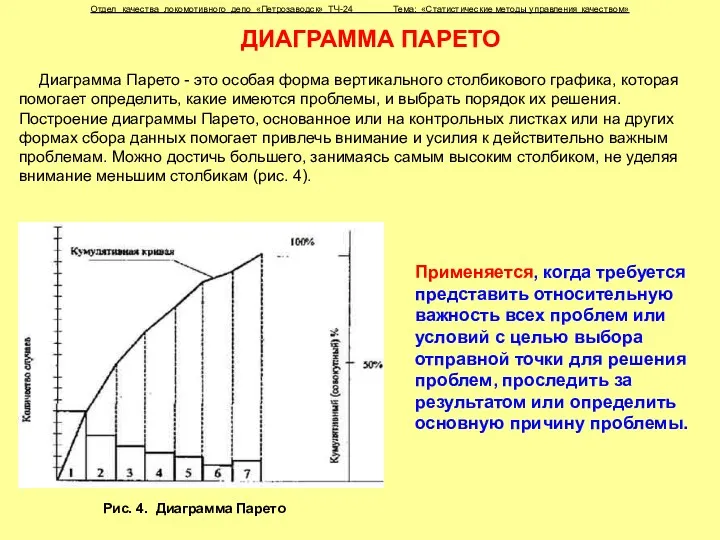
ДИАГРАММА ПАРЕТО
Диаграмма Парето - это особая форма вертикального столбикового графика, которая
ДИАГРАММА ПАРЕТО
Диаграмма Парето - это особая форма вертикального столбикового графика, которая
Порядок построения диаграммы Парето
1. Выберите проблемы, которые необходимо сравнить
и
Порядок построения диаграммы Парето
1. Выберите проблемы, которые необходимо сравнить и
ПРИЧИННО-СЛЕДСТВЕННАЯ ДИАГРАММА
(диаграмма Исикавы)
Диаграмма Исикавы («рыбий скелет») применяется,
когда требуется
ПРИЧИННО-СЛЕДСТВЕННАЯ ДИАГРАММА
(диаграмма Исикавы)
Диаграмма Исикавы («рыбий скелет») применяется, когда требуется
Отдел качества локомотивного депо «Петрозаводск» ТЧ-24 Тема: «Статистические методы управления качеством»
Порядок
Отдел качества локомотивного депо «Петрозаводск» ТЧ-24 Тема: «Статистические методы управления качеством»
Порядок
Применяется, когда требуется исследовать и представить распределение данных о числе
Применяется, когда требуется исследовать и представить распределение данных о числе
Отдел качества локомотивного депо «Петрозаводск» ТЧ-24 Тема: «Статистические методы управления качеством»
ГИСТОГРАММА
Рис.
Отдел качества локомотивного депо «Петрозаводск» ТЧ-24 Тема: «Статистические методы управления качеством»
ГИСТОГРАММА
Рис.
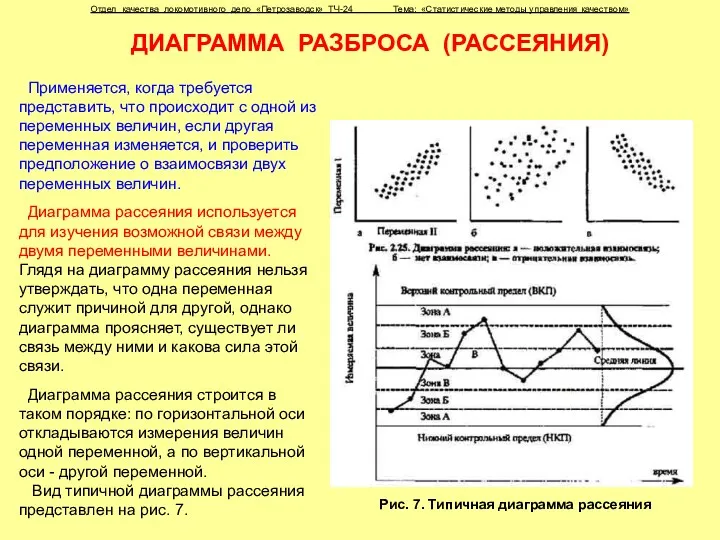
ДИАГРАММА РАЗБРОСА (РАССЕЯНИЯ)
Применяется, когда требуется представить, что происходит с одной
ДИАГРАММА РАЗБРОСА (РАССЕЯНИЯ)
Применяется, когда требуется представить, что происходит с одной
КОНТРОЛЬНАЯ КАРТА
Отдел качества локомотивного депо «Петрозаводск» ТЧ-24 Тема: «Статистические методы управления
КОНТРОЛЬНАЯ КАРТА
Отдел качества локомотивного депо «Петрозаводск» ТЧ-24 Тема: «Статистические методы управления
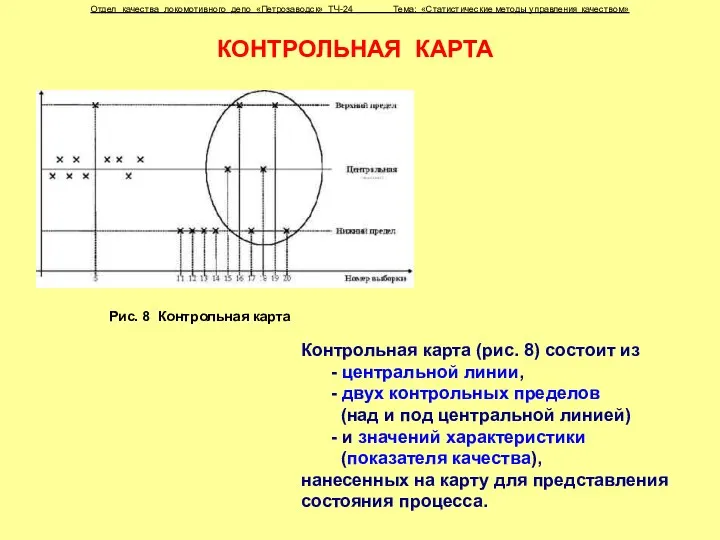
Рис. 8 Контрольная карта
Отдел качества локомотивного депо «Петрозаводск» ТЧ-24 Тема:
Рис. 8 Контрольная карта
Отдел качества локомотивного депо «Петрозаводск» ТЧ-24 Тема:
* выход точки за контрольные пределы (процесс вышел из-под контроля);
*
* выход точки за контрольные пределы (процесс вышел из-под контроля);
*
Отдел качества локомотивного депо «Петрозаводск» ТЧ-24 Тема: «Статистические методы управления качеством»
Существуют
Отдел качества локомотивного депо «Петрозаводск» ТЧ-24 Тема: «Статистические методы управления качеством»
Существуют
ПРИМЕР ПРИМЕНЕНИЯ
СТАТИСТИЧЕСКИХ МЕТОДОВ УПРАВЛЕНИЯ
Отдел качества локомотивного депо «Петрозаводск» ТЧ-24 Тема:
ПРИМЕР ПРИМЕНЕНИЯ
СТАТИСТИЧЕСКИХ МЕТОДОВ УПРАВЛЕНИЯ
Отдел качества локомотивного депо «Петрозаводск» ТЧ-24 Тема:
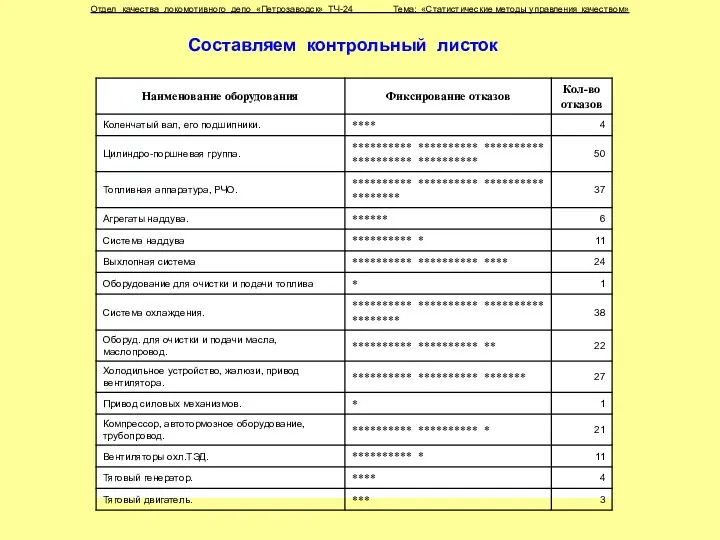
Составляем контрольный листок
Отдел качества локомотивного депо «Петрозаводск» ТЧ-24 Тема: «Статистические
Составляем контрольный листок
Отдел качества локомотивного депо «Петрозаводск» ТЧ-24 Тема: «Статистические
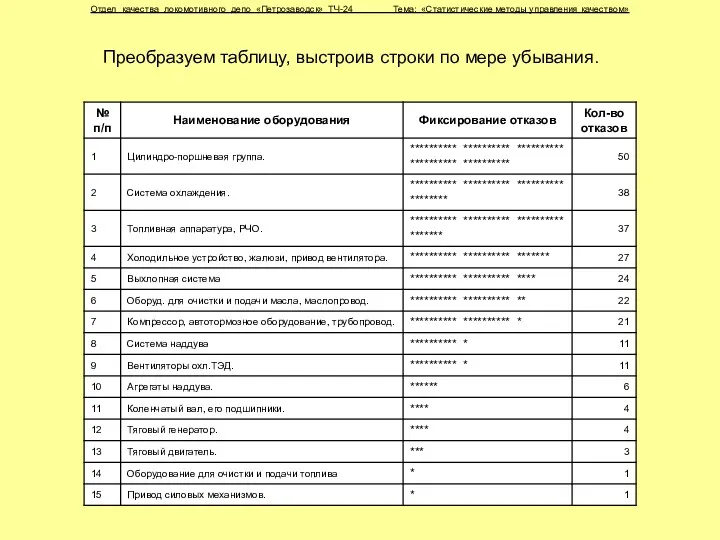
Преобразуем таблицу, выстроив строки по мере убывания.
Отдел качества локомотивного депо «Петрозаводск»
Преобразуем таблицу, выстроив строки по мере убывания.
Отдел качества локомотивного депо «Петрозаводск»
Отдел качества локомотивного депо «Петрозаводск» ТЧ-24 Тема: «Статистические методы управления качеством»
4.
Отдел качества локомотивного депо «Петрозаводск» ТЧ-24 Тема: «Статистические методы управления качеством»
4.
Отдел качества локомотивного депо «Петрозаводск» ТЧ-24 Тема: «Статистические методы управления качеством»
5.
Отдел качества локомотивного депо «Петрозаводск» ТЧ-24 Тема: «Статистические методы управления качеством»
5.
Отдел качества локомотивного депо «Петрозаводск» ТЧ-24 Тема: «Статистические методы управления качеством»
6.
Отдел качества локомотивного депо «Петрозаводск» ТЧ-24 Тема: «Статистические методы управления качеством»
6.
Отдел качества локомотивного депо «Петрозаводск» ТЧ-24 Тема: «Статистические методы управления качеством»
Отдел качества локомотивного депо «Петрозаводск» ТЧ-24 Тема: «Статистические методы управления качеством»
Отдел качества локомотивного депо «Петрозаводск» ТЧ-24 Тема: «Статистические методы управления качеством»
8.
Отдел качества локомотивного депо «Петрозаводск» ТЧ-24 Тема: «Статистические методы управления качеством»
8.
Отдел качества локомотивного депо «Петрозаводск» ТЧ-24 Тема: «Статистические методы управления качеством»
Область
Отдел качества локомотивного депо «Петрозаводск» ТЧ-24 Тема: «Статистические методы управления качеством»
Область
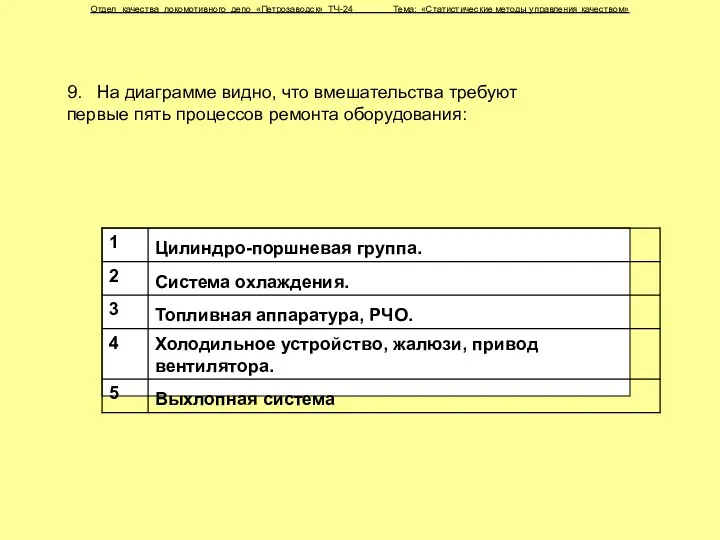
9. На диаграмме видно, что вмешательства требуют первые пять процессов ремонта
9. На диаграмме видно, что вмешательства требуют первые пять процессов ремонта
Отдел качества локомотивного депо «Петрозаводск» ТЧ-24 Тема: «Статистические методы управления качеством»
10.
Отдел качества локомотивного депо «Петрозаводск» ТЧ-24 Тема: «Статистические методы управления качеством»
10.
На нашем примере:
Отдел качества локомотивного депо «Петрозаводск» ТЧ-24 Тема: «Статистические методы
На нашем примере:
Отдел качества локомотивного депо «Петрозаводск» ТЧ-24 Тема: «Статистические методы
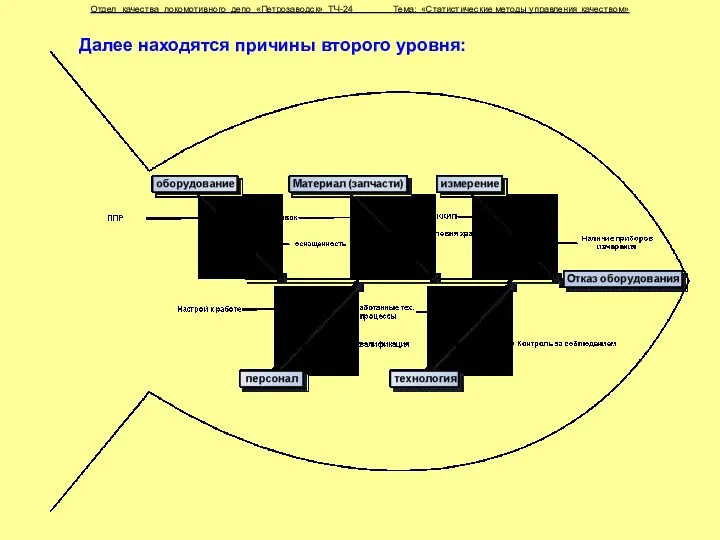
Далее находятся причины второго уровня:
Отдел качества локомотивного депо «Петрозаводск» ТЧ-24 Тема:
Далее находятся причины второго уровня:
Отдел качества локомотивного депо «Петрозаводск» ТЧ-24 Тема:

Затем третьего уровня:
Отдел качества локомотивного депо «Петрозаводск» ТЧ-24 Тема: «Статистические методы
Затем третьего уровня:
Отдел качества локомотивного депо «Петрозаводск» ТЧ-24 Тема: «Статистические методы
Отдел качества локомотивного депо «Петрозаводск» ТЧ-24 Тема: «Статистические методы управления качеством»
11.
Отдел качества локомотивного депо «Петрозаводск» ТЧ-24 Тема: «Статистические методы управления качеством»
11.
 Методологические основы разработки УР
Методологические основы разработки УР Стратегический менеджмент и стратегия
Стратегический менеджмент и стратегия Кадровое студенческое агенство. Модель трудоустройства студента
Кадровое студенческое агенство. Модель трудоустройства студента Планирование и бюджетирование в компании
Планирование и бюджетирование в компании Мотивация, ее сущность
Мотивация, ее сущность Рейтинг профессиональных навыков
Рейтинг профессиональных навыков Material pentru lucrări de laborator la cursul “Management proiecte”
Material pentru lucrări de laborator la cursul “Management proiecte” Процессы управления проектом
Процессы управления проектом Школы и теории управления
Школы и теории управления Деятельность менеджера
Деятельность менеджера Тайм-менеджмент
Тайм-менеджмент Инструменты удержания клиента
Инструменты удержания клиента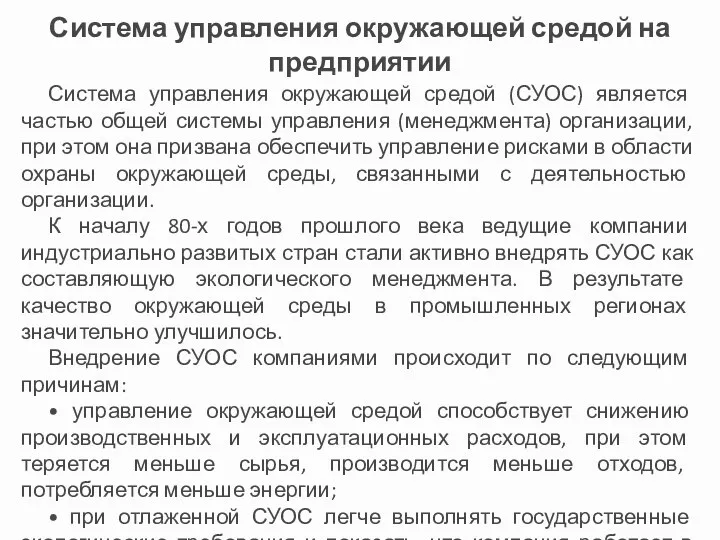 Система управления окружающей средой на предприятии
Система управления окружающей средой на предприятии Совершенствование качества обслуживая пассажиров АО Авиакомпании Россия в аэропорту Пулково (Санкт- Петербург)
Совершенствование качества обслуживая пассажиров АО Авиакомпании Россия в аэропорту Пулково (Санкт- Петербург) Автоматизированная система централизованной подготовки и оформления перевозочных документов ЭТРАН
Автоматизированная система централизованной подготовки и оформления перевозочных документов ЭТРАН Типология документов
Типология документов Основы управления персоналом
Основы управления персоналом Организация документооборота
Организация документооборота Планирование и прогнозирование
Планирование и прогнозирование Проектный менеджмент
Проектный менеджмент Разработка и реализация стратегии и сбалансированной системы показателей в банке
Разработка и реализация стратегии и сбалансированной системы показателей в банке Мозговой штурм (30)
Мозговой штурм (30) Оптимизация принятия управленческого решения с применением математических моделей
Оптимизация принятия управленческого решения с применением математических моделей Функция - мотивация
Функция - мотивация Международная логистика Республики Панама
Международная логистика Республики Панама Совершенствование логистической деятельности предприятия пассажирского транспорта
Совершенствование логистической деятельности предприятия пассажирского транспорта Методы планировнаия на предприятии. (Часть 3)
Методы планировнаия на предприятии. (Часть 3) НБП-240-97. Противодымная защита зданий и сооружений. Методы приемо-сдаточных и периодических испытаний
НБП-240-97. Противодымная защита зданий и сооружений. Методы приемо-сдаточных и периодических испытаний