- Статистическое управление процессами

Содержание
- 2. «Использование спецификаций (допусков, ТЗ, ТУ) не ошибка. Этого просто недостаточно» У.Э. Деминг
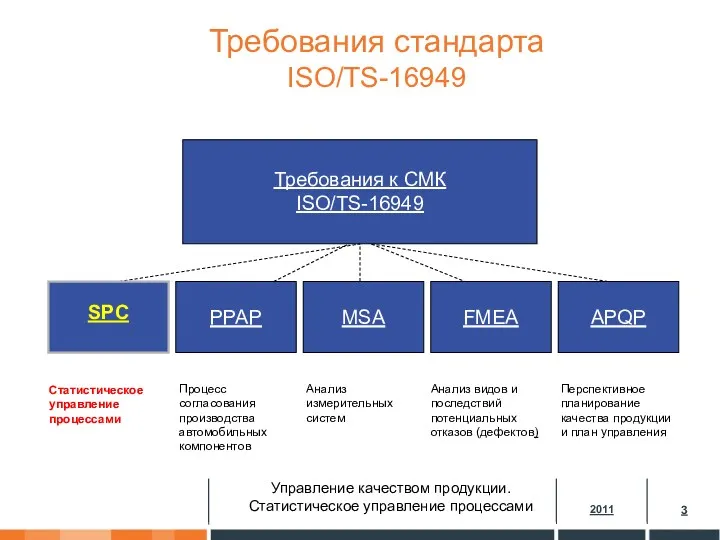
- 3. Требования стандарта ISO/TS-16949 SPC Статистическое управление процессами
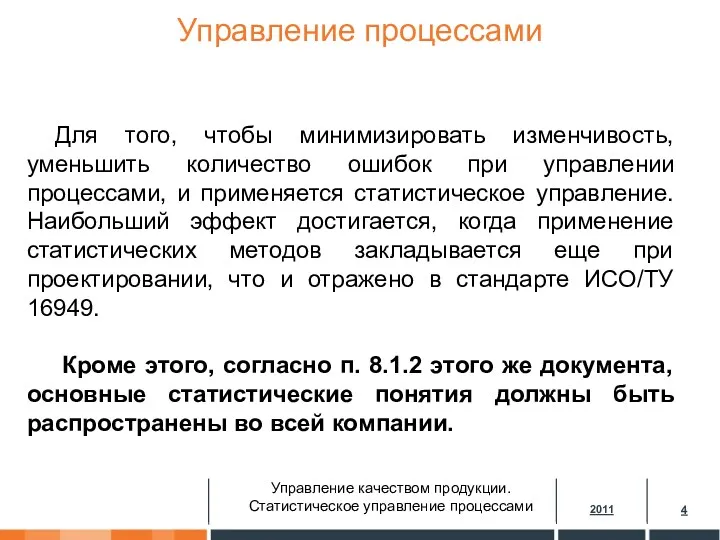
- 4. Управление процессами Для того, чтобы минимизировать изменчивость, уменьшить количество ошибок при управлении процессами, и применяется статистическое
- 5. Введение в процесс измерений Day 1
- 6. Определение: задание числа наблюдений в соответствии с определенными правилами принятия решений Измерение – это отправная точка
- 7. Сбор данных Часто данные приходиться собирать вручную и затем анализировать. Хорошим способом сбора данных, потому что
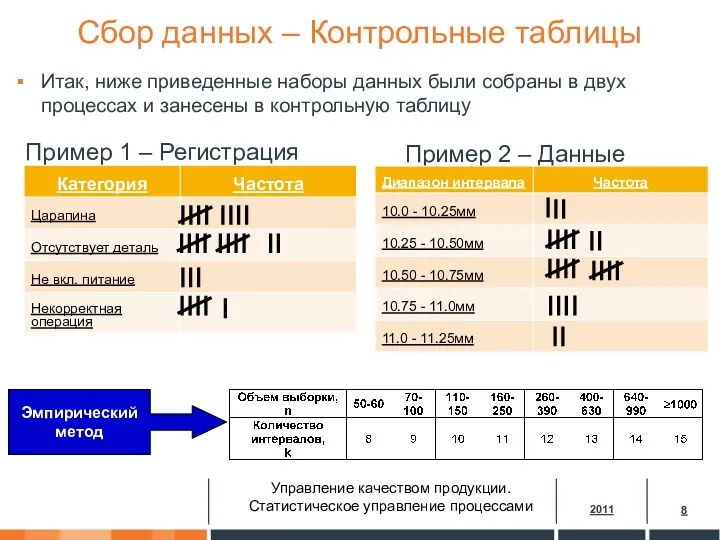
- 8. Сбор данных – Контрольные таблицы Итак, ниже приведенные наборы данных были собраны в двух процессах и
- 9. Воспользуемся данными колл-центра, мерой служит частота звонков. Контрольная таблица будет выглядеть следующим образом: Какие выводы мы
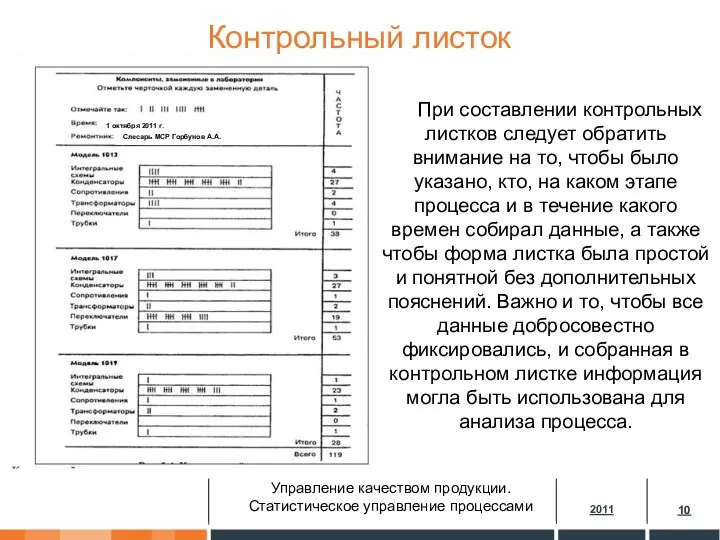
- 10. Контрольный листок При составлении контрольных листков следует обратить внимание на то, чтобы было указано, кто, на
- 11. Расчет среднего значения Простым способом обобщения наших данных является вычисление среднего арифметического (или «среднего значения») колонки
- 12. Пример среднего значения Давайте рассмотрим еще другие данные: 5, 11, 6, 14, 11, 58, 47, 16,
- 13. Медиана – другой показатель центральной тенденции Среднее арифметическое – это измерение центральной (средней) тенденции, то есть
- 14. Пример использования медианы Предположим, что в одной комнате оказалось 19 бедняков и один миллиардер. Каждый кладет
- 15. Центральная тенденция – и это все? Кроме того, что важно знать, где находится “центр” наших данных,
- 16. Измерение вариабельности Другим важным способом обобщения наших данных является измерение среднего “разброса” или вариаций между каждым
- 17. Понимание среднеквадратичного и стандартного отклонения
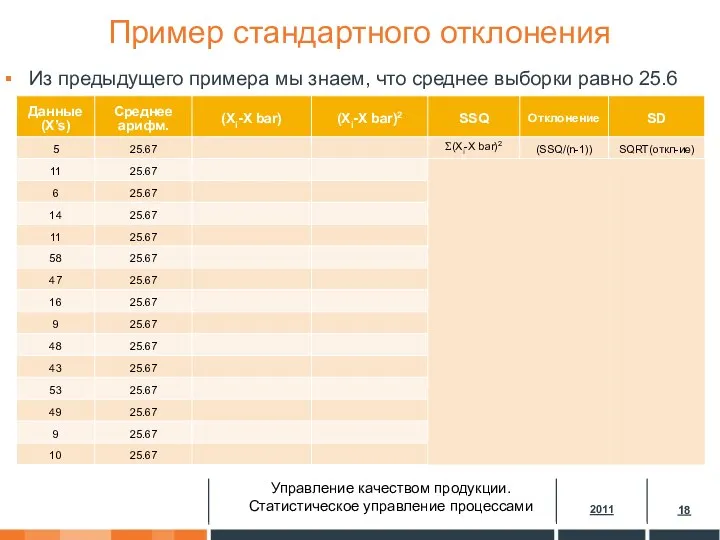
- 18. Пример стандартного отклонения Из предыдущего примера мы знаем, что среднее выборки равно 25.6
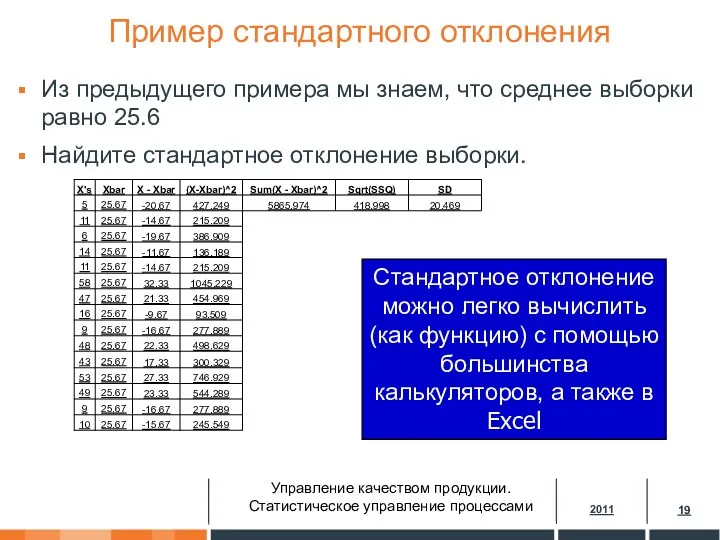
- 19. Пример стандартного отклонения Из предыдущего примера мы знаем, что среднее выборки равно 25.6 Найдите стандартное отклонение
- 20. Min, Max и размах вариации Простым способом измерения значения постоянства в наборе данных – это расчет
- 21. Центральная тенденция и вариация Ключевой момент в применения SPC – это понимание того, как центральная тенденция
- 22. Упражнение Дана выборка: 5, 6, 3, 6, 4, 5, 3, 7, 6, 7, 5, 6 Найдите:
- 23. Понимание аккуратности и точности Пусть изображения справа представляют игроков в дартс, то какой из них лучше?
- 24. Учебная стрельба В среднем, результаты зеленого игрока сосредоточены вокруг яблочка, следовательно, он более аккуратный. Аккуратность –
- 25. Учебная стрельба Каким образом зеленый игрок может улучшить результаты? Каким образом желтый игрок может улучшить результаты?
- 26. Задача - сдвинуть среднее и/или уменьшить вариацию Уменьшение разброса Центрирование Слишком большой разброс Не по центру
- 27. Введение в «Распределение» До сих пор мы использовали показатели среднего и стандартного отклонения для обобщения данных,
- 28. Вариации: обычные и особые причины Вариации – это различия между индивидуальными выходными данными процесса.
- 29. НО ОНИ ОБРАЗУЮТ СТРУКТУРУ И, ЕСЛИ ОНА СТАБИЛЬНА, ТО МОЖЕТ БЫТЬ ИЗОБРАЖЕНА В ВИДЕ РАСПРЕДЕЛЕНИЯ РАСПРЕДЕЛЕНИЯ
- 30. Смещение среднего и уменьшение вариации желаемое текущее
- 31. Вариации: обычные и особые причины Время Прогноз Целевая линия Если имеют место только обычные причины изменчивости,
- 32. Вариации: обычные и особые причины Время Прогноз Целевая линия Если имеют место особые причины изменчивости, то
- 33. Распределение Анализируя распределение, мы можем увидеть модели, которые сложно увидеть в простой таблице чисел Различные процессы
- 34. Использование гистограмм Гистограмма – это традиционный графический инструмент, используемый для представления распределения. Гистограмма построена на разнице
- 35. Виды гистограмм Данный тип распределения соответствует нормальному (распределению Гаусса) Нет явных оснований подозревать ошибки
- 36. Виды гистограмм Соответствует распределению Рэлея Характерно для одностороннего допуска
- 37. Виды гистограмм Возможны ошибки при расчете и округлении ширины интервала b Возможны ошибки при замерах и
- 38. Виды гистограмм Большинство интервалов имеют примерно равную частоту Возможно, неверно выбрано количество интервалов k Возможно смешение
- 39. Виды гистограмм Получается при смешении двух распределений с разными средними значениями Необходимо провести расслоение данных
- 40. Виды гистограмм В выборку попало небольшое количество данных другого распределения Ошибка в измерении Необходимо проверить достоверность
- 41. Виды гистограмм Возможно, замеры проводились после отсеивания деталей по нижней границе допуска (например, при активном контроле)
- 42. Если опять взять данные колл-центра и просто сдвинуть контрольную таблицу, то мы получим гистограмму данных Посмотрим
- 43. Упражнение По данной ранее выборке: 5, 6, 3, 6, 4, 5, 3, 7, 6, 7, 5,
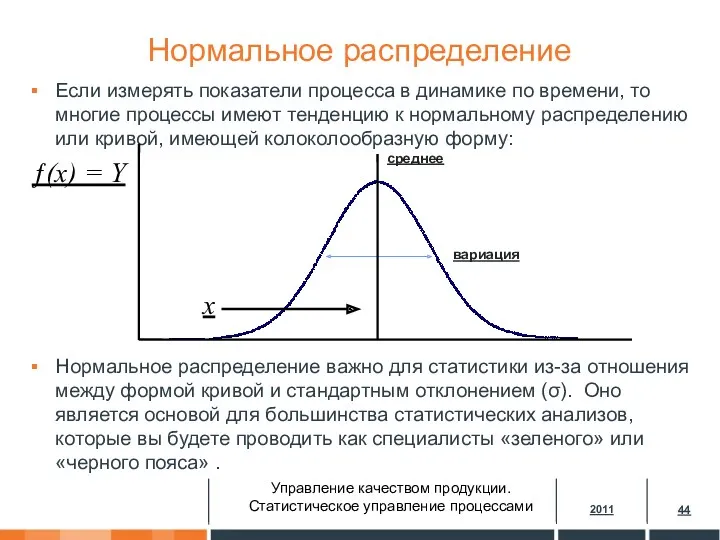
- 44. Нормальное распределение Если измерять показатели процесса в динамике по времени, то многие процессы имеют тенденцию к
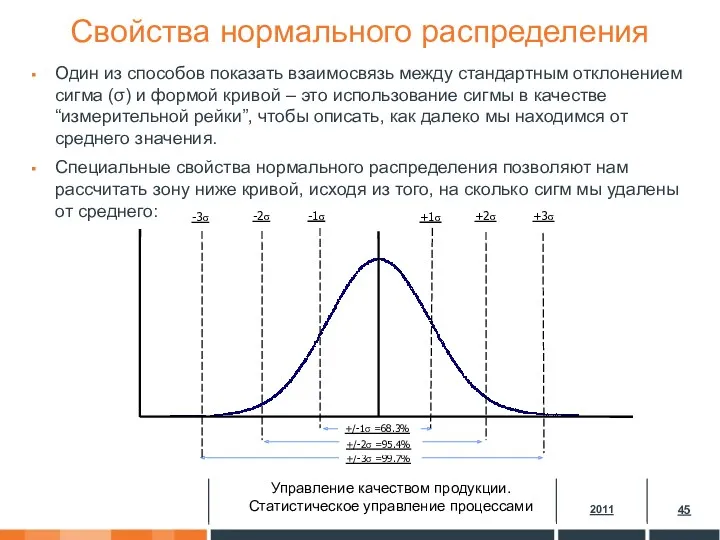
- 45. Свойства нормального распределения Один из способов показать взаимосвязь между стандартным отклонением сигма (σ) и формой кривой
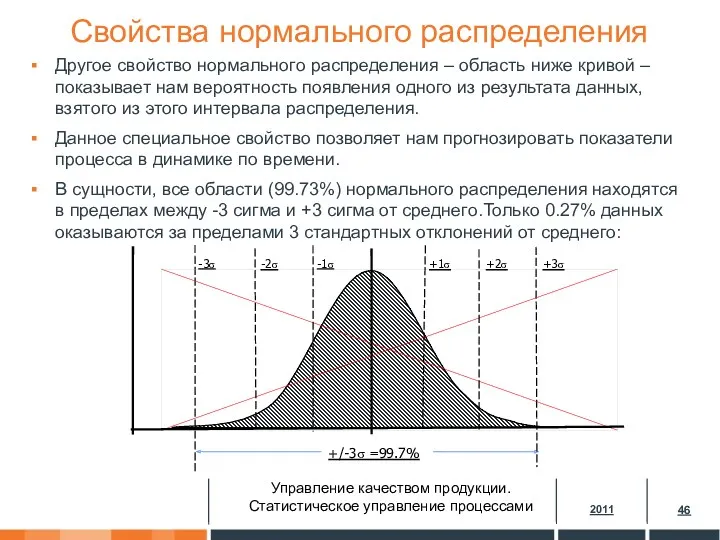
- 46. Свойства нормального распределения Другое свойство нормального распределения – область ниже кривой – показывает нам вероятность появления
- 47. Если опять взять данные колл-центра и наложить на график нормальной вероятности, что мы можем сказать об
- 48. Выводы Чтобы улучшить процесс, мы должны его сначала измерить. Процесс может быть обобщен описанием как его
- 49. Анализ возможностей Day 1
- 50. Оценка эффективности процесса Оценка процесса необходима для: Определения возможности процесса производить бездефектную продукцию или работу. Выявления
- 51. Верхние и нижние границы допуска Односторонний допуск Что такое возможность процесса? Возможность процесса - это простой
- 52. Уровень дефектов Уровень дефектов – это самый простой способ проведения оценки эффективности процесса. Он предоставляет соотношение
- 53. Оценка воспроизводимости процессов Воспроизводимость, или другими словами, способность процесса удовлетворить допуск, характеризуется двумя величинами – настройкой
- 54. Возможность процесса – «Cp» или «Cpk» ? «Cp» - показатель возможности измеряет потенциальную возможность (например, если
- 55. Индексы воспроизводимости процессов Ср – говорит о потенциальных возможностях процесса, он показывает сколько раз по 6
- 56. Индексы воспроизводимости процессов Сpk – показывает, сколько раз по 3σ укладывается до ближайшей границы допуска Если
- 57. Измерение: анализ возможности «Cp» (показатель возможности процесса) – это показатель способности оборудования выполнить наши ожидания Доп.
- 58. Измерение: анализ возможности «Cpk» учитывает дисперсию процесса (среднее значение) и его относительное к спецификациям положение. В
- 59. Измерение: анализ возможности Доп. предел 3 σ «Cpk» проводит сравнение расстояния между средней и ближайшей границей
- 60. Что Вы можете сказать о « Cp» и «Cpk» в различных ситуациях? Являются ли они идентичными,
- 61. Уровень дефектов, соотношение «Cpk»
- 62. Упражнение В компании оборудован центр обработки звонков, где отвечают на звонки потребителей через 10 телефонных гудков.
- 63. Контрольные карты Day 1
- 64. Контрольные карты Контрольные карты – это наиболее часто используемые инструменты в панели инструментов. Они: представляют графическую
- 65. Общий вид CL UCL LCL USL LSL
- 66. В нормальном распределении, 99.73% данных попадает в диапазон между +/- 3 стандартных отклонений от середины. Вероятность
- 67. Обычные и особые причины Неупорядоченный Стабильный Последовательный Отклоняющееся значение Тренды Структура Особая причина вариации Обычная причина
- 68. Время Действие : Калибровка Действие : Ремонт Контрольные карты: Как они работают?
- 69. Контрольные карты: зачем ? 1. Удержание процесса под контролем 2. Выявление и идентификация особых причин 3.
- 70. Контрольные карты: Когда использовать? Что такое стратификация? Существуют различные методы расслаивания, применение которых зависит от конкретных
- 71. Контрольные карты: Когда использовать? По каким критериям можно выполнять расслаивание? Расслаивание может осуществляться по следующим критериям:
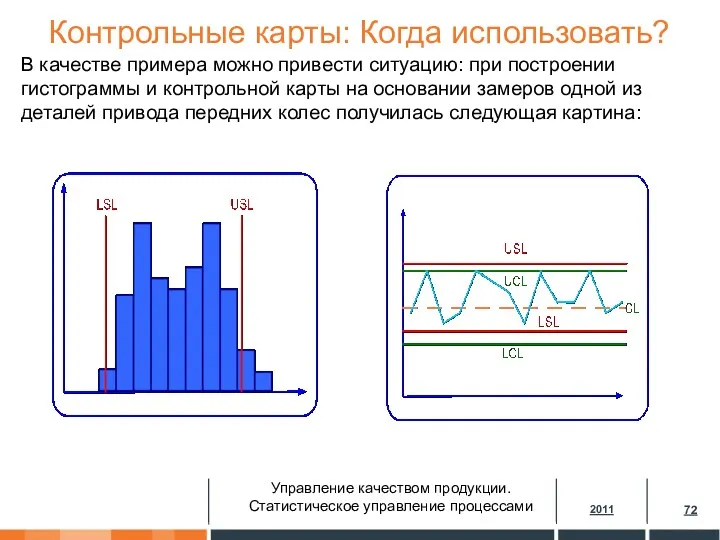
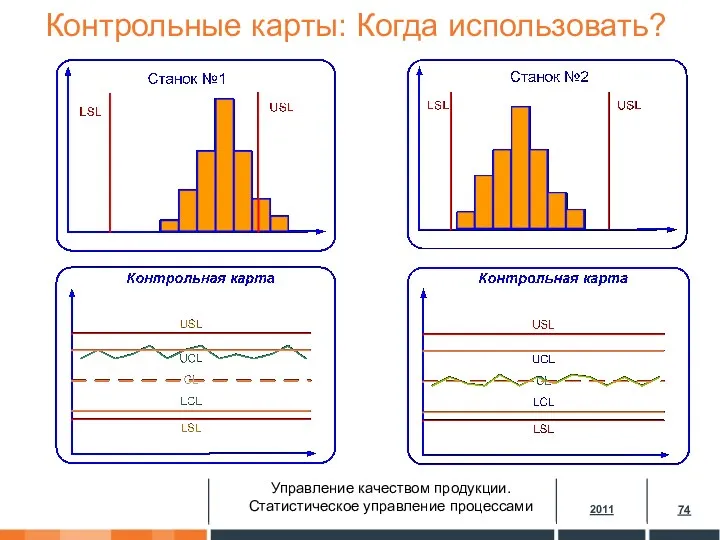
- 72. Контрольные карты: Когда использовать? В качестве примера можно привести ситуацию: при построении гистограммы и контрольной карты
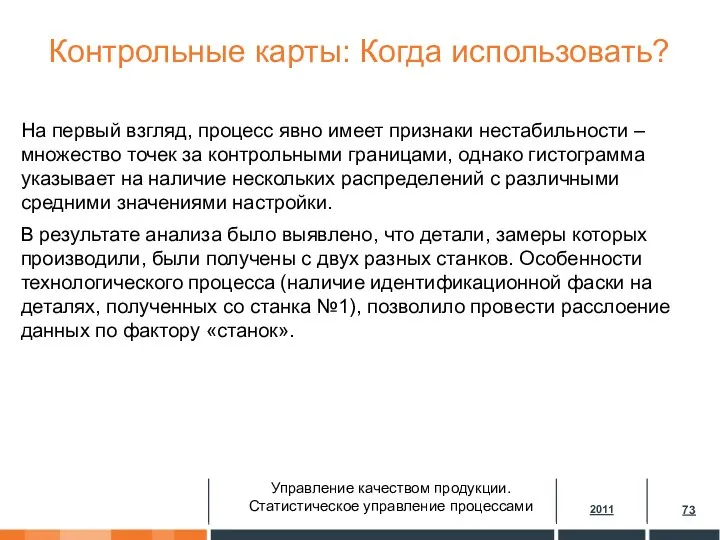
- 73. Контрольные карты: Когда использовать? На первый взгляд, процесс явно имеет признаки нестабильности – множество точек за
- 74. Контрольные карты: Когда использовать?
- 75. Контрольные карты: Когда использовать? Как видно из результатов анализа, на первый взгляд нестабильный процесс - это
- 76. Контрольные карты: Когда использовать? Перед тем как особая причина вариации может быть уменьшена или устранена, вы
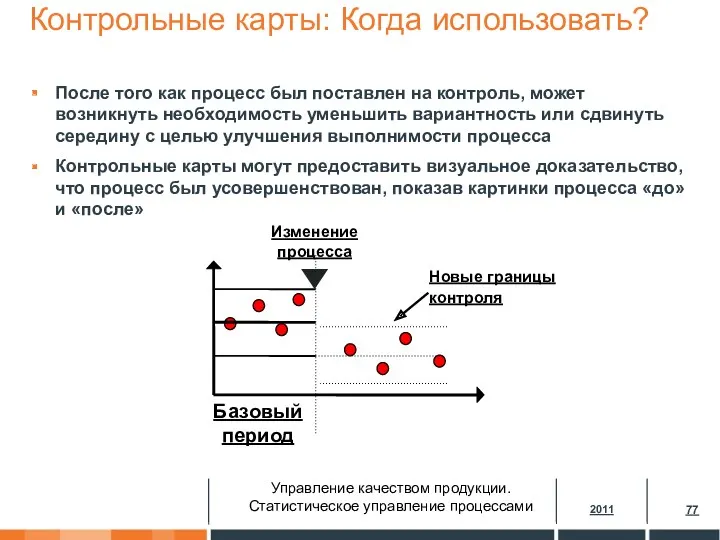
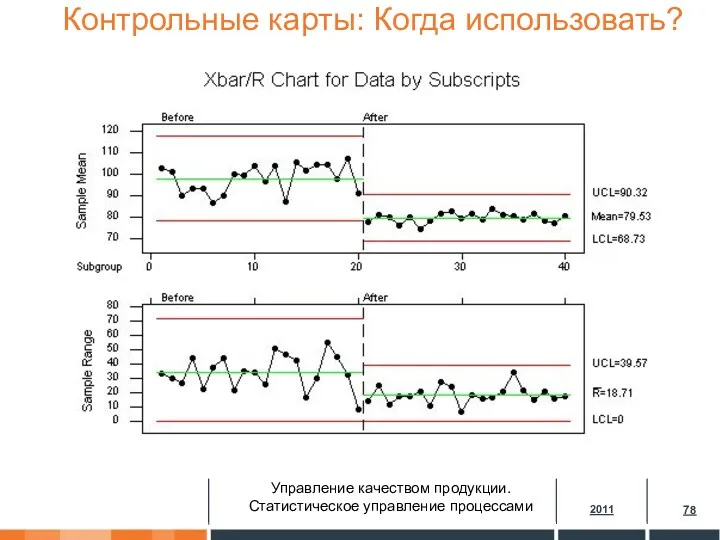
- 77. Контрольные карты: Когда использовать? После того как процесс был поставлен на контроль, может возникнуть необходимость уменьшить
- 78. Контрольные карты: Когда использовать?
- 79. Контрольные карты: Выбор типа карты. Чтобы установить базу измерений, используя контрольную карту, необходимо соблюдать следующие условия:
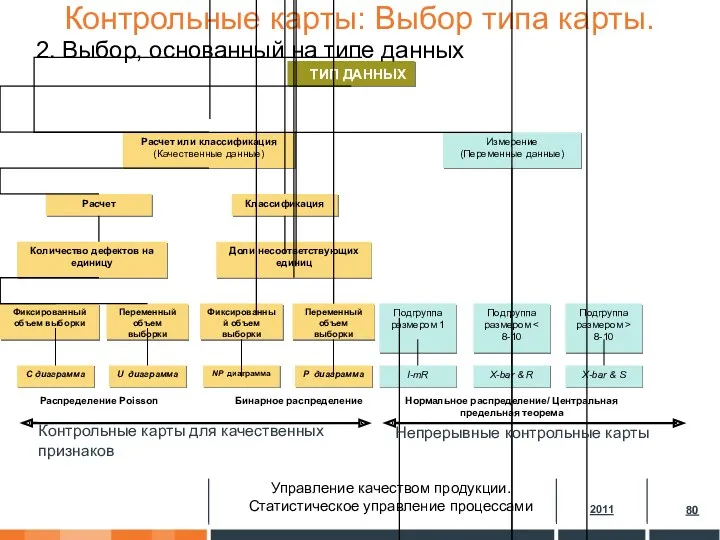
- 80. Контрольные карты: Выбор типа карты. Непрерывные контрольные карты Контрольные карты для качественных признаков 2. Выбор, основанный
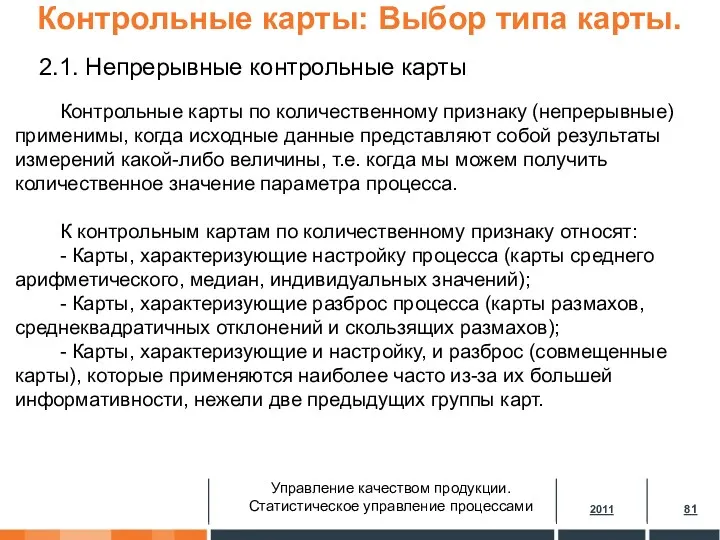
- 81. Контрольные карты: Выбор типа карты. Контрольные карты по количественному признаку (непрерывные) применимы, когда исходные данные представляют
- 82. Контрольные карты: Выбор типа карты. - карта средних и размахов, известна также как контрольная карта Шухарта.
- 83. Контрольные карты: Выбор типа карты.
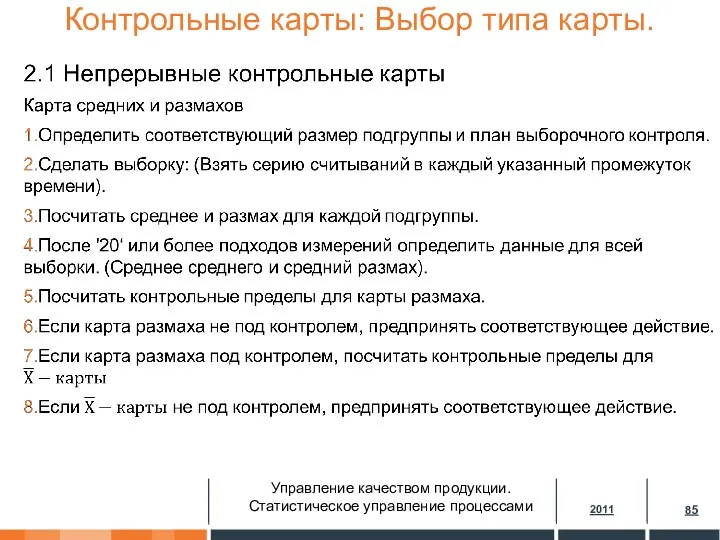
- 84. Контрольные карты: Выбор типа карты. 2.1 Непрерывная контрольная карта
- 85. Контрольные карты: Выбор типа карты.
- 86. Как читать контрольные карты? Контролируемое состояние объекта – это такое состояние, когда процесс стабилен, а его
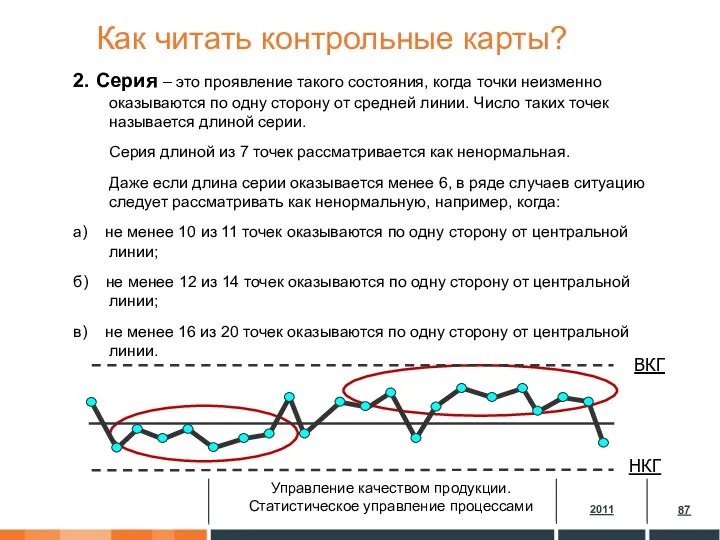
- 87. 2. Как читать контрольные карты? 2. Серия – это проявление такого состояния, когда точки неизменно оказываются
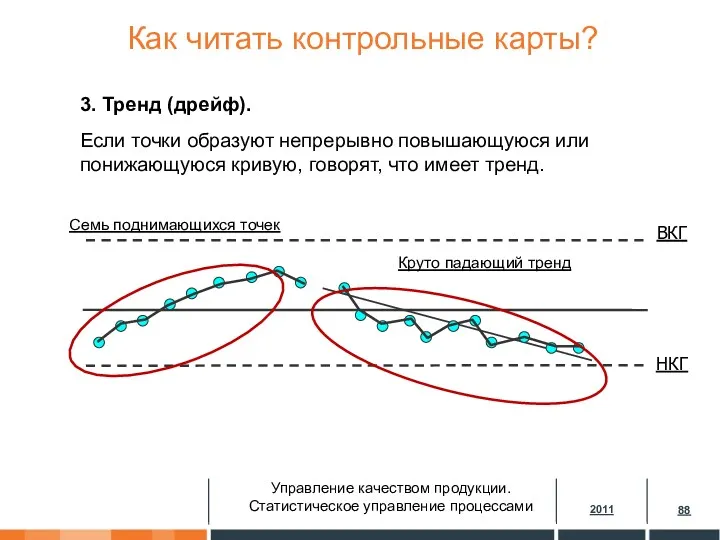
- 88. 3. Тренд (дрейф). Если точки образуют непрерывно повышающуюся или понижающуюся кривую, говорят, что имеет тренд. ВКГ
- 89. 4. Приближение к контрольным границам Рассматриваются точки, которые приближаются к 3-сигмовым контрольным пределам, причем если 2
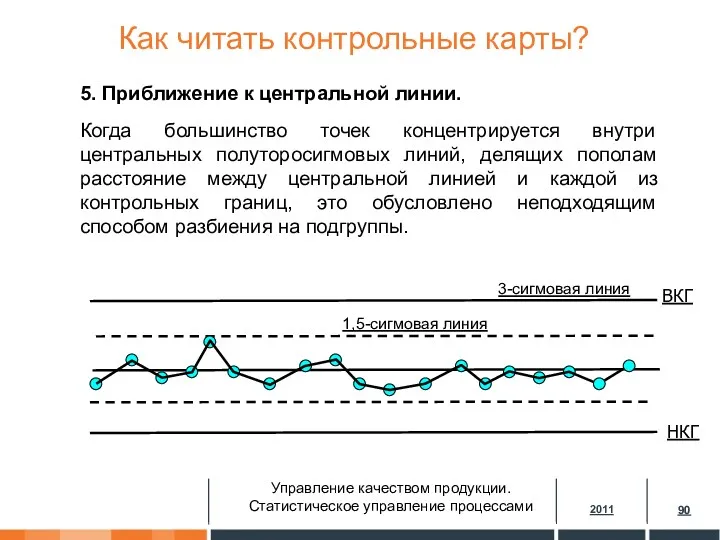
- 90. 5. Приближение к центральной линии. Когда большинство точек концентрируется внутри центральных полуторосигмовых линий, делящих пополам расстояние
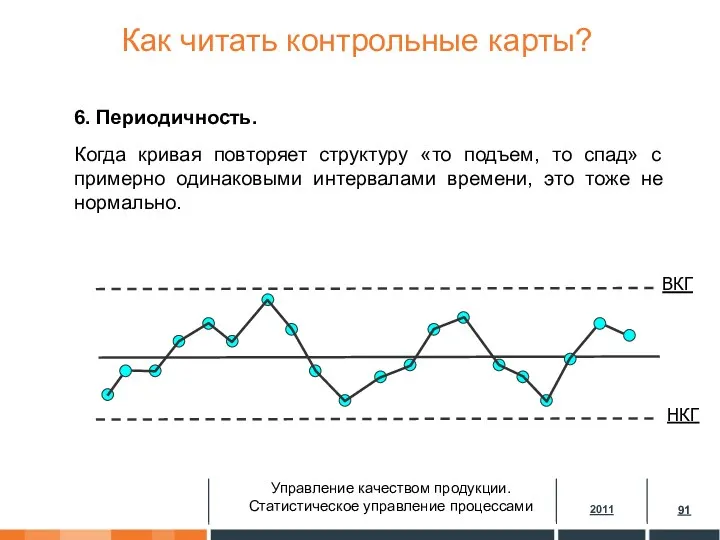
- 91. 6. Периодичность. Когда кривая повторяет структуру «то подъем, то спад» с примерно одинаковыми интервалами времени, это
- 92. Понимание вариации Определенная вариация всегда присутствует во всех процессах: природа – форма/размер листьев, снежинок и т.д.
- 93. Причины вариаций
- 94. Особые причины вариаций Примеры особых причин вариаций: Рабочие находятся в отпуске Ошибки рабочих Проблемы с компьютером
- 95. Обычные причины вариаций Примеры обычных причин вариаций: Индивидуальный опыт рабочих Отсутствие рабочих по болезни Колебания скорости
- 96. Следует ли нам обращать внимание на обычные причины вариаций? “На 98% неспособность выполнить ожидания клиентов связана
- 97. Быстрое упражнение UCL LCL Под контролем или нет? ___________________ Если не под контролем, какое правило(а) было
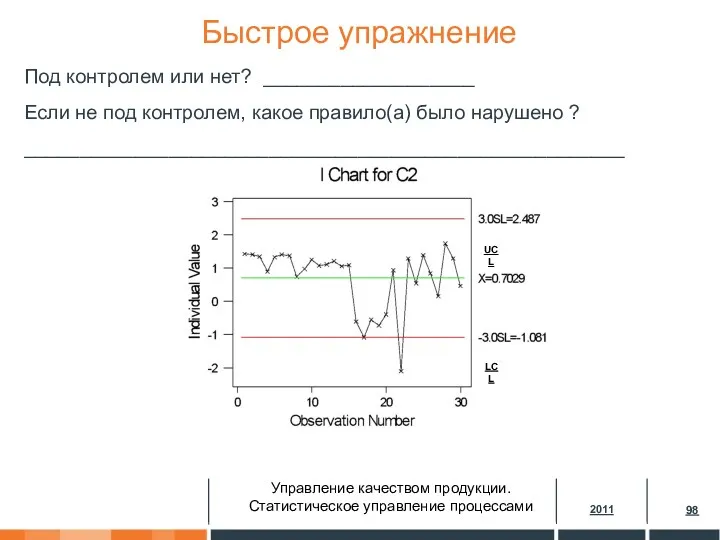
- 98. Быстрое упражнение UCL LCL Под контролем или нет? ___________________ Если не под контролем, какое правило(а) было
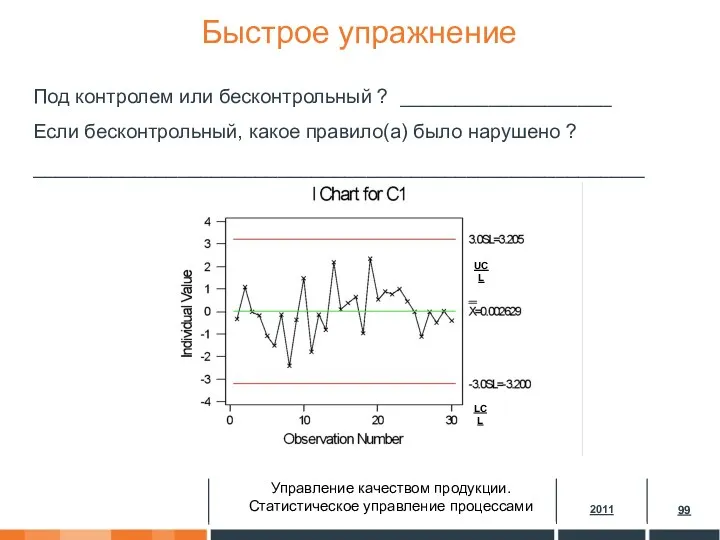
- 99. Быстрое упражнение UCL LCL Под контролем или бесконтрольный ? ___________________ Если бесконтрольный, какое правило(а) было нарушено
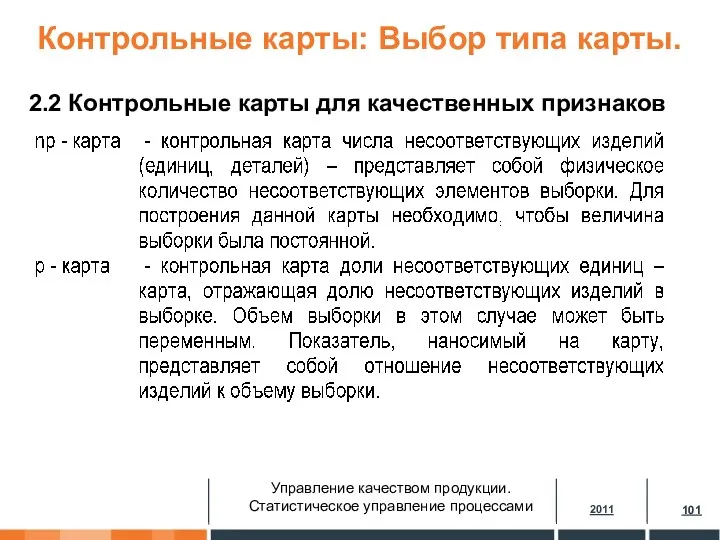
- 100. Контрольные карты: Выбор типа карты. 2.2 Контрольные карты для качественных признаков Контрольные карты для качественных признаков
- 101. Контрольные карты: Выбор типа карты. 2.2 Контрольные карты для качественных признаков
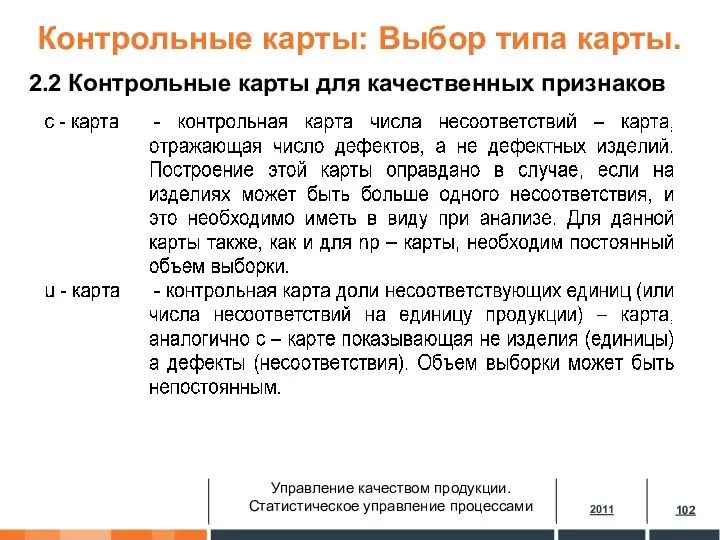
- 102. Контрольные карты: Выбор типа карты. 2.2 Контрольные карты для качественных признаков
- 103. Обзор обучения
- 104. Анализ измерительных систем Day 1
- 105. ТЕРМИНОЛОГИЯ: Калибры Что такое калибр? Любой прибор, используемый для получения измерений, часто используется в отношении приборов,
- 106. Что такое калибровка? Последовательность операций, которая устанавливает в рамках указанных условий работы отношение между измерительным прибором
- 107. ТЕРМИНОЛОГИЯ: Система измерений Нет двух одинаковых вещей, но даже если бы они были одинаковыми с точки
- 108. ЗАДАЧИ АНАЛИЗА СИСТЕМЫ ИЗМЕРЕНИЙ Понять источники вариаций внутри измерений Лучше понять источники вариаций, которые могут повлиять
- 109. ВАРИАЦИИ СИСТЕМЫ ИЗМЕРЕНИЙ MOTHER NATURE Материал Калибр Персонал Метод Вариантность системы измерения Окружающая среда Освещение Температура
- 110. Повторяемость Точность R&R процедура ИСТОЧНИКИ ВАРИАЦИЙ Цель MSA – избавиться от всех влияний процесса измерений Наблюдаемая
- 111. РАЗРЕШАЮЩАЯ СПОСОБНОСТЬ 0.28 0.28 0.28 0.28 0.282 0.282 0.279 0.279 0.2791 0.2794 0.2819 0.2822 Технологическая способность
- 112. СТАБИЛЬНОСТЬ Общая вариация измерений с одинаковым мастером/или деталью с единой характеристикой в течение продолжительного протяжения времени.
- 113. СМЕЩЕНИЕ Смещение инструмента – это разница между наблюдаемым средним значением измерений и основным значением. Основное значение
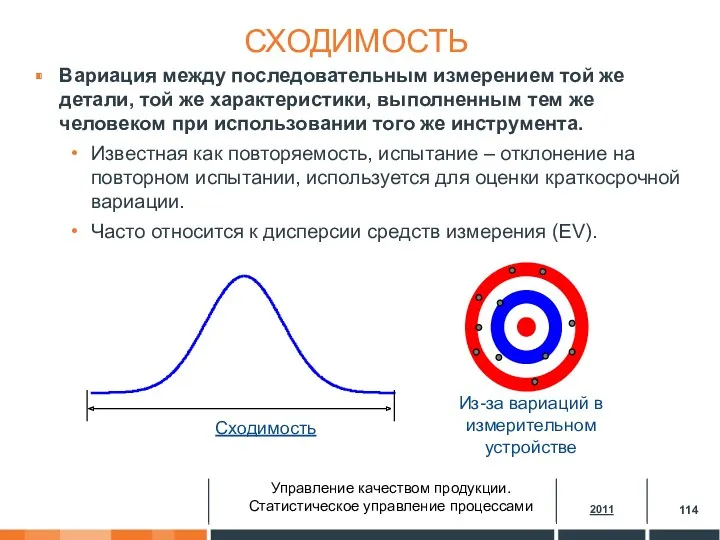
- 114. СХОДИМОСТЬ Вариация между последовательным измерением той же детали, той же характеристики, выполненным тем же человеком при
- 115. СХОДИМОСТЬ Какие действия могут уменьшить ошибки измерения? Стандартные Процедуры Измерений Существуют ли они? Понятны ли они?
- 116. ВОСПРОИЗВОДИМОСТЬ Разница в среднем измерений Выполняется различными людьми, машинами, и т.д. При использовании тех же или
- 118. Скачать презентацию
«Использование спецификаций (допусков, ТЗ, ТУ) не ошибка. Этого просто недостаточно»
У.Э.
«Использование спецификаций (допусков, ТЗ, ТУ) не ошибка. Этого просто недостаточно» У.Э.
Требования стандарта
ISO/TS-16949
SPC
Статистическое управление процессами
Требования стандарта
ISO/TS-16949
SPC
Статистическое управление процессами
Управление процессами
Для того, чтобы минимизировать изменчивость, уменьшить количество ошибок при управлении
Управление процессами
Для того, чтобы минимизировать изменчивость, уменьшить количество ошибок при управлении
Введение в процесс измерений
Day 1
Введение в процесс измерений
Day 1
Определение: задание числа наблюдений в соответствии с определенными правилами принятия решений
Измерение
Определение: задание числа наблюдений в соответствии с определенными правилами принятия решений
Измерение
Сбор данных
Часто данные приходиться собирать вручную и затем анализировать.
Хорошим способом сбора
Сбор данных
Часто данные приходиться собирать вручную и затем анализировать.
Хорошим способом сбора
Сбор данных – Контрольные таблицы
Итак, ниже приведенные наборы данных были собраны
Сбор данных – Контрольные таблицы
Итак, ниже приведенные наборы данных были собраны
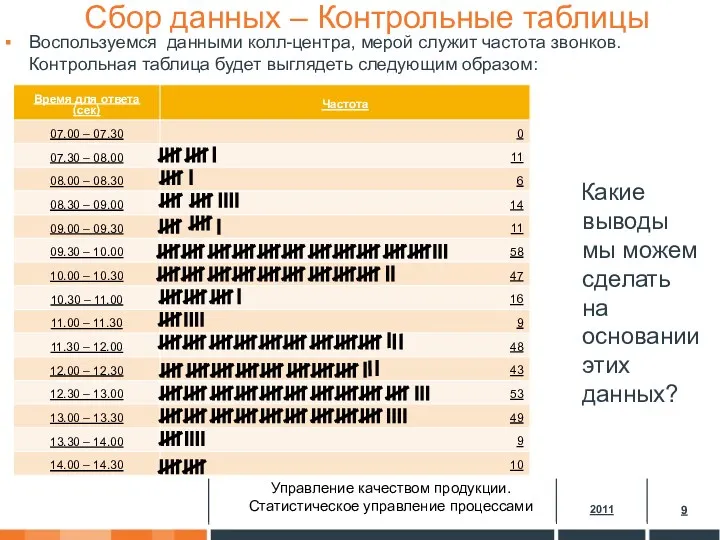
Воспользуемся данными колл-центра, мерой служит частота звонков. Контрольная таблица будет выглядеть
Воспользуемся данными колл-центра, мерой служит частота звонков. Контрольная таблица будет выглядеть
Контрольный листок
При составлении контрольных листков следует обратить внимание на то, чтобы
Контрольный листок
При составлении контрольных листков следует обратить внимание на то, чтобы
Расчет среднего значения
Простым способом обобщения наших данных является вычисление среднего арифметического
Расчет среднего значения
Простым способом обобщения наших данных является вычисление среднего арифметического
Пример среднего значения
Давайте рассмотрим еще другие данные:
5, 11, 6, 14,
Пример среднего значения
Давайте рассмотрим еще другие данные:
5, 11, 6, 14,
Медиана – другой показатель центральной тенденции
Среднее арифметическое – это измерение центральной
Медиана – другой показатель центральной тенденции
Среднее арифметическое – это измерение центральной
Пример использования медианы
Предположим, что в одной комнате оказалось 19 бедняков и
Пример использования медианы
Предположим, что в одной комнате оказалось 19 бедняков и
Центральная тенденция – и это все?
Кроме того, что важно знать, где
Центральная тенденция – и это все?
Кроме того, что важно знать, где
Измерение вариабельности
Другим важным способом обобщения наших данных является измерение среднего “разброса”
Измерение вариабельности
Другим важным способом обобщения наших данных является измерение среднего “разброса”
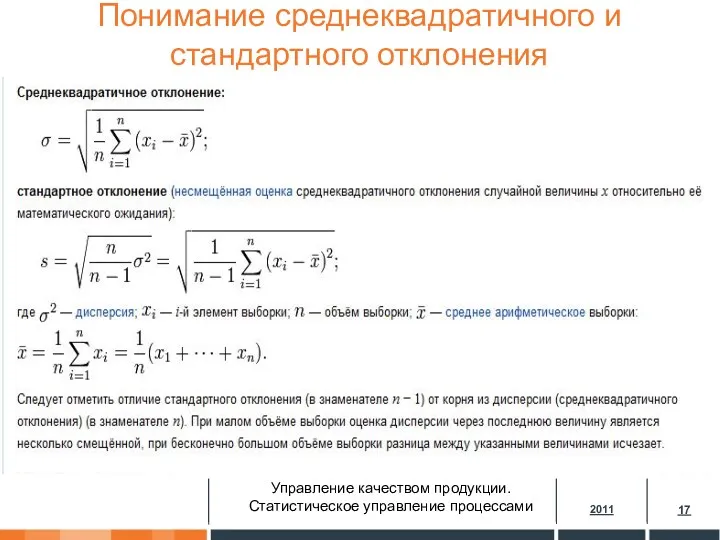
Понимание среднеквадратичного и стандартного отклонения
Понимание среднеквадратичного и стандартного отклонения
Пример стандартного отклонения
Из предыдущего примера мы знаем, что среднее выборки равно
Пример стандартного отклонения
Из предыдущего примера мы знаем, что среднее выборки равно
Пример стандартного отклонения
Из предыдущего примера мы знаем, что среднее выборки равно
Пример стандартного отклонения
Из предыдущего примера мы знаем, что среднее выборки равно
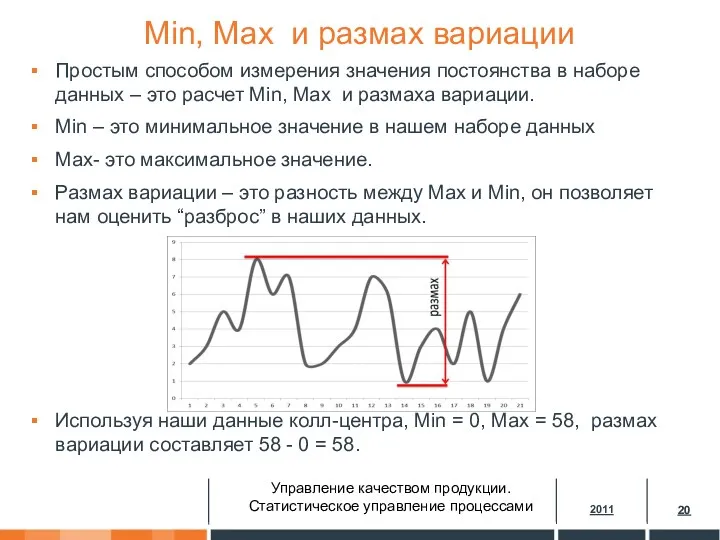
Min, Max и размах вариации
Простым способом измерения значения постоянства в наборе
Min, Max и размах вариации
Простым способом измерения значения постоянства в наборе
Центральная тенденция и вариация
Ключевой момент в применения SPC – это
Центральная тенденция и вариация
Ключевой момент в применения SPC – это
Упражнение
Дана выборка:
5, 6, 3, 6, 4, 5, 3, 7, 6,
Упражнение
Дана выборка:
5, 6, 3, 6, 4, 5, 3, 7, 6,
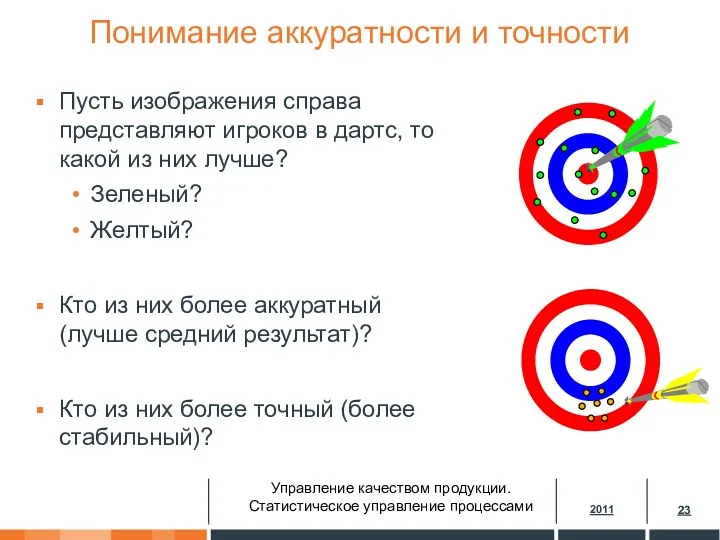
Понимание аккуратности и точности
Пусть изображения справа представляют игроков в дартс, то
Понимание аккуратности и точности
Пусть изображения справа представляют игроков в дартс, то
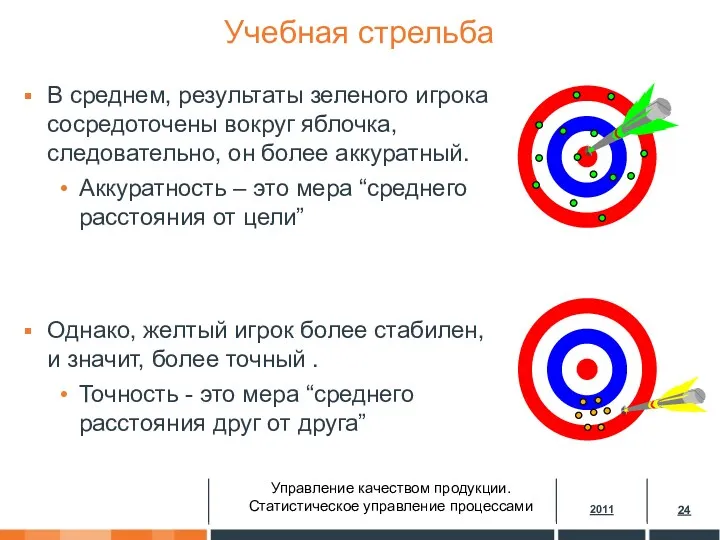
Учебная стрельба
В среднем, результаты зеленого игрока сосредоточены вокруг яблочка, следовательно, он
Учебная стрельба
В среднем, результаты зеленого игрока сосредоточены вокруг яблочка, следовательно, он
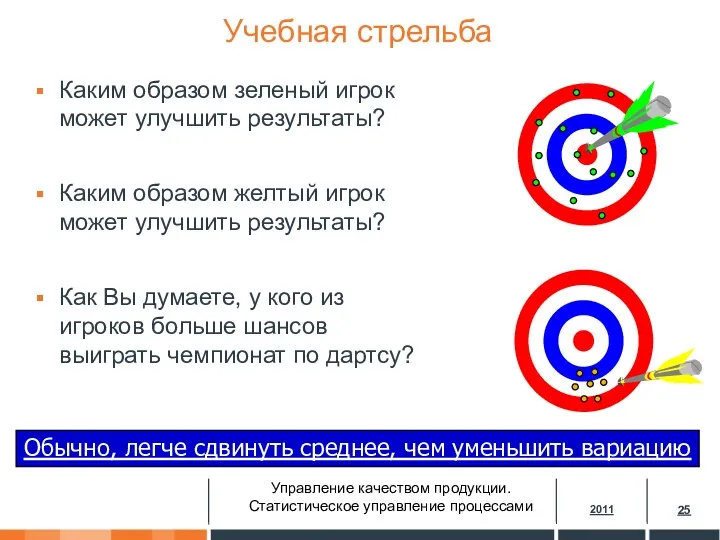
Учебная стрельба
Каким образом зеленый игрок может улучшить результаты?
Каким образом желтый
Учебная стрельба
Каким образом зеленый игрок может улучшить результаты?
Каким образом желтый

Задача -
сдвинуть среднее и/или уменьшить вариацию
Уменьшение
разброса
Центрирование
Слишком большой разброс
Не по
Задача -
сдвинуть среднее и/или уменьшить вариацию
Уменьшение
разброса
Центрирование
Слишком большой разброс
Не по
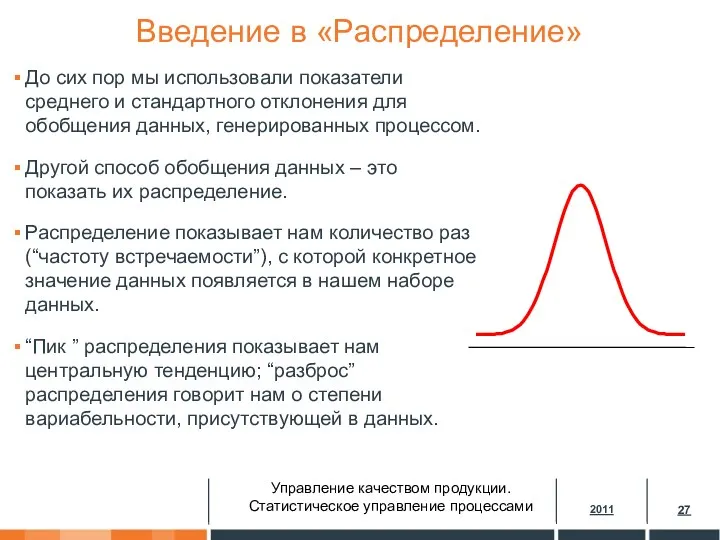
Введение в «Распределение»
До сих пор мы использовали показатели среднего и стандартного
Введение в «Распределение»
До сих пор мы использовали показатели среднего и стандартного
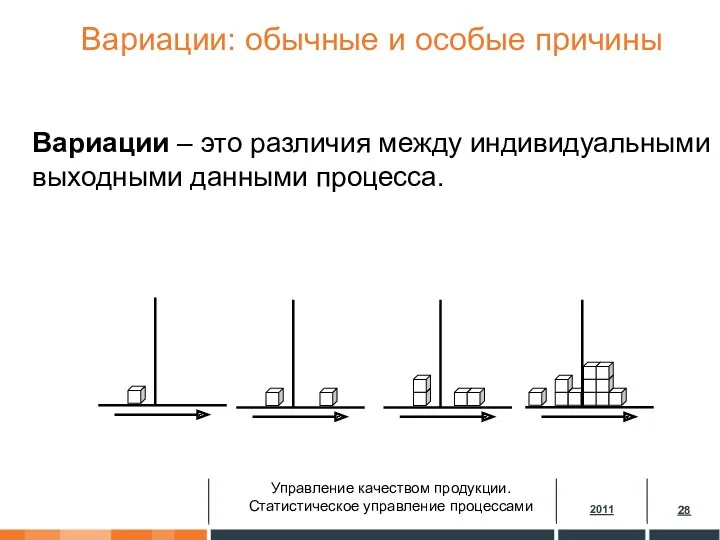
Вариации: обычные и особые причины
Вариации – это различия между индивидуальными выходными
Вариации: обычные и особые причины
Вариации – это различия между индивидуальными выходными
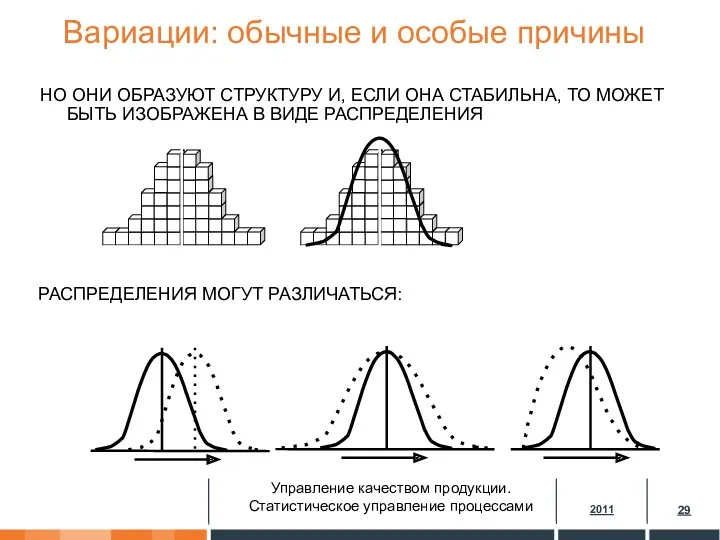
НО ОНИ ОБРАЗУЮТ СТРУКТУРУ И, ЕСЛИ ОНА СТАБИЛЬНА, ТО МОЖЕТ БЫТЬ
НО ОНИ ОБРАЗУЮТ СТРУКТУРУ И, ЕСЛИ ОНА СТАБИЛЬНА, ТО МОЖЕТ БЫТЬ
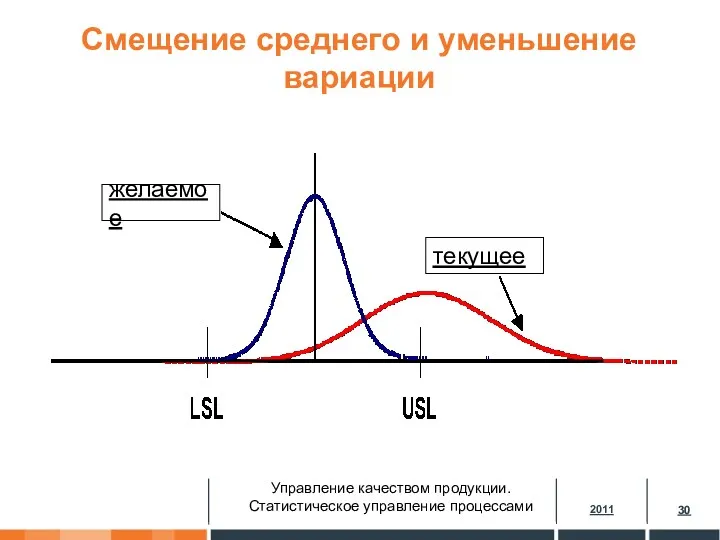
Смещение среднего и уменьшение вариации
желаемое
текущее
Смещение среднего и уменьшение вариации
желаемое
текущее

Вариации: обычные и особые причины
Время
Прогноз
Целевая
линия
Если имеют место только обычные причины изменчивости,
Вариации: обычные и особые причины
Время
Прогноз
Целевая
линия
Если имеют место только обычные причины изменчивости,
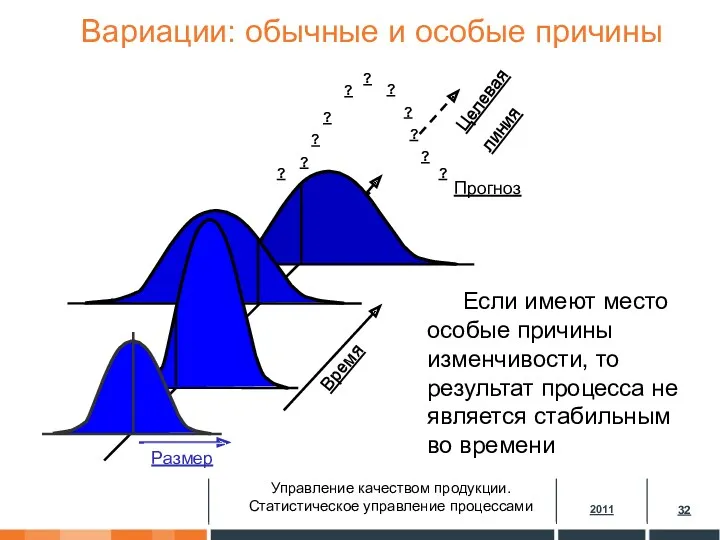
Вариации: обычные и особые причины
Время
Прогноз
Целевая
линия
Если имеют место особые причины изменчивости, то
Вариации: обычные и особые причины
Время
Прогноз
Целевая
линия
Если имеют место особые причины изменчивости, то
Распределение
Анализируя распределение, мы можем увидеть модели, которые сложно увидеть в простой
Распределение
Анализируя распределение, мы можем увидеть модели, которые сложно увидеть в простой
Использование гистограмм
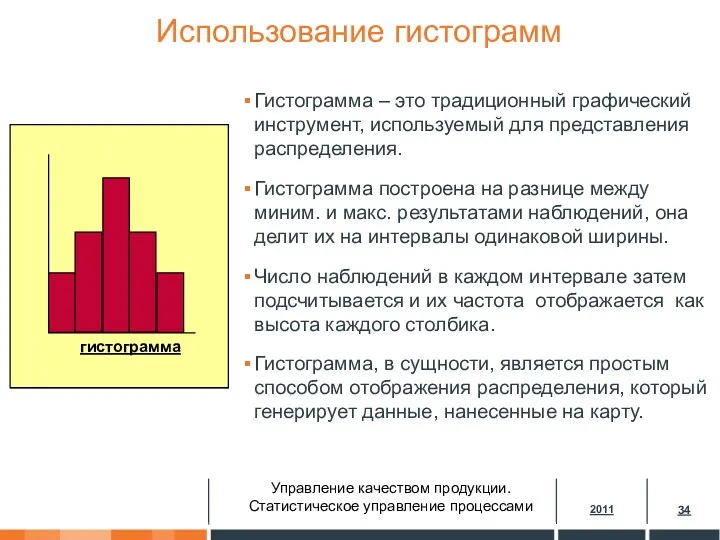
Гистограмма – это традиционный графический инструмент, используемый для представления распределения.
Гистограмма
Использование гистограмм
Гистограмма – это традиционный графический инструмент, используемый для представления распределения.
Гистограмма
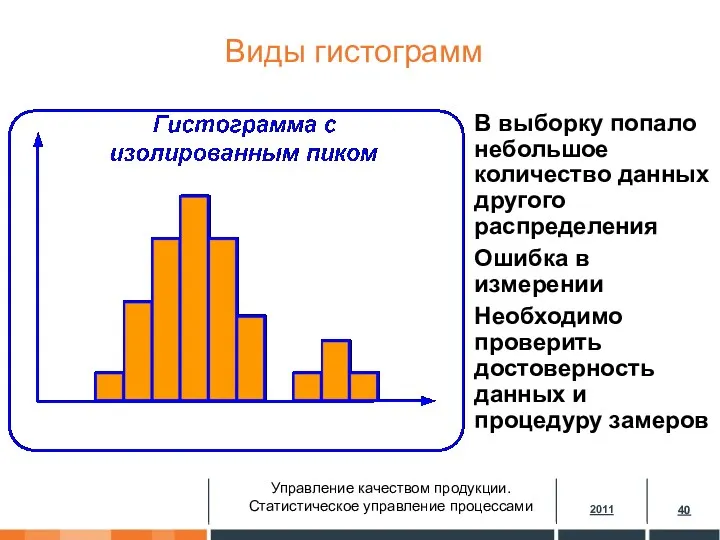
Виды гистограмм
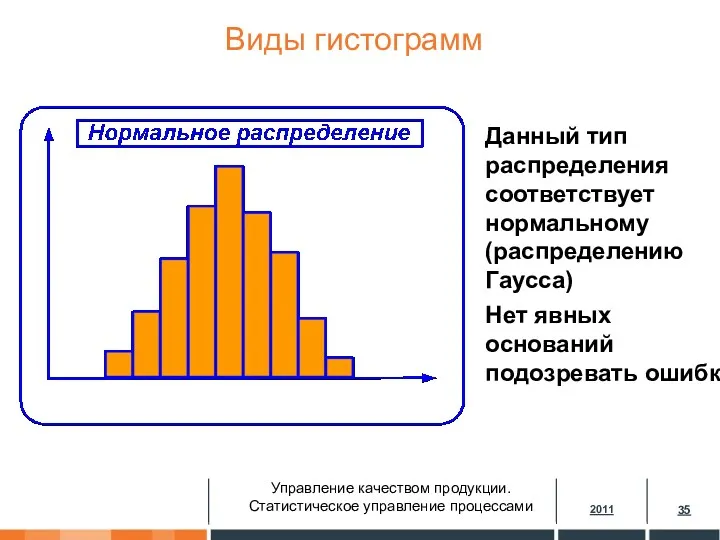
Данный тип распределения соответствует нормальному (распределению Гаусса)
Нет явных оснований подозревать
Виды гистограмм
Данный тип распределения соответствует нормальному (распределению Гаусса)
Нет явных оснований подозревать
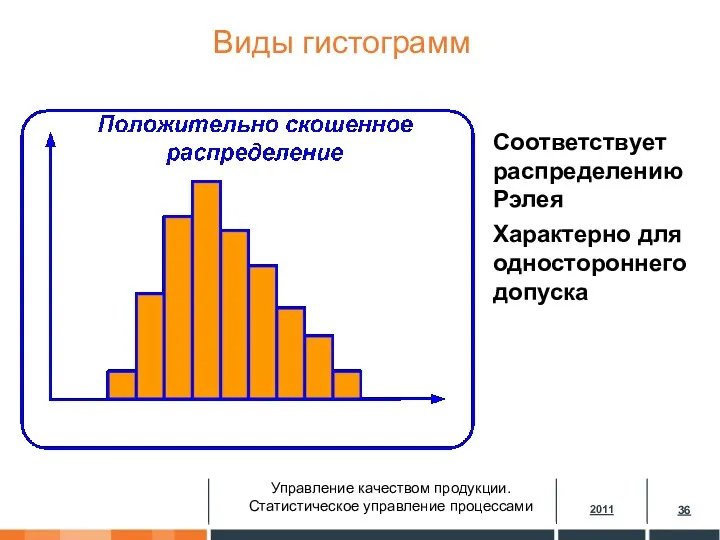
Виды гистограмм
Соответствует распределению Рэлея
Характерно для одностороннего допуска
Виды гистограмм
Соответствует распределению Рэлея
Характерно для одностороннего допуска
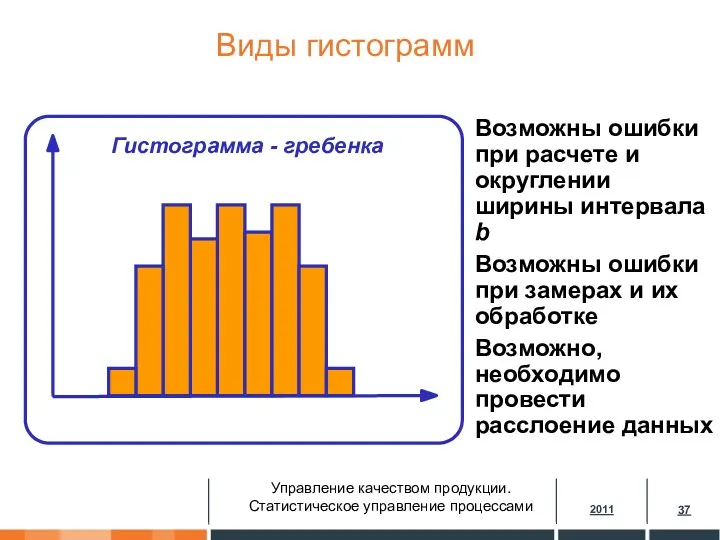
Виды гистограмм
Возможны ошибки при расчете и округлении ширины интервала b
Возможны ошибки
Виды гистограмм
Возможны ошибки при расчете и округлении ширины интервала b
Возможны ошибки
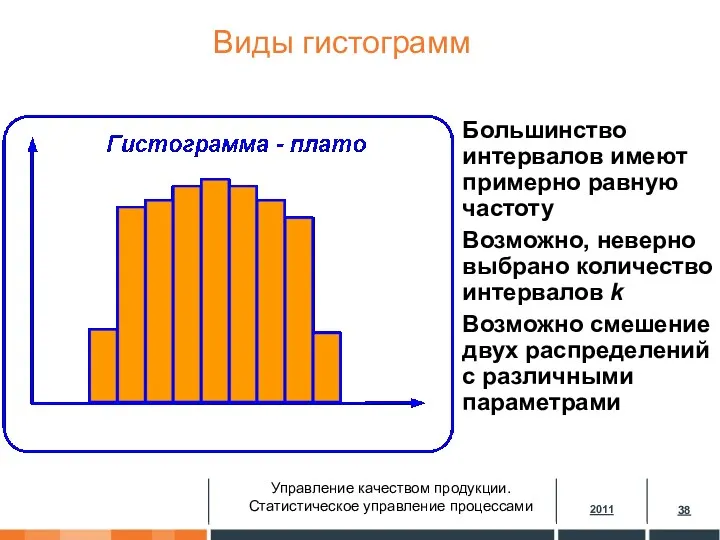
Виды гистограмм
Большинство интервалов имеют примерно равную частоту
Возможно, неверно выбрано количество интервалов
Виды гистограмм
Большинство интервалов имеют примерно равную частоту
Возможно, неверно выбрано количество интервалов
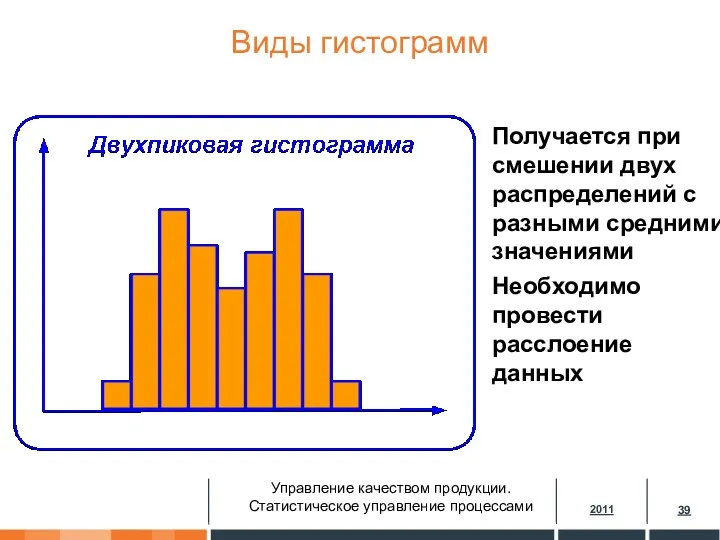
Виды гистограмм
Получается при смешении двух распределений с разными средними значениями
Необходимо провести
Виды гистограмм
Получается при смешении двух распределений с разными средними значениями
Необходимо провести
Виды гистограмм
В выборку попало небольшое количество данных другого распределения
Ошибка в измерении
Необходимо
Виды гистограмм
В выборку попало небольшое количество данных другого распределения
Ошибка в измерении
Необходимо

Виды гистограмм
Возможно, замеры проводились после отсеивания деталей по нижней границе допуска
Виды гистограмм
Возможно, замеры проводились после отсеивания деталей по нижней границе допуска
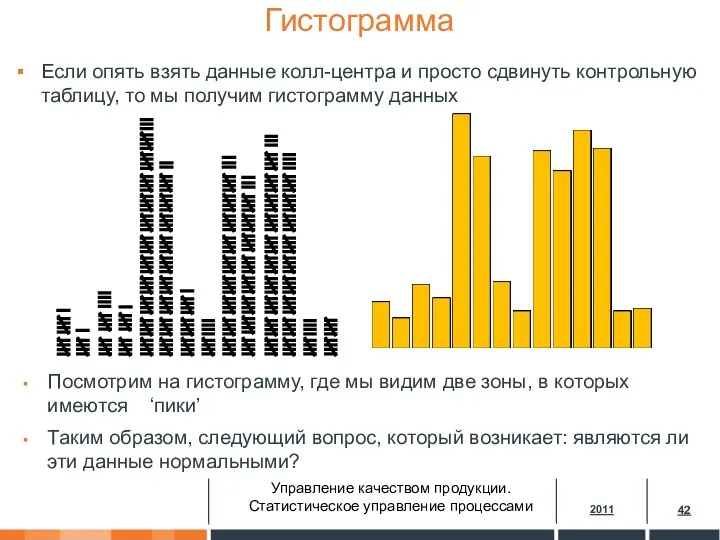
Если опять взять данные колл-центра и просто сдвинуть контрольную таблицу, то
Если опять взять данные колл-центра и просто сдвинуть контрольную таблицу, то
Упражнение
По данной ранее выборке:
5, 6, 3, 6, 4, 5, 3,
Упражнение
По данной ранее выборке:
5, 6, 3, 6, 4, 5, 3,
Нормальное распределение
Если измерять показатели процесса в динамике по времени, то многие
Нормальное распределение
Если измерять показатели процесса в динамике по времени, то многие
Свойства нормального распределения
Один из способов показать взаимосвязь между стандартным отклонением сигма
Свойства нормального распределения
Один из способов показать взаимосвязь между стандартным отклонением сигма
Свойства нормального распределения
Другое свойство нормального распределения – область ниже кривой –
Свойства нормального распределения
Другое свойство нормального распределения – область ниже кривой –

Если опять взять данные колл-центра и наложить на график нормальной вероятности,
Если опять взять данные колл-центра и наложить на график нормальной вероятности,
Выводы
Чтобы улучшить процесс, мы должны его сначала измерить.
Процесс может быть обобщен
Выводы
Чтобы улучшить процесс, мы должны его сначала измерить.
Процесс может быть обобщен
Анализ возможностей
Day 1
Анализ возможностей
Day 1
Оценка эффективности процесса
Оценка процесса необходима для:
Определения возможности процесса производить бездефектную
Оценка эффективности процесса
Оценка процесса необходима для:
Определения возможности процесса производить бездефектную

Верхние и нижние границы допуска
Односторонний допуск
Что такое возможность процесса?
Возможность процесса -
Верхние и нижние границы допуска
Односторонний допуск
Что такое возможность процесса?
Возможность процесса -

Уровень дефектов
Уровень дефектов – это самый простой способ проведения оценки эффективности
Уровень дефектов
Уровень дефектов – это самый простой способ проведения оценки эффективности
Оценка воспроизводимости процессов
Воспроизводимость, или другими словами, способность процесса удовлетворить допуск, характеризуется
Оценка воспроизводимости процессов
Воспроизводимость, или другими словами, способность процесса удовлетворить допуск, характеризуется
Возможность процесса – «Cp» или «Cpk» ?
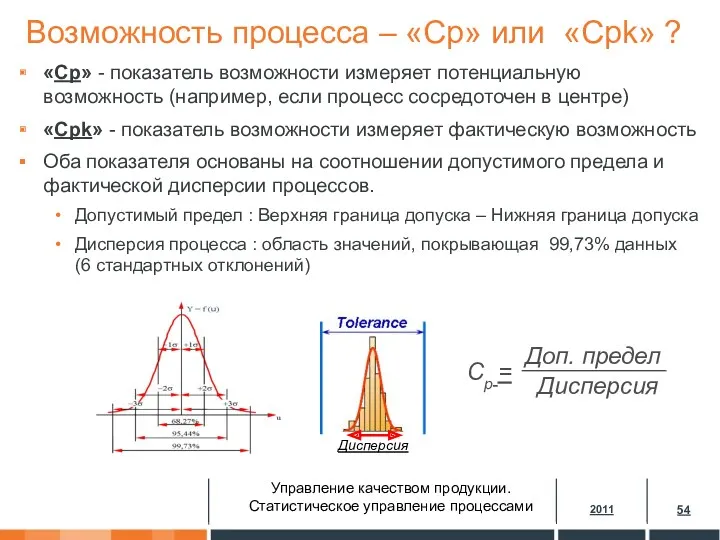
«Cp» - показатель возможности
Возможность процесса – «Cp» или «Cpk» ?
«Cp» - показатель возможности
Индексы воспроизводимости процессов
Ср – говорит о потенциальных возможностях процесса, он показывает
Индексы воспроизводимости процессов
Ср – говорит о потенциальных возможностях процесса, он показывает
Индексы воспроизводимости процессов
Сpk – показывает, сколько раз по 3σ укладывается до
Индексы воспроизводимости процессов
Сpk – показывает, сколько раз по 3σ укладывается до
Измерение: анализ возможности
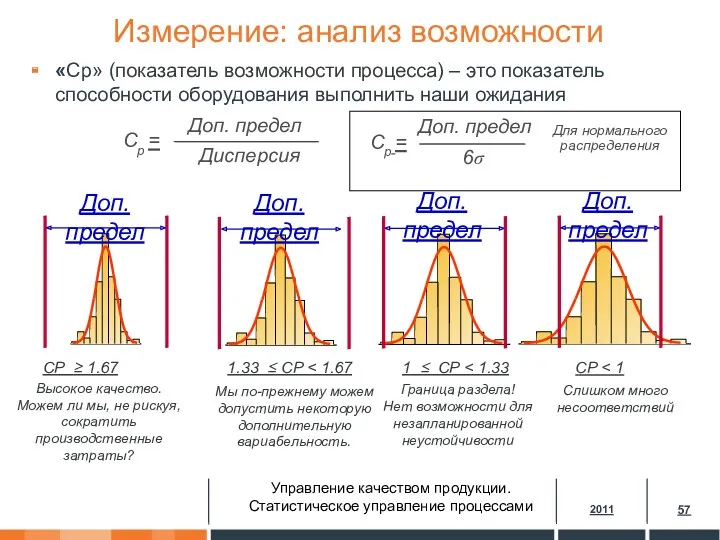
«Cp» (показатель возможности процесса) – это показатель способности оборудования
Измерение: анализ возможности
«Cp» (показатель возможности процесса) – это показатель способности оборудования
Измерение: анализ возможности
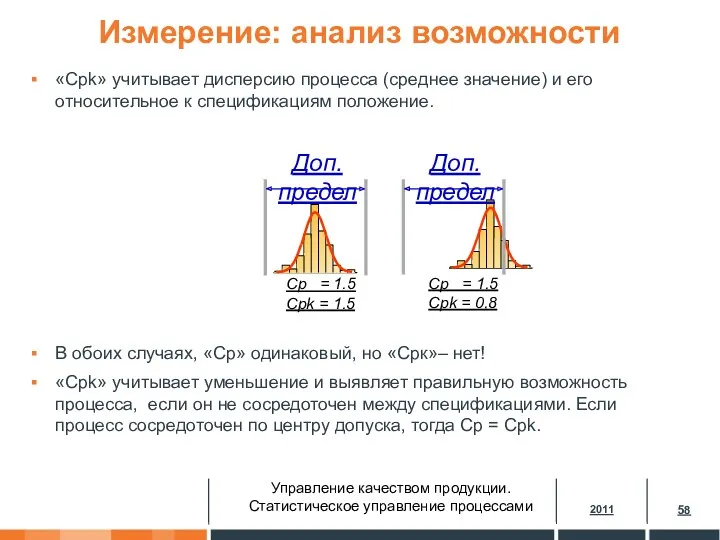
«Cpk» учитывает дисперсию процесса (среднее значение) и его относительное
Измерение: анализ возможности
«Cpk» учитывает дисперсию процесса (среднее значение) и его относительное
Измерение: анализ возможности
Доп. предел
3 σ
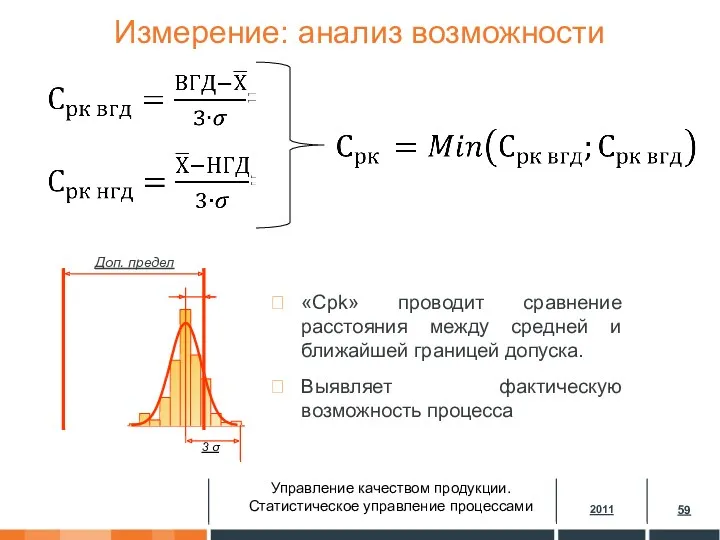
«Cpk» проводит сравнение расстояния между средней
Измерение: анализ возможности
Доп. предел
3 σ
«Cpk» проводит сравнение расстояния между средней

Что Вы можете сказать о « Cp» и «Cpk» в различных
Что Вы можете сказать о « Cp» и «Cpk» в различных
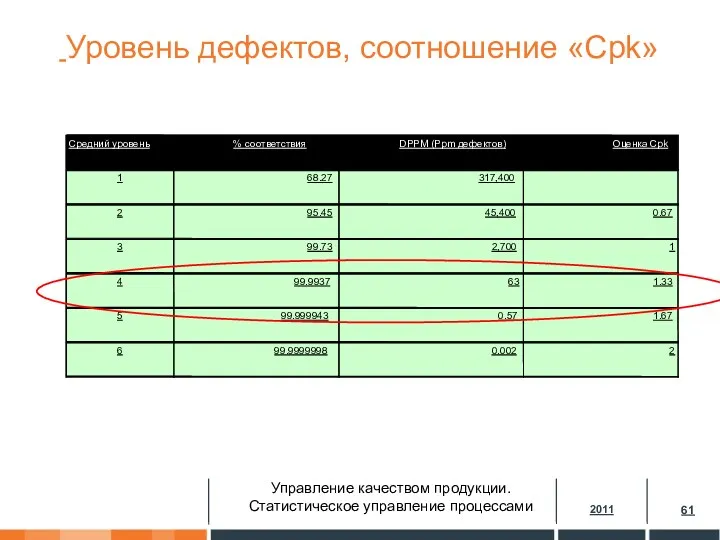
Уровень дефектов, соотношение «Cpk»
Уровень дефектов, соотношение «Cpk»
Упражнение
В компании оборудован центр обработки звонков, где отвечают на звонки потребителей
Упражнение
В компании оборудован центр обработки звонков, где отвечают на звонки потребителей
Контрольные карты
Day 1
Контрольные карты
Day 1
Контрольные карты
Контрольные карты – это наиболее часто используемые инструменты в
Контрольные карты
Контрольные карты – это наиболее часто используемые инструменты в
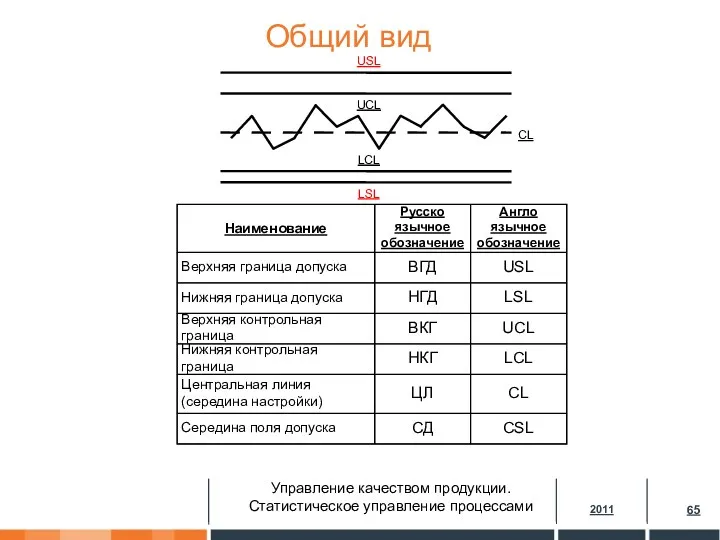
Общий вид
CL
UCL
LCL
USL
LSL
Общий вид
CL
UCL
LCL
USL
LSL
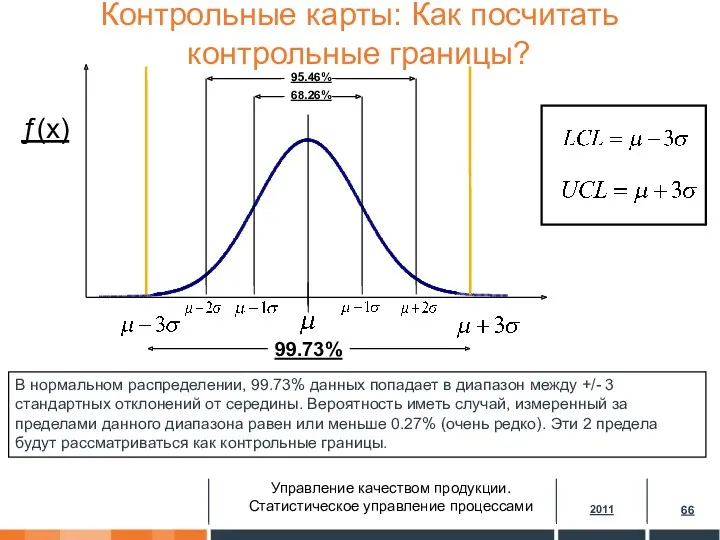
В нормальном распределении, 99.73% данных попадает в диапазон между +/- 3
В нормальном распределении, 99.73% данных попадает в диапазон между +/- 3
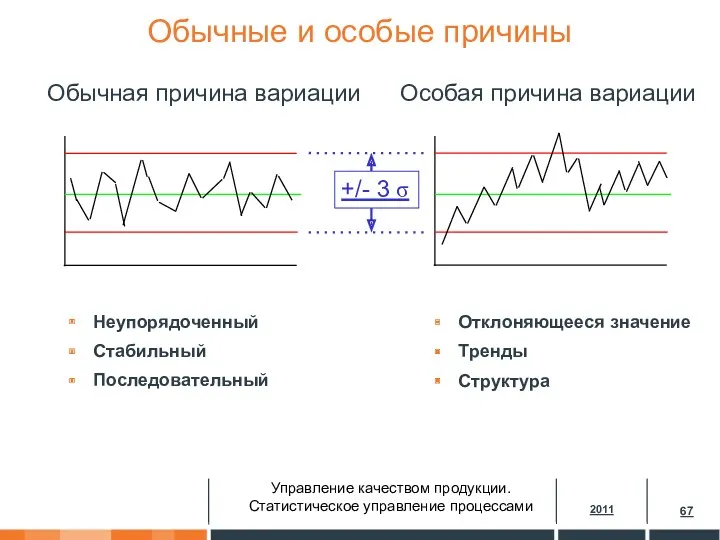
Обычные и особые причины
Неупорядоченный
Стабильный
Последовательный
Отклоняющееся значение
Тренды
Структура
Особая причина вариации
Обычная причина
Обычные и особые причины
Неупорядоченный
Стабильный
Последовательный
Отклоняющееся значение
Тренды
Структура
Особая причина вариации
Обычная причина

Время
Действие : Калибровка
Действие :
Ремонт
Контрольные карты: Как они работают?
Время
Действие : Калибровка
Действие :
Ремонт
Контрольные карты: Как они работают?
Контрольные карты: зачем ?
1. Удержание процесса под контролем
2. Выявление и идентификация
Контрольные карты: зачем ?
1. Удержание процесса под контролем
2. Выявление и идентификация
Контрольные карты: Когда использовать?
Что такое стратификация?
Существуют различные методы расслаивания, применение
Контрольные карты: Когда использовать?
Что такое стратификация?
Существуют различные методы расслаивания, применение
Контрольные карты: Когда использовать?
По каким критериям можно выполнять расслаивание?
Расслаивание может осуществляться
Контрольные карты: Когда использовать?
По каким критериям можно выполнять расслаивание?
Расслаивание может осуществляться
Контрольные карты: Когда использовать?
В качестве примера можно привести ситуацию: при построении
Контрольные карты: Когда использовать?
В качестве примера можно привести ситуацию: при построении
Контрольные карты: Когда использовать?
На первый взгляд, процесс явно имеет признаки нестабильности
На первый взгляд, процесс явно имеет признаки нестабильности
Контрольные карты: Когда использовать?
Контрольные карты: Когда использовать?
Контрольные карты: Когда использовать?
Как видно из результатов анализа, на первый взгляд
Как видно из результатов анализа, на первый взгляд
Контрольные карты: Когда использовать?
Перед тем как особая причина вариации может быть
Контрольные карты: Когда использовать?
Перед тем как особая причина вариации может быть
Контрольные карты: Когда использовать?
После того как процесс был поставлен на контроль,
Контрольные карты: Когда использовать?
После того как процесс был поставлен на контроль,
Контрольные карты: Когда использовать?
Контрольные карты: Когда использовать?
Контрольные карты: Выбор типа карты.
Чтобы установить базу измерений, используя контрольную
Контрольные карты: Выбор типа карты.
Чтобы установить базу измерений, используя контрольную
Контрольные карты: Выбор типа карты.
Непрерывные контрольные карты
Контрольные карты для качественных
Контрольные карты: Выбор типа карты.
Непрерывные контрольные карты
Контрольные карты для качественных
Контрольные карты: Выбор типа карты.
Контрольные карты по количественному признаку (непрерывные) применимы,
Контрольные карты: Выбор типа карты.
Контрольные карты по количественному признаку (непрерывные) применимы,
Контрольные карты: Выбор типа карты.
- карта средних и размахов,
Контрольные карты: Выбор типа карты.
- карта средних и размахов,

Контрольные карты: Выбор типа карты.
Контрольные карты: Выбор типа карты.
Контрольные карты: Выбор типа карты.
2.1 Непрерывная контрольная карта
Контрольные карты: Выбор типа карты.
2.1 Непрерывная контрольная карта
Контрольные карты: Выбор типа карты.
Контрольные карты: Выбор типа карты.

Как читать контрольные карты?
Контролируемое состояние объекта – это такое состояние, когда
Как читать контрольные карты?
Контролируемое состояние объекта – это такое состояние, когда
2. Как читать контрольные карты?
2. Серия – это проявление такого состояния,
2. Как читать контрольные карты?
2. Серия – это проявление такого состояния,
3. Тренд (дрейф).
Если точки образуют непрерывно повышающуюся или понижающуюся кривую, говорят,
3. Тренд (дрейф).
Если точки образуют непрерывно повышающуюся или понижающуюся кривую, говорят,

4. Приближение к контрольным границам
Рассматриваются точки, которые приближаются к 3-сигмовым
4. Приближение к контрольным границам
Рассматриваются точки, которые приближаются к 3-сигмовым
5. Приближение к центральной линии.
Когда большинство точек концентрируется внутри центральных полуторосигмовых
5. Приближение к центральной линии.
Когда большинство точек концентрируется внутри центральных полуторосигмовых
6. Периодичность.
Когда кривая повторяет структуру «то подъем, то спад» с примерно
6. Периодичность.
Когда кривая повторяет структуру «то подъем, то спад» с примерно
Понимание вариации
Определенная вариация всегда присутствует во всех процессах:
природа – форма/размер листьев,
Понимание вариации
Определенная вариация всегда присутствует во всех процессах:
природа – форма/размер листьев,
Причины вариаций
Причины вариаций
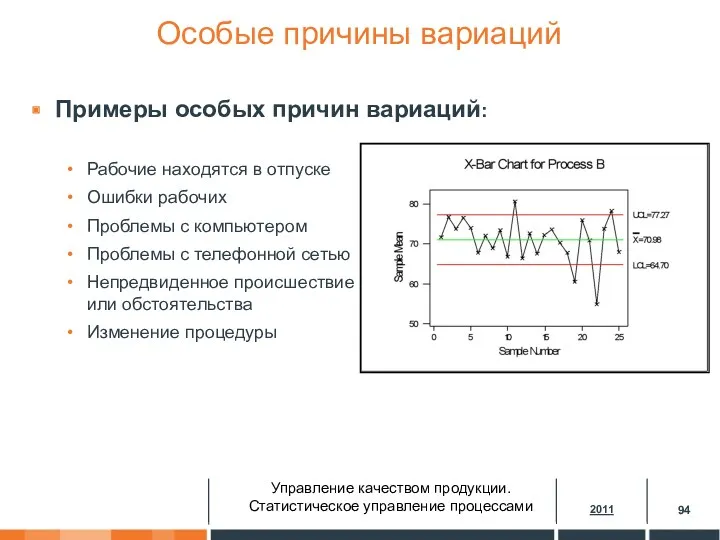
Особые причины вариаций
Примеры особых причин вариаций:
Рабочие находятся в отпуске
Ошибки рабочих
Проблемы с
Особые причины вариаций
Примеры особых причин вариаций:
Рабочие находятся в отпуске
Ошибки рабочих
Проблемы с
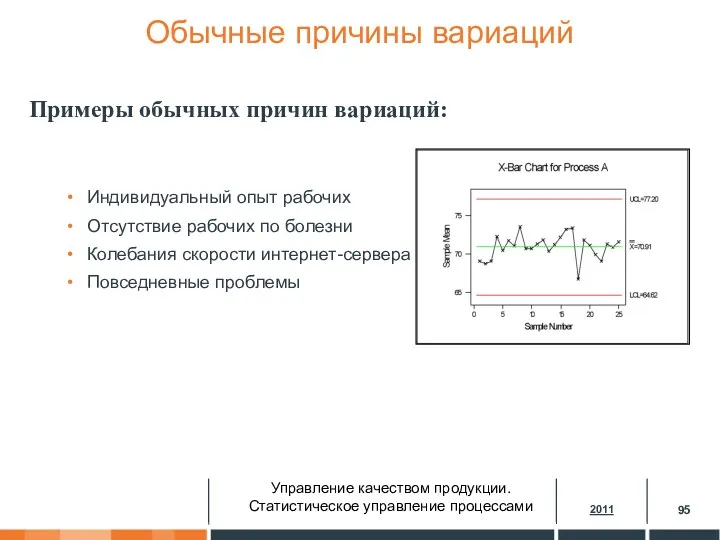
Обычные причины вариаций
Примеры обычных причин вариаций:
Индивидуальный опыт рабочих
Отсутствие рабочих по болезни
Колебания
Обычные причины вариаций
Примеры обычных причин вариаций:
Индивидуальный опыт рабочих
Отсутствие рабочих по болезни
Колебания
Следует ли нам обращать внимание на обычные причины вариаций?
“На 98% неспособность
Следует ли нам обращать внимание на обычные причины вариаций?
“На 98% неспособность
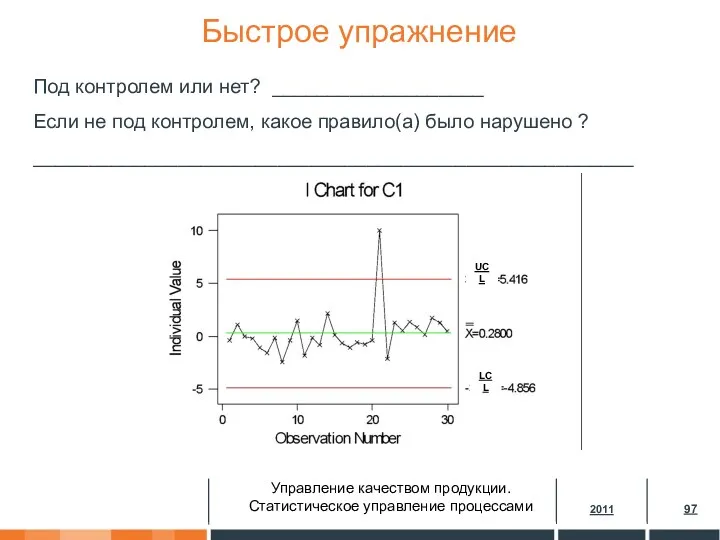
Быстрое упражнение
UCL
LCL
Под контролем или нет? ___________________
Если не под контролем, какое
Быстрое упражнение
UCL
LCL
Под контролем или нет? ___________________
Если не под контролем, какое
Быстрое упражнение
UCL
LCL
Под контролем или нет? ___________________
Если не под контролем, какое
Быстрое упражнение
UCL
LCL
Под контролем или нет? ___________________
Если не под контролем, какое
Быстрое упражнение
UCL
LCL
Под контролем или бесконтрольный ? ___________________
Если бесконтрольный, какое правило(а)
Быстрое упражнение
UCL
LCL
Под контролем или бесконтрольный ? ___________________
Если бесконтрольный, какое правило(а)
Контрольные карты: Выбор типа карты.
2.2 Контрольные карты для качественных признаков
Контрольные карты
2.2 Контрольные карты для качественных признаков
Контрольные карты
Контрольные карты: Выбор типа карты.
2.2 Контрольные карты для качественных признаков
2.2 Контрольные карты для качественных признаков
Контрольные карты: Выбор типа карты.
2.2 Контрольные карты для качественных признаков
2.2 Контрольные карты для качественных признаков
Обзор обучения
Обзор обучения
Анализ измерительных систем
Day 1
Анализ измерительных систем
Day 1
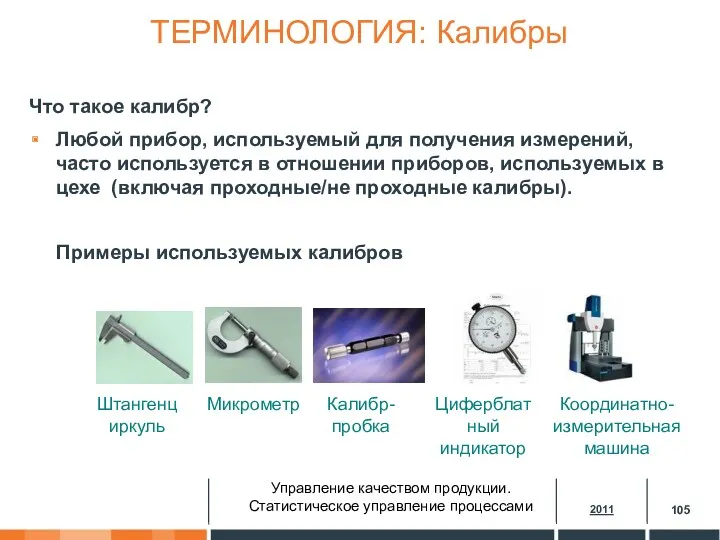
ТЕРМИНОЛОГИЯ: Калибры
Что такое калибр?
Любой прибор, используемый для получения измерений, часто используется
ТЕРМИНОЛОГИЯ: Калибры
Что такое калибр?
Любой прибор, используемый для получения измерений, часто используется
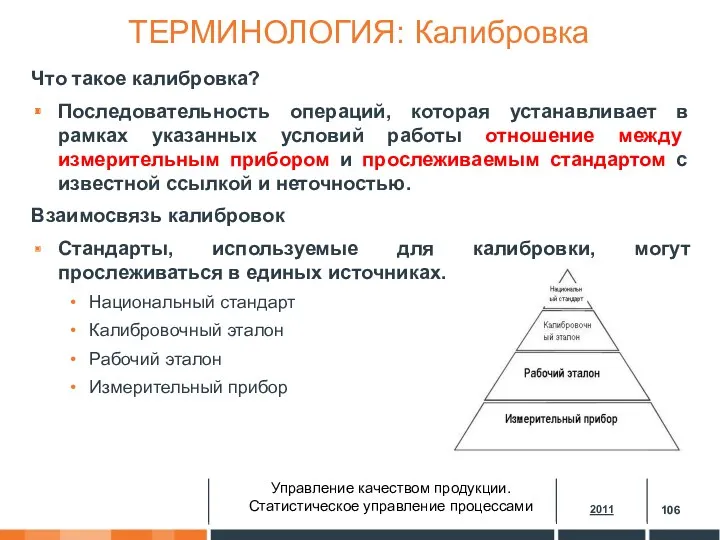
Что такое калибровка?
Последовательность операций, которая устанавливает в рамках указанных условий работы
Что такое калибровка?
Последовательность операций, которая устанавливает в рамках указанных условий работы
ТЕРМИНОЛОГИЯ: Система измерений
Нет двух одинаковых вещей, но даже если бы
ТЕРМИНОЛОГИЯ: Система измерений
Нет двух одинаковых вещей, но даже если бы
ЗАДАЧИ АНАЛИЗА СИСТЕМЫ ИЗМЕРЕНИЙ
Понять источники вариаций внутри измерений
Лучше
ЗАДАЧИ АНАЛИЗА СИСТЕМЫ ИЗМЕРЕНИЙ
Понять источники вариаций внутри измерений
Лучше
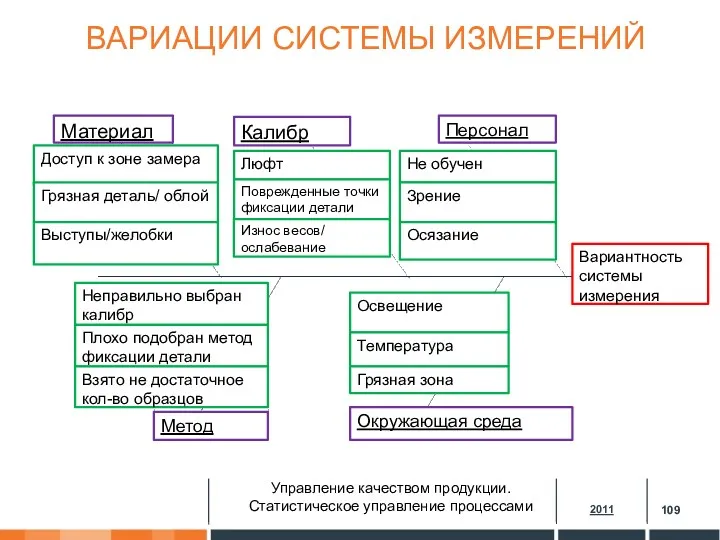
ВАРИАЦИИ СИСТЕМЫ ИЗМЕРЕНИЙ
MOTHER NATURE
Материал
Калибр
Персонал
Метод
Вариантность системы измерения
Окружающая среда
Освещение
Температура
Грязная
ВАРИАЦИИ СИСТЕМЫ ИЗМЕРЕНИЙ
MOTHER NATURE
Материал
Калибр
Персонал
Метод
Вариантность системы измерения
Окружающая среда
Освещение
Температура
Грязная

Повторяемость
Точность
R&R процедура
ИСТОЧНИКИ ВАРИАЦИЙ
Цель MSA – избавиться от всех
Повторяемость
Точность
R&R процедура
ИСТОЧНИКИ ВАРИАЦИЙ
Цель MSA – избавиться от всех
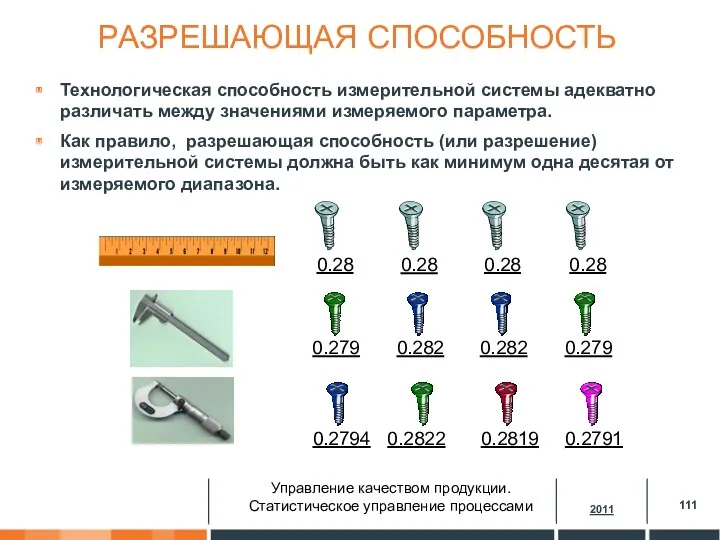
РАЗРЕШАЮЩАЯ СПОСОБНОСТЬ
0.28
0.28
0.28
0.28
0.282
0.282
0.279
0.279
0.2791
0.2794
0.2819
0.2822
Технологическая способность измерительной системы адекватно различать между значениями измеряемого параметра.
РАЗРЕШАЮЩАЯ СПОСОБНОСТЬ
0.28
0.28
0.28
0.28
0.282
0.282
0.279
0.279
0.2791
0.2794
0.2819
0.2822
Технологическая способность измерительной системы адекватно различать между значениями измеряемого параметра.

СТАБИЛЬНОСТЬ
Общая вариация измерений с одинаковым мастером/или деталью с единой характеристикой в
СТАБИЛЬНОСТЬ
Общая вариация измерений с одинаковым мастером/или деталью с единой характеристикой в

СМЕЩЕНИЕ
Смещение инструмента – это разница между наблюдаемым средним значением измерений и
СМЕЩЕНИЕ
Смещение инструмента – это разница между наблюдаемым средним значением измерений и
СХОДИМОСТЬ
Вариация между последовательным измерением той же детали, той же характеристики,
СХОДИМОСТЬ
Вариация между последовательным измерением той же детали, той же характеристики,
СХОДИМОСТЬ
Какие действия могут уменьшить ошибки измерения?
Стандартные Процедуры Измерений
Существуют ли они? Понятны ли
СХОДИМОСТЬ
Какие действия могут уменьшить ошибки измерения?
Стандартные Процедуры Измерений
Существуют ли они? Понятны ли
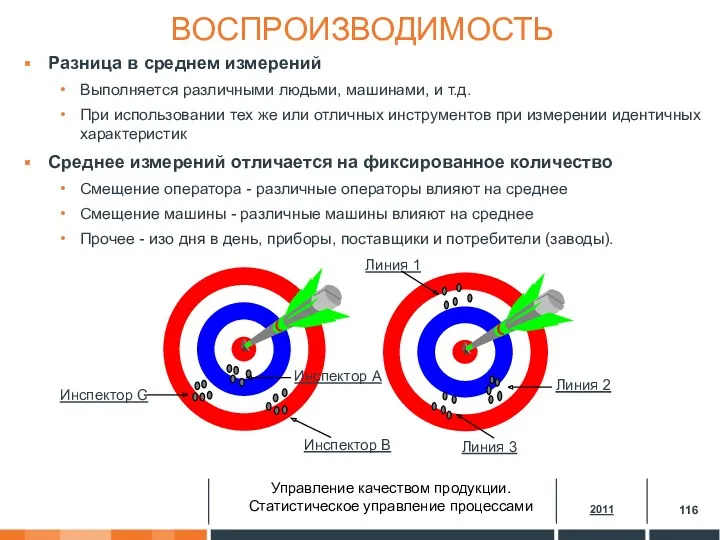
ВОСПРОИЗВОДИМОСТЬ
Разница в среднем измерений
Выполняется различными людьми, машинами, и т.д.
При
ВОСПРОИЗВОДИМОСТЬ
Разница в среднем измерений
Выполняется различными людьми, машинами, и т.д.
При
 Исследование рисков
Исследование рисков Менеджмент в физической культуре и спорте
Менеджмент в физической культуре и спорте Розвиток туристичної галузі Італії. Основні туристичні дестинації
Розвиток туристичної галузі Італії. Основні туристичні дестинації НАССП - научный системный подход к управлению безопасностью продукции
НАССП - научный системный подход к управлению безопасностью продукции Деловая игра. Мозговой штурм
Деловая игра. Мозговой штурм Совершенствование системы материального стимулирования работников муниципального предприятия
Совершенствование системы материального стимулирования работников муниципального предприятия Имидж делового человека (внешний облик)
Имидж делового человека (внешний облик) Логистический процесс на складе
Логистический процесс на складе Ұйымның сыртқы ортасын бағалау және талдау. Ұйым қызымет атқаратын саладағы бәсекелестік күштер және олардың ұйымға әсері
Ұйымның сыртқы ортасын бағалау және талдау. Ұйым қызымет атқаратын саладағы бәсекелестік күштер және олардың ұйымға әсері Понятие и виды организаций
Понятие и виды организаций Управление стоимостью проекта
Управление стоимостью проекта Инструменты удержания клиента
Инструменты удержания клиента Карьера. Деловая карьера
Карьера. Деловая карьера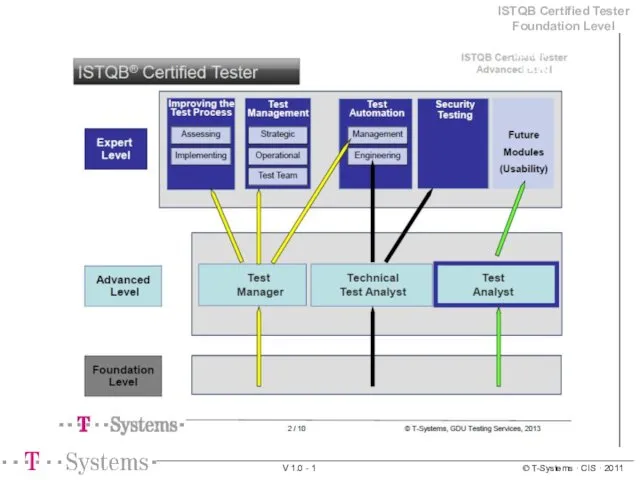 ISTQB Certified Tester
ISTQB Certified Tester Источники инновационных идей. Инновационный менеджмент в управлении персоналом
Источники инновационных идей. Инновационный менеджмент в управлении персоналом ITIL/ITSM− концептуальная основа процессов ИС-службы
ITIL/ITSM− концептуальная основа процессов ИС-службы Аудит и контроллинг персонала организации
Аудит и контроллинг персонала организации Лидерство и стили менеджмента
Лидерство и стили менеджмента Управление временем выполнения проекта
Управление временем выполнения проекта Диаграмма Исикавы. Рыбий скелет Исикавы
Диаграмма Исикавы. Рыбий скелет Исикавы Экономика и организация производства (общественное питание)
Экономика и организация производства (общественное питание) Управление эффективностью использования ресурсов
Управление эффективностью использования ресурсов Современные информационные технологии управления. Понятие информации
Современные информационные технологии управления. Понятие информации Система работы лидера
Система работы лидера Позитивные установки на труд и социально-экономические показатели эффективности организации. Методы изменения установок
Позитивные установки на труд и социально-экономические показатели эффективности организации. Методы изменения установок Федеральная юридическая компания Астрея. Обучение сотрудников
Федеральная юридическая компания Астрея. Обучение сотрудников Инновационный менеджмент
Инновационный менеджмент Управление рисками, системный анализ и моделирование. Лекции 5-6
Управление рисками, системный анализ и моделирование. Лекции 5-6