- Автоклавное формование

Содержание
- 2. Суть метода Автоклавное формование - метод получения многослойных композитных изделий, заключающийся в приложении избыточного давления при
- 3. Устройство автоклава Автоклав - герметичный сосуд, позволяющий создать большое избыточное давление и температуру. Типы автоклавов: Горизонтальные
- 4. Устройство автоклава
- 5. Этапы автоклавного формования 1) На формообразующую оснастку выкладывают многослойный пакет препрега и вспомогательных материалов, собирают вакуумный
- 6. Технологическая оснастка Формообразующая оснастка для автоклавного формования выбирается исходя из температуры формования и серии изготавливаемых изделий.
- 7. Особенности формообразующей оснастки Может быть тонкостенной и лёгкой; Должна сохранять герметичность; Высокая теплопроводность материала оснастки; Металлическая
- 8. Исходные материалы Препреги (в основном): Однонаправленые/ двунаправленные/ мультиаксиальные; С различными армирующими наполнителями: углеродными, стеклянными, базальтовыми и
- 9. Вспомогательные материалы/ сборка вакуумного мешка Вверху – схема сборки вакуумного мешка. Справа - подготовленная к формованию
- 10. Выбор параметров автоклавного формования Правильный выбор параметров (вакуум, температура, давление, продолжительность их воздействия) формования позволяет получать
- 11. Продолжительность удаления излишков смолы рассчитывается по формуле: Расчёт пористости ткани проводится по формуле:
- 12. Тепловые дефекты изделий Коробление; Недоотверждённое или пересушенное изделие из-за неверно подобранного температурного режима; Расслоение материала в
- 13. Достоинства метода Лучшее соотношение волокно/связующее, что благоприятно сказывается на прочности и массе готового изделия; Получение наиболее
- 14. Недостатки метода Высокая себестоимость изделий из-за затрат на электроэнергию (создание давления и температуры); Длительность изготовления изделий
- 16. Скачать презентацию
Суть метода
Автоклавное формование - метод получения многослойных композитных изделий, заключающийся в
Суть метода
Автоклавное формование - метод получения многослойных композитных изделий, заключающийся в
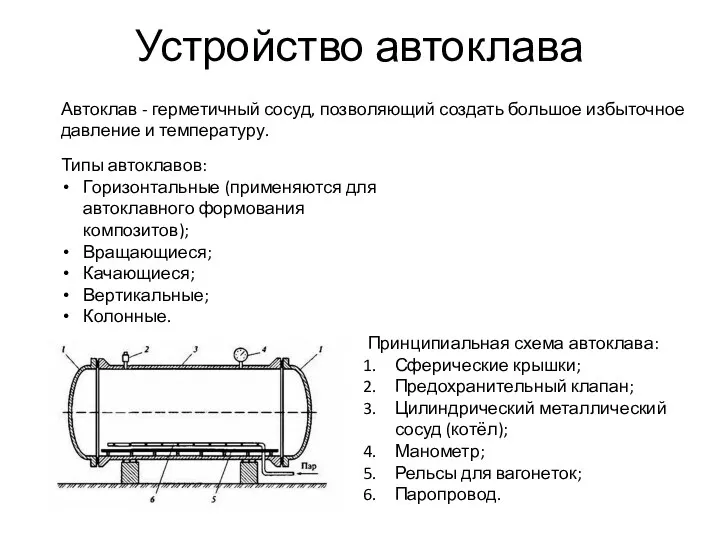
Устройство автоклава
Автоклав - герметичный сосуд, позволяющий создать большое избыточное давление и
Устройство автоклава
Автоклав - герметичный сосуд, позволяющий создать большое избыточное давление и

Устройство автоклава
Устройство автоклава
Этапы автоклавного формования
1) На формообразующую оснастку выкладывают многослойный пакет препрега и
Этапы автоклавного формования
1) На формообразующую оснастку выкладывают многослойный пакет препрега и
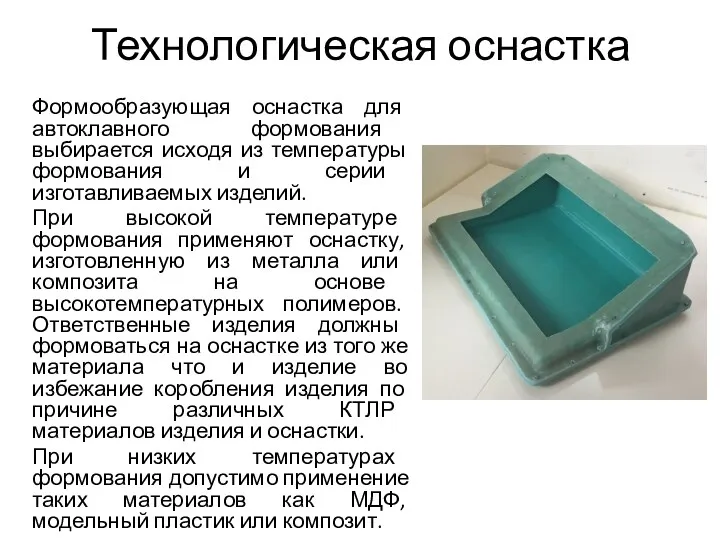
Технологическая оснастка
Формообразующая оснастка для автоклавного формования выбирается исходя из температуры формования
Технологическая оснастка
Формообразующая оснастка для автоклавного формования выбирается исходя из температуры формования
Особенности формообразующей оснастки
Может быть тонкостенной и лёгкой;
Должна сохранять герметичность;
Высокая теплопроводность материала
Особенности формообразующей оснастки
Может быть тонкостенной и лёгкой;
Должна сохранять герметичность;
Высокая теплопроводность материала
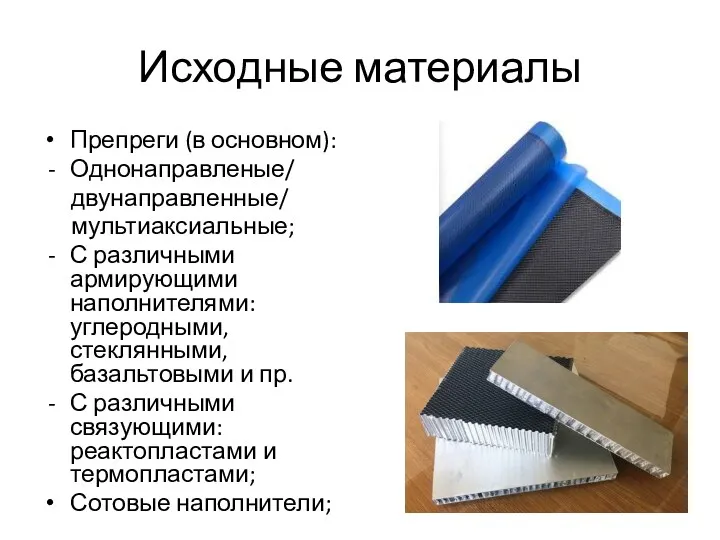
Исходные материалы
Препреги (в основном):
Однонаправленые/
двунаправленные/
мультиаксиальные;
С различными армирующими наполнителями: углеродными,
Исходные материалы
Препреги (в основном):
Однонаправленые/
двунаправленные/
мультиаксиальные;
С различными армирующими наполнителями: углеродными,
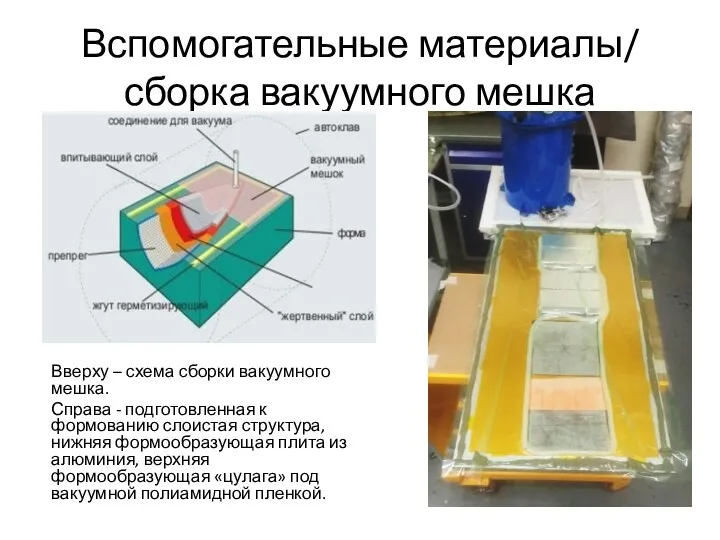
Вспомогательные материалы/ сборка вакуумного мешка
Вверху – схема сборки вакуумного мешка.
Справа -
Вспомогательные материалы/ сборка вакуумного мешка
Вверху – схема сборки вакуумного мешка.
Справа -
Выбор параметров автоклавного формования
Правильный выбор параметров (вакуум, температура, давление, продолжительность их
Выбор параметров автоклавного формования
Правильный выбор параметров (вакуум, температура, давление, продолжительность их
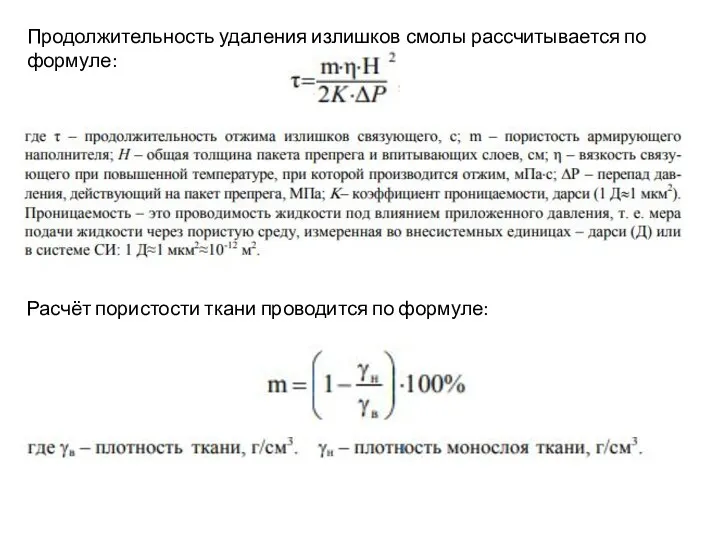
Продолжительность удаления излишков смолы рассчитывается по формуле:
Расчёт пористости ткани проводится по
Продолжительность удаления излишков смолы рассчитывается по формуле:
Расчёт пористости ткани проводится по
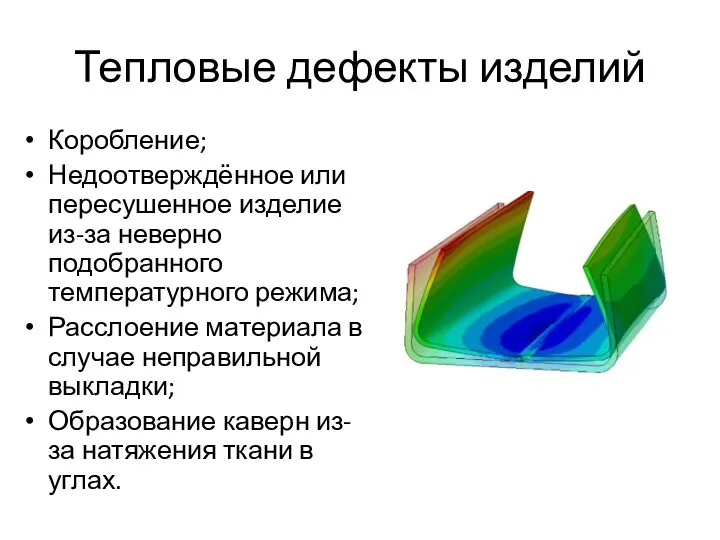
Тепловые дефекты изделий
Коробление;
Недоотверждённое или пересушенное изделие из-за неверно подобранного температурного режима;
Расслоение
Тепловые дефекты изделий
Коробление;
Недоотверждённое или пересушенное изделие из-за неверно подобранного температурного режима;
Расслоение
Достоинства метода
Лучшее соотношение волокно/связующее, что благоприятно сказывается на прочности и массе
Достоинства метода
Лучшее соотношение волокно/связующее, что благоприятно сказывается на прочности и массе
Недостатки метода
Высокая себестоимость изделий из-за затрат на электроэнергию (создание давления и
Недостатки метода
Высокая себестоимость изделий из-за затрат на электроэнергию (создание давления и
 Поиск информации в Internet и оформление буклетов о профессиональной подготовке с использованием ИКТ
Поиск информации в Internet и оформление буклетов о профессиональной подготовке с использованием ИКТ Общая теория статистики
Общая теория статистики Приложение к уроку Географическое положение материка Южная Америка
Приложение к уроку Географическое положение материка Южная Америка Оформление музыкального зала к праздникам
Оформление музыкального зала к праздникам Лекція 3. Лінійні кола. Елементи схем. Еквівалентні перетворення для лінійних кіл
Лекція 3. Лінійні кола. Елементи схем. Еквівалентні перетворення для лінійних кіл Основы защиты информации и управления интеллектуальной собственностью
Основы защиты информации и управления интеллектуальной собственностью Числовые и буквенные выражения (5 класс, Виленкин)
Числовые и буквенные выражения (5 класс, Виленкин) Загадки про грибы
Загадки про грибы Игра Что? Где? Когда
Игра Что? Где? Когда Здания и сооружения физкультурно-оздоровительного и спортивного назначения. Открытые плоскостные сооружения
Здания и сооружения физкультурно-оздоровительного и спортивного назначения. Открытые плоскостные сооружения Казахстан в годы Великой Отечественной войны 22 июня 1941- 9 мая 1945 гг
Казахстан в годы Великой Отечественной войны 22 июня 1941- 9 мая 1945 гг Классный час Мое Приморье
Классный час Мое Приморье d3c3e089-6f4d-4930-9e5f-4b54f360bb12_Our_Range___IF (2)
d3c3e089-6f4d-4930-9e5f-4b54f360bb12_Our_Range___IF (2) Основные типы деформаций и перемещений в зоне сварных соединений
Основные типы деформаций и перемещений в зоне сварных соединений Ганс Гольбейн Младший
Ганс Гольбейн Младший Возникновение и развитие педагогики
Возникновение и развитие педагогики Транспортная система Сиэтла
Транспортная система Сиэтла Икона Пресвятой Богородицы Одигитрия Устюженская
Икона Пресвятой Богородицы Одигитрия Устюженская ЕГЭ по истории. (Задание 8)
ЕГЭ по истории. (Задание 8) МИиСА Саввина А, РС-034
МИиСА Саввина А, РС-034 20231107_narodnye_promysly_i_remesla_rossii_beresta
20231107_narodnye_promysly_i_remesla_rossii_beresta Синтоизм: история и современность
Синтоизм: история и современность Волшебное преображение
Волшебное преображение Моя страна - Россия
Моя страна - Россия Пародонт тіндерінің анатомиялық гистологиялық ерекшеліктері, құрылымы, қызметі
Пародонт тіндерінің анатомиялық гистологиялық ерекшеліктері, құрылымы, қызметі Продвижение в Интернете. Создание web-сайта
Продвижение в Интернете. Создание web-сайта Конфликты и моббинг. Виды конфликтных ситуаций
Конфликты и моббинг. Виды конфликтных ситуаций Зрительный анализатор. Подготовка к ЕГЭ
Зрительный анализатор. Подготовка к ЕГЭ