- Электрошлаковая сварка

Содержание
- 2. Определение Электрошлаковая сварка (ЭШС) — вид электрошлакового процесса, сварочная технология, использующая для нагрева зоны плавления теплом
- 3. Особенности электрошлаковой сварки Главной особенностью электрошлаковой сварки (ЭШС) является принципиальное различие процесса электрошлаковой сварки в его
- 4. Особенности электрошлаковой сварки Процесс сварки является бездуговым. В отличие от дуговой сварки для расплавления основного и
- 5. Особенности электрошлаковой сварки Затем электрод погружают в шлаковую ванну, горение дуги прекращается и ток начинает проходить
- 6. Особенности электрошлаковой сварки Ванна расплавленного шлака за счет меньшей, чем у расплавленного металла плотности, постоянно находясь
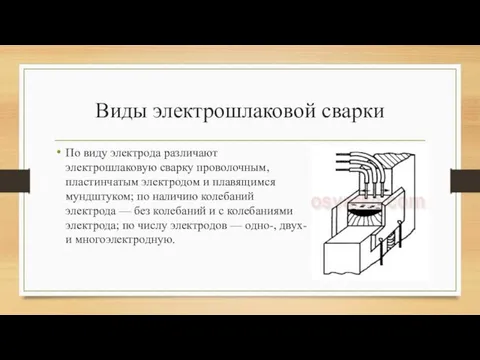
- 7. Виды электрошлаковой сварки По виду электрода различают электрошлаковую сварку проволочным, пластинчатым электродом и плавящимся мундштуком; по
- 8. Достоинства и недостатки Достоинства: - возможность сварки за один проход деталей практически любой толщины; - вертикальное
- 9. Применение Обычно электорошлаковую сварку применяют для соединения деталей толщиной от 15 мм до 600 мм Электрошлаковый
- 11. Скачать презентацию
Определение
Электрошлаковая сварка (ЭШС) — вид электрошлакового процесса, сварочная технология, использующая для нагрева зоны плавления теплом шлаковой
Определение
Электрошлаковая сварка (ЭШС) — вид электрошлакового процесса, сварочная технология, использующая для нагрева зоны плавления теплом шлаковой
Особенности электрошлаковой сварки
Главной особенностью электрошлаковой сварки (ЭШС) является принципиальное различие процесса
Особенности электрошлаковой сварки
Главной особенностью электрошлаковой сварки (ЭШС) является принципиальное различие процесса
Особенности электрошлаковой сварки
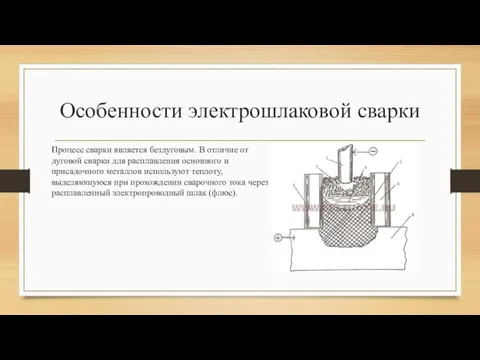
Процесс сварки является бездуговым. В отличие от дуговой сварки
Особенности электрошлаковой сварки
Процесс сварки является бездуговым. В отличие от дуговой сварки
Особенности электрошлаковой сварки
Затем электрод погружают в шлаковую ванну, горение дуги прекращается
Особенности электрошлаковой сварки
Затем электрод погружают в шлаковую ванну, горение дуги прекращается

Особенности электрошлаковой сварки
Ванна расплавленного шлака за счет меньшей, чем у расплавленного
Особенности электрошлаковой сварки
Ванна расплавленного шлака за счет меньшей, чем у расплавленного
Виды электрошлаковой сварки
По виду электрода различают электрошлаковую сварку проволочным, пластинчатым электродом
Виды электрошлаковой сварки
По виду электрода различают электрошлаковую сварку проволочным, пластинчатым электродом
Достоинства и недостатки
Достоинства:
- возможность сварки за один проход деталей практически
Достоинства и недостатки
Достоинства:
- возможность сварки за один проход деталей практически
Применение
Обычно электорошлаковую сварку применяют для соединения деталей толщиной от 15 мм до
Применение
Обычно электорошлаковую сварку применяют для соединения деталей толщиной от 15 мм до
 5 класс 5.02
5 класс 5.02 Герои Холмского края. Челпанов Василий Николаевич
Герои Холмского края. Челпанов Василий Николаевич Трудовое право. Основания для увольнений
Трудовое право. Основания для увольнений Знакомство детей старшего дошкольного возраста с малой родиной - родным городом
Знакомство детей старшего дошкольного возраста с малой родиной - родным городом 20231110_idioadaptatsii_nasekomyh
20231110_idioadaptatsii_nasekomyh Презетация Городище Иднакар
Презетация Городище Иднакар Презентация к уроку Вода. Разновидности воды.
Презентация к уроку Вода. Разновидности воды. Презентация КВН Знайки и Умники в подготовительной группе
Презентация КВН Знайки и Умники в подготовительной группе Внедрение инноваций
Внедрение инноваций 词类. Части речи
词类. Части речи Ситуационное руководство
Ситуационное руководство Лекарственные средства, производные пиридина и пиперазина. (Тема 3)
Лекарственные средства, производные пиридина и пиперазина. (Тема 3) Контрольно-измерительные материалы. Русский язык 3 класс. Состав слова
Контрольно-измерительные материалы. Русский язык 3 класс. Состав слова Основы материаловедения Свойства текстильных материалов. Практическая работа № 5
Основы материаловедения Свойства текстильных материалов. Практическая работа № 5 Структура и функции биологических мембран
Структура и функции биологических мембран Иов Многострадальный
Иов Многострадальный Ценообразование в условиях монополии
Ценообразование в условиях монополии Россия в XVII веке
Россия в XVII веке Cannes
Cannes Биокерамика. Изготовление протезов из биокерамики
Биокерамика. Изготовление протезов из биокерамики Использование ИКТ на уроках математики. Устный счет
Использование ИКТ на уроках математики. Устный счет Центральная Якутия
Центральная Якутия Attractions of Great Britain
Attractions of Great Britain Құбырлы пештер және оның құрлысы
Құбырлы пештер және оның құрлысы Презентация Знакомьтесь, это наша группа!
Презентация Знакомьтесь, это наша группа! Религиозные проблемы современности
Религиозные проблемы современности Гашишная наркомания. Зависимость от психостимуляторов
Гашишная наркомания. Зависимость от психостимуляторов Tobacco Training for PHILIPP shop staff
Tobacco Training for PHILIPP shop staff