- Энергетические характеристики сталеплавильного производства

Содержание
- 2. Способы выплавки стали Сталь выплавляют в настоящее время в основном тремя способами: в конвертерах, продуваемых кислородом;
- 3. Сырьем для выплавки стали служит в основном жидкий чугун с добавлением скрапа (стального лома), доля которого
- 4. Мартеновское производство стали
- 5. 1 — плавильная камера; 2 — загрузочные окна; 3 — отражательный свод; 4 — кессоны; 5—
- 6. схема мартеновской печи
- 7. Жидкий чугун заливается через загрузочные окна в ванну печи, в которую подается и скрап, при этом
- 8. Для работы подогревателей как в режиме разогрева уходящими из плавильного пространства газами, так и в режиме
- 9. К концу плавки для обеспечения возможно высокого подогрева компонентов горения перекидки делают через 5—10 мин. При
- 10. Для обеспечения длительной работы ряд элементов МП - рамы загрузочных окон, кессоны и др.- охлаждают водой
- 11. СХЕМА СИСТЕМЫ ИСПАРИТЕЛНОГО ОХЛАЖДЕНИЯ
- 12. Размеры МП измеряются массой садки, т. е. загруженного в ванну металла. Садка разных МП колеблется от
- 13. Схема основных потоков энергоресурсов в мартеновском производстве
- 14. Топливом большинства МП служит газ. Жидкое топливо (обязательно бессернистое или малосернистое) применяется для небольших МП. Ранее
- 15. В настоящее время большинство МП работает на природном газе. При этом печи проще (нет регенераторов для
- 16. Через охлаждаемые элементы отводится 10— 15% теплоты сжигаемого топлива, поэтому ее использование при СИО представляет существенный
- 17. В котлах-утилизаторах (КУ) уходящие газы могут быть экономично охлаждены до 200—250°С, в них вырабатывается 0,3—0,4 т
- 18. ПРИНЦИПИАЛЬНАЯ СХЕМА КУ
- 19. Так как высокая температура сильно удорожает транспорт пара, то обычно в КУ его перегревают частично. До
- 20. Теплота жидкой стали используется в последующих переделах. При разливке в изложницы сталь в них охлаждается до
- 21. РАЗЛИВКА СТАЛИ В ИЗЛОЖНИЦЫ
- 22. СХЕМА МНЛЗ
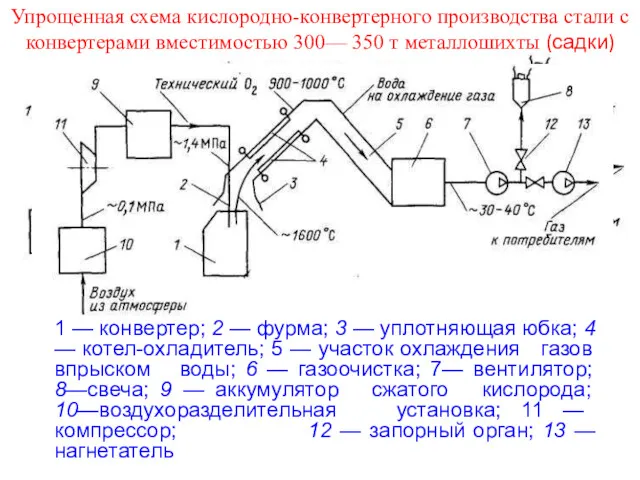
- 23. Кислородно-конвертерное производство стали
- 24. Получение стали из чугуна в конвертерах путем продувки воздуха через слой чугуна (бессемеровский процесс) применялось давно.
- 25. 1 — конвертер; 2 — фурма; 3 — уплотняющая юбка; 4 — котел-охладитель; 5 — участок
- 26. СХЕМА КИСЛОРОДНОГО КОНВЕРЕРА
- 27. В настоящее время подача кислорода в конвертеры производится сверху через специальную фурму. При этом доля скрапа
- 28. В конвертерах при продувке стали кислородом выгорают марганец, кремний и углерод, наблюдается и некоторый угар железа.
- 29. В цехе устанавливают обычно три конвертера, один из которых находится в ремонте (в основном ремонтируется футеровка),
- 30. Проектный график работы сталеплавильных конвертеров
- 31. В действительности по разным причинам периоды продувок отдельных конвертеров могут сближаться при сохранении общей длительности цикла,
- 32. Примерная конфигурация кривых Gг = f(τ) и СО = f(τ), определяется режимом и интенсивностью продувок. Выход
- 33. Линия а—а (рис.) горизонтальна в тех случаях, когда расход образующихся газов лимитируется пропускной способностью газового тракта,
- 34. В период между продувками нагнетатели не отключают для предупреждения образования в газоходах и аппаратуре взрывчатых смесей.
- 35. Содержание СО (основной горючей составляющей) в конвертерном газе: В начале продувки содержание СО составляет несколько %.
- 36. По схеме, показанной на рисунке, применяемой для современных крупных конвертеров, физическая и химически связанная теплота газов
- 37. В конвертерах с небольшой садкой (50-150 т) на газовом тракте до газоочистки устанавливались паровые котлы-охладители газов
- 38. Рис. Принципиальная схема аккумулятора пара (типа Рутса): 1— бак-аккумулятор; 2 — смешивающий подогреватель; 3 — паросборник-сепаратор;
- 39. Для максимального снижения заносов конвективных поверхностей КОГ, (увеличивающих сопротивление проходу газов и приводящих к снижению выплавки
- 40. При больших конвертерах броски выходов пара от КОГ (периодические от 0 до 100%) достигают сотен тонн
- 41. Схема основных потоков энергоресурсов конвертерного производства стали
- 42. Из рис. видно, что выход горючего очищенного газа периодичен как по количеству, так и по составу,
- 43. СХЕМА ГАЗГОЛЬДЕРА
- 44. В связи с периодичностью продувки конвертеров периодично и потребление ими кислорода от нуля до 800—2800 м3/мин
- 46. Скачать презентацию
Способы выплавки стали
Сталь выплавляют в настоящее время в основном тремя способами:
Способы выплавки стали
Сталь выплавляют в настоящее время в основном тремя способами:
Сырьем для выплавки стали служит в основном жидкий чугун с добавлением
Сырьем для выплавки стали служит в основном жидкий чугун с добавлением
Мартеновское производство
стали
Мартеновское производство
стали
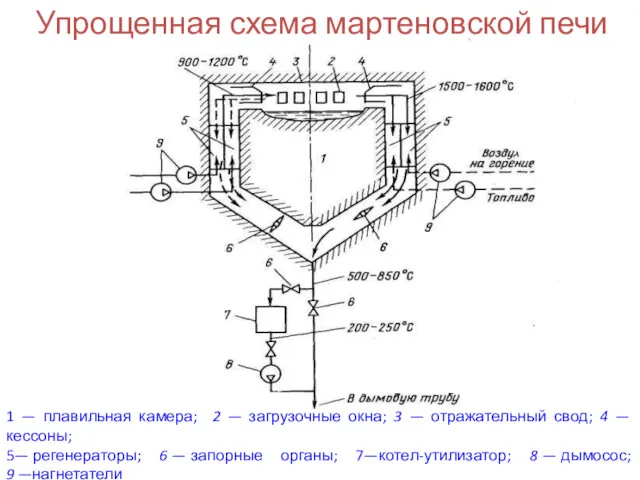
1 — плавильная камера; 2 — загрузочные окна; 3 — отражательный
1 — плавильная камера; 2 — загрузочные окна; 3 — отражательный

схема мартеновской печи
схема мартеновской печи
Жидкий чугун заливается через загрузочные окна в ванну печи, в которую
Жидкий чугун заливается через загрузочные окна в ванну печи, в которую
Для работы подогревателей как в режиме разогрева уходящими из плавильного пространства
Для работы подогревателей как в режиме разогрева уходящими из плавильного пространства
К концу плавки для обеспечения возможно высокого подогрева компонентов горения перекидки
К концу плавки для обеспечения возможно высокого подогрева компонентов горения перекидки
Для обеспечения длительной работы ряд элементов МП - рамы загрузочных окон,
Для обеспечения длительной работы ряд элементов МП - рамы загрузочных окон,
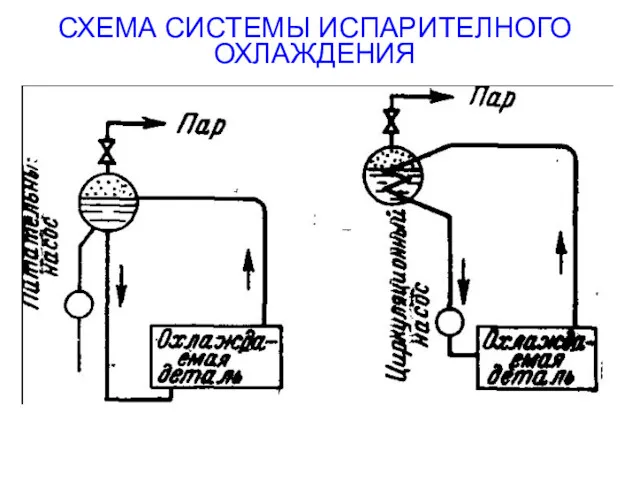
СХЕМА СИСТЕМЫ ИСПАРИТЕЛНОГО ОХЛАЖДЕНИЯ
СХЕМА СИСТЕМЫ ИСПАРИТЕЛНОГО ОХЛАЖДЕНИЯ
Размеры МП измеряются массой садки, т. е. загруженного в ванну металла.
Размеры МП измеряются массой садки, т. е. загруженного в ванну металла.
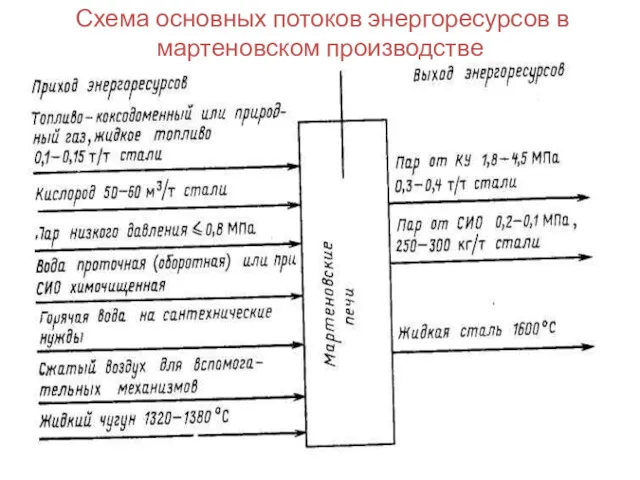
Схема основных потоков энергоресурсов в мартеновском производстве
Схема основных потоков энергоресурсов в мартеновском производстве
Топливом большинства МП служит газ.
Жидкое топливо (обязательно бессернистое или малосернистое)
Топливом большинства МП служит газ.
Жидкое топливо (обязательно бессернистое или малосернистое)
В настоящее время большинство МП работает на природном газе.
При этом
В настоящее время большинство МП работает на природном газе.
При этом
Через охлаждаемые элементы отводится 10— 15% теплоты сжигаемого топлива, поэтому ее
Через охлаждаемые элементы отводится 10— 15% теплоты сжигаемого топлива, поэтому ее
В котлах-утилизаторах (КУ) уходящие газы могут быть экономично охлаждены до 200—250°С,
В котлах-утилизаторах (КУ) уходящие газы могут быть экономично охлаждены до 200—250°С,

ПРИНЦИПИАЛЬНАЯ СХЕМА КУ
ПРИНЦИПИАЛЬНАЯ СХЕМА КУ
Так как высокая температура сильно удорожает транспорт пара, то обычно в
Так как высокая температура сильно удорожает транспорт пара, то обычно в
Теплота жидкой стали используется в последующих переделах.
При разливке в изложницы сталь
Теплота жидкой стали используется в последующих переделах.
При разливке в изложницы сталь

РАЗЛИВКА СТАЛИ В ИЗЛОЖНИЦЫ
РАЗЛИВКА СТАЛИ В ИЗЛОЖНИЦЫ
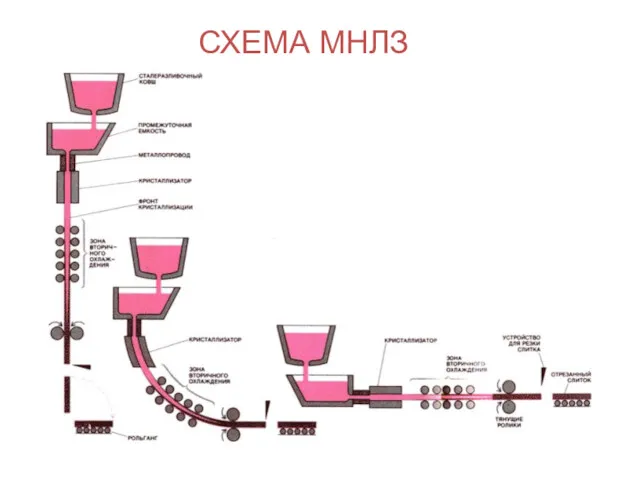
СХЕМА МНЛЗ
СХЕМА МНЛЗ
Кислородно-конвертерное производство
стали
стали
Получение стали из чугуна в конвертерах путем продувки воздуха через слой
Получение стали из чугуна в конвертерах путем продувки воздуха через слой
1 — конвертер; 2 — фурма; 3 — уплотняющая юбка; 4
1 — конвертер; 2 — фурма; 3 — уплотняющая юбка; 4
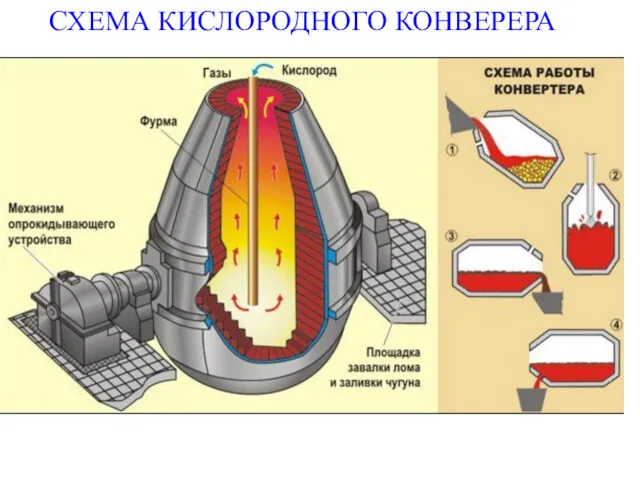
СХЕМА КИСЛОРОДНОГО КОНВЕРЕРА
СХЕМА КИСЛОРОДНОГО КОНВЕРЕРА
В настоящее время подача кислорода в конвертеры производится сверху через специальную
В настоящее время подача кислорода в конвертеры производится сверху через специальную
В конвертерах при продувке стали кислородом выгорают марганец, кремний и углерод,
В конвертерах при продувке стали кислородом выгорают марганец, кремний и углерод,
В цехе устанавливают обычно три конвертера, один из которых находится в
В цехе устанавливают обычно три конвертера, один из которых находится в
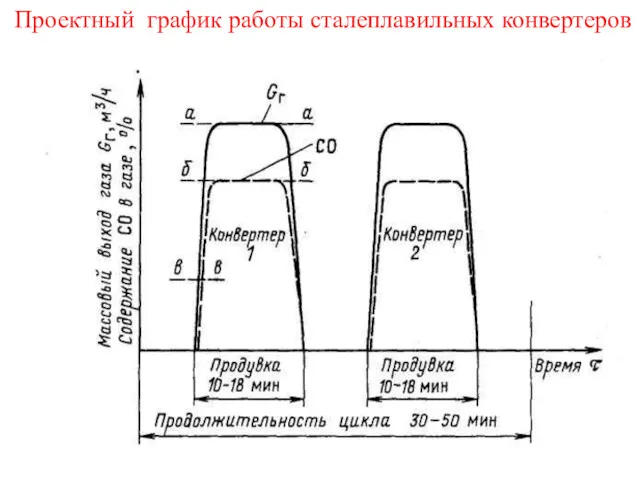
Проектный график работы сталеплавильных конвертеров
Проектный график работы сталеплавильных конвертеров
В действительности по разным причинам периоды продувок отдельных конвертеров могут сближаться
В действительности по разным причинам периоды продувок отдельных конвертеров могут сближаться
Примерная конфигурация кривых Gг = f(τ) и СО = f(τ), определяется
Примерная конфигурация кривых Gг = f(τ) и СО = f(τ), определяется
Линия а—а (рис.) горизонтальна в тех случаях, когда расход образующихся
Линия а—а (рис.) горизонтальна в тех случаях, когда расход образующихся
В период между продувками нагнетатели не отключают для предупреждения образования в
В период между продувками нагнетатели не отключают для предупреждения образования в
Содержание СО (основной горючей составляющей) в конвертерном газе:
В начале продувки
Содержание СО (основной горючей составляющей) в конвертерном газе:
В начале продувки
По схеме, показанной на рисунке, применяемой для современных крупных конвертеров, физическая
По схеме, показанной на рисунке, применяемой для современных крупных конвертеров, физическая
В конвертерах с небольшой садкой (50-150 т) на газовом тракте до
В конвертерах с небольшой садкой (50-150 т) на газовом тракте до
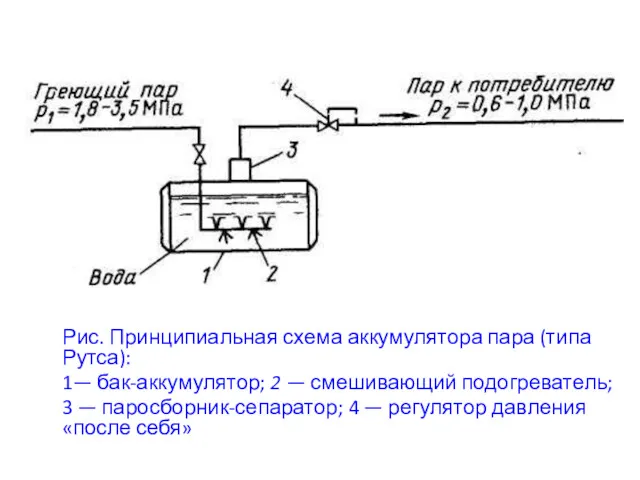
Рис. Принципиальная схема аккумулятора пара (типа Рутса):
1— бак-аккумулятор; 2 — смешивающий
Рис. Принципиальная схема аккумулятора пара (типа Рутса):
1— бак-аккумулятор; 2 — смешивающий
Для максимального снижения заносов конвективных поверхностей КОГ, (увеличивающих сопротивление проходу газов
Для максимального снижения заносов конвективных поверхностей КОГ, (увеличивающих сопротивление проходу газов
При больших конвертерах броски выходов пара от КОГ (периодические от 0
При больших конвертерах броски выходов пара от КОГ (периодические от 0
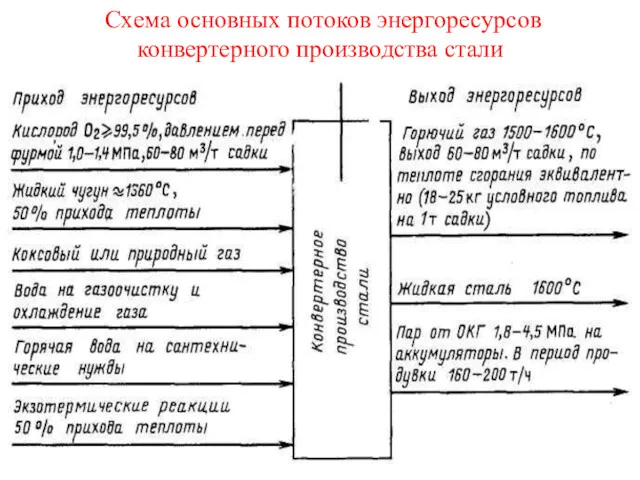
Схема основных потоков энергоресурсов
конвертерного производства стали
Схема основных потоков энергоресурсов
конвертерного производства стали
Из рис. видно, что выход горючего очищенного газа периодичен как по
Из рис. видно, что выход горючего очищенного газа периодичен как по
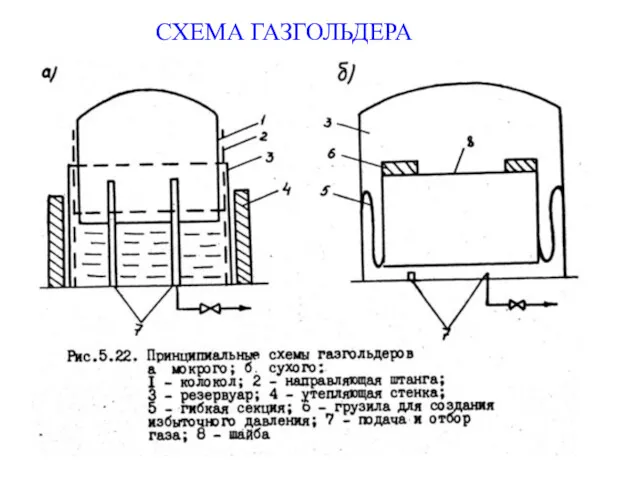
СХЕМА ГАЗГОЛЬДЕРА
СХЕМА ГАЗГОЛЬДЕРА
В связи с периодичностью продувки конвертеров периодично и потребление ими кислорода
В связи с периодичностью продувки конвертеров периодично и потребление ими кислорода
 Презентация Р
Презентация Р Рекомендации для родителей, у которых ребенок стал первоклассником.
Рекомендации для родителей, у которых ребенок стал первоклассником. Эволюция ОС Windows. Рождение операционной системы Windows
Эволюция ОС Windows. Рождение операционной системы Windows Дизайн. Тренды в графическом дизайне 2017
Дизайн. Тренды в графическом дизайне 2017 Меняй жизнь через спорт
Меняй жизнь через спорт Аппаратное обеспечение компьютера
Аппаратное обеспечение компьютера Стационарлы және жылжымалы радиометр көмегімен тамақ өнімдері мен жердің радиоактивтілігін гигиеналық бағалау әдістері
Стационарлы және жылжымалы радиометр көмегімен тамақ өнімдері мен жердің радиоактивтілігін гигиеналық бағалау әдістері наследственность и среда
наследственность и среда Планета Земля
Планета Земля Основные технологические особенности производства рассольных сыров
Основные технологические особенности производства рассольных сыров Поэма Н.А. Некрасова Кому на Руси жить хорошо. Замысел, жанр, композиция
Поэма Н.А. Некрасова Кому на Руси жить хорошо. Замысел, жанр, композиция Правописание суффиксов разных частей речи (Задание 10). ЕГЭ
Правописание суффиксов разных частей речи (Задание 10). ЕГЭ Архитектура персонального компьютера
Архитектура персонального компьютера Презентация по химии по теме Элементы таблицы Менделеева (таблица и ученые)
Презентация по химии по теме Элементы таблицы Менделеева (таблица и ученые) Имидж педагога
Имидж педагога Комплексное планирование рейса рефрижератора из порта Сафи (Марокко) в порт Берген (Норвегия) для перевозки фруктов
Комплексное планирование рейса рефрижератора из порта Сафи (Марокко) в порт Берген (Норвегия) для перевозки фруктов Жайворова пісня
Жайворова пісня Introduction and overview. Air Handling Systems
Introduction and overview. Air Handling Systems Оборотный капитал. Тема 5
Оборотный капитал. Тема 5 Анатомо-физиологические особенности органов дыхания у детей
Анатомо-физиологические особенности органов дыхания у детей Презентация2
Презентация2 Ценные бумаги. Фондовый рынок
Ценные бумаги. Фондовый рынок Коллаж на конкурс Зеленый огонек
Коллаж на конкурс Зеленый огонек Презентация История астраханских армян
Презентация История астраханских армян Қоюлатылған сүт консервілерін өндіретін машиналар мен аппараттар
Қоюлатылған сүт консервілерін өндіретін машиналар мен аппараттар Восточная Римская/ Ранневизантийская империя (IV – начало VII века)
Восточная Римская/ Ранневизантийская империя (IV – начало VII века) Русский мир
Русский мир Холинергические средства
Холинергические средства