- Формование и глазирование конфетных корпусов

Содержание
- 2. Формование Под формованием понимают деление пластичных или жидких конфетных масс на отдельные порции определенного объема с
- 3. Для формования конфет различают пять способов формования: отливка; размазывание; прокатка; выпрессовывание; отсадка.
- 4. Отливка и отсадка дают сразу изделия желаемой формы, а размазывание, прокатка и выпрессовывание требуют последующей резки.
- 5. Выбор способа формования зависит от свойств конфетной массы, структурно-механических свойств (вязкость, пластичность, прочность и т. п.)
- 6. Некоторые массы можно формовать только одним способом, для других можно использовать несколько способов.
- 7. Например, ликерные массы можно формовать только отливкой, массы из сырого марципана, обладающие большой вязкостью,—только прокаткой, помадные
- 8. Отливка В настоящее время отливка является наиболее распространенным методом формования. Отливкой формуют главным образом массы, обладающие
- 9. Формование отливкой в крахмальные формы является основным способом формования значительной части конфетных корпусов. Отливкой в крахмальные
- 10. Сам процесс формования отливкой заключается в том, что конфетная масса отливается в специально отштампованные в крахмале
- 11. При отливке выполняют следующие операции: формование ячеек в крахмале; отливка конфетной массы; выстаивание при определенных условиях
- 12. К крахмалу как к формовочному материалу предъявляют ряд требований: получение неосыпающихся форм с гладкой поверхностью при
- 13. в крахмале не должны содержаться посторонние примеси, в том числе те, которые образуются при его использовании
- 14. Кукурузный крахмал как формовочный материал имеет ряд свойств, которые положительно влияют при изготовлении из него форм
- 15. Большое влияние на качество форм, следовательно, и на качество получаемых отливкой полуфабрикатов и изделий имеет влажность
- 16. Формы из излишне сухого крахмала легко осыпаются, что не позволяет получить отлитые изделия правильной формы. Для
- 17. Температура конфетной массы при формовании отливкой имеет большое значение, так как с повышением температуры уменьшается вязкость
- 18. Оптимальная температура для отливки различных конфетных масс, °С: помадная (сахарная и молочная) 65—72, помадная с добавлением
- 19. Схема поточной линии для отливки конфетных масс
- 20. Описание технологического процесса Поточная линия состоит из двух основных агрегатов: агрегата для отливки и агрегата для
- 21. В агрегате ускоренной выстойки происходит процесс затвердевания отлитой массы, которая превращается при этом в конфетные корпуса
- 22. Для каждого вида конфетной массы требуется различный режим ускоренной выстойки: - помадная масса 32—40 мин при
- 23. Данная линия не позволяет получать на ней хрупкие корпуса, такие, например, как ликерные. Корпуса этих конфет
- 24. Дополнительным важным преимуществом такого способа выборки и очистки корпусов является то, что корпуса после этих операций
- 25. Отливочные машины могут быть оборудованы специальным устройством для подсушки крахмала. Это устройство, состоящее из системы шнеков,
- 26. Некоторые виды конфет формуют отливкой не в крахмальные формы, а в формы, отштампованные в сахаре-песке. Для
- 27. После загрузки сахара-песка в лоток его поверхность выравнивают и специальным штампом выдавливают ячейки. Эти ячейки заполняют
- 28. Агрегат отливочный
- 29. Машина отливочная
- 30. Дозатор для внесения твердых добавок в формуемые корпуса конфет и шоколадные изделия Ш24-ШДП
- 31. Предназначен для механизации операции по внесению твердых добавок (вишня, целый орех) в корпуса конфет, отливаемых в
- 32. АК-1021 MULTICAST-200 Универсальная отливочная машина (депозитор) в крахмал и силиконовые формы для производства мармелада, конфет "Коровка",
- 33. АК-1023 MOULDTRAY-200 Машина отливочная (депозитор) для производства мармелада, шоколадных изделий различных конфигураций, помадных и ликерных сортов
- 34. Применение силиконовых форм позволяет получить изделия любой формы с более точной геометрией, чем при отливке в
- 35. Агрегат конфетоотливочный марки ДР-2509
- 36. Размазка Способом размазки с последующей резкой формуют многие виды конфетных масс: помадные, фруктовые, ореховые, сбивные кремовые.
- 37. При этом путем размазывания можно получить конфетные корпуса и неглазированные конфеты как однослойные, состоящие из одной
- 38. Примером двухслойных конфет с различными видами помадной конфетной массы могут быть конфеты "Спорт" (один слой из
- 39. Процесс формования размазкой состоит из нескольких отдельных операций
- 40. Подготовка конфетной массы в основном заключается в темперировании ее перед формованием. При этом конфетная масса приобретает
- 41. Помадные массы размазывают при температуре 60—65°С, фруктовые — 80—85, сбивные типа "Птичье молоко" — 55—60, кремовые
- 42. На размазном конвейере можно получить из бесформенных пластичных конфетных масс однослойные и многослойные конфетные корпуса и
- 43. Схема работы размазного конвейера
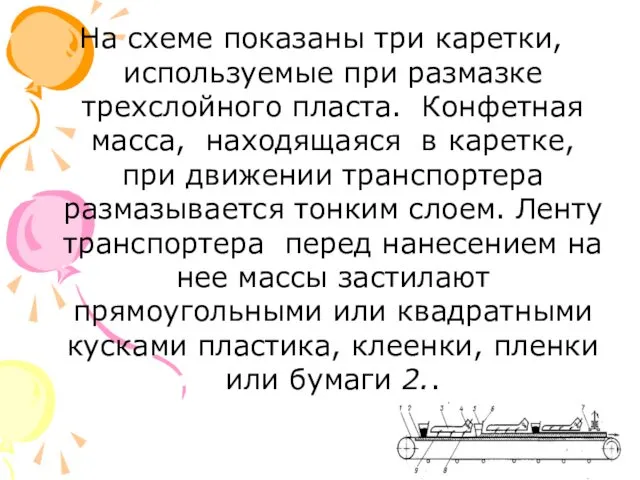
- 44. Конвейер представляет собой ленточный транспортер, движущийся, по плоскому настилу 9. Подлежащими формованию конфетными массами заполняют специальные
- 45. На схеме показаны три каретки, используемые при размазке трехслойного пласта. Конфетная масса, находящаяся в каретке, при
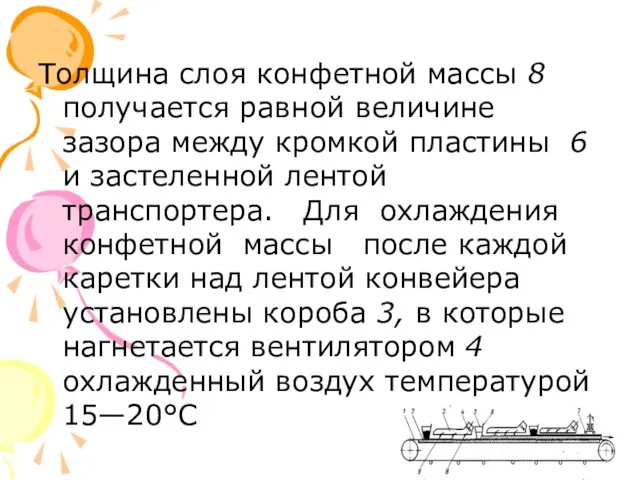
- 46. Толщина слоя конфетной массы 8 получается равной величине зазора между кромкой пластины 6 и застеленной лентой
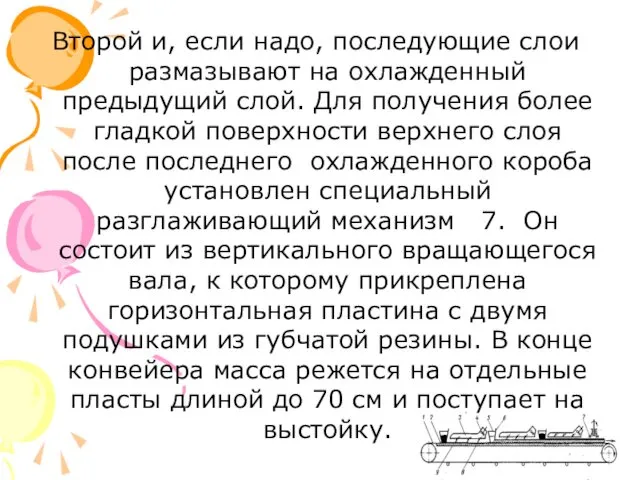
- 47. Второй и, если надо, последующие слои размазывают на охлажденный предыдущий слой. Для получения более гладкой поверхности
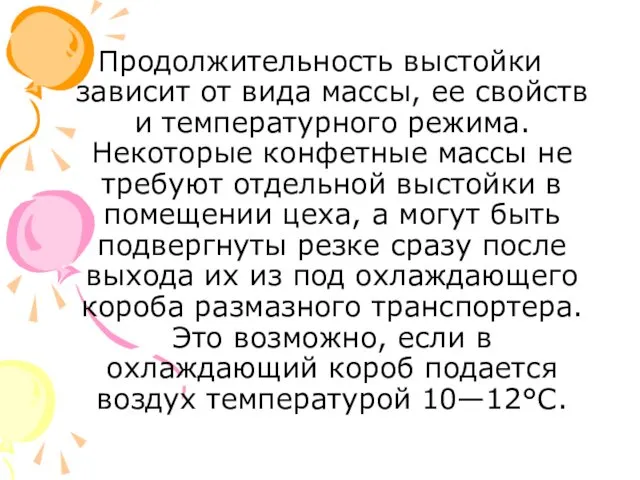
- 48. Продолжительность выстойки зависит от вида массы, ее свойств и температурного режима. Некоторые конфетные массы не требуют
- 49. После выстойки в цехе однослойные и комбинированные пласты перевертывают на металлические или пластмассовые доски и освобождают
- 50. Пласты из сбивных масс после выстойки сверху обмазывают тонким слоем шоколадной глазури температурой 28—30°С. После этого
- 51. Затем полученные пласты разрезают в двух взаимно перпендикулярных направлениях на отдельные корпуса преимущественно прямоугольной формы. Эту
- 52. При резке дисковыми ножами используют два отдельных режущих механизма с различным расстоянием между ножами. При этом
- 53. При включении машины диски вращаются, и конфетный пласт попадает под вращающиеся ножи, захватывающие его и по
- 54. В машинах со струнной резкой рабочим органом являются две неподвижные рамы с натянутыми струнами, между которыми
- 55. Струнная резка имеет ряд преимуществ. Благодаря незначительной величине поверхности режущего инструмента (струны), находящейся в непосредственном соприкосновении
- 56. После резки обоими способами отбирают отходы (края, изделия неправильной формы и т. п.) и направляют их
- 57. Большим недостатком формования конфетных масс способом размазки с последующей резкой является значительное количество образующихся обрезков (возвратных
- 58. Достоинством этого способа формования является то, что масса в процессе размазки не изменяет основных свойств, например
- 59. Механизированная поточная линия производства размазных пралиновых сортов конфет марки ДР-2458
- 60. Охлаждающий шкаф марки ДР-3498
- 61. Прокатка Этот способ является более прогрессивным, чем размазка. Как и при формовании размазкой, предварительно получают из
- 62. Способом прокатки формуют корпуса из заварных ореховых масс, помадные массы, а также из конфетных масс грильяжных
- 63. Пластоформующая машина работает следующим образом. Конфетная масса загружается в воронку, стенки которой двойные и в них
- 64. Внутри валков циркулирует охлаждающий рассол температурой минус 7 — минус 10°С. Вследствие этого на поверхности пласта
- 65. Для улучшения условия формования под валками установлены счищающие ножи, которые плотно прижаты к поверхности валков. Достоинством
- 66. Пласт из машины выходит определенной ширины с ровными краями. Это значительно сокращает количество получающихся после резки
- 67. Формование конфетных масс на вафельной основе осуществляют на машине с тремя рабочими валками, из которых один
- 68. Прочность сцепления вафельных листов с конфетной массой зависит от температуры массы. Эта температура должна быть несколько
- 69. Если масса приготовлена на основе какао-масла, то она темперируется при 32—35°С, масса, приготовленная на основе кондитерского
- 70. Раскатанный пласт, помещенный на вафельные листы, сверху покрывают другим слоем вафельных листов. Перед поступлением в охлаждающую
- 71. Грильяжные конфетные массы формуют на валковой машине, у которой валки расположены горизонтально (один над другим). При
- 72. Грильяжную конфетную массу прокатывают при температуре 70—75°С и затем режут. При резке пласта грильяжной массы на
- 73. На нижней плоскости пласта между корпусами остаются перемычки толщиной 0,5 и шириной 0,2—0,3 мм. Таким образом,
- 74. Массы типа заварных пралине и марципана формуют на прокатных машинах, у которых между формующими валками проходят
- 75. Для уменьшения прилипания массы на полотно наносят сахарную пудру. При формовании темных масс сахарную пудру предварительно
- 76. Этим способом формуют помадные, фруктовые, ореховые, фруктово-грильяжные и другие массы.
- 77. Подготовленные к формованию массы с пластичной консистенцией загружают в воронки валковых питателей. Температура для разных масс
- 78. Отформованный на первом валковом питателе пласт при подходе ко второму питателю должен обладать достаточной прочностью, которая
- 79. При формовании открытых конфет общая толщина пласта не должна превышать 14мм, для глазированных - 12мм.
- 80. Помадные массы подаются на формование при температуре около 60 °С, влажностью 9-11%, содержанием редуцирующих веществ 5-8%.
- 81. Отформованные пласты поступают в охлаждающие камеры с температурой воздуха 5-8 °С и за 7-12 мин охлаждаются
- 82. Окончательное охлаждение корпусов конфет до температуры 25 - 26 °С перед глазированием происходит во второй охлаждающей
- 83. Выпресовывание Основой метода является выдавливание конфетной массы через отверстия матриц в жгуты соответствующего профиля (круглого, овального,
- 84. Этот метод используют и для формования марципановых масс с массовой долей жира не ниже 25%. Выпрессовывание
- 85. На работу впрессовывающих машин большое влияние оказывает подготовка массы к формованию. Такую подготовку для пралиновых масс
- 86. Первоначально пралиновую массу вымешивают в течение 30 мин при температуре на 2—8°С выше, чем температура плавления
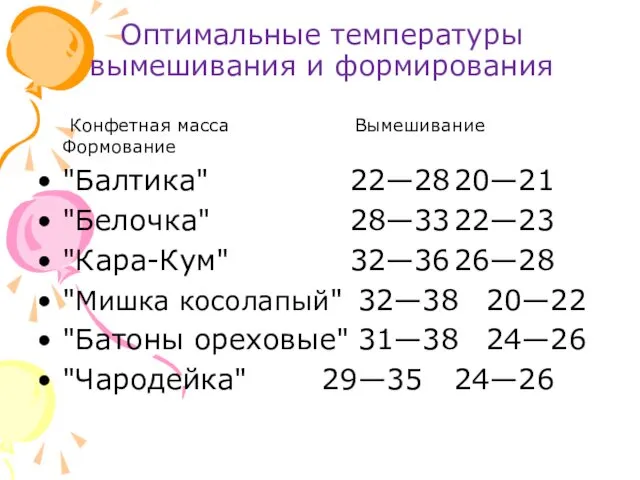
- 87. Оптимальные температуры вымешивания и формирования Конфетная масса Вымешивание Формование "Балтика" 22—28 20—21 "Белочка" 28—33 22—23 "Кара-Кум"
- 88. В зависимости от конструкции формующей машины выпрессовывание конфетной массы осуществляют через 6, 18 и 22 отверстия
- 89. Такую подготовку ведут так, чтобы в массе перед формованием содержалось необходимое количество центров кристаллизации (мелкие закристаллизовавшиеся
- 90. Для охлаждения пралиновой массы в тонком слое в непрерывном потоке используют трехвалковые мельницы, в которых валки
- 91. Выдавливание массы при формовании осуществляется шнековым или валково-шестеренчатым нагнетателем, в который масса поступает из загрузочной воронки.
- 92. Этот процесс изменения сечения интенсифицируется при увеличении скорости формования и снижается при увеличении длины канала матрицы
- 93. Полученные в результате выпрессовывания жгуты охлаждают на транспортере в шкафах при температуре охлаждающего воздуха 2—8°С. При
- 94. Машины со шнековыми нагнетателями имеют недостатки, связанные с неодинаковым давлением выпрессовывания по длине матрицы. Вследствие различной
- 95. Для выравнивания скоростей применяют различные способы. Например, увеличивают длину средних формующих каналов по сравнению с крайними,
- 96. Эти недостатки в значительно меньшей степени имеют машины с нагнетателями в виде шестеренчатых роторов. Такая машина
- 97. Эти роторы, в свою очередь, равномерно нагнетают массу через матрицы. Образующиеся жгуты, выходя из матрицы, попадают
- 98. После этого жгуты переходят на сетчатый транспортер, который проходит через холодильную камеру. В этой камере жгуты
- 99. Нагнетательный механизм шестеренного типа может быть использован на размазном конвейере вместо кареток для выпрессовывания конфетного пласта.
- 100. Отсадка При формовании отсадкой получают штучные изделия сложной конфигурации из конфетных масс путем выдавливания через профилирующие
- 101. Особенностью способа формования отсадкой является возможность формования конфетных масс, подверженных легкому разрушению структуры. По этой причине
- 102. Обычно кремовые массы, типичным представителем которых является масса для конфет "Трюфели", сбиваются непосредственно перед формованием. Часто
- 103. Наиболее распространена отсадочная машина со шнековым нагнетателем. На такой машине формуют кремовую конфетную массу для конфет
- 104. Шнеки непрерывно нагнетают конфетную массу в предматричную камеру, в дне которой расположена матрица с 12 отверстиями,
- 105. Машина конфетоотсадочная Ш24-ШЛЕ/2
- 106. Отсадочная машина для производства куполообразных конфет типа "Раздолье"
- 107. Устройство и принцип работы Машина состоит из приемный воронки, камеры нагнетания с четырьмя шнеками, предматричной камеры.
- 108. Планка получает возвратно-поступательное движение от главного распределительного вала 1 через кривошипно-шатунный механизм 3 и кулачок 4.
- 109. ГЛАЗИРОВАНИЕ КОНФЕТ
- 110. Для предохранения конфет от быстрого высыхания, а следовательно, удлинения сроков хранения, а также повышения пищевой ценности
- 111. В целях экономии какао масла и снижения себестоимости готовых изделий в последние годы его стали частично
- 112. Жировую глазурь готовят из гидрожира или кондитерского жира, сахара, какао порошка, обжаренных ядер арахиса и других
- 113. Процесс глазирования конфетных корпусов включает: Темперирование глазури Подготовка корпусов Покрытие корпусов глазурью Охлаждение глазированных корпусов
- 114. Темперирование глазури осуществляется в специальных автоматизированных температурных машинах. Для покрытия конфетных корпусов глазурью используются глазировочные агрегаты.
- 115. Глазировочные агрегаты различаются по ширине рабочего полотна (ленты). На предприятиях средней мощности используются глазировочные машины с
- 116. Какао масло способно переохлаждаться на 10 °С ниже точки застывания, оставаясь в аморфном состоянии. Поэтому в
- 117. При температурах какао масла выше температур плавления полимофных форм происходит переход из одной формы в другую
- 118. Для темперирования шоколадных масс используются разные принципы и установки, наиболее распространенными являются: постепенное охлаждение нагретой шоколадной
- 119. Первый принцип осуществляется в автоматизированных темперирующих машинах ШТА, Т-700, БТ9 и др. В третьей и четвертой
- 120. Это предопределяет в дальнейшем, при охлаждении глазированных конфет, процесс кристаллизации всего какао масла, а также структуру,
- 121. Эффективное темперирование шоколадной глазури достигается при циклотермическом способе. Этот способ отличается от обычного темперирования тем, что
- 122. Это способствует образованию центров кристаллизации как стабильной, так и нестабильных форм какао масла. Затем следует быстрый
- 123. Часть шоколадной массы, которая стекла с глазированных изделий, нагревается в другой темперирующей машине до 36° С
- 124. Частые случаи поселения шоколадной глазури наблюдаются при использовании цилиндрических темперирующих машин МТ-250, в которых разные слои
- 125. Важной характеристикой шоколадной глазури, поступающей на глазирование конфет, является ее вязкость. Она зависит от содержания жира,
- 126. Так как гидрожир и кондитерский жир не обладают полиморфными свойствами, то жировую глазурь темперируют в машине
- 127. Очистка корпусов конфет Корпуса конфет, поступающие на глазирование, должны быть очищены от остатков крахмала, который препятствует
- 128. Щеточноочистительные устройства конфетоогливочных полуавтоматов очищают поверхность корпусов конфет не полностью, что ухудшает качество покрытия их глазурью.
- 129. ПОКРЫТИЕ КОРПУСОВ КОНФЕТ ГЛАЗУРЬЮ В зависимости от состояния поверхности конфетных корпусов, необходимой толщины покрытия, производят однократное
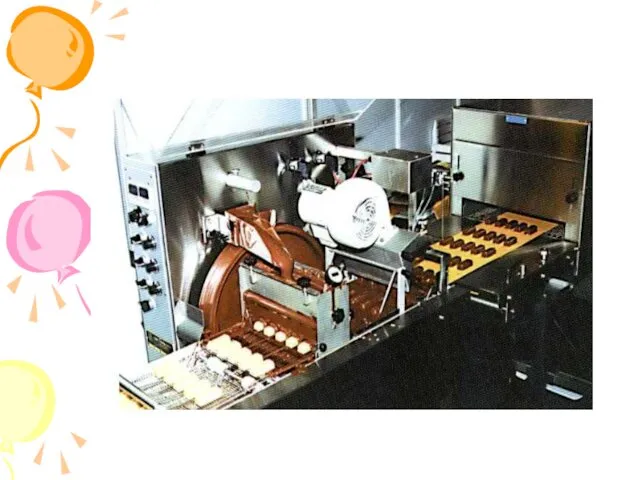
- 130. Схема глазирования конфет шоколадной глазурью
- 131. Из бункера питателя 1, скребковым транспортером 2 конфетные корпуса передаются на желобчатый стол 3. За счет
- 132. Оттемперированная шоколадная глазурь загружается в приемную емкость 23, которая находится в камере глазированная под сетчатым конвейером.
- 133. Из воронки па сетку непрерывной струей льется глазурь. Через струю глазури проходят конфеты, находящиеся на сетке.
- 134. Далее конфеты переходят на клеенчатую поверхность 15 транспортера 22, который движется в охлаждающей камере 14. В
- 135. При затвердении глазурь прилипает к поверхности клеенчатого транспортера 15. Отделение конфет 16 происходит при огибании клеенчатой
- 137. Завертка и упаковка конфет Глазированные и неглазированное конфеты подлежат, как правило, завертке или расфасовке в красочно
- 138. В качестве заверточных материалов используются лакированный, металлизированный целлофан, пергаментная и подпергаментная бумага, фольга.Массовые помадные конфеты обычно
- 139. Дорогостоящие пралиновые конфеты завертывают в 2 и 3 слоя -художественно оформленную этикетку из пергамента, фольгу и
- 140. Формы завертки могут быть разными: " в перекрутку", " в носок", " в замок" и др.
- 141. Применение заверточных автоматов "Сауаппа" (Италия) позволило производить упаковки "флоупак" (по 2 завернутые конфеты) и "мультипак" по
- 143. Скачать презентацию
Формование
Под формованием понимают деление пластичных или жидких конфетных масс на отдельные
Формование
Под формованием понимают деление пластичных или жидких конфетных масс на отдельные
Для формования конфет различают пять способов формования:
отливка;
размазывание;
прокатка;
Для формования конфет различают пять способов формования:
отливка;
размазывание;
прокатка;
Отливка и отсадка дают сразу изделия желаемой формы, а размазывание,
Отливка и отсадка дают сразу изделия желаемой формы, а размазывание,
Выбор способа формования зависит от свойств конфетной массы,
структурно-механических свойств (вязкость,
Выбор способа формования зависит от свойств конфетной массы,
структурно-механических свойств (вязкость,
Некоторые массы можно формовать только одним способом, для других можно использовать
Некоторые массы можно формовать только одним способом, для других можно использовать
Например,
ликерные массы можно формовать только отливкой,
массы из сырого марципана,
Например,
ликерные массы можно формовать только отливкой,
массы из сырого марципана,
Отливка
В настоящее время отливка является наиболее распространенным методом формования. Отливкой формуют
Отливка
В настоящее время отливка является наиболее распространенным методом формования. Отливкой формуют
Формование отливкой в крахмальные формы является основным способом формования значительной части
Формование отливкой в крахмальные формы является основным способом формования значительной части
Сам процесс формования отливкой заключается в том, что конфетная масса отливается
Сам процесс формования отливкой заключается в том, что конфетная масса отливается
При отливке выполняют следующие операции:
формование ячеек в крахмале;
отливка конфетной массы;
выстаивание при
При отливке выполняют следующие операции:
формование ячеек в крахмале;
отливка конфетной массы;
выстаивание при
К крахмалу как к формовочному материалу предъявляют ряд требований:
получение неосыпающихся форм
К крахмалу как к формовочному материалу предъявляют ряд требований:
получение неосыпающихся форм
в крахмале не должны содержаться посторонние примеси, в том числе те,
в крахмале не должны содержаться посторонние примеси, в том числе те,
Кукурузный крахмал как формовочный материал имеет ряд свойств, которые положительно влияют
Кукурузный крахмал как формовочный материал имеет ряд свойств, которые положительно влияют
Большое влияние на качество форм, следовательно, и на качество получаемых отливкой
Большое влияние на качество форм, следовательно, и на качество получаемых отливкой
Формы из излишне сухого крахмала легко осыпаются, что не позволяет получить
Формы из излишне сухого крахмала легко осыпаются, что не позволяет получить
Температура конфетной массы при формовании отливкой имеет большое значение, так как
Температура конфетной массы при формовании отливкой имеет большое значение, так как
Оптимальная температура для отливки различных конфетных масс, °С:
помадная (сахарная и
Оптимальная температура для отливки различных конфетных масс, °С:
помадная (сахарная и

Схема поточной линии для отливки конфетных масс
Схема поточной линии для отливки конфетных масс
Описание технологического процесса
Поточная линия состоит из двух основных агрегатов: агрегата для
Описание технологического процесса
Поточная линия состоит из двух основных агрегатов: агрегата для
В агрегате ускоренной выстойки происходит процесс затвердевания отлитой массы, которая превращается
В агрегате ускоренной выстойки происходит процесс затвердевания отлитой массы, которая превращается

Для каждого вида конфетной массы требуется различный режим ускоренной выстойки:
- помадная
Для каждого вида конфетной массы требуется различный режим ускоренной выстойки:
- помадная
Данная линия не позволяет получать на ней хрупкие корпуса, такие, например,
Данная линия не позволяет получать на ней хрупкие корпуса, такие, например,
Дополнительным важным преимуществом такого способа выборки и очистки корпусов является то,
Дополнительным важным преимуществом такого способа выборки и очистки корпусов является то,
Отливочные машины могут быть оборудованы специальным устройством для подсушки крахмала. Это
Отливочные машины могут быть оборудованы специальным устройством для подсушки крахмала. Это
Некоторые виды конфет формуют отливкой не в крахмальные формы, а в
Некоторые виды конфет формуют отливкой не в крахмальные формы, а в
После загрузки сахара-песка в лоток его поверхность выравнивают и специальным штампом
После загрузки сахара-песка в лоток его поверхность выравнивают и специальным штампом

Агрегат отливочный
Агрегат отливочный

Машина отливочная
Машина отливочная

Дозатор для внесения твердых добавок в формуемые корпуса конфет и шоколадные
Дозатор для внесения твердых добавок в формуемые корпуса конфет и шоколадные
Предназначен для механизации операции по внесению твердых добавок (вишня, целый орех)
Предназначен для механизации операции по внесению твердых добавок (вишня, целый орех)

АК-1021 MULTICAST-200 Универсальная отливочная машина (депозитор) в крахмал и силиконовые формы
АК-1021 MULTICAST-200 Универсальная отливочная машина (депозитор) в крахмал и силиконовые формы

АК-1023 MOULDTRAY-200 Машина отливочная (депозитор) для производства мармелада, шоколадных изделий различных
АК-1023 MOULDTRAY-200 Машина отливочная (депозитор) для производства мармелада, шоколадных изделий различных

Применение силиконовых форм позволяет получить изделия любой формы с более точной
Применение силиконовых форм позволяет получить изделия любой формы с более точной

Агрегат конфетоотливочный марки ДР-2509
Агрегат конфетоотливочный марки ДР-2509
Размазка
Способом размазки с последующей резкой формуют многие виды конфетных масс:
помадные,
Размазка
Способом размазки с последующей резкой формуют многие виды конфетных масс:
помадные,
При этом путем размазывания можно получить конфетные корпуса и неглазированные конфеты
При этом путем размазывания можно получить конфетные корпуса и неглазированные конфеты
Примером двухслойных конфет с различными видами помадной конфетной массы могут быть
Примером двухслойных конфет с различными видами помадной конфетной массы могут быть

Процесс формования размазкой состоит из нескольких отдельных операций
Процесс формования размазкой состоит из нескольких отдельных операций
Подготовка конфетной массы в основном заключается в темперировании ее перед
Подготовка конфетной массы в основном заключается в темперировании ее перед
Помадные массы размазывают при температуре 60—65°С,
фруктовые — 80—85,
сбивные типа "Птичье молоко"
Помадные массы размазывают при температуре 60—65°С,
фруктовые — 80—85,
сбивные типа "Птичье молоко"
На размазном конвейере можно получить из бесформенных пластичных конфетных масс однослойные
На размазном конвейере можно получить из бесформенных пластичных конфетных масс однослойные

Схема работы размазного конвейера
Схема работы размазного конвейера
Конвейер представляет собой ленточный транспортер, движущийся, по плоскому настилу 9. Подлежащими
Конвейер представляет собой ленточный транспортер, движущийся, по плоскому настилу 9. Подлежащими
На схеме показаны три каретки, используемые при размазке трехслойного пласта. Конфетная
На схеме показаны три каретки, используемые при размазке трехслойного пласта. Конфетная
Толщина слоя конфетной массы 8 получается равной величине зазора между кромкой
Толщина слоя конфетной массы 8 получается равной величине зазора между кромкой
Второй и, если надо, последующие слои размазывают на охлажденный предыдущий слой.
Второй и, если надо, последующие слои размазывают на охлажденный предыдущий слой.
Продолжительность выстойки зависит от вида массы, ее свойств и температурного режима.
Продолжительность выстойки зависит от вида массы, ее свойств и температурного режима.
После выстойки в цехе однослойные и комбинированные пласты перевертывают на металлические
После выстойки в цехе однослойные и комбинированные пласты перевертывают на металлические
Пласты из сбивных масс после выстойки сверху обмазывают тонким слоем шоколадной
Пласты из сбивных масс после выстойки сверху обмазывают тонким слоем шоколадной
Затем полученные пласты разрезают в двух взаимно перпендикулярных направлениях на отдельные
Затем полученные пласты разрезают в двух взаимно перпендикулярных направлениях на отдельные
При резке дисковыми ножами используют два отдельных режущих механизма с
При резке дисковыми ножами используют два отдельных режущих механизма с
При включении машины диски вращаются, и конфетный пласт попадает под
При включении машины диски вращаются, и конфетный пласт попадает под
В машинах со струнной резкой рабочим органом являются две неподвижные рамы
В машинах со струнной резкой рабочим органом являются две неподвижные рамы
Струнная резка имеет ряд преимуществ. Благодаря незначительной величине поверхности режущего
Струнная резка имеет ряд преимуществ. Благодаря незначительной величине поверхности режущего
После резки обоими способами отбирают отходы (края, изделия неправильной формы и
После резки обоими способами отбирают отходы (края, изделия неправильной формы и
Большим недостатком формования конфетных масс способом размазки с последующей резкой является
Большим недостатком формования конфетных масс способом размазки с последующей резкой является
Достоинством этого способа формования является то, что масса в процессе
Достоинством этого способа формования является то, что масса в процессе
Механизированная поточная линия производства размазных пралиновых сортов конфет марки ДР-2458
Механизированная поточная линия производства размазных пралиновых сортов конфет марки ДР-2458

Охлаждающий шкаф марки ДР-3498
Охлаждающий шкаф марки ДР-3498
Прокатка
Этот способ является более прогрессивным, чем размазка. Как и при формовании
Прокатка
Этот способ является более прогрессивным, чем размазка. Как и при формовании
Способом прокатки формуют корпуса из заварных ореховых масс, помадные массы, а
Способом прокатки формуют корпуса из заварных ореховых масс, помадные массы, а
Пластоформующая машина
работает следующим образом.
Конфетная масса загружается в воронку,
Пластоформующая машина
работает следующим образом.
Конфетная масса загружается в воронку,
Внутри валков циркулирует охлаждающий рассол температурой минус 7 — минус 10°С.
Внутри валков циркулирует охлаждающий рассол температурой минус 7 — минус 10°С.
Для улучшения условия формования под валками установлены счищающие ножи, которые плотно
Для улучшения условия формования под валками установлены счищающие ножи, которые плотно
Пласт из машины выходит определенной ширины с ровными краями. Это значительно
Пласт из машины выходит определенной ширины с ровными краями. Это значительно
Формование конфетных масс на вафельной основе осуществляют на машине с тремя
Формование конфетных масс на вафельной основе осуществляют на машине с тремя
Прочность сцепления вафельных листов с конфетной массой зависит от температуры массы.
Прочность сцепления вафельных листов с конфетной массой зависит от температуры массы.
Если масса приготовлена на основе какао-масла, то она темперируется при 32—35°С,
Если масса приготовлена на основе какао-масла, то она темперируется при 32—35°С,
Раскатанный пласт, помещенный на вафельные листы, сверху покрывают другим слоем вафельных
Раскатанный пласт, помещенный на вафельные листы, сверху покрывают другим слоем вафельных
Грильяжные конфетные массы формуют на валковой машине, у которой валки расположены
Грильяжные конфетные массы формуют на валковой машине, у которой валки расположены
Грильяжную конфетную массу прокатывают при температуре 70—75°С и затем режут. При
Грильяжную конфетную массу прокатывают при температуре 70—75°С и затем режут. При
На нижней плоскости пласта между корпусами остаются перемычки толщиной 0,5 и
На нижней плоскости пласта между корпусами остаются перемычки толщиной 0,5 и
Массы типа заварных пралине и марципана формуют на прокатных машинах, у
Массы типа заварных пралине и марципана формуют на прокатных машинах, у
Для уменьшения прилипания массы на полотно наносят сахарную пудру. При
Для уменьшения прилипания массы на полотно наносят сахарную пудру. При
Этим способом формуют
помадные,
фруктовые,
ореховые,
фруктово-грильяжные
и другие массы.
Этим способом формуют
помадные,
фруктовые,
ореховые,
фруктово-грильяжные
и другие массы.
Подготовленные к формованию массы с пластичной консистенцией загружают в воронки
Подготовленные к формованию массы с пластичной консистенцией загружают в воронки
Отформованный на первом валковом питателе пласт при подходе ко второму
Отформованный на первом валковом питателе пласт при подходе ко второму
При формовании открытых конфет общая толщина пласта не должна превышать 14мм,
При формовании открытых конфет общая толщина пласта не должна превышать 14мм,
Помадные массы подаются на формование при температуре около 60 °С,
Помадные массы подаются на формование при температуре около 60 °С,
Отформованные пласты поступают в охлаждающие камеры с температурой воздуха 5-8 °С
Отформованные пласты поступают в охлаждающие камеры с температурой воздуха 5-8 °С
Окончательное охлаждение корпусов конфет до температуры 25 - 26 °С
Окончательное охлаждение корпусов конфет до температуры 25 - 26 °С
Выпресовывание
Основой метода является выдавливание конфетной массы через отверстия матриц в
Выпресовывание
Основой метода является выдавливание конфетной массы через отверстия матриц в
Этот метод используют и для формования марципановых масс с массовой долей
Этот метод используют и для формования марципановых масс с массовой долей
На работу впрессовывающих машин большое влияние оказывает подготовка массы к формованию.
На работу впрессовывающих машин большое влияние оказывает подготовка массы к формованию.
Первоначально пралиновую массу вымешивают в течение 30 мин при температуре на
Первоначально пралиновую массу вымешивают в течение 30 мин при температуре на
Оптимальные температуры вымешивания и формирования
Конфетная масса Вымешивание Формование
"Балтика" 22—28 20—21
"Белочка" 28—33 22—23
"Кара-Кум"
Оптимальные температуры вымешивания и формирования
Конфетная масса Вымешивание Формование
"Балтика" 22—28 20—21
"Белочка" 28—33 22—23
"Кара-Кум"
В зависимости от конструкции формующей машины выпрессовывание конфетной массы осуществляют через
В зависимости от конструкции формующей машины выпрессовывание конфетной массы осуществляют через
Такую подготовку ведут так, чтобы в массе перед формованием содержалось необходимое
Такую подготовку ведут так, чтобы в массе перед формованием содержалось необходимое
Для охлаждения пралиновой массы в тонком слое в непрерывном потоке используют
Для охлаждения пралиновой массы в тонком слое в непрерывном потоке используют
Выдавливание массы при формовании осуществляется шнековым или валково-шестеренчатым нагнетателем, в который
Выдавливание массы при формовании осуществляется шнековым или валково-шестеренчатым нагнетателем, в который
Этот процесс изменения сечения интенсифицируется при увеличении скорости формования и снижается
Этот процесс изменения сечения интенсифицируется при увеличении скорости формования и снижается
Полученные в результате выпрессовывания жгуты охлаждают на транспортере в шкафах при
Полученные в результате выпрессовывания жгуты охлаждают на транспортере в шкафах при
Машины со шнековыми нагнетателями имеют недостатки, связанные с неодинаковым давлением выпрессовывания
Машины со шнековыми нагнетателями имеют недостатки, связанные с неодинаковым давлением выпрессовывания
Для выравнивания скоростей применяют различные способы. Например, увеличивают длину средних
Для выравнивания скоростей применяют различные способы. Например, увеличивают длину средних
Эти недостатки в значительно меньшей степени имеют машины с нагнетателями в
Эти недостатки в значительно меньшей степени имеют машины с нагнетателями в
Эти роторы, в свою очередь, равномерно нагнетают массу через матрицы. Образующиеся
Эти роторы, в свою очередь, равномерно нагнетают массу через матрицы. Образующиеся
После этого жгуты переходят на сетчатый транспортер, который проходит через холодильную
После этого жгуты переходят на сетчатый транспортер, который проходит через холодильную
Нагнетательный механизм шестеренного типа может быть использован на размазном конвейере вместо
Нагнетательный механизм шестеренного типа может быть использован на размазном конвейере вместо
Отсадка
При формовании отсадкой получают штучные изделия сложной конфигурации из конфетных масс
Отсадка
При формовании отсадкой получают штучные изделия сложной конфигурации из конфетных масс
Особенностью способа формования отсадкой является возможность формования конфетных масс, подверженных легкому
Особенностью способа формования отсадкой является возможность формования конфетных масс, подверженных легкому
Обычно кремовые массы, типичным представителем которых является масса для конфет "Трюфели",
Обычно кремовые массы, типичным представителем которых является масса для конфет "Трюфели",
Наиболее распространена отсадочная машина со шнековым нагнетателем. На такой машине
Наиболее распространена отсадочная машина со шнековым нагнетателем. На такой машине
Шнеки непрерывно нагнетают конфетную массу в предматричную камеру, в дне
Шнеки непрерывно нагнетают конфетную массу в предматричную камеру, в дне

Машина конфетоотсадочная Ш24-ШЛЕ/2
Машина конфетоотсадочная Ш24-ШЛЕ/2

Отсадочная машина для производства куполообразных конфет типа "Раздолье"
Отсадочная машина для производства куполообразных конфет типа "Раздолье"
Устройство и принцип работы
Машина состоит из приемный воронки, камеры нагнетания
Устройство и принцип работы
Машина состоит из приемный воронки, камеры нагнетания
Планка получает возвратно-поступательное движение от главного распределительного вала 1 через
Планка получает возвратно-поступательное движение от главного распределительного вала 1 через
ГЛАЗИРОВАНИЕ КОНФЕТ
ГЛАЗИРОВАНИЕ КОНФЕТ
Для предохранения конфет от быстрого высыхания, а следовательно, удлинения сроков
Для предохранения конфет от быстрого высыхания, а следовательно, удлинения сроков
В целях экономии какао масла и снижения себестоимости готовых изделий
В целях экономии какао масла и снижения себестоимости готовых изделий
Жировую глазурь готовят из гидрожира или кондитерского жира, сахара, какао
Жировую глазурь готовят из гидрожира или кондитерского жира, сахара, какао

Процесс глазирования конфетных корпусов включает:
Темперирование глазури
Подготовка корпусов
Покрытие корпусов глазурью
Охлаждение глазированных корпусов
Процесс глазирования конфетных корпусов включает:
Темперирование глазури
Подготовка корпусов
Покрытие корпусов глазурью
Охлаждение глазированных корпусов
Темперирование глазури осуществляется в специальных автоматизированных температурных машинах. Для покрытия
Темперирование глазури осуществляется в специальных автоматизированных температурных машинах. Для покрытия
Глазировочные агрегаты различаются по ширине рабочего полотна (ленты). На предприятиях
Глазировочные агрегаты различаются по ширине рабочего полотна (ленты). На предприятиях
Какао масло способно переохлаждаться на 10 °С ниже точки застывания, оставаясь
Какао масло способно переохлаждаться на 10 °С ниже точки застывания, оставаясь
При температурах какао масла выше температур плавления полимофных форм происходит переход
При температурах какао масла выше температур плавления полимофных форм происходит переход
Для темперирования шоколадных масс используются разные принципы и установки, наиболее распространенными
Для темперирования шоколадных масс используются разные принципы и установки, наиболее распространенными
Первый принцип осуществляется в автоматизированных темперирующих машинах ШТА, Т-700, БТ9 и
Первый принцип осуществляется в автоматизированных темперирующих машинах ШТА, Т-700, БТ9 и
Это предопределяет в дальнейшем, при охлаждении глазированных конфет, процесс кристаллизации всего
Это предопределяет в дальнейшем, при охлаждении глазированных конфет, процесс кристаллизации всего
Эффективное темперирование шоколадной глазури достигается при циклотермическом способе. Этот способ отличается
Эффективное темперирование шоколадной глазури достигается при циклотермическом способе. Этот способ отличается
Это способствует образованию центров кристаллизации как стабильной, так и нестабильных форм
Это способствует образованию центров кристаллизации как стабильной, так и нестабильных форм
Часть шоколадной массы, которая стекла с глазированных изделий, нагревается в
Часть шоколадной массы, которая стекла с глазированных изделий, нагревается в
Частые случаи поселения шоколадной глазури наблюдаются при использовании цилиндрических темперирующих машин
Частые случаи поселения шоколадной глазури наблюдаются при использовании цилиндрических темперирующих машин
Важной характеристикой шоколадной глазури, поступающей на глазирование конфет, является ее вязкость.
Важной характеристикой шоколадной глазури, поступающей на глазирование конфет, является ее вязкость.
Так как гидрожир и кондитерский жир не обладают полиморфными свойствами, то
Так как гидрожир и кондитерский жир не обладают полиморфными свойствами, то
Очистка корпусов конфет
Корпуса конфет, поступающие на глазирование, должны быть очищены от
Очистка корпусов конфет
Корпуса конфет, поступающие на глазирование, должны быть очищены от
Щеточноочистительные устройства конфетоогливочных полуавтоматов очищают поверхность корпусов конфет не полностью, что
Щеточноочистительные устройства конфетоогливочных полуавтоматов очищают поверхность корпусов конфет не полностью, что
ПОКРЫТИЕ КОРПУСОВ КОНФЕТ ГЛАЗУРЬЮ
В зависимости от состояния поверхности конфетных корпусов, необходимой
ПОКРЫТИЕ КОРПУСОВ КОНФЕТ ГЛАЗУРЬЮ
В зависимости от состояния поверхности конфетных корпусов, необходимой

Схема глазирования конфет шоколадной глазурью
Схема глазирования конфет шоколадной глазурью
Из бункера питателя 1, скребковым транспортером 2 конфетные корпуса передаются на
Из бункера питателя 1, скребковым транспортером 2 конфетные корпуса передаются на
Оттемперированная шоколадная глазурь загружается в приемную емкость 23, которая находится в
Оттемперированная шоколадная глазурь загружается в приемную емкость 23, которая находится в
Из воронки па сетку непрерывной струей льется глазурь. Через струю глазури
Из воронки па сетку непрерывной струей льется глазурь. Через струю глазури
Далее конфеты переходят на клеенчатую поверхность 15 транспортера 22, который движется
Далее конфеты переходят на клеенчатую поверхность 15 транспортера 22, который движется
При затвердении глазурь прилипает к поверхности клеенчатого транспортера 15. Отделение конфет
При затвердении глазурь прилипает к поверхности клеенчатого транспортера 15. Отделение конфет
Завертка и упаковка конфет
Глазированные и неглазированное конфеты подлежат, как правило, завертке
Завертка и упаковка конфет
Глазированные и неглазированное конфеты подлежат, как правило, завертке
В качестве заверточных материалов используются лакированный, металлизированный целлофан, пергаментная и подпергаментная
В качестве заверточных материалов используются лакированный, металлизированный целлофан, пергаментная и подпергаментная
Дорогостоящие пралиновые конфеты завертывают в 2 и 3 слоя -художественно
Дорогостоящие пралиновые конфеты завертывают в 2 и 3 слоя -художественно
Формы завертки могут быть разными: " в перекрутку", " в носок",
Формы завертки могут быть разными: " в перекрутку", " в носок",
Применение заверточных автоматов "Сауаппа" (Италия) позволило производить упаковки "флоупак" (по 2
Применение заверточных автоматов "Сауаппа" (Италия) позволило производить упаковки "флоупак" (по 2
 День учителя
День учителя Первосвященническая молитва Иисуса Христа. Моление в Гефсиманском саду
Первосвященническая молитва Иисуса Христа. Моление в Гефсиманском саду Битовые операции
Битовые операции операции подрезания и обтачмванмя
операции подрезания и обтачмванмя Презентация к празднику осени Осенний переполох
Презентация к празднику осени Осенний переполох Колорит и тип фигуры
Колорит и тип фигуры Готов ли ребёнок к школе?Ответы на вопросы родителей
Готов ли ребёнок к школе?Ответы на вопросы родителей Возобновляемые источники энергии. Ветроэнергетика
Возобновляемые источники энергии. Ветроэнергетика Электрические методы каротажа. Часть 2. Лекция № 3
Электрические методы каротажа. Часть 2. Лекция № 3 Презентация Реакции ионного обмена
Презентация Реакции ионного обмена Конденсаторы. Основные элементы конденсатора
Конденсаторы. Основные элементы конденсатора Основы расчета ж/б конструкций и ж/б балочных ПС
Основы расчета ж/б конструкций и ж/б балочных ПС Тропинин Василий Андреевич
Тропинин Василий Андреевич Портфолио воспитателя детского сада
Портфолио воспитателя детского сада Мобильные приложения для ресторанов
Мобильные приложения для ресторанов Липиды. Классификация липидов. Структура и функция
Липиды. Классификация липидов. Структура и функция Книга Левит
Книга Левит Гуманитариум. Вопросы трудоустройства выпускников гуманитарных специальностей
Гуманитариум. Вопросы трудоустройства выпускников гуманитарных специальностей Nativity Story
Nativity Story Секреты осеннего леса (интегрированный урок)
Секреты осеннего леса (интегрированный урок) Debates: Afterlife
Debates: Afterlife Подсистема перевозка грузов
Подсистема перевозка грузов Личность и организация. Подходы к изучению личности члена организации
Личность и организация. Подходы к изучению личности члена организации Лр 3. WindowBuilder. Простейшее GUI приложение на Java. Вложенные циклы. Java Code Conventions
Лр 3. WindowBuilder. Простейшее GUI приложение на Java. Вложенные циклы. Java Code Conventions АИВ-инфекциясы кезіндегі шаралардың стандарттары және алгоритмдері
АИВ-инфекциясы кезіндегі шаралардың стандарттары және алгоритмдері Компьютерная мультимедийная презентация Автоматизация звуков К - К' .
Компьютерная мультимедийная презентация Автоматизация звуков К - К' . Итоговая работа по модулю инвариантной части курсов повышения квалификации ИОЧ Основные направления региональной образовательной политики в контексте модернизации российского образования
Итоговая работа по модулю инвариантной части курсов повышения квалификации ИОЧ Основные направления региональной образовательной политики в контексте модернизации российского образования Меры административно-процессуального обеспечения
Меры административно-процессуального обеспечения