- Источники питания сварочной дуги (урок №5)

Содержание
- 2. Электродуговая сварка плавлением классифицируется: По роду тока сварки - на переменном и постоянном токе. По виду
- 3. В технической литературе часто встречаются общепризнанные аббревиатуры, обозначающие различные способы сварки. - MMA (Manual Metal Arc)
- 5. Источники питания для сварки представляют собой различные преобразователи тока промышленной частоты либо генераторы, самостоятельно вырабатывающие электроэнергию
- 6. Источник питания для сварочных работ любого вида и класса должен удовлетворять следующим ключевым характеристикам: обеспечивать легкость
- 7. Под динамикой в данном случае понимается скорость восстановления напряжения от момента контакта электрода с массой (возникновения
- 9. Источники питания сварочной дуги классифицируются по многим градациям. В том числе: по предназначению — для ручной
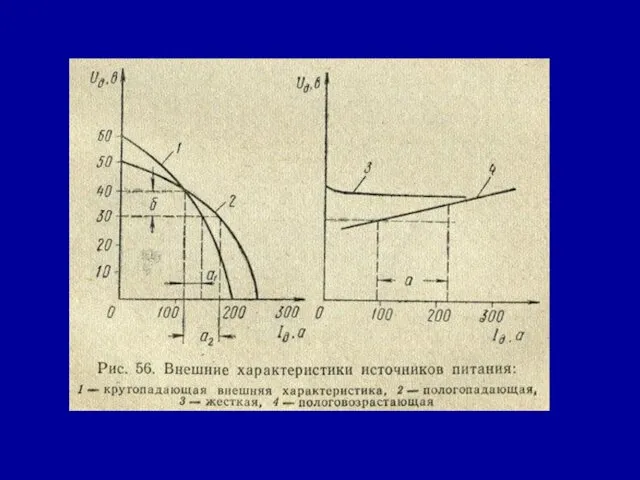
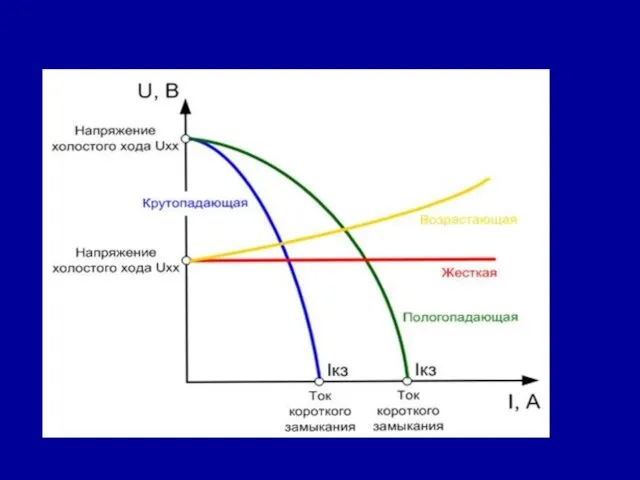
- 10. Зависимость между напряжением и током дуги в установившемся (статическом) режиме называется вольт-амперной характеристикой дуги. Длина дуги
- 12. Для стабильного горения дуги необходимо равенство между напряжениями и токами дуги (U д , I д
- 14. Существуют следующие виды источников: трансформаторы; выпрямители; преобразователи; инверторы. Особняком стоят генераторы, так называемые агрегаты. Эти машины
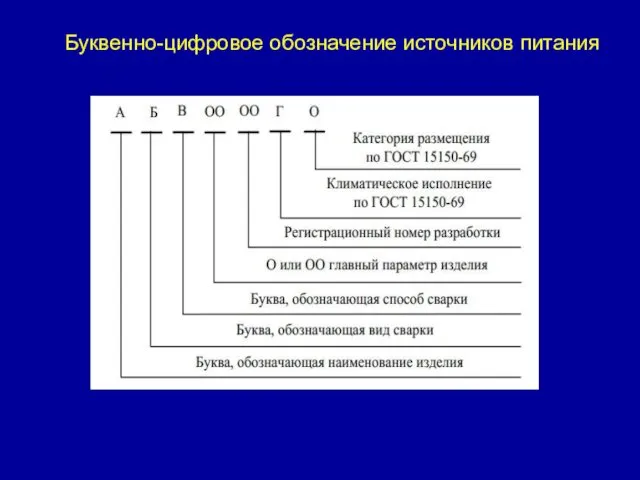
- 15. Буквенно-цифровое обозначение источников питания
- 16. Обозначения источников Буквы: первая буква означает тип изделия (Т — трансформатор, В—выпрямитель, Г — генератор, У
- 17. Цифры: одна или две цифры после дефиса — номинальная сила тока источника (округленно в сотнях А);
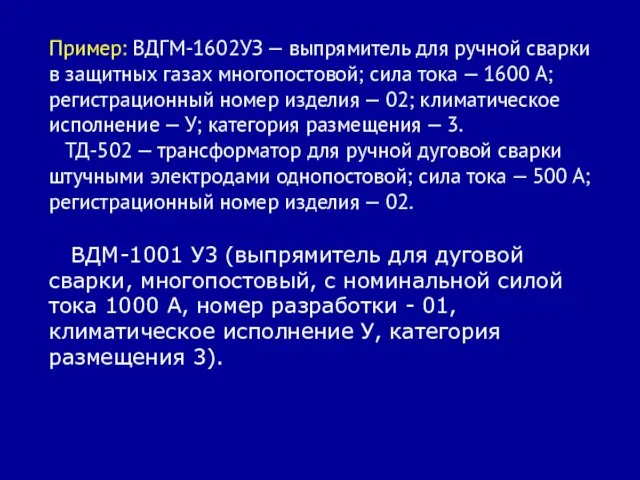
- 18. ВДМ-1001 У3 (выпрямитель для дуговой сварки, многопостовый, с номинальной силой тока 1000 А, номер разработки -
- 20. Скачать презентацию
Электродуговая сварка плавлением классифицируется:
По роду тока сварки - на переменном и
Электродуговая сварка плавлением классифицируется:
По роду тока сварки - на переменном и
В технической литературе часто встречаются общепризнанные аббревиатуры, обозначающие различные способы
В технической литературе часто встречаются общепризнанные аббревиатуры, обозначающие различные способы

Источники питания для сварки представляют собой различные преобразователи тока
Источники питания для сварки представляют собой различные преобразователи тока
Источник питания для сварочных работ любого вида и
Источник питания для сварочных работ любого вида и
Под динамикой в данном случае понимается скорость восстановления
Под динамикой в данном случае понимается скорость восстановления

Источники питания сварочной дуги классифицируются по многим градациям. В
Источники питания сварочной дуги классифицируются по многим градациям. В
Зависимость между напряжением и током дуги в установившемся (статическом) режиме
Зависимость между напряжением и током дуги в установившемся (статическом) режиме
Для стабильного горения дуги необходимо равенство между напряжениями и токами
Для стабильного горения дуги необходимо равенство между напряжениями и токами
Существуют следующие виды источников:
трансформаторы;
выпрямители;
преобразователи;
инверторы.
Особняком
Существуют следующие виды источников:
трансформаторы;
выпрямители;
преобразователи;
инверторы.
Особняком
Буквенно-цифровое обозначение источников питания
Буквенно-цифровое обозначение источников питания
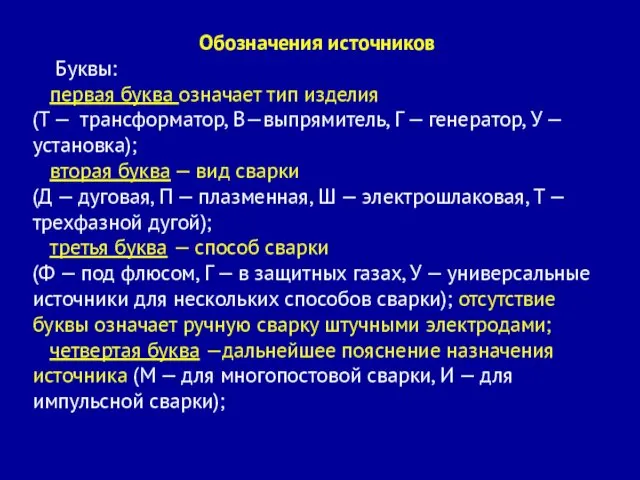
Обозначения источников
Буквы:
первая буква означает тип изделия
(Т — трансформатор, В—выпрямитель,
Обозначения источников
Буквы:
первая буква означает тип изделия
(Т — трансформатор, В—выпрямитель,
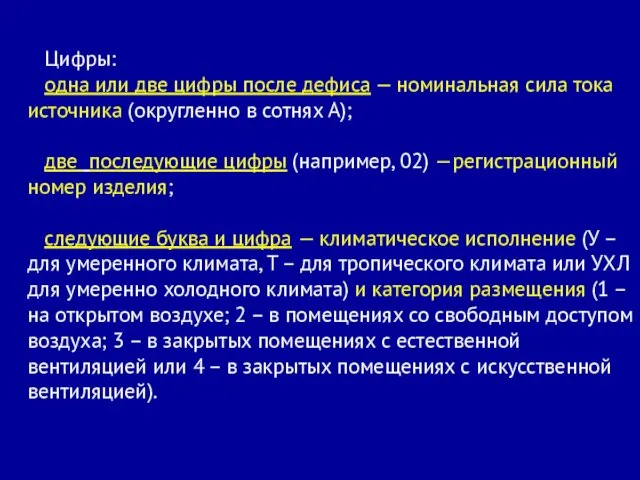
Цифры:
одна или две цифры после дефиса — номинальная сила тока
Цифры:
одна или две цифры после дефиса — номинальная сила тока
 Высокопроизводительные вычисления. Базовые методы ускорения вычислений, основные понятия распараллеливания
Высокопроизводительные вычисления. Базовые методы ускорения вычислений, основные понятия распараллеливания циклы паразитов
циклы паразитов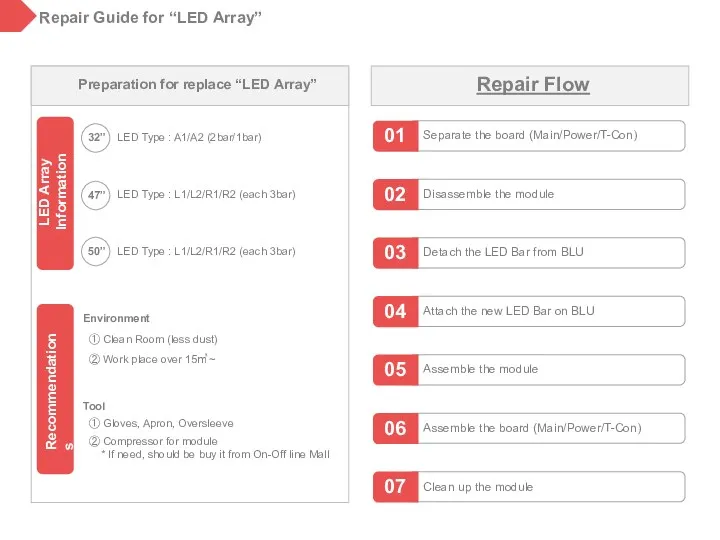 Repair guide for “Led array”
Repair guide for “Led array” Электронная коммерция. Обеспечение безопасности в сети Интернет
Электронная коммерция. Обеспечение безопасности в сети Интернет Введение в обмен веществ. Энергетический обмен
Введение в обмен веществ. Энергетический обмен Конспект образовательной деятельности по экологии в средней группе с использованием ИКТ на тему: Берегите лес
Конспект образовательной деятельности по экологии в средней группе с использованием ИКТ на тему: Берегите лес Принципиальная технологическая схема установки одноступенчатого гидрокрекинга вакуумного газойля
Принципиальная технологическая схема установки одноступенчатого гидрокрекинга вакуумного газойля Алгоритмы линейной структуры
Алгоритмы линейной структуры Мы на страже нашего главного закона
Мы на страже нашего главного закона Система пуска двигателя
Система пуска двигателя Посвящаю тебе мой Родной
Посвящаю тебе мой Родной Высшая школа физиков имени Н. Г. Басова МИФИ-ФИАН
Высшая школа физиков имени Н. Г. Басова МИФИ-ФИАН Институциональная теория экономики. Новая исследовательская программа
Институциональная теория экономики. Новая исследовательская программа Методы экономического анализа
Методы экономического анализа Проблема мнимых повторностей в экологических исследованиях. (Лекция 7)
Проблема мнимых повторностей в экологических исследованиях. (Лекция 7) Произведения устного народного творчества.
Произведения устного народного творчества. Ожирение у детей и подростков
Ожирение у детей и подростков Религия примитивных народов
Религия примитивных народов Ранний классицизм в 1760-1780 годах. Россия
Ранний классицизм в 1760-1780 годах. Россия История предпринимательства в лицах и фактах
История предпринимательства в лицах и фактах Некрасов Николай Алексеевич 1821-1877(78)
Некрасов Николай Алексеевич 1821-1877(78) Проект Пасха. Обычаи и традиции
Проект Пасха. Обычаи и традиции Государственная программа развития сельского хозяйства на 2013 – 2020 годы
Государственная программа развития сельского хозяйства на 2013 – 2020 годы К.Чуковский Диск
К.Чуковский Диск Україна - космічна держава
Україна - космічна держава Выполнение требований ФГОС ДО к развивающей предметно-пространственной среде
Выполнение требований ФГОС ДО к развивающей предметно-пространственной среде Изучаем геометрические фигуры
Изучаем геометрические фигуры Антигипертензивные ЛС
Антигипертензивные ЛС