- Компания Talivenda. Производство нашей продукции

Содержание
- 2. Компания Talivenda производит деревянные палочки с 2019 года. Наша миссия – производство высококачественных и экологически чистых
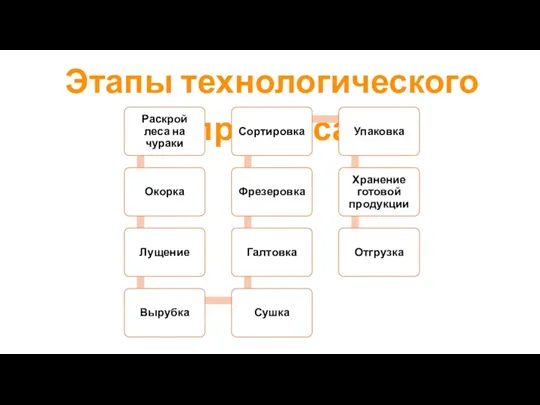
- 3. Этапы технологического процесса
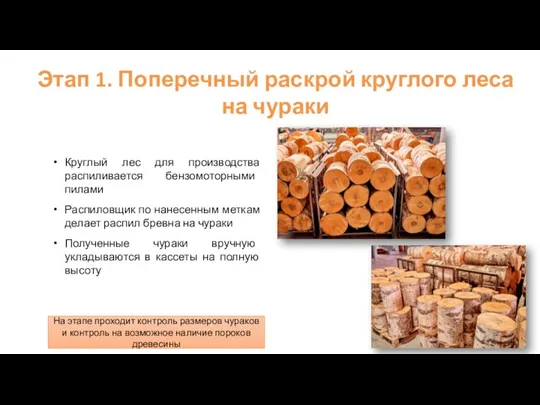
- 4. Этап 1. Поперечный раскрой круглого леса на чураки Круглый лес для производства распиливается бензомоторными пилами Распиловщик
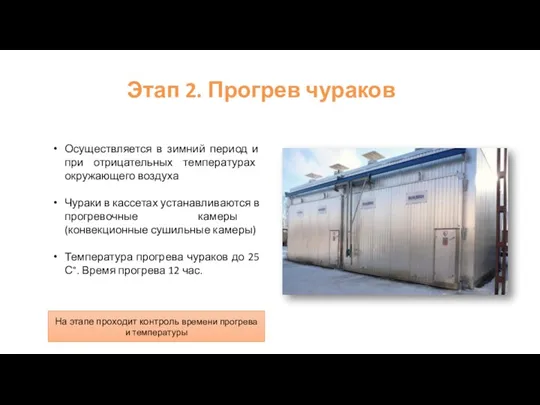
- 5. Этап 2. Прогрев чураков Осуществляется в зимний период и при отрицательных температурах окружающего воздуха Чураки в
- 6. Этап 3. Окорка и лущение *Окорка – это удаление с бревна коры *Лущение – это процесс
- 7. Этап 4. Вырубка Полосы шпона подаются на вырубной станок Вырубленные изделия попадают на транспортерную ленту, по
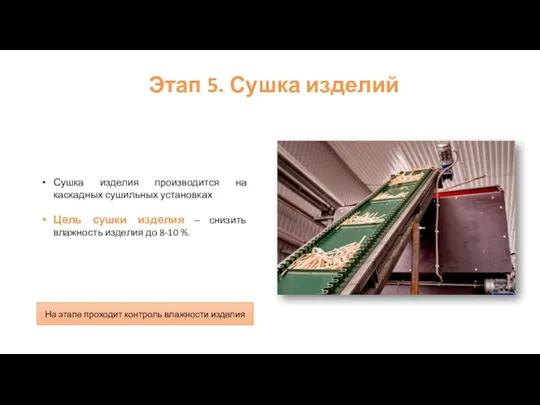
- 8. Этап 5. Сушка изделий Сушка изделия производится на каскадных сушильных установках Цель сушки изделия – снизить
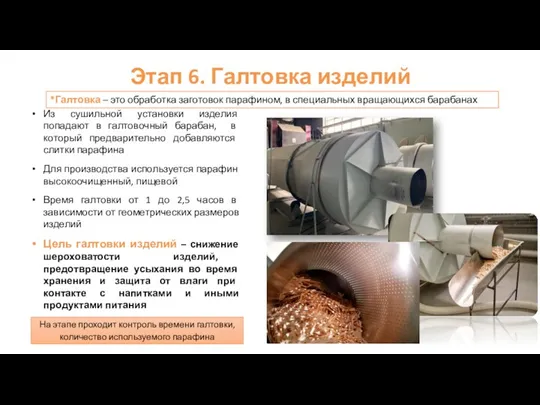
- 9. Этап 6. Галтовка изделий Из сушильной установки изделия попадают в галтовочный барабан, в который предварительно добавляются
- 10. Этап 7. Упорядочивание изделий Упорядочивание изделий производится на упорядочивающих станках Цель упорядочивания изделия – хранение изделия
- 11. Этап 8. Фрезеровка изделий Фрезеровка изделий производится на фрезерных станках Станок используется для закругления краев и
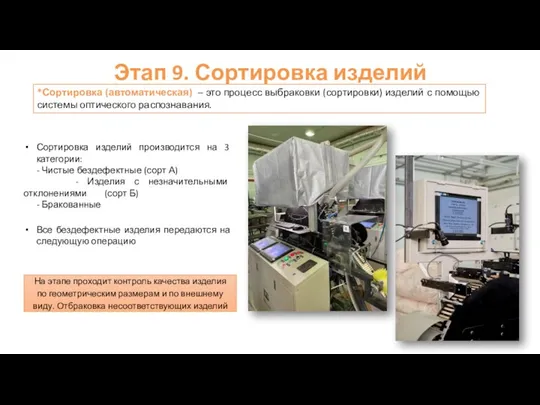
- 12. Этап 9. Сортировка изделий Сортировка изделий производится на 3 категории: - Чистые бездефектные (сорт А) -
- 13. Ручная сортировка изделий производится на сортировочных столах Сортировщики вручную осматривают изделие на наличие дефектов Отбракованные изделия
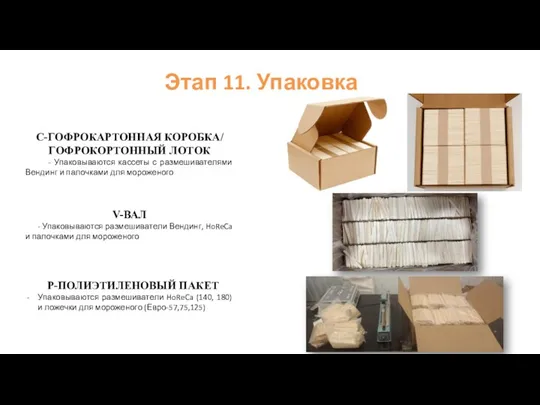
- 14. Этап 11. Упаковка C-ГОФРОКАРТОННАЯ КОРОБКА/ ГОФРОКОРТОННЫЙ ЛОТОК - Упаковываются кассеты с размешивателями Вендинг и палочками для
- 15. БРЕНДИРОВАННАЯ КОРОБКА Упаковываются размешиватели HoReCa140,180 в индивидуальной упаковке и без, шпатели E-ПОДВЕС С ЕВРОСЛОТОМ - Упаковываются
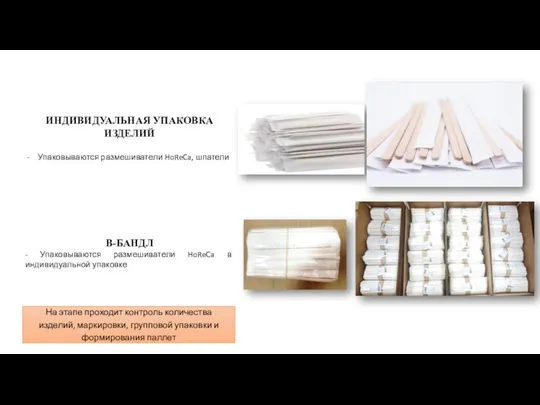
- 16. ИНДИВИДУАЛЬНАЯ УПАКОВКА ИЗДЕЛИЙ Упаковываются размешиватели HoReCa, шпатели B-БАНДЛ - Упаковываются размешиватели HoReCa в индивидуальной упаковке На
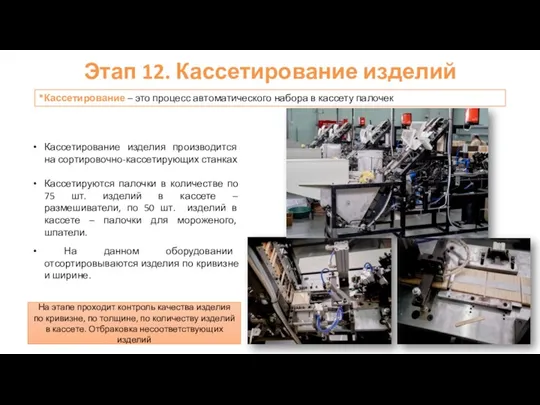
- 17. Кассетирование изделия производится на сортировочно-кассетирующих станках Кассетируются палочки в количестве по 75 шт. изделий в кассете
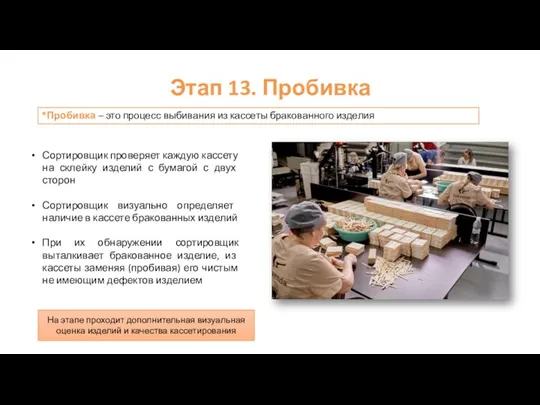
- 18. Этап 13. Пробивка Сортировщик проверяет каждую кассету на склейку изделий с бумагой с двух сторон Сортировщик
- 19. Этап 14. ПРОЦЕСС УПАКОВКИ ИЗДЕЛИЯ В ИНДИВИДУАЛЬНАЯ УПАКОВКУ Индивидуальная упаковка изделий производится на станках индивидуальной упаковки
- 20. Этап 15. ФОРМИРОВАНИЕ ПАЛЛЕТ Коробки на поддон укладываются с соблюдением центра тяжести и в соответствии с
- 21. Этап 16. Хранение готовой продукции Передача готовой продукции на склад осуществляется в соответствии с рабочей инструкцией
- 23. Скачать презентацию
Компания Talivenda производит деревянные палочки с 2019 года.
Наша миссия –
Компания Talivenda производит деревянные палочки с 2019 года.
Наша миссия –
Этапы технологического процесса
Этапы технологического процесса
Этап 1. Поперечный раскрой круглого леса на чураки
Круглый лес для производства
Этап 1. Поперечный раскрой круглого леса на чураки
Круглый лес для производства
Этап 2. Прогрев чураков
Осуществляется в зимний период и при отрицательных температурах
Этап 2. Прогрев чураков
Осуществляется в зимний период и при отрицательных температурах

Этап 3. Окорка и лущение
*Окорка – это удаление с бревна коры
Этап 3. Окорка и лущение
*Окорка – это удаление с бревна коры

Этап 4. Вырубка
Полосы шпона подаются на вырубной станок
Вырубленные изделия попадают на
Этап 4. Вырубка
Полосы шпона подаются на вырубной станок
Вырубленные изделия попадают на
Этап 5. Сушка изделий
Сушка изделия производится на каскадных сушильных установках
Цель сушки
Этап 5. Сушка изделий
Сушка изделия производится на каскадных сушильных установках
Цель сушки
Этап 6. Галтовка изделий
Из сушильной установки изделия попадают в галтовочный барабан,
Этап 6. Галтовка изделий
Из сушильной установки изделия попадают в галтовочный барабан,

Этап 7. Упорядочивание изделий
Упорядочивание изделий производится на упорядочивающих станках
Цель упорядочивания изделия
Этап 7. Упорядочивание изделий
Упорядочивание изделий производится на упорядочивающих станках
Цель упорядочивания изделия

Этап 8. Фрезеровка изделий
Фрезеровка изделий производится на фрезерных станках
Станок используется для
Этап 8. Фрезеровка изделий
Фрезеровка изделий производится на фрезерных станках
Станок используется для
Этап 9. Сортировка изделий
Сортировка изделий производится на 3 категории:
- Чистые
Этап 9. Сортировка изделий
Сортировка изделий производится на 3 категории:
- Чистые
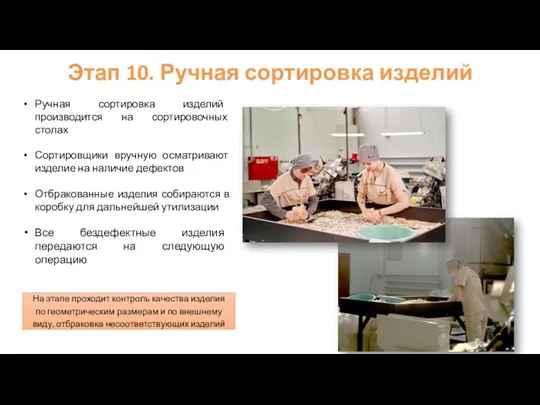
Ручная сортировка изделий производится на сортировочных столах
Сортировщики вручную осматривают изделие на
Сортировщики вручную осматривают изделие на
Этап 11. Упаковка
C-ГОФРОКАРТОННАЯ КОРОБКА/
ГОФРОКОРТОННЫЙ ЛОТОК
- Упаковываются кассеты с размешивателями Вендинг
Этап 11. Упаковка
C-ГОФРОКАРТОННАЯ КОРОБКА/
ГОФРОКОРТОННЫЙ ЛОТОК
- Упаковываются кассеты с размешивателями Вендинг

БРЕНДИРОВАННАЯ КОРОБКА
Упаковываются размешиватели HoReCa140,180 в индивидуальной упаковке и без, шпатели
E-ПОДВЕС С
БРЕНДИРОВАННАЯ КОРОБКА
Упаковываются размешиватели HoReCa140,180 в индивидуальной упаковке и без, шпатели
E-ПОДВЕС С
ИНДИВИДУАЛЬНАЯ УПАКОВКА ИЗДЕЛИЙ
Упаковываются размешиватели HoReCa, шпатели
B-БАНДЛ
- Упаковываются размешиватели HoReCa в индивидуальной
ИНДИВИДУАЛЬНАЯ УПАКОВКА ИЗДЕЛИЙ
Упаковываются размешиватели HoReCa, шпатели
B-БАНДЛ
- Упаковываются размешиватели HoReCa в индивидуальной
Кассетирование изделия производится на сортировочно-кассетирующих станках
Кассетируются палочки в количестве по 75
Кассетирование изделия производится на сортировочно-кассетирующих станках
Кассетируются палочки в количестве по 75
Этап 13. Пробивка
Сортировщик проверяет каждую кассету на склейку изделий с бумагой
Этап 13. Пробивка
Сортировщик проверяет каждую кассету на склейку изделий с бумагой
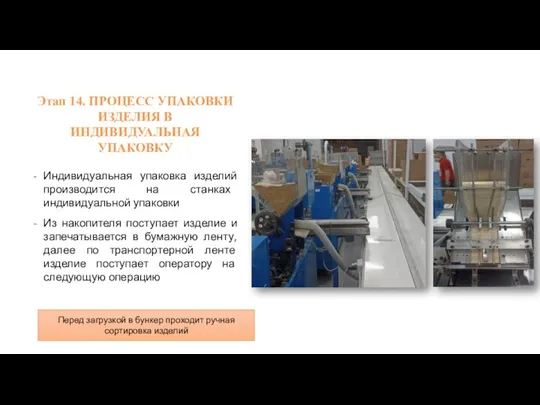
Этап 14. ПРОЦЕСС УПАКОВКИ ИЗДЕЛИЯ В ИНДИВИДУАЛЬНАЯ УПАКОВКУ
Индивидуальная упаковка изделий производится
Индивидуальная упаковка изделий производится

Этап 15. ФОРМИРОВАНИЕ ПАЛЛЕТ
Коробки на поддон укладываются с соблюдением центра тяжести
Коробки на поддон укладываются с соблюдением центра тяжести
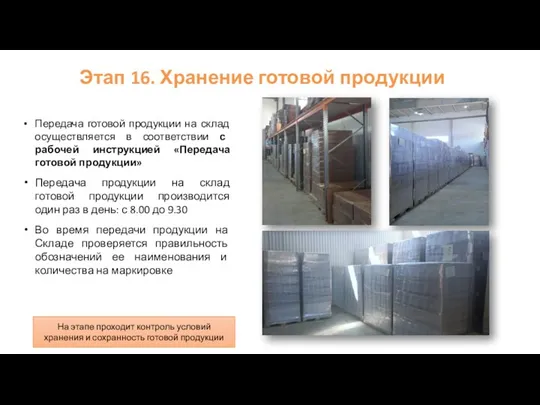
Этап 16. Хранение готовой продукции
Передача готовой продукции на склад осуществляется в
Этап 16. Хранение готовой продукции
Передача готовой продукции на склад осуществляется в
 Полупроводниковые схемы памяти. (Лекция 14)
Полупроводниковые схемы памяти. (Лекция 14) Моя педагогическая династия.
Моя педагогическая династия. Экологические взаимодействия живых организмов
Экологические взаимодействия живых организмов Сложные предложения с различными видами связи (вводный урок). 9 класс
Сложные предложения с различными видами связи (вводный урок). 9 класс О подводных жителях
О подводных жителях Применение ИКТ в образовательном процессе
Применение ИКТ в образовательном процессе Бізнес-модель по реалізації хліба
Бізнес-модель по реалізації хліба Тема =Базовая форма =Треугольник=. Складывание фигур =Лисенок=Щенок=
Тема =Базовая форма =Треугольник=. Складывание фигур =Лисенок=Щенок= Внутреннее устройство ПК
Внутреннее устройство ПК Экскурсия Улицы родного села.
Экскурсия Улицы родного села. Проектно- исследовательская деятельность в экологическом образовании старших дошкольников
Проектно- исследовательская деятельность в экологическом образовании старших дошкольников Стратегическое планирование и технологии программно-целевого управления
Стратегическое планирование и технологии программно-целевого управления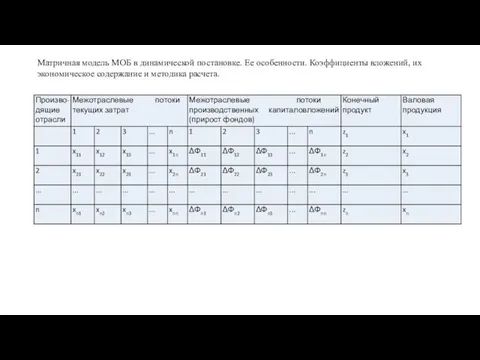 Матричная модель МОБ в динамической постановке
Матричная модель МОБ в динамической постановке Технология и организация производства продукции и услуг
Технология и организация производства продукции и услуг Диагностика, техническое обслуживание рулевого управления автомобиля ВАЗ-2107
Диагностика, техническое обслуживание рулевого управления автомобиля ВАЗ-2107 Отчет об участии в акции Всероссийский экологический урок Сделаем вместе!
Отчет об участии в акции Всероссийский экологический урок Сделаем вместе! Проект на тему Семья (средняя группа)
Проект на тему Семья (средняя группа) Cистема управления персоналом государственной и муниципальной службы
Cистема управления персоналом государственной и муниципальной службы Высокоточные системы навигации. Лекция №1.2
Высокоточные системы навигации. Лекция №1.2 Проектная работа профессии голубого неба
Проектная работа профессии голубого неба Женщины-спортсменки 20 века
Женщины-спортсменки 20 века Нарушения мышления
Нарушения мышления Олефиновые углеводороды как сырье для органического синтеза. Реакции олефинов. Способы производства олефинов. Лекция 4
Олефиновые углеводороды как сырье для органического синтеза. Реакции олефинов. Способы производства олефинов. Лекция 4 Дорожное движение. Для 3-х летних малышей
Дорожное движение. Для 3-х летних малышей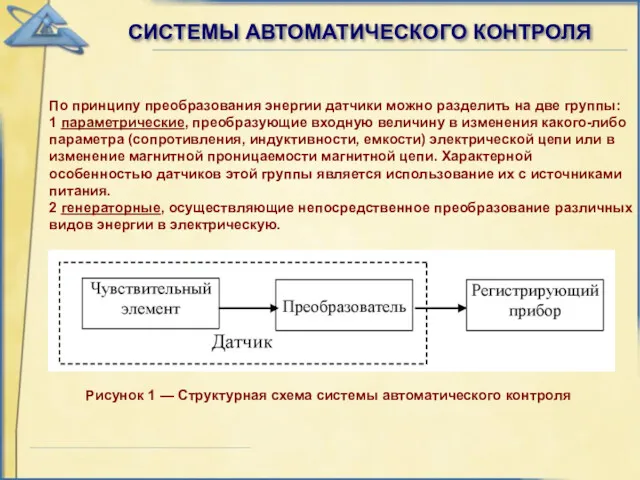 Системы автоматического контроля
Системы автоматического контроля Мероприятие ко Дню Победы
Мероприятие ко Дню Победы To say, to tell, to speak, to talk
To say, to tell, to speak, to talk интеллектуальная игра по географии Крестики-нолики
интеллектуальная игра по географии Крестики-нолики